国内外气保焊丝对照表
- 格式:doc
- 大小:434.50 KB
- 文档页数:3
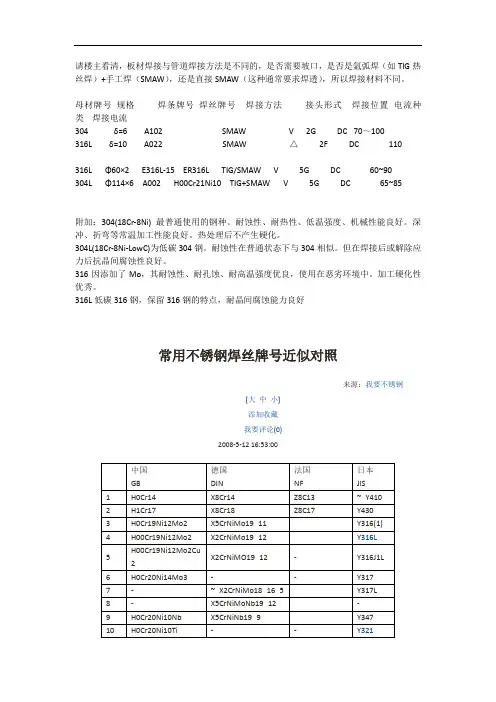
请楼主看清,板材焊接与管道焊接方法是不同的,是否需要坡口,是否是氩弧焊(如TIG热丝焊)+手工焊(SMAW),还是直接SMAW(这种通常要求焊透),所以焊接材料不同。
母材牌号规格焊条牌号焊丝牌号焊接方法接头形式焊接位置电流种类焊接电流304 δ=6 A102 SMAW V 2G DC 70~100316L δ=10 A022 SMAW △ 2F DC 110316L Φ60×2 E316L-15 ER316L TIG/SMAW V 5G DC 60~90304L Φ114×6 A002 H00Cr21Ni10 TIG+SMAW V 5G DC 65~85附加:304(18Cr-8Ni) 最普通使用的钢种。
耐蚀性、耐热性、低温强度、机械性能良好。
深冲、折弯等常温加工性能良好。
热处理后不产生硬化。
304L(18Cr-8Ni-LowC)为低碳304钢。
耐蚀性在普通状态下与304相似。
但在焊接后或解除应力后抗晶间腐蚀性良好。
316因添加了Mo,其耐蚀性、耐孔蚀、耐高温强度优良,使用在恶劣环境中。
加工硬化性优秀。
316L低碳316钢,保留316钢的特点,耐晶间腐蚀能力良好常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y317 7-~ X2CrNiMo18 16 5Y317L 8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y347 10H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y3177-~ X2CrNiMo18 16 5Y317L8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y34710H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-序号牌号型号序号牌号型号可以用型号和牌号来反映焊丝的主要性能特征及类别。


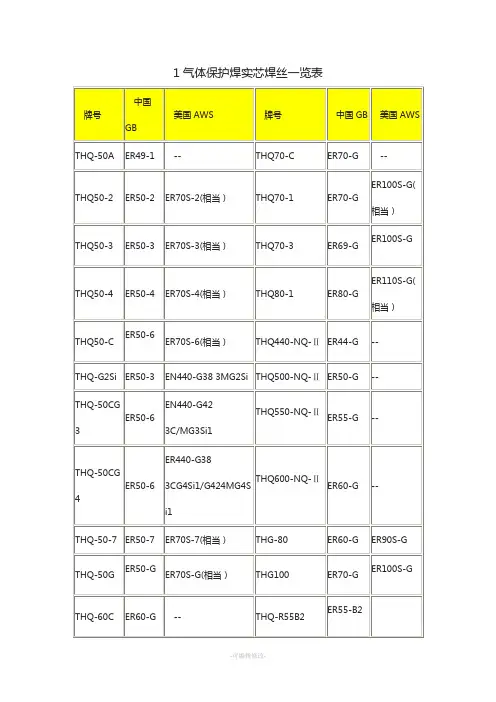
气体保护焊丝JQ.MG50-6 符合GB ER50-6相当AWS ER70S-6 JIS YGW12说明:抗母材表面氧化皮、油污能力强,气孔敏感性小。
用途: 1.各种500MPa级结构钢部件焊接。
2.各种500MPa级板材、管材焊接。
焊丝化学成分(%)C Mn Si S P Cu0.06~0.15 1.4~1.85 0.8~1.15 ≤0.035≤0.025≤0.50熔敷金属化学成分实例(%)C Mn Si S P Cu0.07 1.27 0.76 0.014 0.015 0.15参考电流(DC+)焊丝规格(mm) 焊接电流(A) CO2气体流量(L/min) φ0.850~100 15φ1.050~220 15~20φ1.280~350 15~25φ1.6170~550 20~25JQ.MG49-1 符合GB ER49-1说明: JQ.MG49-1焊丝具有优良的焊接工艺性能。
焊接时电弧稳定,飞溅较少,具有良好的抗气孔性能。
用途:焊接低碳钢及某些低合金钢结构。
焊丝化学成分(%)C Mn Si S P Cu Ni Cr≤0.11 1.80~2.10 0.65~0.95 ≤0.03≤0.03≤0.50≤0.30≤0.20参考电流(DC+)焊丝规格(mm) 焊接电流(A) CO2气体流量(L/min) φ0.850~140 15φ1.050~220 15~20φ1.080~350 15~25φ1.6170~550 20~25埋弧焊丝JQ.H08A 符合GB H08A 相当AWS EL8 JIS W11船级社认可:该产品获得了美国船级社(ABS)、法国船级社(BV)、中国船级社(CCS)、中国船级社(CCS)、挪威船级社(DNV)、德国劳氏船级社(GL)、英国劳氏船级社(LR)、日本船级社(NK) 等船级社认可。
说明:低锰低硅型焊丝,与高锰、硅的焊剂相匹配,对母材上的锈迹不敏感,焊道成型及脱渣性能优良,是目前国内用量最大的埋弧焊丝。


气体保护焊丝JQ.MG50-6 符合 GB ER50-6相当 AWS ER70S-6 JIS YGW12说明:抗母材表面氧化皮、油污能力强,气孔敏感性小。
用途: 1.各种500MPa级结构钢部件焊接。
2.各种500MPa级板材、管材焊接。
焊丝化学成分(%)C Mn Si S P Cu0.06~0.15 1.4~1.85 0.8~1.15 ≤0.035 ≤0.025 ≤0.50 熔敷金属化学成分实例(%)C Mn Si S P Cu0.07 1.27 0.76 0.014 0.015 0.15参考电流 (DC+)焊丝规格(mm) 焊接电流(A) CO2气体流量(L/min) φ0.850~10015φ1.050~220 15~20φ1.280~35015~25φ1.6170~550 20~25JQ.MG49-1 符合 GB ER49-1说明: JQ.MG49-1焊丝具有优良的焊接工艺性能。
焊接时电弧稳定,飞溅较少,具有良好的抗气孔性能。
用途:焊接低碳钢及某些低合金钢结构。
焊丝化学成分(%)C Mn Si S P Cu Ni Cr≤0.11 1.80~2.10 0.65~0.95 ≤0.03 ≤0.03 ≤0.50 ≤0.30 ≤0.20参考电流 (DC+)焊丝规格(mm) 焊接电流(A) CO2气体流量(L/min) φ0.8 50~140 15φ1.0 50~220 15~20φ1.0 80~350 15~25φ1.6 170~550 20~25埋弧焊丝JQ.H08A 符合 GB H08A 相当 AWS EL8 JIS W11船级社认可:该产品获得了美国船级社(ABS)、法国船级社(BV)、中国船级社(CCS)、中国船级社(CCS)、挪威船级社(DNV)、德国劳氏船级社(GL)、英国劳氏船级社(LR)、日本船级社(NK) 等船级社认可。
说明:低锰低硅型焊丝,与高锰、硅的焊剂相匹配,对母材上的锈迹不敏感,焊道成型及脱渣性能优良,是目前国内用量最大的埋弧焊丝。
各种焊接用焊丝的选用表1焊丝选用的要点焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等)、成本等综合考虑。
焊丝选用要考虑的顺序如下。
①根据被焊结构的钢种选择焊丝对于碳钢及低合金金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝。
对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致或相似,以满足对耐热性和耐腐蚀性等方面的要求。
②根据被焊部件的质量要求(特别是冲击韧性)选择焊丝与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料。
③根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。
焊接工艺性能包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等。
对于碳钢及低合金钢的焊接(特别是半自动焊),主要是根据焊接工艺性能来选择焊接方法及焊接材料。
采用实芯焊丝和药芯焊丝进行气体保护焊的焊接工艺性能的对比见表 1。
平焊操作难易横角焊立焊焊缝外观其他表 1实芯焊丝和药芯焊丝气体保护焊的焊接工艺性能的对比实芯焊丝CO 焊接,药芯焊丝焊接工艺性能2熔渣型金属粉型22CO 焊接Ar+CO焊接超薄板(δ≤ 2mm)稍差优稍差稍差薄板(δ<6mm)一般优优优中板(δ>6mm)良好良好良好良好厚板(δ> 25mm)良好良好良好良好单层一般良好优良好多层一般良好优良好向下良好优优稍差向下良好良好优稍差平焊一般优优良好横角焊稍差优优良好立焊一般优优一般仰焊稍差良好优稍差电弧稳定性一般优优优熔深优优优优飞溅稍差优优优脱渣性——优稍差咬边优优优优2实芯焊丝的选用(1)埋弧焊焊丝焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。
二氧化碳气体保护焊焊丝直径选用表(mm)焊接电流与电弧电压是关键的工艺参数。
为了使焊缝成形良好、飞溅减少、减少焊接缺陷,电弧电压和焊接电流要相互匹配,通过改变送丝速度来调节焊接电流。
飞溅最少时的典型工艺参数和生产所用的工艺参数范围详见表.使电弧不稳。
在大电流焊接时,若电弧电压过大,则金属飞溅增多,容易产生气孔;电压太低,则电弧太短,使焊缝成形不良。
(四)气体流量二氧化碳气体流量与焊接电流、焊接速度、焊丝伸出长度及喷嘴直径等有关。
气体流量应随焊接电流的增大、焊接速度的增加和焊丝伸出长度的增加而加大。
一般二氧化碳气体流量的范围为8~2 5I。
/min。
如果二氧化碳气体流量太大,由于气体在高温下的氧化作用,会加剧合金元素的烧损,减弱硅、锰元素的脱氧还原作用,在焊缝表面出现较多的二氧化硅和氧化锰的渣层,使焊缝容易产生气孔等缺陷;如果二氧化碳气体流量太小,则气体流层挺度不强,对熔池和熔滴的保护效果不好,也容易使焊缝产生气孔等缺陷。
(五)焊接速度随着焊接速度的增大,则焊缝的宽度、余高和熔深都相应地减小。
如果焊接速度过快,气体的保护作用就会受到破坏,同时使焊缝的冷却速度加快,这样就会降低焊缝的塑性,而且使焊缝成形不良。
反之,如果焊接速度太慢,焊缝宽度就会明显增加,熔池热量集中,容易发生烧穿等缺陷。
(六)焊丝伸出长度指焊接时焊丝伸出导电嘴的长度。
焊丝伸出长度增加,则使焊丝的电阻值增加,造成焊丝熔化速度加快,当焊丝伸出长度过长时,因焊丝过热而成段熔化,结果使焊接过程不稳定、金属飞溅严重、焊缝成形不良和气体对熔池的保护作用减弱;反之,当焊丝伸出长度太短时,则焊接电流增加,并缩短了喷嘴与焊件之间的距离,使喷嘴过热,造成金属飞溅物粘住或堵塞喷嘴,从而影响气流的流通。
一般,细丝二氧化碳气体保护焊,焊丝伸出长度为8~1 4mm;粗丝二氧化碳气体保护焊,焊丝伸出长度为1 0~2 0mm。
(七)直流回路电感在焊接回路中,为使焊接电弧稳定和减少飞溅,一般需串联合适的电感。
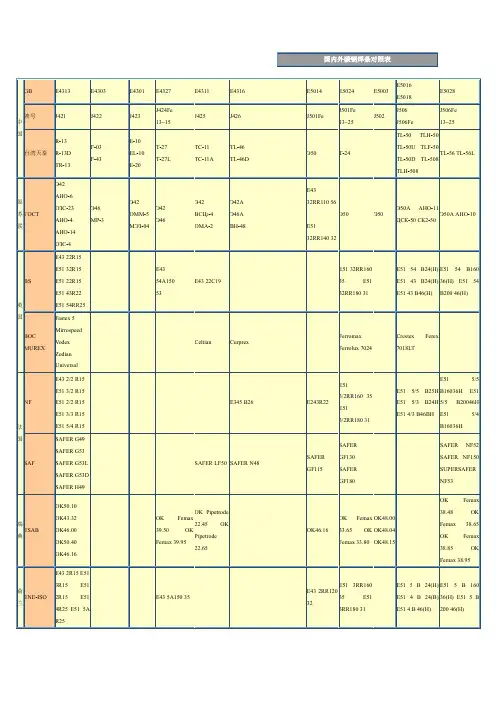
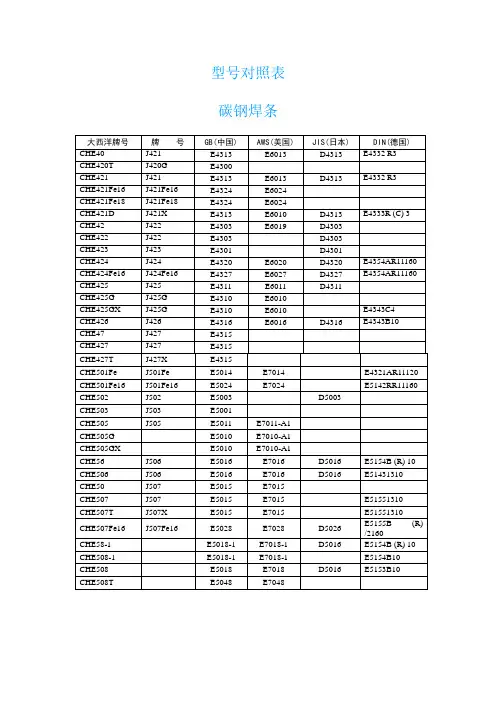
中外焊接材料国家标准对照表表1 中外焊条国家标准对照表表2 中外焊丝国家标准对照表表3 中外埋弧焊焊材国家标准对照表出师表两汉:诸葛亮先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。
然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。
诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。
宫中府中,俱为一体;陟罚臧否,不宜异同。
若有作奸犯科及为忠善者,宜付有司论其刑赏,以昭陛下平明之理;不宜偏私,使内外异法也。
侍中、侍郎郭攸之、费祎、董允等,此皆良实,志虑忠纯,是以先帝简拔以遗陛下:愚以为宫中之事,事无大小,悉以咨之,然后施行,必能裨补阙漏,有所广益。
将军向宠,性行淑均,晓畅军事,试用于昔日,先帝称之曰“能”,是以众议举宠为督:愚以为营中之事,悉以咨之,必能使行阵和睦,优劣得所。
亲贤臣,远小人,此先汉所以兴隆也;亲小人,远贤臣,此后汉所以倾颓也。
先帝在时,每与臣论此事,未尝不叹息痛恨于桓、灵也。
侍中、尚书、长史、参军,此悉贞良死节之臣,愿陛下亲之、信之,则汉室之隆,可计日而待也。
臣本布衣,躬耕于南阳,苟全性命于乱世,不求闻达于诸侯。
先帝不以臣卑鄙,猥自枉屈,三顾臣于草庐之中,咨臣以当世之事,由是感激,遂许先帝以驱驰。
后值倾覆,受任于败军之际,奉命于危难之间,尔来二十有一年矣。
先帝知臣谨慎,故临崩寄臣以大事也。
受命以来,夙夜忧叹,恐托付不效,以伤先帝之明;故五月渡泸,深入不毛。
今南方已定,兵甲已足,当奖率三军,北定中原,庶竭驽钝,攘除奸凶,兴复汉室,还于旧都。
此臣所以报先帝而忠陛下之职分也。
至于斟酌损益,进尽忠言,则攸之、祎、允之任也。
愿陛下托臣以讨贼兴复之效,不效,则治臣之罪,以告先帝之灵。
若无兴德之言,则责攸之、祎、允等之慢,以彰其咎;陛下亦宜自谋,以咨诹善道,察纳雅言,深追先帝遗诏。
臣不胜受恩感激。
今当远离,临表涕零,不知所言。