齿轮常用材料及参数表
- 格式:xls
- 大小:28.00 KB
- 文档页数:2
常用的齿轮材料牌号-回复齿轮材料是指用于制造齿轮的具有一定物理和化学性质的材料。
不同的齿轮在不同的工作环境和承受力量下,需要选择适宜的齿轮材料。
下面将介绍一些常用的齿轮材料牌号,以及它们的特点和应用。
1. 碳钢(如45#钢、40Cr等):碳钢是最常见的齿轮材料之一,具有良好的强度和韧性。
45#钢适用于低速和中等载荷的齿轮,而40Cr钢适用于高速和较高载荷的齿轮。
碳钢具有成本低、加工性好的优点,广泛应用于机械传动系统中。
2. 合金钢:合金钢是将一定数量的合金元素(如铬、钼、镍等)添加到碳钢中制成的。
通过合金的添加,合金钢齿轮可以提高硬度、耐磨性和疲劳强度。
一些常见的合金钢有20CrMnTi、20CrNiMo和40CrNiMo等。
这些材料适用于高负荷、高速度和高温度的工作环境下。
3. 不锈钢(如304、316等):不锈钢齿轮适用于需要抗腐蚀性能的工作环境,如食品加工、制药和化工等领域。
不锈钢齿轮具有优良的耐腐蚀性、高温性能和良好的表面光洁度。
4. 铝合金:铝合金齿轮具有低密度、良好的导热性和高的机械强度。
铝合金齿轮常用于航空、汽车和自行车等领域,可以减轻负荷和降低传动系统的惯性。
5. 铜合金:铜合金(如铜锌合金、铜锡合金等)具有良好的导热性、耐磨性和强度。
铜合金齿轮适用于高速和高负荷的工作环境,如船舶、电力设备和重型机械等。
常见的铜合金有铜锌合金(如HTB2、ZCuSn10P1等)和铜锡合金(如ZCuSn6Zn6Pb3等)。
6. 塑料:塑料齿轮是一种轻质、低噪声的传动元件,具有耐磨性和耐腐蚀性能。
常见的塑料材料有聚乙烯、聚氨酯、聚甲醛等。
塑料齿轮广泛应用于家电、玩具和小型机械等领域。
选择合适的齿轮材料需要综合考虑载荷、转速、工作环境和工作温度等因素。
不同的材料具有不同的特点和适用范围。
正确选择合适的齿轮材料可以提高齿轮的使用寿命和工作效率,降低维护成本和故障率。
在实际应用中,还需要注意齿轮的设计、制造和装配等方面,以确保齿轮系统的正常运行。
齿轮材料的选择原则齿轮的材料及其选择原则由轮齿的失效形式可知,设计齿轮传动时,应使齿面具有较高的抗磨损、抗点蚀、抗胶合及抗塑性变形的能力,而齿根要有较高的抗折断能力。
因此,对齿轮材料性能的基本要求为齿面要硬、齿芯要韧。
(一)常用的齿轮材料1(钢钢材的韧性好,耐冲击,还可通过热处理或化学热处理改善其力学性能及提高齿面的硬度,故最适于用来制造齿轮。
(1)锻钢除尺寸过大或者是结构形状复杂只宜铸造者外,一般都用锻钢制造齿轮,常用的是含碳量在0. 15%~0.6%的碳钢或合金钢。
制造齿轮的锻钢可分为:1)经热处理后切齿的齿轮所用的锻钢。
、对于强度、速度及精度都要求不高的齿轮,应采用软齿面(硬度?350 HBS)以便于切齿,并使刀具不致迅速磨损变钝。
因此,应将齿轮毛坯经过常化(正火)或调质处理后切齿。
切制后即为成品。
其精度一般为8级,精切时可达7级。
这类齿轮制造简便、经济、生产率高。
2)需进行精加工的齿轮所用的锻钢。
高速、重载及精密机器(如精密机床、航空发动机)所用的主要齿轮传动,除要求材料性能优良,轮齿具有高强度及齿面具有高硬度(如58~ 65 HRC)外,还应进行磨齿等精加工。
需精加工的齿轮目前多是先切齿,再做表面硬化处理,最后进行精加工,精度可达5级或4级。
这类齿轮精度高,价格较贵,所用热处理方法有表面淬火、渗碳、氮化、软氮化及氰化等。
所用材料视具体要求及热处理方法而定。
合金钢材根据所含金属的成分及性能,可分别使材料的韧性、耐冲击、耐磨及抗胶合的性能等获得提高,也可通过热处理或化学热处理改善材料的力学性能及提高齿面的硬度。
所以对于既是高速、重载,又要求尺寸小、质量小的航空用齿轮,就都用性能优良的合金钢(如20CrMnTi、20Cr2Ni4A等)来制造。
由于硬齿面齿轮具有力学性能高、结构尺寸小等优点,因而一些工业发达的国家在一般机械中也普遍采用了中、硬齿面的齿轮传动。
(2)铸钢铸钢的耐磨性及强度均较好,但应经退火及常化处理,必要时也可进行调质。
齿轮常用材料及热处理
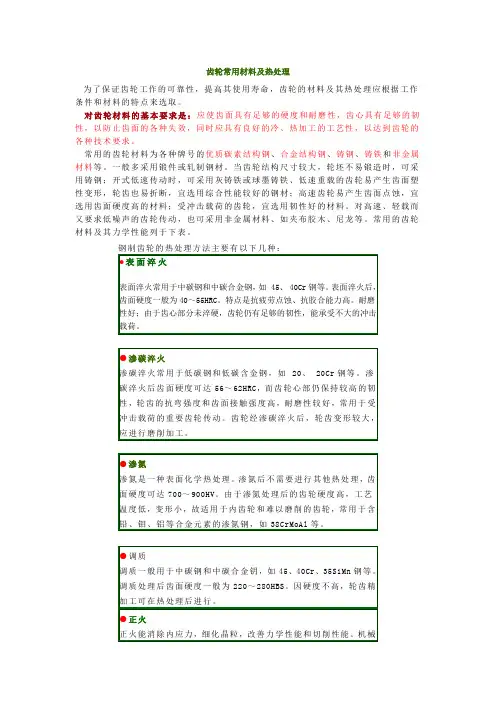
为了保证齿轮工作的可靠性,提高其使用寿命,齿轮的材料及其热处理应根据工作条件和材料的特点来选取。
对齿轮材料的基本要求是:应使齿面具有足够的硬度和耐磨性,齿心具有足够的韧性,以防止齿面的各种失效,同时应具有良好的冷、热加工的工艺性,以达到齿轮的各种技术要求。
常用的齿轮材料为各种牌号的优质碳素结构钢、合金结构钢、铸钢、铸铁和非金属材料等。
一般多采用锻件或轧制钢材。
当齿轮结构尺寸较大,轮坯不易锻造时,可采用铸钢;开式低速传动时,可采用灰铸铁或球墨铸铁、低速重载的齿轮易产生齿面塑性变形,轮齿也易折断,宜选用综合性能较好的钢材;高速齿轮易产生齿面点蚀,宜选用齿面硬度高的材料;受冲击载荷的齿轮,宜选用韧性好的材料。
对高速、轻载而又要求低噪声的齿轮传动,也可采用非金属材料、如夹布胶木、尼龙等。
常用的齿轮材料及其力学性能列于下表。
根据热处理后齿面硬度的不同,齿轮可分为软齿面齿轮(≤350HBS)和硬齿面齿轮(>350HBS)。
一般要求的齿轮传动可采用软齿面齿轮。
为了减小胶合的可能性,并使配对的大小齿轮寿命相当,通常使小齿轮齿面硬度比大齿轮齿面硬度高出30~
50HBS。
对于高速、重载或重要的齿轮传动,可采用硬齿面齿轮组合,齿面硬度可大致相同。
常用齿轮材料及其力学性能。
齿轮一般用什么材料齿轮作为机械传动装置中的重要部件,其材料选择对于其性能和使用寿命起着至关重要的作用。
那么,齿轮一般使用什么材料呢?这个问题涉及到材料的力学性能、耐磨性能、疲劳性能等多个方面,下面我们就来详细探讨一下。
首先,齿轮的材料应具有较高的硬度和强度,以保证其在传动过程中不易变形或破裂。
常见的齿轮材料有钢、铸铁和塑料等。
其中,钢材是最常用的齿轮材料之一,因为钢材具有优良的机械性能,能够承受较大的载荷和冲击。
而且,钢材还具有较高的硬度和耐磨性,能够保证齿轮在长时间的使用中不易磨损,从而延长了齿轮的使用寿命。
其次,齿轮的材料还应具有良好的疲劳性能,以保证其在长时间高速运转下不易发生疲劳断裂。
钢材由于其较高的强度和韧性,能够满足这一要求。
此外,对于一些特殊的工作环境,如高温、腐蚀等,还需要选择具有耐高温、耐腐蚀性能的特殊材料,以保证齿轮在这些恶劣条件下能够正常工作。
另外,对于一些要求传动平稳、噪音小的场合,还需要选择具有良好减震性能的材料,以保证齿轮传动时不会产生过大的振动和噪音。
这时,一些高分子材料如尼龙、聚酰亚胺等就成为了不错的选择。
总的来说,齿轮的材料选择应根据具体的工作条件和要求来确定。
一般情况下,钢材是最常用的齿轮材料,因为它具有较高的硬度、强度和耐磨性,能够满足大多数工作条件下的要求。
但在一些特殊的工作环境下,还需要选择具有特殊性能的材料,以保证齿轮的正常工作。
因此,在实际应用中,应该根据具体的情况来进行材料选择,以保证齿轮的性能和使用寿命。
综上所述,齿轮一般使用钢材、铸铁和塑料等材料。
其中,钢材是最常用的齿轮材料,因为它具有较高的硬度、强度和耐磨性,能够满足大多数工作条件下的要求。
但在一些特殊的工作环境下,还需要选择具有特殊性能的材料,以保证齿轮的正常工作。
因此,在实际应用中,应该根据具体的情况来进行材料选择,以保证齿轮的性能和使用寿命。
齿轮材料的选择及其热处理匸艺1、齿轮材料的选择原则齿轮材料的种类很多.在选择时应考虔的因素也很多.下述几点可供选择材料时参考:1)齿轮材料必皴满足工作条件的耍求•例如.用于飞行器上的齿轮.耍满足质址小.传递功率大和可靠性高的耍求.因此必须选择机械性能高的合佥银:旷山机械屮的齿轮传动.一般功率很大.匸作速度较低、删圉环境中粉尘含虽极高•因此往往选择铸钢或铸铁等材料:家用及办公用机械的功率很小.但要求传动平稳、低噪声或无噪声、以及能在少润滑或无润滑状态下正當工作•因此常选用匸程塑料作为齿轮材料。
总Z.工作条件的耍求是选痒齿轮材料时首先应考虔的因素,2)应考應齿轮尺寸的大小、毛坯成型方法及热处理和制造工艺,大尺寸的齿轮一般采用铸造毛坯.可选用铸钢或铸铁作为齿轮材料’屮等或屮等以下尺寸耍求较高的齿轮常选用锻造毛坯•可选择锻钢制作。
尺寸较小而又耍求不高时. 可选用閲钢作毛坯,齿轮表而玦化的方法有:渗碳.氨化和表面淬火。
采用渗碳上艺时.应选用低碳钢或低碳會金钢作齿轮材料:抵化钢和调质钢能采用氮化匸艺;采用表而淬火时.对材料没有特别的耍求,3)正火磯钢.不论毛坯的制作方法如何.只能用丁•制作在裁荷平稳或轻度冲击下I:作的齿轮.不能承受大的冲击載荷:调质碳钢可用于制作在中等冲击数荷下工作的齿轮.4)合金钢當用于制作高速、垂裁并在冲击拔荷下匸作的齿轮•5)飞行器中的齿轮传动•耍求齿轮尺寸尽可能小.应采用表面欣化处理的高强度合佥钢.6)金屈制的软齿面齿轮.配对两轮齿面的駛度差应保持为30〜50HBS或更多。
当小齿轮与大齿轮的齿而具有较大的玦度差(如小齿轮齿而为淬火并磨制.大齿轮齿而为常化或调质):且速度又较窩时.较锁的小齿轮齿面对较软的大齿轮齿而会起较眾茗的冷作谀化效应.从而捉高了大齿轮齿面的彼劳极限。
因此.肖配对的两齿轮齿而具有较大的硬度差时.大齿轮的接触疲劳许用应力可提高约20%.但应注总唤度高的齿而.粗糙度值也耍相应地减小。
齿轮常用表面处理及力学性能为了保证齿轮工作的可靠性,提高其使用寿命,齿轮的材料及其热处理应根据工作条件和材料的特点来选取。
对齿轮材料的基本要求是:应使齿面具有足够的硬度和耐磨性,齿心具有足够的韧性,以防止齿面的各种失效,同时应具有良好的冷、热加工的工艺性,以达到齿轮的各种技术要求。
常用的齿轮材料为各种牌号的优质碳素结构钢、合金结构钢、铸钢、铸铁和非金属材料等。
一般多采用锻件或轧制钢材。
当齿轮结构尺寸较大,轮坯不易锻造时,可采用铸钢;开式低速传动时,可采用灰铸铁或球墨铸铁、低速重载的齿轮易产生齿面塑性变形,轮齿也易折断,宜选用综合性能较好的钢材;高速齿轮易产生齿面点蚀,宜选用齿面硬度高的材料;受冲击载荷的齿轮,宜选用韧性好的材料。
对高速、轻载而又要求低噪声的齿轮传动,也可采用非金属材料、如夹布胶木、尼龙等。
常用的齿轮材料及其力学性能列表钢制齿轮的热处理方法主要有以下几种:●表面淬火表面淬火常用于中碳钢和中碳合金钢,如 45、 40Cr 钢等。
表面淬火后,齿面硬度一般为40~55HRC。
特点是抗疲劳点蚀、抗胶合能力高。
耐磨性好;由于齿心部分未淬硬,齿轮仍有足够的韧性,能承受不大的冲击载荷。
●渗碳淬火渗碳淬火常用于低碳钢和低碳含金钢,如 20、 20Cr 钢等。
渗碳淬火后齿面硬度可达56~62HRC,而齿轮心部仍保持较高的韧性,轮齿的抗弯强度和齿面接触强度高,耐磨性较好,常用于受冲击载荷的重要齿轮传动。
齿轮经渗碳淬火后,轮齿变形较大,应进行磨削加工。
●渗氮渗氮是一种表面化学热处理。
渗氮后不需要进行其他热处理,齿面硬度可达700~900HV。
由于渗氮处理后的齿轮硬度高,工艺温度低,变形小,故适用于内齿轮和难以磨削的齿轮,常用于含铅、钼、铝等合金元素的渗氮钢,如38CrMoAl等。
●调质调质一般用于中碳钢和中碳合金钥,如45、40Cr、35SiMn 钢等。
调质处理后齿面硬度一般为220~280HBS。
因硬度不高,轮齿精加工可在热处理后进行。
一、锻钢钢的强度高,耐冲击,用热处理方法能显著改善机械性能,所有它是制造齿轮的主要材料。
由于锻造毛坯的纤维方向有利于提高轮齿的弯曲强度,所以大部分齿轮如采用锻造毛坯,只有受力小和不重要的齿轮才直接采用轧制钢材。
按照齿坯处理方法和切齿工艺,制造齿轮的钢材及热处理方法分为两大类:*类:齿面硬度HB≤350,用中碳钢45号钢、50号钢或中碳合金钢40Gr、40MnB、35SiMn等近行调质或正火处理,终切齿可在热处理后进行。
调质后,硬度不高(HB=220~250),材料的综合性能(机械强度和冲右韧性等)比较好,适用于低速、中速和中等平稳载荷下工作。
工控设备机械中的减速机齿轮多用此类。
45号钢价格低,供应充足,应用最普遍。
正火后,综合性能有所改善,但不如调质,多用于直径很大不便调质和不重要的齿轮。
选用第—类材料时,小齿轮硬度要比大齿轮硬度高出20~40HB,以使两个齿轮寿命接近相等。
第二类:齿面硬度HB≥350,用中碳钢和中碳合金钢进行表面淬火(齿面硬度HRG=50一55),或者用低碳钢和低碳合金钢进行表面掺碳淬火处理(齿面硬度HRG=58—63)。
处理后齿面硬度高;齿芯韧性好。
所以承载能力强,耐冲击,但加工困难,成本较高,减速机中应用较少。
二、铸钢当齿轮直径较大(D>400—600毫米)时,齿坯不易锻造,因而常采用铸钢齿坯并进行正火处理。
常用的牌号有ZG45及ZH50等。
三、铸铁铸铁价格低廉,能铸造出复杂的结构形状,但灰铸铁的抗弯强度及耐冲击能力较差,故只用于低速轻载的开式齿轮传动中,常用的牌号有HT15-33、HT20—40、HTr30—54等,球墨铸铁的机械性能比灰铸铁高,可部分代替碳素钢,常用的牌号有QT60-2等。
四、非金属材料高速轻载的齿轮传功,常用非金属齿轮与另一金属齿轮配合工作,以减少齿轮传动的噪音。
常用的非金属材料有酚醛层压板(夹布胶木)、尼龙等。
这种齿轮的承载能力低、寿命短,其许用载荷只有钢齿轮的25—30%。
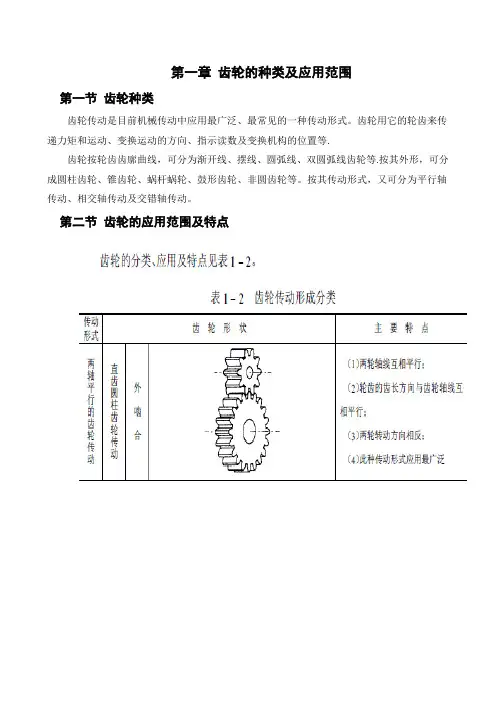
第一章齿轮的种类及应用范围第一节齿轮种类齿轮传动是目前机械传动中应用最广泛、最常见的一种传动形式。
齿轮用它的轮齿来传递力矩和运动、变换运动的方向、指示读数及变换机构的位置等.齿轮按轮齿齿廓曲线,可分为渐开线、摆线、圆弧线、双圆弧线齿轮等.按其外形,可分成圆柱齿轮、锥齿轮、蜗杆蜗轮、鼓形齿轮、非圆齿轮等。
按其传动形式,又可分为平行轴传动、相交轴传动及交错轴传动。
第二节齿轮的应用范围及特点第二章齿轮加工方法及工艺过程第一节齿轮加工方法一、齿轮常用材料及其力学性能齿轮的轮齿在传动过程中要传递力矩而承受弯曲、冲击等载荷.通过一段时间的使用,轮齿还会发生齿面磨损、齿面点蚀、表面咬合和齿面塑性变形等情况而造成精度丧失,产生振动和噪声等故障。
齿轮的工作条件不同,轮齿的破坏形式也不同。
选取齿轮材料时,除考虑齿轮工作条件外,还应考虑齿轮的结构形状、生产数量、制造成本和材料货源等因素。
一般应满足下列几个基本要求:1。
轮齿表面层要有足够的硬度和耐磨性。
2. 对于承受交变载荷和冲击载荷的齿轮,基体要有足够的抗弯强度与韧性.3。
要有良好的工艺性,即要易于切削加工和热处理性能好。
齿轮的常用材料及其力学性能见表1-3.二、常用齿形加工方法齿轮齿形的加工方法,有无切屑加工和切削加工两大类。
无切屑加工方法有:热轧、冷挤、模锻、精密铸造和粉末冶金等。
切削加工方法可分为成形法和展成法两种,其加工精度及适用范围见表1-4。
三、齿轮常用热处理(表1-5)第二节齿轮加工工艺过程齿轮制造技术是获得优质齿轮的关键。
齿轮加工的工艺,因齿轮结构形状、精度等级、生产条件可采用不同的方案,概括起来有齿坯加工、齿形加工、热处理和热处理后精加工四个阶段.齿坯加工必须保证加工基准面精度。
热处理直接决定轮齿的内在质量,齿形加工和热处理后的精加工是制造的关键。
也反映了齿轮制造的水平。
在齿轮加工工艺上,对软齿面和中硬齿面齿轮(300~400HBS),一般工艺方法为调质后滚齿或插齿。
齿轮概述齿轮用钢的冶金质量要求齿轮材料的重要热处理特性齿轮材料的选择原则齿轮传动概述ﻭ齿轮材料常用齿轮钢材的化学成份典型齿轮材料低速重载及高速齿轮用渗碳钢ﻭ拖拉机齿轮常用钢及热处理技术要求汽车齿轮常用钢及热处理技机床齿轮常用钢及热处理工艺ﻭ蜗杆蜗轮副材料的选用术要求国外常用的齿轮材料渗碳钢渗碳用硼钢渗氮钢ﻭ调质和表面淬火用钢齿轮用钢的冶金质量要求齿轮传动概述齿轮传动是机械传动中最主要的一种传动型式,历史悠久,应用非常广泛。
齿轮传动的优点主要是:1. 传动的适用功率和传动速度范围广,从极小到10万kW,从极低到40m/s以上。
2. 传动平稳,传动比恒定。
3. 传动效率高,可达99%。
4. 结构紧凑,传动方式多样。
就齿轮传动装置的密封形式来说,分为开式、半开式及闭式三种;就使用情况来说,有低速、高速及轻载、中载、重载之别;就齿轮热处理的不同,齿轮又分为硬齿面齿轮(如经整体或渗碳淬火、表面淬火或氮化处理,齿面硬度HRC>55)、中硬齿面(齿轮经过整体淬火或表面淬火,齿面硬度大约载55>HRC>38,HB>350)和软齿面齿轮(如经调质、常化的齿轮,齿面硬度HB<350)。
齿轮传动的失效形式主要为齿面的疲劳点蚀、胶合、磨损、轮齿的疲劳断裂和塑性变形等,常见的是点蚀和断齿,开式齿轮主要是磨损和断齿。
在设计齿轮传动时,齿轮材料及其热处理的选择是首要问题。
原则上,承受较大载荷的齿轮的材料质量和热处理的齿面硬度要求也高,原则是齿面要硬、齿芯要韧。
对高速或传动精度要求高的齿轮,多采用硬齿面和磨齿方案。
对不重要的齿轮或载荷较小的齿轮,多从经济性考虑,材料要求不高,如优质或普通碳素钢调质或正火处理。
齿轮材料的重要热处理特性淬透性含义: 指钢接受淬火而获得马氏体的能力,不同钢种接受淬火的能力不同。
淬透性不同的钢,淬火后得到的淬透层深度不同,从而沿截面分布的金相组织以及机械性能也不同。
淬透层深度是指由淬火表面马氏体到50%马氏体层的深度。
齿轮用什么材料
首先,我们需要考虑齿轮所承受的载荷和工作环境。
一般来说,齿轮需要具备
较高的强度和硬度,以确保在高速、高负荷下不发生变形和磨损。
常见的齿轮材料包括钢、铜合金、塑料和铸铁等。
钢是最常用的齿轮材料之一,其具有良好的强度和硬度,能够满足大多数机械
传动的需求。
常见的钢材料包括碳钢、合金钢和不锈钢等,它们可以通过热处理和表面处理来提高其硬度和耐磨性。
铜合金齿轮通常用于低速、高负荷的工作环境,因为铜合金具有良好的耐磨性
和自润滑性,能够减小齿轮啮合时的摩擦和磨损,延长使用寿命。
塑料齿轮主要用于低噪音、无润滑和轻载的场合,因为塑料具有良好的减震和
降噪效果,同时重量轻、成本低,适合一些特殊的工程应用。
铸铁齿轮通常用于大型机械设备中,因为铸铁具有良好的抗压性和耐磨性,能
够承受较大的冲击和振动载荷。
除了上述常见的齿轮材料外,还有一些特殊材料,如高温合金、陶瓷等,它们
通常用于特殊工况下的齿轮传动系统中,如高温、腐蚀、高速等环境。
在选择齿轮材料时,除了考虑载荷和工作环境外,还需要考虑成本、加工性能、使用寿命等因素。
因此,齿轮材料的选择需要综合考虑各种因素,以满足具体的工程需求。
总的来说,齿轮的材料选择应根据具体的工作条件和要求来确定,不同的材料
具有不同的特性和适用范围,需要根据实际情况进行选择。
希望本文对您有所帮助,谢谢阅读!。
齿轮用什么材料最好
首先,让我们来看一下常见的齿轮材料有哪些。
目前,常用的齿轮材料主要包
括钢、铸铁、铜合金、塑料和特种合金等。
每种材料都有其独特的优点和适用范围。
钢齿轮具有优良的强度和耐磨性,适用于高负荷、高速度和恶劣工况下的传动系统;铸铁齿轮成本低廉,适用于一般负荷和速度的传动系统;铜合金齿轮具有良好的耐磨性和耐腐蚀性,适用于高速度和高温下的传动系统;塑料齿轮具有良好的自润滑性和减震性,适用于低噪音和清洁环境下的传动系统;特种合金齿轮具有高强度、高耐磨性和高温性能,适用于特殊工况下的传动系统。
那么,究竟哪种材料最适合齿轮呢?这取决于具体的使用环境和要求。
如果是
在高负荷、高速度和恶劣工况下的传动系统,钢齿轮是最佳选择;如果是一般负荷和速度的传动系统,铸铁齿轮是经济实用的选择;如果是高速度和高温下的传动系统,铜合金齿轮是较好的选择;如果是低噪音和清洁环境下的传动系统,塑料齿轮是不错的选择;如果是特殊工况下的传动系统,特种合金齿轮是最佳选择。
除了考虑使用环境和要求外,我们还需要考虑成本和加工性能。
不同材料的成
本和加工性能各有差异,需要根据具体情况进行综合考虑。
此外,还需要考虑齿轮的设计和制造工艺,以确保齿轮能够发挥最佳的性能和寿命。
综上所述,齿轮的材料选择应根据具体的使用环境和要求来确定。
在选择齿轮
材料时,需要综合考虑强度、耐磨性、耐蚀性、成本和加工性能等因素,以确保齿轮能够在工作中发挥最佳的性能和寿命。
希望本文能够对您有所帮助,谢谢阅读!。
表8-4 齿轮的常用材料及其力学性能2. 许用应力齿轮的许用应力是根据试验齿轮的疲劳极限确定的,与齿轮材料和齿面硬度有关。
齿面接触疲劳许用应力[]minlim H H H S σσ= (8-16)齿根弯曲疲劳许用应力[]minlim F F F S σσ= (8-17)式中:σHlim ——试验齿轮材料的接触疲劳极限,MPa ; 由图8-29查取。
σFlim ——齿轮的弯曲疲劳极限,MPa ;由图8-30查取。
如果齿轮双向长期工作(经常正、反转动的齿轮),σFlim 应取正常值的70% 。
图8-29齿轮材料的接触疲劳强度极σHlim图8-30 齿轮材料的弯曲疲劳强度极σFlimS Hmin,S Fmin——齿面接触疲劳强度的最小安全系数和齿根疲劳弯曲强度的最小安全系数。
S Hmin和S Fmin的值查表8-5。
表8-5 最小安全系数齿轮精度等级的选择,应当根据齿轮的用途、使用条件、圆周速度和功率的大小,合理的确定齿轮的经济技术指标。
8.6.3 渐开线标准直齿圆柱齿轮传动的强度计算1. 齿轮的受力分析和计算载荷(1) 圆柱齿轮传动的受力分析。
在计算齿轮强度时必须首先分析作用在齿轮上的力,如果忽略齿轮齿面之间的摩擦力,在理想情况下,作用在齿面上的力是沿接触线均匀分布且垂直与齿面,常用集中力F n表示,F n称为法向力,由渐开线齿廓啮合特点(见8.2.2节)可知,在传动过程中F n是沿啮合线作用于齿面且保持方向不变。
图8-31表示一直齿圆柱齿轮传动在节点C处的受力情况。
不考虑摩擦力,作用在齿面上的法向力F n可分解为圆周力F t和径向力F r。
图8-31 直齿圆柱齿轮的受力分析各力的计算公式为αααcos2costan21111dTFFFFdTFtntrt====(8-18)式中:T1——为主动轮传递的扭矩,N·mm;d1——主动轮分度圆直径, mm;α——压力角。
如果小齿轮传递的功率为P1(kW),转速为n1(r/min),则11611055.9nPT⨯=(8-19)(2) 计算载荷。
齿轮材料选择The document was finally revised on 2021(1)轻载、低速或中速、冲击力小、精度较低的一般齿轮,选用中碳钢,如Q235、Q275、40、45、50、50Mn等钢制造,常用正火或调质等热处理制成软齿面齿轮,正火硬度HBS160〜200; —般调质硬度HBS200〜280。
因硬度适屮,精切齿廓可在热处理后进行,工艺简单,成本低。
齿面硬度不高则易于磨合,但承载能力也不高。
这种齿轮主要用于标准系列减速箱齿轮、冶金机械、屮载机械和机床中的一些次要齿轮。
(2)中载、中速、承受一定冲击载荷、运动较为平稳的齿轮,选用中碳钢或合金调质钢,如45、50Mn、40Cr、42SiMn等钢,也可采用55Tid、60Tid等低淬透性钢。
其最终热处理采用高频或屮频淬火及低温回火,制成硬齿面齿轮,可达齿面硬度HRC50〜55,齿轮心部保持正火或调质状态,具有较好的韧性。
由于感应加热表面淬火的齿轮变形小,若精度要求不高(如7级以下),可不必再磨齿。
机床中绝大多数齿轮就是这种类型的齿轮。
对表面硬化的齿轮,应注意控制硬化层深度及硬化层沿齿廓的合理分布。
(3)重载、高速或屮速,且受较大冲击载荷的齿轮,选用低碳合金渗碳钢或碳氮共渗钢,如20Cr、20CrMnTi> 20CrNi3> 18Cr2Ni4WA> 40Cr> 30CrMnTi 等钢。
其热处理采用渗碳、淬火、低温回火,齿轮表面获得HRC58〜63的高硬度,因淬透性较高,齿轮心部有较高的强度和韧性。
这种齿轮的表面耐磨性、抗疲劳强度和齿根的抗弯强度及心部抗冲击能力都比表面淬火的齿轮高,,精度要求较高时,最后一般要安排磨削。
它适用于工作条件较为恶劣的汽车、拖拉机的变速箱和后桥齿轮。
碳氮共渗与渗碳相比,热处理变形小,生产周期短,力学性能高, 而且还应用于中碳钢或屮碳合金钢,所以许多齿轮可用碳氮共渗来代替渗碳工艺。
内燃机坦克、飞机上的变速齿轮的负载和工作条件比汽车的更重、更恶劣,要求材料的性能更高,应选用含合金元素高的合金渗碳钢,以获得更高的强度和耐磨性。
FD0405
大家好,最近为一个产品的困惑,一粉末冶金结构件(300g),为H形结构,外
侧壁薄,芯部壁厚,其技术要求硬度为25-40。
目前,芯部硬度为28-35,齿部
为38-43.热处理工艺为,设备:多功能箱式炉;加热温度820,保温50min,油温
80,淬火保温30min。
清洗回火,回火温度180,现在齿部总是超2-3度,回火
温度不能升高(客户不接受200度以上回火的工件颜色),请大家帮忙,看如何
从淬火工艺帮忙调整。
粉末冶金分类也是比较多的,比如说硬质合金也是粉末冶金的范畴,但是大部分粉末冶金产品的密度都比较低,是微孔材料,硬度也就相对比较低,所以一般是用布氏硬度计检测。
布氏硬度由于试验力较大,压痕比较大,能更好的反映出工件的真实硬度,而洛氏硬度由于受力面很小,粉末冶金又是微孔材料,因此反映出的硬度不全面。
如果是渗氮处理的,还要看渗层有多少丝,一般可以用表面洛氏硬度计来检测。
如果要看渗层深度就要用有坐标试台的维氏硬度计。
维氏硬度不知道您用的是多少负荷,如果负荷很小,就是微观硬度,检测出的硬度也不能很好的反映出真实情况,而且一般要比洛氏硬度高。
另外,还有一个最笨但是有效的方法:就是客户要求什么,就检测什么硬度。