降低电解槽阳极限位器故障次数
- 格式:ppt
- 大小:6.07 MB
- 文档页数:53

电解槽检修操作程序1.电解槽电流降为零后,打开电解槽阳极汇集管补气阀、氯气总管补气阀,打开所有单元槽的氯气取样阀,对阳极进行置换至少两小时,阴极碱循环流量19.5m3/h,阳极超精盐水流量6.5m3/h,手动调整进入阳极的纯水流量3m3/h,两小时后确定电解槽阳极液中无游离氯时,方可对电解槽进行阴阳极液贮存,贮存方式有阳极液贮存和阴极液贮存,单槽极化电压调整为1.6——1.8V。
电解槽降温一般采取自然降温,阴极液贮存方式电解槽温度降至40℃以下,大约需24小时。
阳极液贮存:阴极保持循环流量19.5m3/h,阴极充氮气保持压力450——500mmH2O,阳极液静止在电解槽内,每间隔两小时阳极补一次纯水,待阳极出口有液体流出停止补水,注意阳极进口阀要关死。
阴极液贮存:阳极侧超精盐水调至4.7m3/h,纯水2.3m3/h,阴极液静止在电解槽内,阴极充氮气保持压力450——500mmH2O。
2.为修槽做准备工作2.1泡膜用纯水稀释成2%碱液浸泡离子膜,碱液温度控制在30——35℃,从试漏记录上数清需换离子膜的张数,浸泡新膜时检查离子膜的整体情况,记录下膜的编号,离子膜的阳极面朝上水平放置,不能起皱打折。
所需工具:加热设备、碱液循环槽、盛膜槽、放盛膜槽的木盒、塑料布、耐酸碱手套、剪刀等。
2.2需更换极板时,提前对备用极板粘垫片所需工具:已处理好的阳极垫片和阴极垫片、划线标尺、记号笔、双面胶带、剪刀、按滚、粘阳极用的胶,毛刷、白布、操作平台、极板支撑板等2.3组装吊装工具(油丝绳、卡环、吊装横梁等)2.4检查行吊的灵活性和安全性2.5检查并整理工具箱内的电解槽专用工具及有关使用物品2.6组织修槽人员15——16人,集体学习安全注意事项,做好人员分工。
3.值长通知DCS及电器人员切断极化电源,组织电器人员拆掉电解槽两端的电缆线。
4.电解槽停循环排液阴极持续通氮气,压力维持500mmH2O,先打开阳极排放阀,2——3分钟后,再打开阴极排放阀。


提高阳极质量减少过量消耗的途径与措施阳极质量的提高和过量消耗的减少是铝电解工艺中的重要问题之一、提高阳极质量和减少过量消耗可以通过以下途径和措施实现:1.选用合适的阳极材料:阳极是铝电解槽中重要的耗材,不同的阳极材料其耗损率和导电性能有所不同。
选用耐蚀性好、导电性能优良的阳极材料可以提高阳极的使用寿命,并减少过量消耗。
2.控制铝电解槽中的温度:温度是影响阳极质量的重要因素之一、过高的温度会导致阳极加热、软化甚至氧化,从而加剧过量消耗。
因此,控制铝电解槽的温度在适当的范围内,可以减少过量消耗。
3.控制电解液中杂质含量:铝电解槽中的电解液中存在一定的杂质,如氯化物、硫酸盐等,这些杂质会加速阳极的腐蚀和过量消耗。
因此,对电解液进行净化处理,降低杂质含量,可以有效减少阳极的消耗。
4.优化电解液中的成分:电解液中的成分对阳极质量和过量消耗有着重要的影响。
优化电解液中的成分,可以选择适当的铝离子浓度、碱性等,减少阳极的消耗。
5.加强阳极保护措施:在铝电解工艺中,对阳极进行合理的保护措施,可以减少阳极的腐蚀和过量消耗。
例如,可以采用阳极涂层、阳极覆盖等方式,延长阳极的使用寿命。
6.优化电流分布:电流分布不均匀是导致阳极局部过量消耗的重要原因之一、通过优化电解槽的结构,改善电流分布,可以均匀地分配电流到每个阳极上,减少局部过量消耗。
7.精确控制电解过程:借助先进的自动化控制系统,对铝电解过程进行精确控制,可以减少操作误差,提高电解过程的稳定性,从而减少过量消耗。
8.加强监测与维护:定期对铝电解槽进行检查,提前发现可能影响阳极质量和过量消耗的问题,并及时进行维护和修复,可以保证阳极的正常工作,延长使用寿命。
综上所述,提高阳极质量和减少过量消耗需要综合考虑材料、温度、电解液成分、电流分布等多个因素,并通过优化工艺控制、加强保护措施和监测维护等手段进行实施。
只有全面考虑和采取相应的措施,才能有效地提高阳极质量,减少过量消耗。

青海铝业350KA铝电解槽节能生产实践.[摘要] 本文结合我们公司240KA铝电解槽生产实践,深挖潜力,从降低阳极效应系数、降低槽工作电压和提高操作质量等工艺技术条件入手,达到了节能降耗生产的目的。
[关键词] 阳极效应系数;槽工作电压;操作质量;节能降耗青海桥头铝电有限公司现有三个电解系列,年产能为35万吨。
目前一、二系列(一期电解铝、二期电解铝)采用了国内成熟的240KA四端进电的中大型预焙电解槽。
投产近4年来,通过我们的不断的摸索、总结,将电流表效率提高到目前的93.5%,吨铝直流电单耗13300KWh左右[4]。
在实际生产过程中,通过我们把阳极效应系数降低到0.1次/槽·日,槽电压设定为4.15V左右,Al2O3浓度控制在1.5%~3.5%范围,加强操作质量方面的管理等工艺技术条件,实现节能降耗生产的目标。
1.转变思想观念,低效应系数、低槽工作电压生产的可行性认识在现代铝工业电解槽上,只有不足50%的能量被用于生产过程。
对于240KA电解槽,通过我们的努力,现在能量利用率也仅仅在46%~49%之间。
所以要树立长期节能降耗的意识,优化各项技术条件,大胆创新,通过实践把节能工作长期抓好、干好。
2.低效应系数生产实践生产中,我们有这样的认识:利用阳极效应可以规整炉膛,清亮电解质,但阳极效应期间槽内收入的能量是平常的数倍,同时电解过程基本停止进行。
其危害可以归纳为五点,见表1。
表1 阳极效应对电解过程的五点危害序号内容1 消耗能量(240KA电解槽,效应均压为25V,则每分钟耗电100KWh)2 电解过程基本停止,电流效率降低3 破坏炉膛内型4 氟盐挥发损失增加5 阳极消耗增加(氧化燃烧)所以,在我们平常的电解槽生产管理工作中,发须严格控制突发效应的发生,没有必要发生的阳极效应坚决不能出现,使阳极效应的可控率尽量高。
2.1 阳极效应控制率低下的原因及采取的相应措施通过我们的实践,发现阳极效应可控率低下的原因大致可分为两个方面,针对这两个方面我们做了积极的工作,收效良好。
200KA电解槽降负荷期间综合管理措施作者:董鹏任联生费征王云强宋明栋来源:《中国新技术新产品》2012年第08期摘要:铝电解行业是我国重点耗能行业,受制于电力供应缺口,为保障民生用电,铝电解行业周期性降负荷特征明显,本文讨论了在降负荷期间通过运用综合管理手段,力争将电解槽受到的干扰因素降至最低,并实现良好的经济指标。
关键词:200KA电解槽;降负荷;综合管理中图分类号:TF82 文献标识码:A稳定的电力供应是电解铝正常生产的基本条件之一,此条件一旦遭到破坏,对电解铝企业是致命的。
但随着我国经济的长足发展,电力供应紧张局面日趋显现,限电降负荷正演变成电解铝企业的“常规工作”。
限电前期我公司200kA系列电解槽电流已强化至211kA。
受电力紧张影响,2010年底我公司开始限电降负荷。
电流强度降幅最大时降至175kA,最大降幅达到17%,并持续一个多月,给生产系统的正常运行带来不利影响。
此次限电具有时间长、幅度大、周期性强的特点。
公司通过采取各项措施,在各单位的通力合作下,将限电损失对正常生产带来的不利因素降至最低。
本文就限电降负荷期间如何最大限度降低电解铝企业的损失进行探讨,以期对同行有所帮助。
1 准备阶段1.1协调沟通外部供电环境接到限电通知后及时组织专人专职与外围供电部门保持实时沟通,落实限电起始时间及限电幅度,同时了解负荷变化情况,以便根据实际状况及时采取相应措施,确保各项准备工作有序开展。
1.2负荷分配根据限电情况了解负荷供应规律,根据负荷变化的周期性,合理安排附属车间的作业时间,错峰作业,以确保电解车间的供电稳定。
1.3工艺技术条件的调整1.3.1、为减少限电期间电解槽的热损失,在接到限电通知至限电开始,组织对极下铝水进行撤铝作业,撤铝量最小应为单槽一日产量。
铝水平过高槽散热增大,槽温不易保持,且铝水平高易在电流低时进一步促进槽底形成沉淀结壳,甚至导致电解质水平不足,所以在限电初期,铝水平就要及时降低。
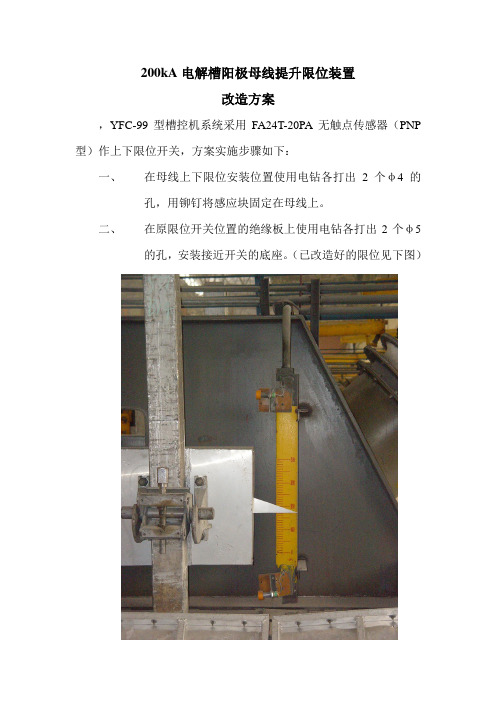
200kA电解槽阳极母线提升限位装置
改造方案
,YFC-99型槽控机系统采用FA24T-20PA无触点传感器(PNP 型)作上下限位开关,方案实施步骤如下:
一、在母线上下限位安装位置使用电钻各打出2个φ4的
孔,用铆钉将感应块固定在母线上。
二、在原限位开关位置的绝缘板上使用电钻各打出2个φ5
的孔,安装接近开关的底座。
(已改造好的限位见下图)
三、在电解槽限位开关处安装分线盒作为限位开关导线的
分离结合地点。
四、对动作板进行线路调试。
使用FA24T-20PA无触点传感
器后(见图操作板原理图)。
动作板因外接负载,检测
12V电源输出是否正常,检测动作板是否安全可靠的工
作。
图操作板限位部分原理图
五、安装接近开关,并进行槽控机外部接线。
采用接近开关
的两根导线,一对分别与槽控机端子排18相连作为限
位开关的电源,另一对分别接端子排15(上限)、17(下
限)作为接近开关的信号线。
六、安装完成后,检测FA24T-20PA无触点传感器工作是否
正常;它的电源取自动作板,FA24T-20PA传感器负载
较原先的大,检测对逻辑箱其它电路板的工作有无影
响。
七、槽控机调试。
测槽控箱通讯、阳极升降、打壳下料等其
它功能有无影响,工作是否正常;上下限位工作是否正
常。
八、按照每台电解槽的提升机构,利用抬母线时刻,划出上、
下限位开关的具体位置,再进行调整,以达到保护提升
机构的目的。
九、使用一个感应块的(我们后改的,由于经常出下限位故
障)见下图。
策划葡萄酒评会策划书3篇篇一《葡萄酒评会策划书》一、活动主题品味佳酿,畅享葡萄酒之韵二、活动目的1. 提供一个平台,让葡萄酒爱好者们能够共同品鉴各类优质葡萄酒,增进对葡萄酒的了解和欣赏。
2. 展示不同品牌、不同产区的葡萄酒特色,促进葡萄酒文化的传播与交流。
3. 提升品牌知名度和影响力,吸引更多潜在消费者关注葡萄酒领域。
三、活动时间[具体活动时间]四、活动地点[详细活动地点]五、参与人员1. 葡萄酒专业人士(如品酒师、葡萄酒经销商等)2. 葡萄酒爱好者3. 相关媒体人士六、活动流程1. 签到入场([签到时间])参与者在活动入口处签到,领取活动资料和品鉴杯。
引导参与者就座,介绍活动流程和注意事项。
2. 开场致辞([开场时间])主持人介绍活动背景、目的和嘉宾。
邀请相关领导或嘉宾发表致辞,强调葡萄酒文化的重要性。
3. 葡萄酒知识讲座([讲座时间])邀请专业品酒师进行葡萄酒知识讲座,包括葡萄酒的分类、酿造工艺、品鉴方法等。
解答参与者的疑问,提升大家对葡萄酒的认知水平。
4. 葡萄酒品鉴环节([品鉴时间])准备多种不同品牌、不同产区的葡萄酒进行品鉴。
按照一定的顺序,由品酒师引导参与者依次品尝,并讲解每款酒的特点、风味和搭配建议。
参与者可以在品鉴过程中记录自己的感受和评价。
5. 互动交流([交流时间])设立互动交流区,参与者可以自由交流对葡萄酒的品鉴心得、喜好和疑问。
邀请葡萄酒专业人士进行现场解答和指导。
6. 抽奖环节([抽奖时间])在活动过程中设置抽奖环节,奖品为葡萄酒相关礼品或优惠券。
增加活动的趣味性和参与度。
7. 闭幕致辞([闭幕时间])邀请嘉宾发表闭幕致辞,宣布活动圆满结束。
七、活动宣传1. 社交媒体宣传:利用公众号、微博等社交媒体平台发布活动信息、预告和精彩瞬间,吸引更多人关注。
2. 线下宣传:在葡萄酒专卖店、餐厅、酒吧等场所张贴活动海报,发放活动传单。
3. 邀请嘉宾:邀请葡萄酒专业人士、媒体人士、葡萄酒爱好者等作为嘉宾,扩大活动影响力。
180kA铝电解槽降低阳极效应系数的策略及经验摘要本文结合生产实际,分析了在180KA槽上降低效应系数的可行性,总结了降低效应系数的策略和经验,得出利用降低效应系数可以较大幅度降低直流电单耗的结论。
关键词180KA;铝电解槽;降低;阳极效应系数0引言电解铝行业属于高能耗产业,能源利用率低于48%。
在能源严重缺乏的今天,节能降耗已成为铝工业发展的新方向。
效应均摊电压对电耗的影响为30mv~150mv,在其它降耗潜力都已挖掘的情况下,通过降低效应系数来降低直流电耗仍然有较大的节能空间。
1降低阳极效应系数的可行性分析1.1阳极效应发生的机理阳极效应是熔盐电解所固有的一种特征现象。
阳极效应可以看作是一种“阻塞效应”,在很大程度上阻碍阳极与熔体间的电流传递。
对阳极效应发生的机理及其反应过程,可谓众说纷纭,有湿润性改变学说,阳极过程改变学说,氟离子放电理论,静电理论等。
但每种理论都说明铝电解槽阳极效应发生的本质是阳极表面供给不足。
造成阳极表面供给不足的主要原因有3方面:一是氧化铝供给不足(下料量偏低);二是电解质溶解溶解氧化铝能力偏差;三是电解质传质能力不足(电解质发粘)。
因此,从理论上来讲,只要我们保持阳极表面有充分的,就可以控制阳极效应的发生。
实际生产中,许多效应的发生,有明确的原因就是氧化铝供给不足或电解质溶解氧化铝能力偏差引起的。
1.2阳极效应对生产的益处及降低效应系数后对生产的负面影响1.2.1阳极效应的发生对生产有以下好处1)清理阳极底掌,活化阳极表面,保证阳极正常工作;2)促使炭渣分离,保持电解质清凉,保证氧化铝正常溶解;3)通过效应等待期间减量下料或停止下料的方式,消化过多的氧化铝原料,定期检验纠正氧化铝浓度,对槽况分析进行一次“清零”,便于槽控机利用浓度电阻控制原理,尽可能把Al2O3浓度保持在理想范围;4)加速电解槽沉淀的溶解,防止炉底结壳,保证电解槽正常运行。
1.2.2降低效应系数后可能对生产造成的负面影1)由于阳极质量不太好,减少效应发生的机率后,减弱了对阳极底掌定期清洁清理的作用,出现阳极底掌消耗不均,甚至阳极长包现象。