SMT表面贴装检验标准
- 格式:ppt
- 大小:502.00 KB
- 文档页数:36


SMT检验作业指导书
一、背景介绍
表面贴装技术(SMT)是一种常用的电子元器件安装技术,它通过将电子元器件直接焊接在印刷电路板(PCB)上,实现电路的连接。为了确保SMT过程的质量和可靠性,需要进行SMT检验。本作业指导书旨在提供详细的指导,帮助操作人员正确进行SMT检验。
二、检验目的
SMT检验的目的是确保电子元器件的正确安装和焊接,以及PCB的质量和可靠性。通过检验,可以及时发现和纠正潜在的问题,提高产品质量和生产效率。
三、检验内容
1. 外观检验:检查电子元器件和PCB表面的外观是否正常,包括焊接是否完整、元器件是否倾斜或损坏等。
2. 尺寸检验:测量电子元器件和PCB的尺寸,确保其符合设计要求。
3. 焊接质量检验:检查焊接点的质量,包括焊接是否牢固、焊盘是否完整、焊接是否出现虚焊等。
4. 电气性能检验:通过测试电路的电气性能,确保电子元器件和PCB的功能正常。
5. 环境适应性检验:将电子元器件和PCB置于不同的环境条件下,测试其在高温、低温、湿度等环境下的可靠性。
四、检验方法 1. 外观检验:使用显微镜或放大镜仔细检查电子元器件和PCB表面的外观。记录任何异常情况,并及时纠正。
2. 尺寸检验:使用测量工具(如卡尺、游标卡尺等)测量电子元器件和PCB的尺寸。与设计要求进行比较,确保尺寸符合要求。
3. 焊接质量检验:使用显微镜或放大镜检查焊接点的质量。检查焊盘是否完整、焊接是否牢固、是否出现虚焊等情况。使用万用表测试焊接点的电阻,确保焊接质量良好。
4. 电气性能检验:使用测试仪器(如万用表、示波器等)测试电路的电气性能。检查电子元器件和PCB的功能是否正常,是否符合设计要求。
5. 环境适应性检验:将电子元器件和PCB置于不同的环境条件下,如高温箱、低温箱、湿热箱等。测试其在不同环境下的可靠性和性能。
五、检验记录和报告
在进行SMT检验过程中,应及时记录检验结果和异常情况。对于不合格的产品,应进行详细的分析和记录,并采取相应的纠正措施。检验报告应包括检验日期、检验人员、检验内容、检验结果等信息,并保存在可靠的数据库中。

SMT贴装外观检验接收标准
根据:MIL-STD-105E
允许:AQL值CR=0MA=0.4 MI=1.5
序
号 检验
项目 图示 缺陷描述 检测方法及工具 缺陷级别
CR MA MI
13 错件
零件规格或非指定供应商所供应物料 对图纸或样板 √
14 缺件
应贴装之零件位而未贴 对图纸或样板 √
15 多件
不应贴装之零件位而贴上零件 对图纸或样板 √
16 反向
有极性方向的元件方向贴错 对图纸或样板 √
17 标示不清
元件字印不良无法辨认其规格和反向 目视 √ √
18 零件损伤
零件损伤会影响电气性能或装配
万用表目视 √
零件损伤只影响外观 √
19 偏位 错位片状阻容器件超过器件焊盘的1/3
卡尺 √
PLCC.S√JIC器件超过器件脚宽的1/2 √
QPF器件超过器件脚的1/4,钽电容吃锡量两端金属区吃锡高度不可低于1MM √
20 幕碑 零件一头高翘 目视 √
21 零件旋转
贴片元件(如电阻)旋转180o或90o(反向或侧立) 目视 √
22 多锡 零件吃锡超过零件顶端加上零件厚度一半的高度 目视 √
深圳市超思维通讯电子厂
质量体系技术文件 文件编号 CSW-QD-004
版本号:A.1 2页码:1 1000
主题 检验标准书 生效日期 2006年4月1日
SMT贴装检验接收标准
根据:MIL-STD-105E
允许:AQL值CR=0MA=0.4 MI=1.5
序
号 检验
项目 图示 缺陷描述 检测方法及工具 缺陷级别
CR MA MI
1 少锡 零件吃锡少于零件1/3厚度的高度
卡尺 √
PLCC.QFP.S√J等吃锡少于脚厚的一半 √
2 锡尖 作业不慎造成锡尖其高度不可超过1/2脚宽 卡尺 √
无零件位锡尖与邻近PAD或零件最小距离小于0.38MM √
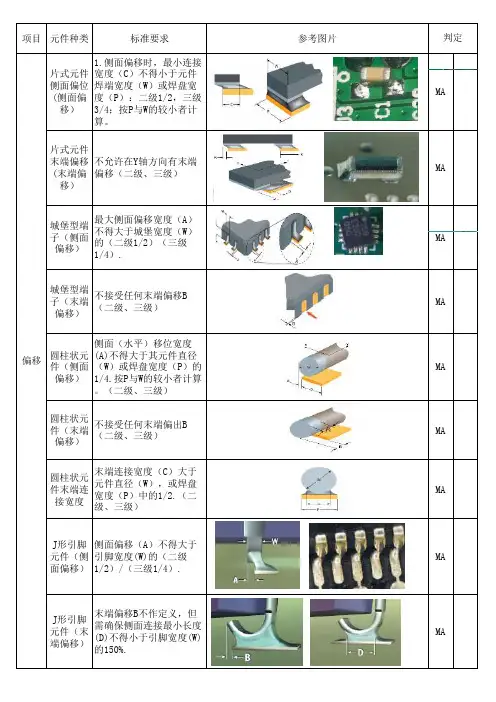
项目元件种类标准要求参考图片片式元件
侧面偏位
(侧面偏移)1.侧面偏移时,最小连接宽度(C)不得小于元件焊端宽度(W)或焊盘宽度(P):二级1/2,三级3/4;按P与W的较小者计算。MA片式元件末端偏移(末端偏
移)不允许在Y轴方向有末端
偏移(二级、三级)MA
城堡型端
子(侧面
偏移)最大侧面偏移宽度(A)
不得大于城堡宽度(W)
的(二级1/2)(三级
1/4).MA
城堡型端
子(末端
偏移)不接受任何末端偏移B
(二级、三级)MA
圆柱状元
件(侧面
偏移)侧面(水平)移位宽度
(A)不得大于其元件直径
(W)或焊盘宽度(P)的
1/4.按P与W的较小者计算
。(二级、三级)MA
圆柱状元
件(末端
偏移)不接受任何末端偏出B
(二级、三级)MA
圆柱状元
件末端连
接宽度末端连接宽度(C)大于
元件直径(W),或焊盘
宽度(P)中的1/2.(二
级、三级)MA
J形引脚
元件(侧
面偏移)侧面偏移(A)不得大于
引脚宽度(W)的(二级
1/2)/(三级1/4).MA
J形引脚
元件(末
端偏移)末端偏移B不作定义,但
需确保侧面连接最小长度
(D)不得小于引脚宽度(W)
的150%.MA判定
偏移项目元件种类标准要求参考图片鸥翼型引线元件(侧面偏
移最大侧面偏移(A)不得
大于引脚宽(W)的(二级
1/2或0.5mm,取较小者)
/(三级1/4或0.5mm,取
较小者)MA
鸥翼型引
线元件
(末端偏
移1、脚长L小于3倍引线宽
度W不允许出现偏出B;
2、偏出违反最小电气间
隙MA
表面贴装
面阵列焊料球偏出,违反最小电
气间隙MA
底部有散
热面端子
元器件二级/三级:1、散热面端
子的侧面偏出不大于端子
宽度的25%;
2、散热面端子的末端偏
出焊盘;
3散热面末端端子的连接
宽度与焊盘接触区域的润
湿小于100%;
4、散热面偏出违反最小
电气间隙MA
反贴/
反白元件翻贴片式元器件的电气要素面
朝下.(即:丝印面向
下)片式电阻常见。一级
可接受,二三级制程警示MI
立碑片式元件不允许焊接元件有斜立或
直立现象
(元件一端脱离焊盘焊锡

SMT检验作业指导书
一、引言
SMT(表面贴装技术)是现代电子制造中常用的一种组装技术。为了确保SMT组装的质量和可靠性,需要进行检验作业。本作业指导书旨在提供详细的指导,确保SMT检验作业能够准确、高效地进行。
二、检验设备准备
1. 检验设备清单:列出所有需要使用的检验设备,如显微镜、测试仪器、测量工具等。
2. 设备校准:确保所有检验设备在使用前进行校准,以保证测量结果的准确性和一致性。
三、检验项目及方法
1. 外观检验
a. 检查元件的安装位置和方向是否正确。
b. 检查元件表面是否有划痕、变形、氧化等缺陷。
c. 检查焊接是否完整、均匀,是否有焊接不良现象,如焊接剩渣、焊接短路等。
d. 使用显微镜进行细微检查,确保元件的外观质量。
2. 尺寸测量
a. 使用测量工具(如卡尺、游标卡尺等)对元件的尺寸进行测量,如长度、宽度、高度等。
b. 比对测量结果和设计要求,判断尺寸是否符合要求。 3. 电气性能测试
a. 使用测试仪器对电路板进行电气性能测试,如电阻、电容、电感等。
b. 比对测试结果和设计要求,判断电气性能是否符合要求。
4. 焊接质量检验
a. 使用显微镜对焊点进行检查,确保焊接质量良好。
b. 检查焊点是否有冷焊、虚焊、焊接裂纹等缺陷。
5. 包装检验
a. 检查包装是否完好,防止元件在运输过程中受损。
b. 检查包装标识是否正确,确保元件的追溯性。
四、检验记录与报告
1. 检验记录:在检验过程中,及时记录检验结果、异常情况和处理措施。
2. 检验报告:根据检验记录,编制检验报告,详细描述检验项目、结果和结论。
五、质量管理与改进
1. 异常处理:对于发现的异常情况,及时采取相应的处理措施,如返工、报废等。
2. 持续改进:根据检验结果和反馈,分析问题的根本原因,采取措施改进工艺和质量管理。
六、安全注意事项