制粒和压片的工艺参数对片剂质量影响的研究
- 格式:pdf
- 大小:1.59 MB
- 文档页数:62
片剂制备实验报告片剂制备实验报告一、引言片剂是一种常见的口服固体制剂,广泛应用于医药领域。
它具有剂型稳定、便于携带和服用等优点,因此在药物治疗中得到了广泛的应用。
本实验旨在通过制备片剂的实验,探究片剂的制备方法和工艺参数对制剂质量的影响。
二、实验原理片剂的制备主要包括混合、压片和包衣三个步骤。
混合是将药物和辅料按一定比例混合均匀,以保证药物的均一性和稳定性。
压片是将混合物填充到模具中,并通过一定的压力使其成型。
包衣是在片剂表面涂覆一层包衣材料,以改善片剂的外观和口感。
三、实验步骤1. 准备药物和辅料:根据处方要求,准备所需的药物和辅料。
药物应粉碎并筛选,辅料应精细研磨。
2. 混合:将药物和辅料按一定比例混合均匀,可以采用干混法或湿混法。
干混法适用于药物和辅料均为干燥粉末的情况,湿混法适用于药物和辅料中含有粘合剂或溶解性辅料的情况。
3. 压片:将混合物填充到片剂模具中,通过压片机施加一定的压力,使混合物成型。
压力大小应根据药物和辅料的特性进行调整,以保证片剂的质量。
4. 包衣:将压制好的片剂表面涂覆一层包衣材料,可以采用涂覆法或浸渍法。
涂覆法适用于包衣材料为溶液或悬浮液的情况,浸渍法适用于包衣材料为溶胶的情况。
5. 干燥:将包衣后的片剂放置在通风干燥室中,使其干燥。
干燥时间和温度应根据包衣材料的性质进行调整,以保证片剂的质量。
6. 质量控制:对制备好的片剂进行质量控制,包括外观检查、重量测定、硬度测定、溶出度测定等。
四、实验结果与讨论根据实验步骤,我们制备了一批药物X的片剂。
经过质量控制的检验,片剂外观无明显缺陷,重量符合规定范围,硬度适中,溶出度满足要求。
这说明我们制备的片剂质量良好,符合药物治疗的要求。
在制备过程中,混合的均匀性对片剂的质量起着重要作用。
如果混合不均匀,会导致片剂中药物含量不均一,从而影响药物的疗效。
因此,在混合过程中应注意控制混合时间和混合速度,以保证药物和辅料的均匀分布。
压片是制备片剂的关键步骤之一。
中药行业中的中药片剂生产与质量控制中药片剂是中药制剂中的一种常见形式,它具有口服便利、剂型稳定等特点,在中药行业中有着广泛的应用。
中药片剂的生产和质量控制是确保中药疗效和安全性的重要环节。
本文将以中药片剂的生产和质量控制为切入点,深入探讨中药行业中的有关内容。
一、中药片剂的生产中药片剂的生产包括原料选择、制造工艺、设备和质量控制等多个环节。
首先,原料的选择至关重要,需要根据中药的性味、功效等特点进行合理调配。
在制造工艺方面,中药片剂通常采用粉碎、混合、湿法制粒、压片和包装等工艺步骤。
为了确保中药片剂的质量,生产过程中需要严格控制温度、湿度和时间等因素。
此外,合适的生产设备也是中药片剂生产的保证,常见的设备包括粉碎机、混合机、湿法制粒机、压片机等。
二、中药片剂的质量控制中药片剂的质量控制是中药行业中的关键环节,其目的在于确保中药片剂的疗效和安全性。
中药片剂的质量控制主要包括以下几个方面:1.原料质量控制:中药片剂的原料质量直接影响着最终产品的质量。
因此,在生产过程中需要对原料进行严格的质量控制,包括检验原料的外观、性状、气味、含量等指标。
2.制造工艺控制:中药片剂的制造工艺对产品的质量有着重要的影响。
因此,在生产过程中需要严格按照标准的工艺要求进行操作,避免制造过程中的误差和变质。
3.质量检测控制:中药片剂的质量检测是确保产品质量的重要手段。
常见的质量检测方法包括外观检查、含量测定、重金属、微生物等指标检测。
4.质量管理体系:建立完善的质量管理体系是中药片剂质量控制的基础。
包括对生产环境的管理、人员素质培养、标准操作规程的制定等。
三、中药片剂生产中的难题与挑战在中药片剂的生产过程中,也存在一些难题和挑战需要面对。
首先,中药材的质量参差不齐,会影响到中药片剂的质量。
其次,中药片剂生产工艺复杂,如果操作不当,可能会导致产品质量下降。
此外,中药行业缺乏统一的质量标准,提高质量控制的难度。
另外,社会对中药的认识和态度也会对中药片剂的生产和质量控制产生影响。
实验四片剂的制备及影响片剂质量因素的考察一、实验目的1.通过片剂制备,掌握湿法制粒压片的工艺过程。
2.掌握单冲压片机的使用方法及片剂质量的检查方法。
3.考察压片力及崩解剂等对片剂的硬度或崩解的影响。
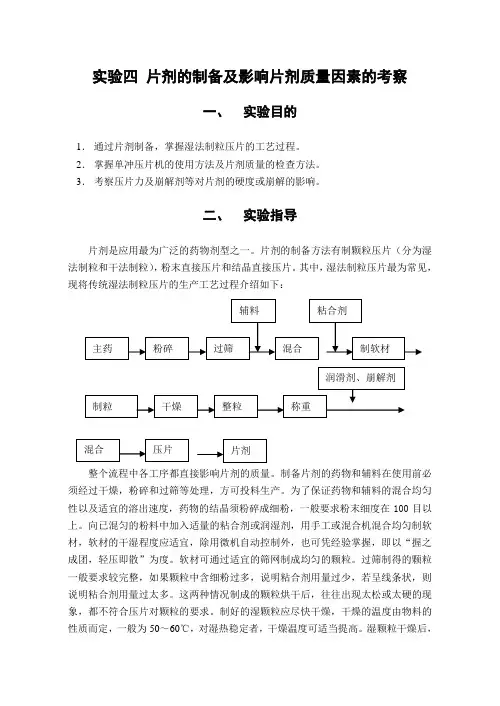
二、实验指导片剂是应用最为广泛的药物剂型之一。
片剂的制备方法有制颗粒压片(分为湿法制粒和干法制粒),粉末直接压片和结晶直接压片。
其中,湿法制粒压片最为常见,现将传统湿法制粒压片的生产工艺过程介绍如下:整个流程中各工序都直接影响片剂的质量。
制备片剂的药物和辅料在使用前必须经过干燥,粉碎和过筛等处理,方可投料生产。
为了保证药物和辅料的混合均匀性以及适宜的溶出速度,药物的结晶须粉碎成细粉,一般要求粉末细度在100目以上。
向已混匀的粉料中加入适量的粘合剂或润湿剂,用手工或混合机混合均匀制软材,软材的干湿程度应适宜,除用微机自动控制外,也可凭经验掌握,即以“握之成团,轻压即散”为度。
软材可通过适宜的筛网制成均匀的颗粒。
过筛制得的颗粒一般要求较完整,如果颗粒中含细粉过多,说明粘合剂用量过少,若呈线条状,则说明粘合剂用量过太多。
这两种情况制成的颗粒烘干后,往往出现太松或太硬的现象,都不符合压片对颗粒的要求。
制好的湿颗粒应尽快干燥,干燥的温度由物料的性质而定,一般为50~60℃,对湿热稳定者,干燥温度可适当提高。
湿颗粒干燥后,需过筛整粒以便将粘结成块的颗粒散开,同时加入润滑剂和需外加法加入的崩解剂并与颗粒混匀。
整粒用筛的孔径与制粒时所用筛孔相同或略小。
压片前必须对干颗粒及粉末的混合物进行含量测定,然后根据颗粒所含主药的量计算片重。
()测得值干颗粒中主药百分含量标示量每片应含主药量片重=根据片重选择筛目与冲膜直径,其之间的常用关系可参考表1。
根据药物密度不同,可进行适当调整。
表1 根据片重可选的筛目与冲膜的尺寸筛目数片重 冲膜直径 (mg ) 湿粒 干粒 (mm ) 50 18 16-20 5-5.5 100 16 14-20 6-6.5 150 16 14-20 7-8 200 14 12-16 8-8.5 300 12 10-16 9-10.5500 10 10-12 12制成的片剂需按照中国药典规定的片剂质量标准进行检查。

制粒与压片技术的优化伍善根 黄文杰(上海天祥·健台制药机械有限公司,上海 200050)压片机是一种最常见的制剂设备,也是一种较为复杂的机械。
一台压片机用得好,关键就是要平稳而持久地运行。
学习和研究压片机及颗粒的相关要素并将其优化,将有助于克服和解决压片机运行过程中的困难和故障。
压片机;冲模;颗粒;流动性;可压性中图分类号: TQ051.9文献标识码: A文章编号: 1008-455X(2011) 06-0032-04Optimization of Granulation and Pressing TechnologiesWu Shangen Huang Wenjie(Shanghai Tianxiang Jiantai Pharmaceutical Machinery Co., Ltd Shanghai, 200050)Abstract: Tablet pressing machine is one kind of most common machines and is a comparatively complicated machine. The key of good-application machine is its smooth and durable performance. In this article, tablet pressing machine and the factors related granulationtechnique were studied. Then, the optimization was carried out. What presented herein is helpful in solution of the problems occurred in the performance of tablet pressing machine.Keywords: tablet pressing machine; granulation; flowing; pressing-ability关键词摘要收稿日期:2011-09-18作者简介:伍善根(1949-),男,主要从事药机设计与研究工作。
影响片剂质量的主要原因及解决方法影响片剂质量的主要原因及解决方法整理及经验总结影响片剂质量的主要原因及解决方法主要原因:1、原材料特性的符合性2、药用赋形剂的使用比例,辅料的不一致性3、不合理的配方关系4、不合理的混合工艺,制粒工艺5、压片时使用的模具及设备不佳6、不良的压片工艺过程7、不适宜的生产环境一、片重差异主要原因解决方法1、下冲长度不一致,超差修差,差±5μm以内2、颗粒分层解决颗粒分层,减小粒度差3、压片机震动过大A、结构松动,装配不合理重新装配B、物料颗粒不均匀混匀,过筛C、压片机设置压力过大减小压力4、刮粉板不平或安装不良调平5、冲杆与转台冲杆孔间隙过大调小间隙6、颗粒中偶有异物引起加料器堵塞除去异物7、充填凸轮或轨道的磨损,充填机构更换,稳固不稳定8、追求产量,转速太高降低转速9、部分下冲未拉足保证所有下冲拉到底部10、颗粒过湿细粉过多干燥物料,减少细粉11、颗粒差异大均匀化12、颗粒流动不畅,加料堵塞加助流剂,改配方,疏通料斗13、较小的药片选用较大颗粒的物料适当的颗粒14、物料内物料存储量差异大控制在50%以内15、双面压片,两侧进料,速度不一致调一致16、带强迫加料器的,强迫加料器转速调一致与转轮转速不匹配17、下冲阻尼螺钉调整的阻尼力不佳重新调整二、粘冲:有细粉粘于冲头及模圈表面,致使片面不光洁、不平、有凹痕现象主要原因解决方法1、冲头表面损坏或表面光洁度降低更换冲头清洁冲头表面2、刻、冲字符设计不合理更换冲头3、颗粒过湿干燥颗粒4、药粉中含易吸潮成分加吸湿剂5、润滑剂不足或选型不当加大用量或更换新润滑剂6、环境湿度过大、湿度过高降低环境湿度三、裂片主要原因解决方法1、压片时有空气存在于药片当中调整压力、减慢车速、增加预压时间或用有预压的工艺2、冲模磨损严重更换冲模3、黏结剂选型不当或不足更换黏结剂或加量4、颗粒含水量过低增加含水量5、颗粒过细或过粗调整颗粒粒度6、颗粒中油类成分较多加吸油剂7、模具间隙太小、不能顺利排气更换模具四、松片主要原因解决方法1、压力不够增加压力2、受压时间太少、转速快延长受压时间、增加预压、减低转速3、冲头长短不齐调整冲头4、活络冲冲头发生松动进行紧固5、下冲杆掉冲紧固6、黏结剂选型不当或太少更换黏合剂或加量7、颗粒中润滑剂比例不当调节比例8、颗粒太干燥增加颗粒水分9、物料粉碎粒度不够、纤维性或高弹性粉碎粒度过100目筛、加强黏合剂、药物或油类成分多,混合不均吸油剂10、药片压制后,置空气中过久,受潮缩短放置时间五、变色及斑点主要原因解决方法1、颗粒受油脂或其他杂质污染杜绝油脂及杂质污染2、颗粒过硬或含糖品种及有色降低颗粒硬度、有色片剂用片剂颗粒易出现乙醇为润滑剂制粒3、颗粒过大或过小颗粒适宜4、冲模型面出现锈斑清除锈斑5、加料器与转台表面摩擦有金属细粉调节加料器高度随颗粒进入模孔6、冲头与模圈内壁发生摩擦调节模圈致有色金属粉末进入颗粒六、崩解迟缓主要原因解决方法1、黏结剂粘性太强或用量过多,更换黏结剂或降低用量颗粒过硬过粗2、崩解剂选型不当、用量不足更换崩解剂或加量疏水性润滑剂太多降低疏水性润滑剂3、压力过大、片子过硬减低压力七、刻字或线条不清晰主要原因解决方法1、冲模的字符设计、布置不合理更换字符2、冲模型面磨损或破坏更换冲模3、冲模尺寸过大或不够更换冲模4、预压力过大降低预压力粉末直接压片粉末直接压片的应用方法及其注意事项由于粉末直接压片具有较明显的优点,如工艺过程比较简单,不必制粒、干燥,产品崩解或溶出快,成品质量稳定,在国外约有40%的片剂品种已采用这种工艺生产。
一、实验目的与要求1. 掌握片剂的基本制备工艺流程。
2. 熟悉湿法制粒压片法和干法制粒压片法的操作步骤。
3. 了解片剂的质量检查方法和标准。
4. 通过实验,提高实验操作技能和数据分析能力。
二、实验原理片剂是一种常见的固体剂型,由药物、辅料和溶剂等组成。
制备片剂的基本原理是将药物与辅料混合、制粒、压片、包衣等步骤,使其形成具有一定硬度和形状的固体剂型。
压片是片剂制备过程中的关键步骤,通过压制,使药物颗粒形成片状。
三、实验材料与仪器1. 实验材料:- 药物:阿司匹林- 辅料:淀粉、硬脂酸镁- 溶剂:蒸馏水2. 实验仪器:- 压片机- 粉碎机- 旋转蒸发仪- 烘箱- 分析天平- 滴定仪- 粒度分析仪- 显微镜四、实验步骤1. 药物与辅料的混合:将阿司匹林和淀粉按比例混合,混合均匀。
2. 制粒:将混合好的药物与辅料加入适量溶剂,搅拌均匀,制成湿颗粒。
将湿颗粒置于烘箱中干燥,至颗粒表面干燥,取出晾干。
3. 压片:将干燥后的颗粒加入压片机,调整压力和速度,压制出片剂。
4. 包衣:将压制好的片剂放入包衣机,涂上包衣材料,形成包衣层。
5. 质量检查:对片剂进行外观、重量、含量、溶出度等质量检查。
五、实验结果与分析1. 外观检查:压制出的片剂表面光滑,色泽均匀,无杂质。
2. 重量检查:按照片剂重量要求,检查片剂的重量差异。
结果符合要求。
3. 含量检查:采用滴定法测定片剂中阿司匹林的含量。
结果显示,片剂中阿司匹林含量符合规定。
4. 溶出度检查:将片剂放入溶出度测定仪中,测定片剂在一定时间内的溶出量。
结果显示,片剂的溶出度符合要求。
5. 微观观察:对压制出的片剂进行显微镜观察,发现片剂表面光滑,颗粒均匀,无杂质。
六、实验结论1. 通过本次实验,掌握了片剂的基本制备工艺流程,熟悉了湿法制粒压片法和干法制粒压片法的操作步骤。
2. 实验结果表明,所制备的片剂外观良好,重量差异、含量、溶出度等质量指标均符合要求。
3. 本次实验提高了实验操作技能和数据分析能力,为今后从事药品研发和生产工作奠定了基础。
片剂制备实验报告实验七阿司匹林片的制备试验七片剂第一部分片剂制备与部分质量检查一实验目的1.通过阿司匹林片剂制备,掌握湿法制粒压片的工艺过程.2.了解单冲与11 冲压片机的基本构造,使用和保养.3.考察压片力及崩解剂等对片剂的硬度或崩解的影响.4.掌握片剂的质量检查方法.二实验原理片剂系指将药物与适宜的辅料通过制剂技术制成的片状制剂.片剂是应用最为广泛的药物剂型之一.片剂的制备方法有制颗粒压片(分为湿法制粒和干法制粒),粉末直接压片和结晶直接压片.其中,湿法制粒压片最为常见,除对湿,热不稳定的药物之外, 多数药物采用湿法制粒压片.其制备要点如下:(1)原料药与辅料应混合均匀.含量小或含有毒剧药物的片剂, 可根据药物的性质用适宜的方法使药物分散均匀.(2)凡具有挥发性或遇热分解的药物, 在制片过程中应避免受热损失.(3)凡具有不适的臭和味,刺激性,易潮解或遇光易变质的药物, 制成片剂后, 糖衣或薄膜衣.对一些遇胃液易破坏或需要在肠内释放的药物, 制成片剂后应包肠溶衣.为减少某些药物的毒副作用, 或为延缓某些药物的作用, 或使某些药物定位释放, 可通过适宜的制剂技术制成控制药物溶出速率的片剂.1.传统湿法制粒压片的生产工艺流程:图7-1 传统湿法制粒压片的生产工艺流程2.制备要点(1)原料粉碎混合整个流程中各工序都直接影响片剂的质量.制备片剂的药物和辅料在使用前必须经过干燥,粉碎和过筛等处理,方可投料生产.为了保证药物和辅料的混合均匀性以及适宜的溶出速度,药物的结晶须粉碎成细粉,一般要求粉末细度在100目以上.(2)制软材向已混匀的粉料中加入适量的粘合剂或润湿剂,用手工或混合机混合均匀制软材,软材的干湿程度应适宜,除用微机自动控制外,也可凭经验掌握,即以握之成团,轻压即散为度.(3)制颗粒软材可通过适宜的筛网制成均匀的颗粒.过筛制得的颗粒一般要求较完整,如果颗粒中含细粉过多,说明粘合剂用量过少,若呈线条状,则说明粘合剂用量过太多.这两种情况制成的颗粒烘干后,往往出现太松或太硬的现象,都不符合压片对颗粒的要求.(4)烘干制好的湿颗粒应尽快干燥,干燥的温度由物料的性质而定,一般为50~60℃,对湿热稳定者,干燥温度可适当提高.(5)整粒湿颗粒干燥后,需过筛整粒以便将粘结成块的颗粒散开,同时加入润滑剂和需外加法加入的崩解剂并与颗粒混匀.整粒用筛的孔径与制粒时所用筛孔相同或略大.(6)颗粒质量检查颗粒质量检查包括颗粒含水量检查与颗粒中主药含量测定两部分.(7)计算片重片重计算主要有以下两种方法:a压片前必须对干颗粒及粉末的混合物进行含量测定,然后根据颗粒所含主药的量计算片重.b按颗粒重量计算片重, 照此公式计算片重,投料时应计入原料的损耗.干颗粒重+ 压片前加入的辅料量片重=应压片数(8)压片根据片重选择筛目与冲膜直径,其之间的常用关系可参考表1.根据药物密度不同,可进行适当调整.表7-1 根据片重可选的筛目与冲膜的尺寸筛目数片重冲膜直径(mg) 湿粒干粒(mm)50 18 16-20 5-5.5100 16 14-20 6-6.5150 16 14-20 7-8200 14 12-16 8-8.5300 12 10-16 9-10.5500 10 10-12 123.片剂质量检查制成的片剂需按照中国药典规定的片剂质量标准进行检查.检查的项目,除片剂的外观应完整,光洁,色泽均匀,硬度适当,含量准确外,必须检查重量差异和崩解时限.对有些片剂产品药典还规定检查溶出度和含量均匀度,并规定凡检查溶出度的片剂,不再检查崩解时限,凡检查含量均匀度的片剂,不再检查重量差异.另外,在片剂的制备过程中,所施加的压片力不同,所用的润滑剂,崩解剂等的种类不同,都会对片剂的硬度或崩解时限产生影响.(1)外观片剂外观应完整光洁,色泽均匀.(2)片重差异片重差异直接影响片剂的剂量准确性.片剂重量差异的限度规定如下:平均重量0.30以下重量差异限度为±7.5%,0.30g或0.30g以上的为±5%.(3)硬度片剂应有足够的强度,以免在包装,运输等过程中破碎或被磨损,以保证剂量准确.片剂的硬度与其贮运后外形的完整性有关, 生产厂家一般均将硬度片剂的内控指标之一.另外,一般还同时进行片剂脆碎度检查.(4)崩解度片剂服用后,必须破碎成小颗粒,形成较大的比表面积,以利于药物的溶出.崩解是溶出的前提条件.(5)溶出度药物从崩解后的颗粒中溶出后才能吸收而发挥治疗作用.对于一些难溶性药物的片剂,溶出是吸收的限速过程.因此片剂的溶出度是体外和生产中重要的质量指标.三仪器与试剂1.实验仪器乳钵( 中号), 烧杯(400mi ) , 普通天平,电子天平,电炉, 搪瓷盘(31 ×41cm), 尼龙筛(80目,14 目与16 目), 烘箱, 单冲压片机, 冲头(12mm 和9mm),水分测定仪,片剂四用仪, 溶出仪等.2.实验试剂乙酰水杨酸( 粒状结晶), 非那西丁, 咖啡因, 淀粉, 滑石粉, 硬脂酸镁,乙醇, 蒸馏水等.四实验内容1. 阿司匹林片的制备处方(100 片用量)乙酰水杨酸30.0g淀粉7.0g酒石酸0.2g滑石粉q.s淀粉浆(15% ) q.s100片(2)制法:乙酰水杨酸粉碎过筛:乙酰水杨酸适量置研钵中用力研磨成细粉,过80目筛得乙酰水杨酸细粉.15% 淀粉浆的制备:称取酒石酸0.2g 溶于少量蒸馏水中与15% 淀粉浆混匀.取乙酰水杨酸细粉与3g淀粉混匀, 加适量淀粉浆制成软材, 过16 目筛制粒, 颗粒于40~60 ℃干燥后, 再经14 目筛整粒, 将此颗粒与剩余的4g干淀粉和滑石粉(5%)混匀后压片( 用12mm 孤面冲头) .(3)用途: 解热镇痛药2.复方乙酰水杨酸片( 复方阿司匹林片) 的制备(1)处方每片用量(g) 300 片用量(g )乙酰水杨酸( 粒状结晶) 0.2268 68.04非那西丁( 细粉) 0.1620 48.6咖啡因( 细粉) 0.0350 10.5淀粉0.066 19.8淀粉浆(17% ) 0.088 约26.4滑石粉0.04 12.0(2)制法将非那西丁,咖啡因与7.8g 淀粉混匀, 加淀粉浆制成均匀的软材,通过l4~16 目筛制粒, 湿粒70 ℃干燥, 测定含水量, 干粒过14 自筛整粒.将此颗粒与乙酰水杨酸结晶混合,加剩余的12g 干淀粉和滑石粉后, 充分混匀, 压片( 用12mm 平面冲头) .(3)用途解热镇痛药.用于发热,头痛,神经痛,牙痛等.3.干颗粒含水量测定本实验用红外线水分快速测定仪测定复方乙酰水杨酸片的干颗粒含水量.颗粒含水量对片剂成形及质量均有很大影响,通常所含水分应在1-3%.4.压片按颗粒重量计算片重干颗粒重+ 压片前加入的辅料量片重=应压片数单冲压片机的安装与调试单冲压片机是实验室常用的小型压片机械, 构造简单, 使用方便, 其安装与调试过程如下:首先装好下冲头, 旋紧下冲固定螺丝.旋动片重调节器, 使下冲在较低的部位.再将模圈装入模板, 旋紧模圈固定螺丝, 然后仔细地将模板固定在机座上( 冲头的周边锋利部位容易因碰撞而损坏, 故在整个装拆过程中都应小心) .调节出片调节器, 使下冲头上升到恰与模圈相齐平.再装上冲并旋紧上冲固定螺丝, 转动压力调节器, 使上冲处在压力低的部位, 缓慢地用手摇转压片机的转轮使上冲逐渐下降, 观察其是否正好在冲挠的中心位置.如不在中心位置, 应上升上冲头(不得将上冲强制地冲入模孔,更不应使上下冲相撞),稍微松动一点模板固定螺丝,移动模板位置直至上冲头恰好阿在模圈模孔的中心位置.旋紧固定螺丝,装好饲料靴和加料斗,加入颗粒.用手旋转轮,如感到不易旋转时,不得用力硬转,应小心倒转少许,然后旋转压力调节器使适当上升减小压力.称其平均片重,调节片重调节器,使压出的片剂有一定的硬度.在上述一切操作均较顺利后,开动电机进行试压,检查片重和崩解时间,达到要求后方可正式压片.图7-2小型单冲压片机图7-3 压片机主要组成小型单冲压片机是一种台式电动连续冲压机(无电时也可手摇压片),能将各种颗粒状,晶体状或者流动性好的粉状原料压制成圆片状,圆柱状,球状,凸面,凹面和其他各种几何形状的产品(如方形,三角,椭圆,囊形等),还可压制带有文字,商标,图案的产品,本机只装一付冲模,物料的充填深度,压制厚度均可调节,也即是产品的重量,厚度及硬度均可调节,只要更换不同的模具就可压制不同的产品. 主要技术参数(YP-1.5型):最大压制压力1.5吨,最大压制直径14毫米,最大充填深度12毫米,最大生产能力6000片/小时,电机功率250瓦(1400转/分),220伏(380伏)/50赫兹,外形尺寸580×450×625毫米,重量:70公斤.压片机主要组成如下①加料器——加料斗,饲粉器;②压缩部件——一副上,下冲和模圈;③调节器——压力调节器,片重调节器,推片调节器.压力调节器连在上冲杆上,用以调节上冲下降的深度,下降越深,上,下冲间的距离越近,压力越大,反之则小;片重调节器连在下冲杆上,用以调节下冲下降的深度,从而调节模孔的容积而控制片重;推片调节器连在下冲,用以调节下冲推片时抬起的高度,使恰与模圈的上缘相平,由饲粉器推开.单冲压片机的压片过程:上冲抬起,饲粉器移动到模孔之上;下冲下降到适宜深度,饲粉器在模上摆动,颗粒填满模孔;饲粉器由模孔上移开,使模孔中的颗粒与模孔的上缘相平;上冲下降并将颗粒压缩成片,此时下冲不移动;上冲抬起,下冲随之抬起到与模孔上缘相平,将药片由模孔中推出;饲粉器再次移到模孔之上,将膜孔中的片剂推开,同时进行第二次饲粉,如此反复近行.压片机有一定转向,不得反向运转,否则将会损坏机件.单冲压片机压制的硬度不高,切忌为提高硬度而盲目增加压力,在过高压力下,压力调节器中心活动螺旋杆很容易弯曲损坏.压片机的保养压片完毕,用毛刷刷去药粉,用废纱头揩拭机件,使压片机干燥清洁,最后加好润滑油.下次使用前仍应用手缓缓转动转轮,仔细观察压片机是否有故障,当一切正常后,方可开启使用.若需拆卸时,拆下的次序与安装的次序恰好相反.(4)压片圆形片剂直径5-12mm的糖衣片,素片,薄膜包衣片,斜边平片普通冲模.圆形片剂直径小于5或大于12mm的素片,薄膜包衣片,斜边平片特殊冲模.任意圆形片剂直径的单双面刻文字,图形,商标冲模.非圆形的几何形状片剂冲模(如椭圆形,囊形,菱形,心形,三角形,月牙形,动物形状,水果形状等).图7-4片剂冲模图7-5异形片剂冲模图7-5 各种形状片剂6.片剂质量检查本实验检查重量差异,硬度,脆碎度,崩解时限和溶出度.(1)重量差异检查法取药片20片,精密称定总重量,求得平均片重后,再分别精密称定各片的重量.每片重量与平均片重相比较(凡无含量测定的片剂,每片重量应与标示片重比较)超出重量差异限度(见表7-2)的药片不得多于2片,并不得有1片超出限度1倍.结果列于表1. 表7-2 重量差异限度平均片重重量差异限度0.30g以下0.30g或0.30g以上±7.5%±5%(2)硬度检查法: 片剂应有适宜的硬度,以免在包装,运输过程中破碎或磨损,因此片剂硬度是反映片剂生产工艺水平,控制片剂质量的一项重要指标.正确反映和测试片剂硬度,对于片剂的生产和科研,保证临床用药的准确性等方面均具有不容忽视的实际指导意义.硬度检查采用破碎强度法,采用片剂智能硬度仪进行测定.方法如下:将药片径向固定在两横杆之间,其中的活动柱杆借助弹簧沿水平方向对片剂径向加压,当片剂破碎时,活动柱杆的弹簧停止加压,仪器刻度盘所指示的压力即为片的硬度.测定3~6片,取平均值.结果列于表2.图7-6 YD-20智能硬度仪YD-20智能硬度仪是用于测量片剂硬度的一种药检仪器,测量范围: 硬度10~200N;分辨率0.1N;精度±1.5%;直径2.0~25.0mm;分辨率0.01mm;精度±0.06mm;度量单位: 硬度N; Kgf(Kilopond,1Kgf=9.81N);Sc(Strocobb1Kgf=1.43Sc);测量方式: 手动单片/自动连续(测量片数最大为100片)(3)脆碎度检查法:取药片,按中国药典2000年版二部附录X G项下检查法,置片剂四用测定仪脆碎度检查槽内检查,记录检查结果.结果列于表3.检查方法及规定如下:片重为0.65g或以下者取若干片,使其总重量约为6.5g;片重大于0.65g者取10片.用吹风机吹去脱落的粉末,精密称重,置圆筒中,转动100次.取出,同法除去粉末,精密称重,减失重量不得过1%,且不得检出断裂,龟裂及粉碎的片.(4)崩解时限检查法:应用片剂崩解测定仪进行测定.测定装置崩解仪的主要结构为一能升降的金属支架和下端镶有金属筛网的吊篮,并附有的塑料挡板.吊篮内置 6 支玻璃管, 玻璃管长77.5mm, 内径21.5mm, 壁厚2.0mm筛孔内径 2.0mn, 挡板直径为20.7mm, 厚9.5mm, 相对密度 1.18~1.20 . 采用吊篮法,方法如下:取药片6片,分别置于吊篮的玻璃管中,每管各加一片,开动仪器使吊篮浸入37±1.0℃的水中,按一定的频率(30-32次/min)和幅度(55±2mm)往复运动.从片剂置于玻璃管开始计时,至片剂破碎并全部固体粒子都通过玻璃管底部的筛网(Φ2mm)为止,该时间即为该片剂的崩解时间,应符合规定崩解时限(一般压制片为15min).结果列于表4.另有规定外, 取药片 6 片, 分置吊篮的 6 支玻璃管中, 启动升降机件, 各片均应l5分钟内全部溶化或崩解成碎粒, 并通过筛网.如残存有小颗粒不能全部通过筛网时, 应另取 6 片复试, 并在每管加入药片后随即加入挡板各一块, 依法检查,应符合规定.糖衣片,浸膏片或薄膜衣片的崩解时限, 按上述方法检查, 应在 1 小时内全部溶散崩解并通过筛网.如有l 片不能全部通过筛网, 应另取 6 片复试, 均应符合规篇二:安乃近片剂的制备实验报告(西南大学药学院)安乃近片剂的制备与质量检查李昀松樊洁(西南大学药学院,重庆400715)摘要:目的研究安乃近片剂的制备工艺,并对制得的安乃近片剂进行质量检查。
探讨中药片剂压片成型质量的影响因素摘要:片剂是现今临床上应用广泛的常用药物剂型之一,是指将原料药物与适宜的辅料混合均匀制作成的圆形或异性的片状固体制剂,供患者内服,亦可作为外用药。
中药片剂所用原料为中药材提取物或中药材细粉,按原料处理的方法可分为浸膏片、半浸膏片、全粉片和提纯片等。
中药片剂质量直接影响其药效和用药的安全性,压片成型工序作为中药片剂生产制备过程中的关键操作单元,对中药片剂质量具有重要的影响。
本文结合多年的工作经验,同时对既往的研究进行了梳理与总结,从中药片剂的质量检查指标及影响因素、人机料法环等方面分析中药片剂成型质量的影响因素,即而针对这些影响因素的基础上制定相应的的控制措施,为提高中药片剂成型质量提供一定的参考价值。
关键词:中药片剂;压片;成型质量;影响因素中药片剂是由1种或1种以上中药材提取物或中药材细粉,加入适宜的辅料混合均匀后压制而成的,具有质量稳定、剂量准确、溶出度和生物利用率好、服用、携带、运输、贮存方便等优势[1],广泛应用于临床上。
压片成型是中药片剂生产过程中的重要工艺单元,也是一个相对比较复杂的过程,是在压力作用下把颗粒状或粉状药物压实的过程,进而变为具有一定孔隙率的压块,因此,压片的质量决定着片剂的整体质量和药效。
然而中药片剂在压片成型过程中有时会出现松片、黏冲、崩解迟缓、裂片、叠片、片中差异超限、色差或表面有斑点、硬度差等问题[2]。
这些问题会严重影响药物的生产质量,其产生往往与压片所用的颗粒质量、环境的温湿度、压片设备等有关。
本文从片剂的质量检查指标、人机料法环等方面对中药片剂的压片成型影响因素展开讨论,并归纳总结中药片剂在制备过程中存在的问题及相应的控制措施,以期为中药片剂的成型质量研究提供一定的参考价值。
1 中药片剂的质量检查指标及影响因素分析中药片剂的质量直接影响药物的药效及用药的安全性。
因此应对中药片剂进行质量监控,包括其半成品和成品的质量检查,以确保中药片剂符合药典要求以保证临床疗效和安全用药。
篇一:实验报告2:片剂的制备及质量考察药剂学实验实验报告实验二片剂的制备及质量检查一、实验目的和要求1. 掌握湿法制粒压片法与干法制粒压片法的制备工艺2. 掌握片剂的质量检测方法(硬度、崩解时限、脆碎度、片重差异等)3. 熟悉单冲压片机的结构及其使用方法二、实验内容和原理 1. 实验内容(1)单冲压片机的使用实验1:单冲压片机的安装与拆卸了解单冲压片机的原理,结构,装、卸方法及使用中注意事项。
(2)湿法制粒压片法制备片剂实验2:维生素c片剂的制备以维生素c、淀粉、糊精、柠檬酸、硬脂酸镁等为原料,通过湿法制粒压片法制备维生素c 片剂。
(3)片剂的质量检查实验3:检查自制维生素c片剂质量使用硬度计、脆碎度测定仪、崩解时限测定仪等对自制维生素的硬度、脆碎度、崩解时限、片重差异等进行检查。
2. 实验原理(请根据实验教材自己补充,包括湿法制粒压片法的工艺流程,常用辅料及其特性,湿法制粒压片法制备过程中的常见问题及其解决方法,药典规定的片剂的质量检查项目等。
)三、主要仪器设备1. 实验材料:维生素c、淀粉、糊精、柠檬酸、乙醇、硬脂酸镁等。
2. 设备与仪器:单冲压片机、硬度计、脆碎度测定仪、崩解时限测定仪、天平、尼龙筛(20目、100目),吹风机、搪瓷托盘、烘箱等。
四、实验步骤、操作过程(根据实验过程填写,必须列出处方)五、实验结果与分析1.简述维生素c片剂制备过程中所发生的问题,分析产生原因,说明解决方法。
2.将所制维生素c片剂的质量考察结果填写于以下表格中,对其质量进行评估,对所发生的质量问题进行分析并说明解决方法。
表1 外观、硬度、抗张强度表2 崩解时间崩解时间 (min)表3 片重差异表4 片剂脆碎度的测定结果试验前重量(g) 试验后重量(g)批号片数脆碎度(%)篇二:姜黄素片剂的制备实验报告姜黄素片剂的制备与质量检查魏纤张雪(西南大学药学院,重庆 400715)摘要目的研究姜黄素片剂的制备工艺,并对制得的姜黄素片剂进行质量检查。
国内外片剂制备工艺研究现状随着世界药物研究的不断深入,片剂作为最常见的药物剂型之一,一直受到广泛的关注。
片剂制备工艺的研究和发展,不仅可以提高药物的质量和疗效,还可以降低药品生产成本,提高药品在市场上的竞争力。
本文将从国内外的角度出发,分析片剂制备工艺的研究现状。
一、国内片剂制备工艺研究现状在我国,片剂制备工艺的研究起步较晚,但随着药物制剂技术的不断发展,片剂制备工艺的研究也逐渐得到了重视。
目前,国内片剂制备工艺的研究主要集中在以下几个方面:1、制粒工艺制粒是片剂制备的重要工艺之一,对片剂的品质和稳定性有着重要的影响。
国内制粒工艺的研究主要集中在干法制粒和湿法制粒两个方面。
干法制粒的优点是工艺简单,成本低,但制粒效果不稳定,易出现颗粒不均匀等问题;湿法制粒的优点是制粒效果稳定,颗粒均匀,但工艺复杂,成本高。
目前,国内制粒工艺的研究主要集中在提高干法制粒的制粒效果和稳定性,以及研究新型的湿法制粒工艺。
2、压片工艺压片是片剂制备的核心工艺之一,对片剂的质量和稳定性有着决定性的影响。
国内压片工艺的研究主要集中在压片机的改进和优化,以及压片工艺参数的优化。
目前,国内主要研究压片机的结构和性能,以及压片工艺参数的优化方法。
3、包衣工艺包衣是片剂制备中的重要工艺之一,可以增加片剂的稳定性,改善药物口感和外观。
国内包衣工艺的研究主要集中在改进包衣材料和工艺,提高包衣的均匀性和稳定性。
目前,国内主要研究包衣材料的选择和包衣工艺的改进。
二、国外片剂制备工艺研究现状在国外,片剂制备工艺的研究已经非常成熟,各种新型工艺和技术层出不穷。
国外片剂制备工艺的研究主要集中在以下几个方面:1、纳米技术纳米技术是目前片剂制备领域的热点之一,可以大大提高药物的生物利用度和疗效。
国外研究人员主要研究纳米粒子的制备工艺和性能,以及纳米粒子在片剂制备中的应用。
2、三维打印技术三维打印技术是近年来发展最快的一种技术之一,可以实现高精度的定制化制剂。
片剂的制备实验报告片剂的制备实验报告一、引言片剂是一种常见的口服固体制剂,广泛应用于药物治疗领域。
它具有易于携带、剂型稳定、剂量准确等优点,因此备受医生和患者的青睐。
本实验旨在探究片剂的制备方法和工艺参数对制剂质量的影响。
二、实验目的1. 掌握片剂的制备方法;2. 研究不同工艺参数对片剂质量的影响;3. 分析片剂的理化性质。
三、实验方法1. 原料准备:按照处方要求,准备所需药物及辅料;2. 材料研磨:将药物和辅料按一定比例混合,并进行研磨,使粒度均匀;3. 湿法制粒:将研磨后的材料通过加入适量的粘结剂和溶剂进行湿法制粒,形成颗粒状物料;4. 干燥:将湿法制粒后的颗粒物料进行干燥,去除溶剂;5. 筛分:将干燥后的颗粒物料进行筛分,控制颗粒大小范围;6. 包衣:将筛分后的颗粒物料进行包衣处理,以改善药物的稳定性和控释性;7. 压片:将包衣后的颗粒物料放入压片机中进行压片;8. 包装:将制得的片剂进行包装。
四、实验结果与分析1. 片剂质量:根据实验条件和工艺参数的不同,制备得到的片剂质量也有所差异。
通过称量和计算,可以得到不同批次片剂的平均质量和相对标准偏差,以评估制剂的一致性和稳定性。
2. 片剂外观:片剂外观是评价制剂质量的重要指标之一。
通过观察片剂的颜色、形状、表面光滑度等特征,可以初步判断制剂的制备工艺是否合理。
3. 片剂溶解度:片剂的溶解度是评价其溶解性能的指标之一。
通过使用适当的溶剂,测定片剂在一定时间内的溶解度,可以评估片剂的溶解速度和溶解度是否满足治疗要求。
4. 片剂释放度:片剂的释放度是评价其释放性能的指标之一。
通过使用适当的释放介质和释放测试仪器,测定片剂在一定时间内的释放度,可以评估片剂的控释性能是否满足治疗要求。
五、实验结论1. 片剂的制备方法和工艺参数对制剂质量有重要影响。
合理选择原料、控制研磨颗粒大小、调整湿法制粒条件、合理包衣等步骤可以提高片剂的质量。
2. 片剂的外观、溶解度和释放度是评价制剂质量的重要指标。
实验八阿司匹林片剂的制备及质量评价一、实验目的1、掌握湿法制粒压片法的制备工艺。
2、掌握片剂的质量检查方法。
3、熟悉单冲压片机的结构及使用方法。
二、实验原理片剂(tablets):是指药物与辅料均匀混合后压制而成的片状制剂。
片剂具有剂量准确、化学稳定性好,携带方便,制备的机械化程度高等特点,因此在现代药物制剂中应用最为广泛。
片剂的制备方法片剂的制备方法按制备工艺分为两大类和四小类:湿法制粒压片法制粒压片法干法制粒压片法直接粉末(结晶)压片法直接压片法半干式颗粒(空白颗粒)压片法本实验进行湿法制粒压片。
湿法制粒压片法工艺流程图:湿法制粒时需加入适量的粘合剂或润湿剂制备软材,软材的干湿程度对片剂的质量影响较大。
在实验中一般凭经验掌握,即以“握之成团,轻压即散”为度。
将软材通过筛网制的的颗粒一般要求较为完整,如果颗粒中含细粉太多,说明粘合剂用量太少,若呈线条状,则说明粘合剂用量过多。
制好的湿颗粒应尽快干燥,干燥的温度由物料的性质而定,一般在50-60℃,对湿热稳定者,干燥温度可适当提高,湿颗粒干燥后,需过筛整粒以便将粘连的颗粒散开,同时加入润滑剂并与颗粒混匀。
三、实验内容1、湿法制粒压片法将已制备的阿司匹林颗粒加入适量润滑剂滑石粉混合均匀,压片。
【处方】阿司匹林60.0g淀粉12.0g枸橼酸适量10%淀粉浆适量滑石粉适量制成100片2、阿司匹林片剂质量评价(1)重量差异取供试品20片,精密称定总重量,求得平均片重后,再分别精密称定每片的重量。
每片重量与平均片重相比,按表中规定,超出重量差异限度的药片不得多于2片,并不得有1片超出限度1倍。
表1 《中国药典》规定重量差异限度平均片重或标示片重重量差异限度0.30g以下±7.5%0.30g及0.30g以上±5%(2)硬度硬度(hardness)是片剂的径向破碎力,是评价片剂质量最简便的方法。
硬度可用硬度测定仪测定。
将药片径向固定在活动柱杆和底片之间,活动柱杆借助弹簧对片剂径向加压,当片剂破碎时,活动柱杆的弹簧停止加压,仪器刻度盘所指示的压力即为片的硬度。
压片过程中片剂重量差异不合格的原因引言片剂作为一种常见的药物剂型,被广泛应用于医疗领域。
在片剂制备过程中,片剂重量的合格性是一个重要的指标。
然而,我们常常会遇到压片过程中出现片剂重量差异不合格的情况。
本文将从多个角度分析压片过程中片剂重量差异不合格的原因,并提出相应的解决方案。
原因一:原料配比不准确片剂的重量差异不合格的一个常见原因是原料配比不准确。
在制备片剂时,原料的配比是十分关键的,每种原料的用量都需要精确控制。
如果原料配比不准确,不同批次的片剂重量就会存在差异。
为了解决这个问题,制药厂家应该加强原料配比的控制。
在配料过程中,使用精确的称量设备,确保原料的用量准确无误。
同时,应该建立严格的质量控制系统,对原料的配比进行严格监测和记录,及时发现并纠正配比偏差。
原因二:压片机性能问题另一个导致片剂重量差异的原因是压片机性能问题。
压片机是制备片剂过程中的核心设备,若其性能存在问题,就会直接影响片剂的质量,包括重量的一致性。
压片机性能问题可能包括以下几个方面:1.压片机良好的调整和维护压片机在使用之前需要进行良好的调整和维护,确保其各项参数的准确性和稳定性。
若参数调整不当或者设备运行不稳定,就会导致片剂重量的不一致。
为解决这个问题,制药厂家应根据良好的操作规程,对压片机进行适当的调整和维护。
同时,定期进行设备的检查和维修,确保设备运行的稳定性和可靠性。
2.压片机压力控制压片机的压力是影响片剂重量的关键因素之一。
若压力控制不准确,就会导致不同片剂的压实程度不一致,从而造成重量差异。
为解决这个问题,制药厂家应充分了解所使用的压片机的性能特点,并确保压力控制系统的可靠性和准确性。
在片剂制备过程中,应根据不同药物的特性和配方要求,合理选择和调整压力参数,达到一致的压实效果。
原因三:制造过程操作不当除了原料配比和压片机性能问题外,制造过程中的操作不当也是导致片剂重量差异的原因之一。
操作不当可能包括以下几个方面:1.混合均匀性不足在片剂制备过程中,应将各种原料充分混合均匀,以确保药物成分的均一性和稳定性。
一、实验目的1. 熟悉血塞通片剂的制备工艺;2. 掌握湿法制粒压片法与干法制粒压片法的操作要点;3. 学习片剂的质量检查方法,包括外观、溶出度、含量、崩解时限等;4. 分析影响片剂质量的因素,提高片剂制备的稳定性。
二、实验原理血塞通片剂是以丹参、川芎等中药材为主要原料,经提取、浓缩、制粒、压片等工艺制成的一种中药片剂。
其主要成分是丹参酮、川芎嗪等,具有活血化瘀、通络止痛的功效。
本实验采用湿法制粒压片法与干法制粒压片法两种方法制备血塞通片剂,并对制备的片剂进行质量考察。
三、实验材料与仪器1. 材料:丹参、川芎、淀粉、糊精、硬脂酸镁等;2. 仪器:粉碎机、混合机、制粒机、压片机、崩解仪、溶出度测定仪、分析天平、温度计等。
四、实验方法1. 血塞通提取液的制备将丹参、川芎等中药材按比例混合,加水煎煮,提取液浓缩至一定浓度。
2. 制粒(1)湿法制粒:将提取液与适量的淀粉、糊精混合均匀,加入硬脂酸镁作为润滑剂,制粒,干燥,过筛,得到湿法制粒。
(2)干法制粒:将提取液与适量的淀粉、糊精混合均匀,加入硬脂酸镁作为润滑剂,制粒,干燥,过筛,得到干法制粒。
3. 压片将制得的湿法制粒或干法制粒加入压片机中,压制成血塞通片剂。
4. 质量检查(1)外观:观察片剂的颜色、形状、大小、硬度等是否符合要求。
(2)溶出度:采用溶出度测定仪,在规定时间内测定片剂的溶出度,应符合规定。
(3)含量:采用高效液相色谱法测定片剂中的丹参酮、川芎嗪等成分的含量,应符合规定。
(4)崩解时限:将片剂放入崩解仪中,观察片剂在规定时间内是否完全崩解。
五、实验结果与分析1. 湿法制粒压片法(1)外观:片剂呈淡黄色,圆形,硬度适中,符合要求。
(2)溶出度:平均溶出度为85.6%,符合规定。
(3)含量:丹参酮、川芎嗪等成分的平均含量为98.5%,符合规定。
(4)崩解时限:平均崩解时限为5分钟,符合规定。
2. 干法制粒压片法(1)外观:片剂呈淡黄色,圆形,硬度适中,符合要求。
制粒混合强度对片剂性能的影响研究摘要】本文考察了以HPC为粘合剂、采用湿法制粒工艺,制粒混合强度对片剂可压性、脆碎度及药物溶出的影响。
选用可压性较差的药物——对乙酰氨基酚(APAP)为实验研究药物,通过高剪切和低剪切两种方法进行制粒混合并对比考察所制得片剂的可压性、脆碎度及药物溶出度。
实验结果显示,采用高剪切制粒所得的片剂具有更好的可压性和脆碎度,而药物的溶出则不受混合强度的影响。
【关键词】制粒混合强度片剂影响【中图分类号】R96 【文献标识码】A 【文章编号】2095-1752(2014)18-0364-02【Abstract】The objective of this work was to examine the effect that mixing intensity granulation has on the compaction, friability, and dissolution of a tablet formulation contained HPMC as the tablet binder. The system chosen for study contained a poorly compressible active and was granulated in either a low-shear or high-shear mixer. Granulating in a high-shear mixer resulted in better compatibility than low-shear mixer granulation. Tablet friabilities and drug dissolution were not influenced by the mixing intensity.【Key words】 Mixing intensity Tablet Effect片剂是众多药物剂型中产量最大,应用面最广的一种剂型。