加压过滤机常见故障及其处理办法
- 格式:doc
- 大小:53.00 KB
- 文档页数:6
加压过滤机常见故障与处理一、主轴常见故障1、在开车时,主轴不转。
原因:槽箱内积干煤,主轴被压住。
由于停车,入料桶内煤泥沉淀,物料浓度大,加压。
在启车时,滤液阀不严,造成启车时间过长,过滤机槽内积干煤,主轴运转负荷大。
处理:打开仓门,用清水冲槽内积煤,将泵清水门打开,降低入料浓度,再重新启车。
2、正常运行时,主轴不转报警,打手动开起后,一会儿又停。
原因:控制反吹的接近开关接触不到主轴上的小螺丝,控制信号不能返回。
处理:打到调试状态,就地开起主轴,检查接近开关是否能正常传递控制信号。
如间隙过大,接近开关不闪,需要调整接近开关与主轴小螺丝间的距离,或将损坏的接近开关更换。
3、正常运行时,主轴突然不转。
原因:控制柜上主轴开关跳闸。
现象是,在调试状态下,主轴就地不能启车,应检查主轴变频显示是否有电,开关是否跳闸。
或压轴。
处理:如是跳闸,让电工送电。
如压轴,打开仓门,用清水冲槽内积煤,调整滤液阀开度,调整入料浓度。
4、主轴频繁跳闸。
原因:在仓内处理事故时,将接近开关打到调试状态,但开车时却没有及时打因到程控位置。
处理:将开关打到程控位置。
5、与下部岗位设备闭锁的装置坏,主轴缺油等也会造成主轴不转。
二、仓内刮板常见故障1、刮板启动不起来。
原因:刮板链垫煤或油位低,造成电机负荷过大,自动跳闸。
处理:打开仓门,把控制开关打到调试状态,就地试车。
如发现垫煤,用清水冲刮板槽体内垫煤,紧机尾丝杆,待就地正常运转后,再重新启车。
同时,要检查刮板减速机油位,油位要正常。
2、刮板报警,显示刮板链断。
原因:刮板机尾接近开关检测不到机尾链子的运动信号:有三种原因:一是刮板链断;二是刮板对轮销子断;三是接近开关位置较远,感应不到链条运动信号。
处理:打开仓门,先检查圆环链是否断链。
如断链,由维修工处理,此时不得启动刮板,否则链子卷到刮板轴上会使事故扩大;如链子没断,可就地启车检查是销子断或是接近开关故障,汇报后由维修工处理。
三、上下闸板常见故障1、液压站压力低,闸板开关时间较长。
压滤机常见故障及排除方法大全压滤机是一种常见的固液分离设备,广泛应用于化工、冶金、矿山、食品等行业。
在生产过程中,压滤机常常会出现各种故障,影响生产效率和产品质量。
因此,了解压滤机常见故障及排除方法对于设备的正常运行非常重要。
一、压滤机无法启动。
1.检查电源是否正常,保证电源供应稳定。
2.检查压滤机的控制系统,确保电气连接无误。
3.检查压滤机的传动系统,排除传动部件故障。
二、滤布漏水。
1.检查滤布是否破损,如有破损应及时更换滤布。
2.检查滤布的安装是否牢固,调整滤布位置并重新安装。
3.检查压滤机的密封件,确保密封件完好并及时更换损坏的密封件。
三、压滤机滤饼质量差。
1.检查滤布清洁度,及时清洗滤布并保持干净。
2.检查滤饼的排放方式,调整排放方式以提高滤饼质量。
3.检查滤饼厚度,调整压滤机的压力和速度,保证滤饼厚度均匀。
四、压滤机压力不稳定。
1.检查压滤机的液压系统,确保液压系统正常运行。
2.检查压滤机的进料流量,调整进料流量以保持压力稳定。
3.检查压滤机的滤布张紧度,调整滤布张紧度以确保压力均匀。
五、压滤机滤饼脱水不彻底。
1.检查滤布的透水性能,更换透水性能较差的滤布。
2.检查压滤机的排放系统,确保排放系统通畅。
3.检查压滤机的振动情况,调整振动情况以提高脱水效果。
六、压滤机出现异常噪音。
1.检查压滤机的传动系统,润滑传动部件并调整传动系统。
2.检查压滤机的滤布张紧装置,调整滤布张紧度以减少噪音。
3.检查压滤机的支撑结构,加固支撑结构以减少振动和噪音。
以上就是压滤机常见故障及排除方法的大全,希望能对大家在使用压滤机时遇到的问题有所帮助。
在实际操作中,要根据具体情况综合分析,采取相应的排除方法,及时解决压滤机故障,确保设备的正常运行和生产效率。
压滤机常见的21种故障及处理方法压滤机是一种非常重要的过滤设备,广泛应用于环保、制药、化工等多个行业。
但由于常常需要长时间连续工作,难免会出现一些故障。
下面,我们总结了常见的21种压滤机故障及处理方法。
一、压滤机无法启动原因:1.电源故障。
2.马达故障。
3.出现了堵塞现象。
4.机器连接处出现问题,导致不能启动。
处理方法:1.检查电源并保持通电状态。
2.清理马达故障。
3.清理压滤机内部,清除堵塞物。
4.检查所有接口处是否有问题,如果有则及时修补或更换。
二、压滤机运行时出现异响原因:1.铁件敲击声。
2.机器脱落或失衡。
3.轴承损坏或磨损。
处理方法:1.紧固螺丝。
2.重新调整机器的结构,使其保持平衡。
3.更换损坏或磨损的轴承。
三、过滤效率低原因:1.滤布被堵塞。
2.压滤机内部部分损坏。
3.压滤机停留时间不足。
处理方法:1.及时更换过滤布。
2.修复或更换内部部件。
3.增加压滤机停留时间。
四、滤筒容易堵塞原因:1.物料粘度过高。
2.过滤布过滤区域过小。
处理方法:1.调整物料粘度。
2.增加布袋过滤面积。
五、压滤机运行不平稳原因:1.过滤布过滤效果不佳。
2.压力不均匀或不足。
处理方法:1.更换过滤布。
2.适时调整压力。
六、滤布容易发生接缝脱落原因:1.接缝不结实。
2.滤布与机器连接部位不紧密。
处理方法:1.重新缝制。
2.改变机器连接部位。
七、压滤机过滤压力过低原因:1.泵的质量有问题。
2.泵速度不够快。
处理方法:1.更换质量可靠的泵。
2.适当提高泵的速度。
八、过滤布出现严重磨损或撕裂原因:1.使用时间过长。
2.磨损或撕裂布面。
处理方法:1.更换新的过滤布。
2.修复压滤机内部。
九、泥饼出现断裂原因:1.泥饼的结构不够紧密。
2.处理任务超过压滤机的承受能力。
处理方法:1.增加压力。
2.在泥饼中加入一些黏性材料。
十、过滤布的清洗效果不佳原因:1.清洗不彻底。
2.不正确地处理过滤布。
处理方法:1.提高清洗质量。
2.适当调整处理方式。
压滤机常见的21种故障及处理方法压滤机是工业中用于固液分离的重要设备,它常常用于化工、制药、食品、环保等行业。
然而,压滤机在长时间运行中难免会遇到各种故障,影响设备的正常运行。
因此,了解压滤机常见的21种故障及处理方法,对于维护设备稳定运行非常重要。
1.滤布龟裂滤布龟裂是指在压滤机使用过程中,滤布出现龟裂或破损现象。
导致滤布龟裂的原因可能是因为滤布质量问题、操作不当或压滤机的部件损坏。
处理方法:首先要检查滤布的质量,确认是否符合规格要求,其次要注意操作方法是否正确,在使用过程中避免滤布过度拉伸或撕裂。
最后要定期对压滤机的各个部件进行检查,发现问题及时更换维修。
2.滤布堵塞滤布堵塞是指在压滤机使用过程中,由于固体颗粒过多或过大而导致滤布堵塞,影响设备的正常运行。
处理方法:定期清洗滤布,保持滤布表面清洁,并及时清除堵塞的固体颗粒。
同时可以考虑增加滤布的清洗频率,以减少滤布堵塞的发生。
3.压滤机泄漏压滤机泄漏通常是指在操作过程中,设备出现液体或气体泄漏的现象,这可能是由于密封件损坏或设备部件连接不严密所致。
处理方法:首先要定期检查压滤机的密封件,确保其完好无损。
其次要仔细检查设备的各个连接部位,确认连接是否牢固,发现问题及时进行维修。
4.压滤机滤料不干净在压滤机使用过程中,由于滤料不干净而导致设备无法正常工作。
处理方法:加强对滤料的预处理工作,确保滤料的洁净。
另外,可以适当增加滤料的压实度,以提高过滤效率。
5.压滤机过滤效果差压滤机在使用过程中,因为过滤效果差,无法达到预期的分离效果。
处理方法:首先要检查滤布的状态,确保其没有堵塞或磨损。
其次要检查滤饼的厚度和均匀性,确保其在整个滤板上分布均匀。
最后要检查过滤介质的性能,选择合适的过滤介质以提高过滤效果。
6.压滤机滤饼过薄压滤机在使用过程中,由于滤饼过薄而影响设备的正常运行。
处理方法:可以适当增加压滤机的压力,以提高滤料的压实度,避免滤饼过薄影响过滤效果。
加压过滤机操作注意事项及常见故障处理一加压仓压力低(小于170KPA)原因 1.低压风机压力低. 加压仓及相连各阀门是否漏气.2.储浆槽液位低,(小于500)3入料浓度低,滤饼薄,上滤液手动阀门开启过大.4.加压仓气动调节法不灵敏.5.加压仓内上下滤液管波纹管损坏,滤液管损坏漏气.6.动静片之间间隙太大,卸压漏气。
二滤饼水分高原因: 1.加压仓压力底2.滤饼过厚(主轴转速低,下滤液开启过大).3.上滤液手动阀开启过小,或上滤液气动阀未完全打开4.滤布透气性差,更换滤布.5.入料浓度太细,滤饼透气性不好三滤饼薄原因: 1入料浓度过低,粒度过小(正常时0.2-0.5MM)2.下滤液手动阀开启过小,或下滤液气动阀未完全打开.3.滤布损坏,造成滤液管堵塞.4.滤布透气性差,更换滤布(更换时注意保持原有与刮刀间隙,拉紧滤步).四压主轴,主轴不转.1,入料浓度过高.粒度过大.2,下滤液阀开启过大,滤饼过厚.3,上滤液气动阀未开启,只走水不上饼.4,卸料效果差,适当调整刮刀间隙和反吹压差,若听不到哒哒的声音,就要拆开反吹阀检查反吹隔膜是否破裂五上下闸板开关不到位原因: 1,首先考虑是接近开关粘煤,来回动作两次看看,不行拆下来擦一下。
2,其次考虑PLC没有收到接近开关的返回信号,检查是否线路有问题。
3,液压站油压力不足(小于4MPA)。
4,液压站换向阀电磁阀损坏或是换向阀损坏。
5,最后考虑是油缸不密封漏油严重(更换内部密封圈)或缸体划伤(更换油缸)。
六上下密封报警1,检查高压风机是否过低(低于0.7MPA),压力低应调高压力。
2,检查储气罐压力,适当调节减压阀,让压力保持在0.6-0.7MPA左右3,看电磁阀线圈是否得电,若线圈得电会有”哒哒”声;检查阀体是否换向如果电磁阀损坏更换新阀,上下密封电磁阀接常闭.4,密封圈损坏更换新圈-更换时用手动方式打开上下闸板,切断液压站电源!!!!切不可带点进入派料装置中.*上密封圈坏,下闸板开一半,然后切断液压站电源.解开排料外部固定吊装螺母,从排料仓内部取出密封圈,再装入新件,固定时,密封圈与闸板要有均匀的2-3MM的间隙,处理完毕,继续起车.七阀门不动作及开关不到位原因1,检查风源是否有漏风处,压力是否足0.45MPA.2,看电磁阀线圈是否得电,若线圈得电会有”哒哒”声;检查阀体是否换向动作;如果电磁阀没问题就要检查阀门本身问题.●反吹风阀不动作通过听反吹电磁阀换向十分否有”哒哒”声,和现场视镜观察滤是否鼓风卸饼判断反吹风阀是否动作1,反吹电磁阀换向没有”哒哒”声,要检查电磁阀线圈是否得点和阀体是否换向动作,线圈坏单独换线圈,阀体坏单独坏阀体.2,电磁阀正常的,滤扇不鼓风卸饼,拆下铜管,拆开法兰盘,更换内部的反吹隔膜(反吹隔膜为易损件)。
GPJ-72A加压过滤机检修中注意事项和常见故障的判断及处理方法。
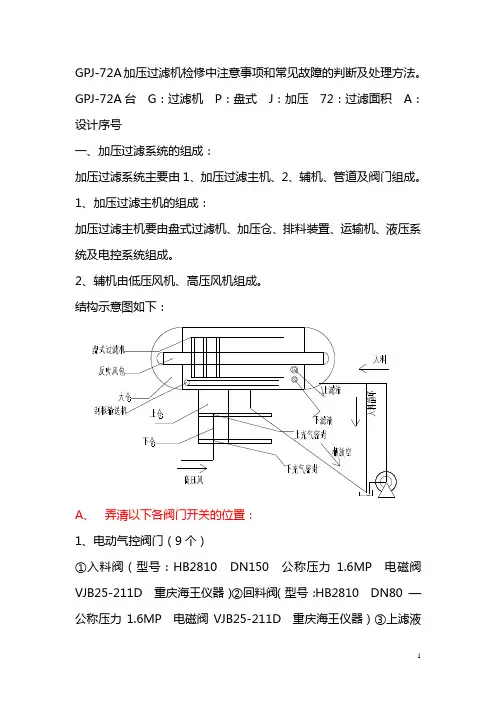
GPJ-72A台G:过滤机P:盘式J:加压72:过滤面积A:设计序号一、加压过滤系统的组成:加压过滤系统主要由1、加压过滤主机、2、辅机、管道及阀门组成。
1、加压过滤主机的组成:加压过滤主机要由盘式过滤机、加压仓、排料装置、运输机、液压系统及电控系统组成。
2、辅机由低压风机、高压风机组成。
结构示意图如下:A、弄清以下各阀门开关的位置:1、电动气控阀门(9个)①入料阀(型号:HB2810 DN150 公称压力1.6MP 电磁阀VJB25-211D 重庆海王仪器)②回料阀(型号:HB2810 DN80 —公称压力1.6MP 电磁阀VJB25-211D 重庆海王仪器)③上滤液阀(型号:EB10DW 4903120 蝶阀)④下滤液阀(型号:EB10DW 4903120 蝶阀)⑤上仓放气阀⑥下仓放气阀⑦仓放空阀⑧槽放阀⑨清洗阀2、电磁阀(7个)①反吹1、2电磁阀(比仓压高0.04MP)②上仓段充气密封电磁阀③下仓段充气密封电磁阀④液压站电磁溢流阀⑤上闸板换向电磁阀⑥下闸板换向电磁阀3、压力传感器(8个)①加压仓压力变送器(检测大仓压力;0.25-0.35)②反吹风包压力变送器③下仓压力变送器(0.25-0.35)④上密封压力变送器(0.6-0.65)⑤下密封压力变送器(0.6-0.65⑥低压风机压力变送器(上限压力0.85MPa)⑦高压风机压力变送器(给各气动闸门提供气源和给上下密封圈充气)⑧液压站压力表(8MPa)4、压力调节阀(2个)①加压仓调节阀(型号:HCB-M气动压力平衡笼式调节阀)②反吹调节阀(型号:HCB-M气动压力平衡笼式调节阀)5、接近开关(行程开关7个)①上闸板开关——关②上闸板开关——开③下闸板开关——关④下闸板开关——开⑤反吹1接近开⑥反吹2接近开⑦刮板机接近开关(断链保护、过载保护)6、液位传感器(2个)①液位计(过滤机中)②料位计(储料仓中)7、电接点压力表(检测加压仓仓压力)8、浮球开关(自动排水系统)B、电机:1、控制的有9个:①主轴电机②刮板机电机③5个搅拌电机④液压站电机⑤冷却风扇电机2、控制的电机:①高压风机电机②入料变频电机3、联络控制电机:低压风机电机(我厂未用)C、加压过滤机工作过程:1、启车各阀置位——启高压风机0.7MPa时——启液压站——关下闸板——下闸密封充气到0.65MPa时——提示开低压风机——加压仓压力大于0.15MPa时——启入料泵(小循环30秒)——开入料闸门(液位大于200mm时——开启搅拌——开起刮板机——开主轴(开反吹)——开下滤液阀(主轴转动1/4转时——开上滤液阀——各阀置2、排料当料位计(大于150mm时,传出信号——关下仓充气阀——关上闸板——上密封充气——开下仓放气阀(下仓无压)——下密封放气——开下闸板(排料)——关下闸板——下密封充气——关下仓放气阀——下仓充气(当上下仓压力均等时)上密封放气——开上闸板3、停车按下停车按钮——执行一次排料循环——停入料泵——关入料阀——低压风机关闭——停主轴——关下滤液阀——关上滤液阀——停刮板机——停搅拌器——开下仓放气阀(加压仓无压——开槽放空阀放料——下密封放气——下闸板打开——关液压站——关高压风机具体分析各个部分⑴加压仓及反吹风包加压仓最高工作压力:0.45 Mpa(我厂精煤的工作压力设为0.27 Mpa)反吹风包工作压力比加压仓压力高0.01-0.1 Mpa安全阀开启压力:0.47 Mpa (由劳动部门专门校检)⑵过滤机:槽体、主轴、分配头、动静片、过滤管、滤板、搅拌器⑶刮板机:设有断链保护装置。
加压过滤机常见故障及注意事项一、加压仓压力低(小于170KPa):1、低压风机故障;2、与加压仓相连的各阀门是否漏气;3、滤饼薄,将下滤液手动阀门开大一点;4、储浆槽液面低;5、加压仓气动调节阀不灵敏;6、加压仓上、下滤液管波纹管损坏,滤液管损坏漏气;二、滤饼水分高:1、加压仓内压力低;2、滤饼过厚(主轴转速过低,下滤液开启过大);3、上滤液开启过小;4、滤布透气性差,更换滤布;三、滤饼薄:1、入料浓度低,粒度过小(正常0.2—0.5mm);2、下滤液手动阀开启过小;3、滤液管堵塞;4、滤布透气性差,更换滤布;四、压主轴、主轴堵转:1、入料浓度高,粒度大;2、主轴转速过低,下滤液开启过大,滤饼过厚;3、上滤液气动阀门未打开或手动阀门开启过小;4、卸料效果差,适当调整反吹压差和刮刀间隙;五、上、下闸板打不开或关不到位:1、首先,“等待”关闭加压仓调节阀,选择“手动”手动开关几次闸板试试能否打开,好了主继续开车;否则打开下仓放气阀放尽仓内压力、取出接近开关、清除煤泥或调节闸板间的距离,确保能顺利开关闸板到位,方可继续起车工作;2、如果闸板打不开时,首先检查液压站压力表,压力若到6MPa,检查换向电磁阀是否动作,如果一切正常可适当将压力调高(12MPa以下),打开后再将压力调回6MPa,将下仓闸板内煤层清理干净,托辊上加油;六、阀门不动作及开关不到位:1、检查阀门限位开关是否接触到位;2、检查风源气管是否有漏风处,压力是否足0.45MPa;3、检查电磁阀是否得电,阀体是否换向动作;七、仓内液位计和下仓料位计出现忽高忽低变化很大,可能是由于4—20mA电流受到干扰造成的,此时需整理屏蔽的接地线是否良好;还不好的话,将料位计拆下来在集控室试一下,判断是否料位计坏了;八、加压过滤机的保养与维修:1、经常检查干油泵及各润滑点(0号极压锂基脂);2、主轴、刮板机齿轮减速箱:首先使用半个月,以后每半年更换一次油(N150齿轮油);3、液压站:每半年换一次油(N46抗磨液压油);4、上、下闸板的托辊组:每一星期加一次油,三天向里旋一圈螺栓(普通润滑油);5、每次开车后清洗滤布,并检查滤布破损情况,及时更换,并及时清理卸料内积煤;6、刮板机链条:4—7天检查松紧程度并适当调整,防止飘链;7、高压气控系统储气罐,空气过滤器及反吹风包定期放水;8、主轴盘根型号为聚四氟乙烯浸碳纤维盘根F18;9、工控机定期清扫防尘罩及工控柜内灰尘。
加压过滤机操作注意事项一、加压仓压力低1.低压风机压力低2.加压仓及相连各阀门是否漏气3.滤饼薄,上滤液手动阀开启过大4.储浆槽液面过低5.加压仓气动调节阀不灵敏6.加压仓内上下滤液管波纹管损坏,滤液管损坏漏风二、滹饼水分高1.加压仓压力低2.滤饼过厚(主轴转速过低,下滤液阀开启过大)3.上滤液阀开启过小4.滤布透气性差,更换滤布三、滤饼薄1.入料浓度过低,粒度过小2.下滤液手动阀开启过小3.滤液管堵塞4.滤布透气性差,更换滤布四、压主轴、主轴堵转1.入料浓度过高,料度大2.主轴转速过低,下滤液手动阀开启达大,滤饼过厚3.上滤液阀气动阀门未打开4.卸料效果差,适当调整反吹压差五、上下闸板开关不到位“等待”关闭加压仓进气阀,打开下仓放气阀或仓放空手动阀放尽仓内压力,取出接近开关清除煤泥或是调近与闸板的距离六、阀门不动作及开关不到位1.检查阀门限位开关是否接触到位2.检查风源是否有漏风处,压力是否足0。
3MPa3.看电磁阀线圈是否得电,阀体是否换向动作,如果电磁阀没问题,就要检查阀门本身有无问题七、突然断电时打开仓放空手动阀将加压仓压力放空,待来电时再处理信号(4—20mA)干扰问题启动主轴或入料泵时出现信号干扰问题(压力变送器、液位计、料位计显示不准确或时多时少)出现这种情况是由于屏蔽接地效果不良造成的和变频动力线与信号线走同一桥架造成的八、加压过滤机的保养与维修1.干油泵及各润滑支点:油泵内存油量不得少于3毫升(0号锂基脂)2.主轴、刮板机齿轮减速箱:首次使用半个月,以后每半年更换一次油(150号齿轮油)3.液压站:每半年换一次油(46号抗磨液压油)4.上下闸板的托轮组:每一星期加一次油,三天向里旋一圈螺栓(普通润滑脂)5.每次停车后清洗滤布并检查滤布破损情况及时更换,并及时清理卸料槽内积煤6.刮板机链条:2~3天检查松紧程度并适当调整防止飘链或过紧7.高压气控系统储气罐、空气过滤器、反吹风包定期放水8.主轴盘根漏水:将主轴密封进行调节,如果依然漏应更换新的盘根:型号浸油石棉盘根9.更换二位五通电磁阀时注意反吹电磁阀是接常通,上下密封圈接常闭10.下仓料位计粘有料时要及时清理,防止记数不准影响生产。
压滤机常见故障及排除方法大全一、压滤机无法启动。
1. 检查电源,首先检查压滤机的电源是否接通,插头是否插紧,保险丝是否烧断,电源线是否有破损等。
若电源正常,但压滤机仍无法启动,可进行下一步检查。
2. 检查控制系统,检查压滤机的控制系统是否正常,包括电气元件、控制按钮、接线端子等,确保没有松动、烧坏或断路现象。
如有发现异常,及时更换或修理。
3. 检查传动系统,检查压滤机的传动系统,包括电机、皮带、链条、齿轮等,确保传动系统正常运转。
如有异常,及时调整或更换零部件。
二、压滤机压力不稳定。
1. 检查滤布,检查压滤机的滤布是否安装正确、破损或堵塞,及时更换或清洗滤布。
2. 检查压力传感器,检查压滤机的压力传感器是否损坏或松动,确保传感器的准确性和稳定性。
3. 检查液压系统,检查压滤机的液压系统,包括油箱、油泵、油管、阀门等,确保液压系统正常运转,没有漏油和堵塞现象。
三、压滤机滤饼质量不合格。
1. 调整过滤速度,根据原料的特性和生产工艺要求,适当调整压滤机的过滤速度,确保滤饼的质量。
2. 检查滤布张紧度,检查压滤机的滤布张紧度,确保滤布张紧均匀,没有松动或皱折现象。
3. 清洁滤板和滤框,定期清洁压滤机的滤板和滤框,防止堵塞和污染,影响滤饼的质量。
四、压滤机液压系统异常。
1. 检查液压油,定期检查压滤机的液压油,确保液压油的油质和油量符合要求,及时更换或补充液压油。
2. 检查液压管路,检查压滤机的液压管路,确保管路没有漏油、松动或堵塞现象,及时修理或更换液压管路。
3. 检查液压阀门,检查压滤机的液压阀门,确保阀门的密封性和灵敏性,及时更换损坏的阀门。
以上就是压滤机常见故障及排除方法的大全,希望对您有所帮助。
在日常生产中,定期对压滤机进行检查和维护,可以有效预防和排除故障,保证生产的正常进行。
祝您的生产顺利!。
加压过滤机操作注意事项及常见故障处理一、操作注意事项1.设备检查:在使用加压过滤机之前,要仔细检查设备的各个部分是否完好无损,尤其是密封件、过滤板和过滤布等部件,确保没有磨损或破损情况。
2.操作规程:在操作加压过滤机前,要详细了解设备的工作原理和操作规程,根据实际情况选择合适的运行参数。
3.流程控制:在操作过程中,要严格控制进料、过滤和排出的流速和时间,避免过大或过小的流量导致设备运行不稳定或损坏。
4.控制温度:加压过滤机使用时要控制好操作温度,避免过高的温度导致设备损坏或产生安全隐患。
5.定期检查:定期检查设备的各个部分,如过滤板、过滤布、密封件等,清理堵塞物,及时更换磨损或破损的部件,以确保设备正常运行。
1.进料速度慢:可能是进料阀门未完全打开或堵塞。
解决方法是检查阀门是否打开,清理堵塞物或更换阀门。
2.过滤效果差:可能是过滤布破损或过滤板堵塞。
解决方法是更换过滤布或清洗过滤板。
3.滤饼脱落困难:可能是滤饼与滤布粘结力过大。
解决方法是更换滤布或调整过滤条件。
4.泄漏:可能是密封件损坏或未正确安装。
解决方法是更换密封件并正确安装。
5.设备异常噪音:可能是设备零部件磨损或松动。
解决方法是更换磨损部件或紧固螺栓。
6.油漆脱落或生锈:可能是设备长时间未使用或湿度较大。
解决方法是对设备进行清洗和涂漆处理。
7.电器故障:可能是电源线松动或电器元件烧坏。
解决方法是检查电源线是否连接紧固,更换烧坏的电器元件。
8.压力异常波动:可能是压力表故障或压力控制器失效。
解决方法是更换故障部件并重新校准。
以上是加压过滤机的操作注意事项及常见故障处理。
正确的操作和及时的故障处理可以保障设备的正常运行和延长使用寿命,提高生产效率和产品质量。
使用加压过滤机时,要按照操作规程进行操作,并定期进行设备检查和维护,以确保设备的安全和稳定运行。
加压过滤机排料装置常见的故障原因分析及处理方法摘要:目前部分洗煤生产厂使用GPJ-120型加压过滤机对浮选精煤进行脱水,生产过程中加压过滤机是连续过滤间断排料的,加压过滤机的排料装置是双仓双密封的,其排料装置是否正常直接影响洗煤生产能否正常进行,因此保证加压过滤机排料装置完好非常重要。
我们经过多年的摸索,积累了一些加压过滤机排料装置的常出现的故障的原因分析及处理方法。
关键词:加压过滤机;排料装置;故障原因;处理方法一、前言概况1、目前大部分洗煤厂加压过滤机的排料装置是双仓双闸板交替工作的,分上、下2个仓和上、下2个闸板,其上、下 2 个闸板采用液压驱动,闸板上的密封采用充气橡胶密封圈,加压过滤机生产过程中连续工作,上、下仓以间歇方式排料,加压过滤机排料装置结构见图 1 。
图 1 加压过滤机密封排料装置结构示意图1. 上仓体2. 上闸板3. 上闸板液压驱动缸4. 下仓体5. 下闸板6. 下闸板液压驱动缸7. 法兰8. 刮板输送机9. 料位计 10. 加压仓2、加压过滤机排料装置的排料过程加压过滤机排料装置的排料过程如下图 2 。
图 2 加压过滤机密封排料装置排料过程(1)起始位置,见图 2 (a),上闸板关闭,上闸板充气密封圈充气;下闸板充气密封圈放气,下闸板打开;经过加压过滤机脱水后的浮选精煤通过加压过滤机内的刮板输送机排到上仓内;(2)下闸板关闭,见图 2 (b),下闸板充气密封圈充气;下仓充压;(3)料位通过料位计控制达到设计值,见图 2 (c)和图 2 (d),下仓压力达到上仓压力,上闸板充气密封圈放气,上闸板打开,脱水后的浮选精煤落入下仓;(4)达到设定的一定时间后,上闸板关闭,如图2 (e),上闸板充气密封圈充气;上仓内又开始排入脱水后的浮选精煤,上闸板关闭后,下仓泄压,使压力达到大气压力;(5)下闸板充气密封圈放气,下闸板打开,如图2 (f),浮选精煤落入元盘给煤机内排到4301#刮板运输机。
GPJ系列加压过滤机常见故障及其排除方法一、给料泵在运行过程中,在电脑监控画面中突然显示报警。
原因1:变频器未加电。
排除方法:在入料泵的现场按钮箱上按“变频器加电”按钮,给变频器送电。
原因2:变频器未检测到运转指令。
排除方法:检查运转指令信号线。
原因3:变频器报警。
排除方法:先在电脑画面中用鼠标点击,转为“手动”,并停止入料泵,然先记下变频器控制面板上的所显示的故障代码,最后接一下复位按钮。
复位后,再通知岗位司机检查有关管道是否堵塞。
二、给料泵出料气动阀门打不开。
原因1:气动阀门的电磁阀未得电。
排除方法:根据电气控制原理图,对其电路进行检查。
原因2:气动阀门的电磁换向阀损坏。
排除方法:更换电磁换向阀。
原因 3 :高压风管内无高压风或高压风压力不足。
(高压风压力必须大于0.3MPa,气动阀门才能打开)排除方法:检查气动阀门的高压风管路以及高压风机。
三、高压风机。
1.高压风机不能起动原因1:高压风机的开关没有送电。
排除方法:送电原因2:控制回路有故障排除方法:先检查控制室的继电器是否吸合。
如果吸合,去现场检查高压风机上的磁力起动器的电源侧是否有电。
如果无电,再检查高压风机的接触器控制回路。
如果有电,则检查高压风机的磁力起动器的控制回路。
2.高压风机气包内的压力不能保持在0.55-0.9MPa之间。
原因:高压风机上的压力接点开关损坏或接线脱开。
排除方法:检查压力接点开关接线或更换压力接点开关。
四、上、下滤液阀、下仓充气阀、下仓放气阀打不开或关不住原因1:电路故障。
排除方法:按照上述处理电气故障的一般思路、步骤进行处理。
具体方法为:在“手动”方式下,用鼠标点击阀的“开”,看其电控柜中的对应继电器是否吸合,如果吸合,再检查电磁阀的熔断器是否损坏。
如果电磁阀的熔断器正常,则再去现场检查阀门的接线和阀体。
原因2:气路故障。
排除方法;首先检查阀门的高压风管的手动阀门开关是否打开。
如果已打开,再去检查调压阀旁的压力表读数,其正常值为0.6MPa,如果压力值低于0.3MPa,则阀门打不开,再去继续检查高压风系统。
《加压过滤机的常见故障》一、加压仓保不住压力或不上压:1、滤布破损太多(应及时更换)2、滤液管磨漏(及时更换)3、控制盘磨损超限(及时调整、更换)4、HV135管道或阀门磨损严重(及时修补或更换)5、PCV211阀磨损严重(及时修复或更换)6、加压仓门密封损坏(及时更换密封)7、HV104阀磨损严重(及时更换)8、HV103阀磨损严重(及时更换)9、上、下闸门密封圈破损或不充气(及时更换密封圈或检查OV208,OV209电磁阀)10、ZV010安全阀泄漏(及时调整或更换)11、主、辅空压机故障(及时复位或保养)12、HV101阀门磨损漏风(及时更换、关闭到位)13、OV212管道磨损漏风(及时修补)14、滤液管路中的软连接(波纹管)损坏(及时更换)15、矿浆浓度太小(及时调整煤浆浓度,最佳入料浓度为200g/L-450g/L)16、主空压机进气滤芯太脏或堵塞(及时保养,更换)17、PCV005调节阀开度不够(及时检查处理或更换)18、煤浆中粗颗粒过多滤布不成饼(及时调整煤浆,粗颗粒不可以超过5%)19、运行中PCV004、PCV005压力信号跟踪不好(及时与厂家售后工程师联系,调整运行程序)20、辅助空压机无压力输出或风阀三联体无压力输出(及时检查辅助空压机或风阀三联体)21、OV002阀门故障或电磁阀故障(及时检查和排除)二、运行中反吹的效果差:1、反吹风压差不够(提高压差)2、反吹过早或过晚(调整反吹风传感器)3、反吹风包漏风(及时处理)4、OV114,OV115隔膜损坏漏风(及时更换隔膜)5、反吹风管软连接损坏或漏风(及时处理或更换)6、PCV004调节阀开度不够或信号跟踪不好(及时检查处理,更换或及时通知厂家售后服务工程师)三、运行中上料缓慢:1、煤浆槽无料(上料)2、OV146阀打开不够(检查修复)3、OV146阀饼掉落,堵塞上料管道(及时清理并更换阀门)4、OV141阀打开不够(检查修复)5、加压仓入料管道堵塞(检查清理,用清水冲洗干净)6、M12上料泵叶轮磨损超限(及时更换叶轮)7、M12上料泵转向错误(及时调整变频器)8、OV141阀饼掉落,堵塞加压仓上料管道(及时清理并更换阀门)9、变频器参数不符合现场运行要求(及时调整运行参数)四、运行中主轴电流增大,被压死:1、搅拌器不起作用(及时检查、修复)2、煤浆中粗颗粒过多(及时调整煤浆,粗颗粒不可以超过5%)3、系统中介质粉太多(及时检查跑介处,并处理)4、煤浆浓度过高(加压过滤机最佳入料浓度为200g/L-450g/L)五、控制风中水份过多1、控制风包积水过多(定时排放)2、控制风管路中气水分离器堵塞(及时检查、清洗风阀三连体)六、阀门转动不到位:1、控制风压力过低(检查辅助压风机)2、限位开关损坏(检查修复、及时更换)3、电磁阀损坏(及时更换)4、阀门传动头损坏(及时修复、更换)5 、蝶阀阀杆折断(及时更换蝶阀)6 、信号返回装置无返馈信号(及时调整信号返回)7、电磁阀阀芯动做不灵活(及时修复、更换)8、蝶阀阀芯被异物卡住(及时清理异物)七、卸料闸门故障:1、料位测量不起作用(及时清理和校正LISA200、LISA201传感器)2、闸门密封不能形成压力(检查辅助空压机和密封圈及OV208、OV209)3、液压站电磁阀不动作(配合电气人员检查、修复)4、闸门运动不到位(检查限位开关、及时清理闸门内积煤)5、闸门噪音过大(检查油缸内是否有空气、排气、检查闸门耐磨板是否有裂缝、滑痕及变形)6、闸门关到位后,密封圈充气后又放气(检查闸门关到位信号是否稳定)八、起车故障:1、先检查各个手动阀门的位置是否正确2、检查PLC钥匙的位置是否正确3、检查各个传感器的返回信号是否正确4、检查卸料闸门的密封圈压力是否达到要求(压力不得小于5·5BAR)《加压过滤机操作注意事项》1、加压过滤机停车后必须对加压仓内的滤盘、槽体进行严格清洗,包括执行自动清洗程序和人工进仓内冲洗。
一、保养及维护
1、长期停车时滤布必须清洗干净,槽体内、加压仓内、排水器内必须排尽积水,刮板输送机、排料装置中应排尽滤饼。
2、工作完毕应打开两个人孔,打开排料装置的上下闸板,以排出仓内潮气。
3、如果突然停电,应首先打开排水器中的手动阀门,放尽仓内的压缩空气,其余待有电时再进行处理。
4、定期检查润滑脂泵、主轴减速器、刮板输送机减速器及液压系统油量,当低于正常油位时应及时加油。
各减速器首次使用时应在两周时换油一次,以后应在3-6个月换油一次。
排料装置的托辊每3-5天旋转螺栓一周,当螺栓旋到底时,在加压过滤机不工作时卸下螺栓加入黄油再将螺栓旋入螺孔中。
5、每周应检查清理以下部位:过滤机的卸料槽、主轴的密封、排料装置的排料道。
6、应经常检查滤布和滤扇,当有损坏时必须及时更换,更换在加压仓内就可进行,更换后应保持滤盘和刮刀的原有间隙。
在装配滤布时,滤布必须绷紧。
7、当主轴密封进行调节后仍泄漏时,应更换新的盘根,其型号为聚四氟乙烯碳纤维填料盘根F19,长32米/台。
8、上、下闸板用的密封圈失效后,应及时更换。
更换时用手动方式打开上下闸板,切断泵站电源,(切不可泵站带电进入到排料装置中)解开上部固定螺母,从下部取出密封圈,再装入新件。
固定时,密封圈与闸板间一定要有1-3mm的间隙。
9、定期检查各种执行阀门,如有损坏应及时更换与原规格型号相同的阀门。
10、定期检查并排放过滤器、储风管、高压风机风包、反吹风包中的积水。
二、故障分析及排除(见下表)
三、易损件
四、液压系统常见故障:
五、液压系统配件表。
仓压过低(提示报警)
1、原因分析
1)滤布破损量过大;
2)供风量不足;
3)滤饼透气量过大,导致风耗过大;
4)矿浆浓度过低;
5)滤饼在卸料区前已经脱落;
6)滤液阀开度不合理.;
7)与仓体相连的阀门未关到位;
8)实际槽液位过低;
9)调压阀故障;
10)动静片漏气;
11)仓内滤液管漏气。
2、参考解决办法
1)检查滤布是否破损量过多;
2)检查低压风机能够正常工作;
3)矿浆浓度过低导致滤饼薄,风
耗大,应想办法增加矿浆浓度;
4)通过世镜观察滤饼是否有在
卸料区前便已经脱落的现象;
5)及时调整滤液阀开度,降低
风耗;
6)检查与仓体连接阀门(除滤液阀以外
的其他阀门),法兰以及管路是否有漏气;
7)检查槽液位计是否失真,即返回给控制室的信号比实际槽液位高;如果液位计没有
问题,则实际槽液位过低也能导致风耗过大;
8)检测仓调压阀是否能够正常
的工作;
9)检查盘式过滤机的动静片是
否漏气;
10)检查仓内与分配头连接的滤
液管是否漏气。
仓排污故障(故障报警)
1、原因分析
1)管路堵塞;
2)阀门故障;
3)仓积液传感器检测失真;
4)仓积液附近堆积过多的煤泥。
2、参考解决办法
1)排污管路是否堵塞;
2)检查排污阀门是否存在故障,具体请参照液动阀门动作超时故障的解决办法;
3)检查仓积液传感器工作是否
正常;
4)检查仓积液传感器附近是否
堆积过多的煤泥,如果煤泥过多,应
及时清理。
槽放空故障(提示报警)
1、原因分析
1)管路阻塞;
2)阀门故障;
3)阀门控制气路故障;
4)液位计检测失真。
2、参考解决办法
1)停车之后检查槽放空管路是否被堵塞,
如果堵塞则清理槽放空管路里面的杂物;
2)检查槽放空阀动作是否灵敏,是否到位,有没有安装问题(法兰连接处是否卡劲),气
缸是否漏气;
3)检查阀门的控制气路是否有故障。
其中包括:控制启动阀门的分气路是否开启;电
磁阀能否正常工作;气管,气动接头是否漏气;
4)检查槽液位计是否有故障,
是否检测失真。
高压风源压力过低(提示报警)
1、原因分析
1)充气密封圈损坏;
2)检查高压风机气路是否漏气;
3)高压风机机构故障(原因1:
活塞运动不灵活;原因2:过滤器损
坏);
4)高压风机压力继电器整定值设定不合理;
5)高压风机运行模式有错误;
6)压力变送器检测失真;
2、参考解决办法
1)检查高压风机主机及气路;
2)检查密封圈是否破损;
3)检查压力变送器是否有问题。
料位异常(故障报警)
1、原因分析
1)料位计粘料或者上仓蓬料;
2)料位计检测失真。
2、参考解决办法
1)查料位计是否粘料;检查上仓是
否已经蓬料导致不能够正常卸料;
2)检查料位计返回给控制室的
信号是否正确或是否受到干扰。
上密封充气超时(故障报警)
1、原因分析
1)密封圈损坏;
2)气路故障;
3)压力变送器故障。
2、参考解决办法
1)检查密封圈是否被损坏;
2)检查气路是否有问题。
其中包括气路是否漏气,电磁阀能否正常工作,密封圈分气
路的手动球阀是否被开启,减压阀整定值是否合理(推荐减压阀整定值为:5-5.5Mpa);
3)检查压力变送器反馈给控制室的
信号是否失真。
二十七、上密封泄气超时(故障报警)
1、原因分析
1)气路故障;
2)压力变送器检测失真。
2、参考解决办法
1)检查电磁阀,当电磁阀在放气位时,充气位是否漏气;
2)检查压力变送器是否损坏,漂移
或者受到干扰。
下仓充气超时(提示报警)
1、原因分析
1)阀门故障;
2)压力变送器检测失真;
3)下闸板密封失效。
2、参考解决办法
1)检查均压充气阀门是否能够正常
开启,放气阀门是否能正常关闭;
2)检查下仓压力传感器信号返回值是否正确,压力变送器是否已损坏或受到干扰;
3)检查下闸板密封是否失效,下密封圈是否达到工作压力,下闸板是否被划损。
三十、下仓放气超时(提示报警)
1、原因分析
1)阀门故障;
2)压力变送器检测失真;
3)上闸板密封失效。
2、参考解决办法
1)检查均压充气阀门是否能够正常
关闭,均压放气阀门是否能够正常开启;
2)检查下仓压力传感器信号返回值是否
正确,压力变送器是否已损坏或受到干扰;
3)检查上闸板密封是否失效,上密封圈
是否达到工作压力,上闸板是否被划损。
三十一、下密封充气超时(故障报警)
1、原因分析
1)密封圈损坏;
2)气路故障;
3)压力变送器故障。
2、参考解决办法
1)检查密封圈是否被损坏;
2)检查气路是否有问题。
其中包括气路是否漏气,电磁阀能否正常工作,密封圈分气
路的手动球阀是否被开启,减压阀整定值是否合理(推荐减压阀整定值为:5-5.5Mpa);
3)检查压力变送器反馈给控制室的
信号是否失真。
三十二、下密封泄气超时(故障报警)
1、原因分析
1)气路故障;
2)压力变送器检测失真。
2、参考解决办法
1)检查电磁阀,当电磁阀在放气位时,充气位是否漏气;
2)检查压力变送器是否损坏,漂移
或者受到干扰。
闸板动作时间超标(提示报警)
1、原因分析
1)系统压力调整过低;
2)闸板负载过大;
3)探头故障。
2、参考解决办法
1)重新整定系统压力;
2)检查闸板是否卡劲;
3)检查闸板探头是否损坏或者塞煤;是否能产生正常的脉冲信号;中间继电器动作是
否正常;探头接线是否正确。
主轴检测故障(故障报警)
1、原因分析
1)主轴停止运转;
2)探头检测失真(原因1:探头损坏;原因2:探头检测距离调整不合适;原因3:探头电
路上有故障);
3)电路故障(继电器损坏)。
2、参考解决办法
1)检查主轴是否已经停止运转;
2)检查探头是否损坏,如无损坏则检查探头检测距离是否合适,能否能产生正常的脉
冲信号;
3)检查探头所对应的中间继电器,如果中间继
电器无法正常动作,应及时更换。
四十、主轴驱动故障(故障报警)
1、原因分析
1)槽体内沉积过量固体物;
2)变频器设定工作电流过低;
3)主轴旋转机构负载过大。
2、参考解决办法
1)清理加压过滤机储浆槽内的沉积物;
2)检查变频器设定工作电流,如果过低,应及时调整,推荐整定值为15A;
3)检查整个主轴选择机构负载;
4)检查主轴电机是否有被烧毁或者缺相的现象。