螺纹底孔对照表
- 格式:xls
- 大小:15.50 KB
- 文档页数:1
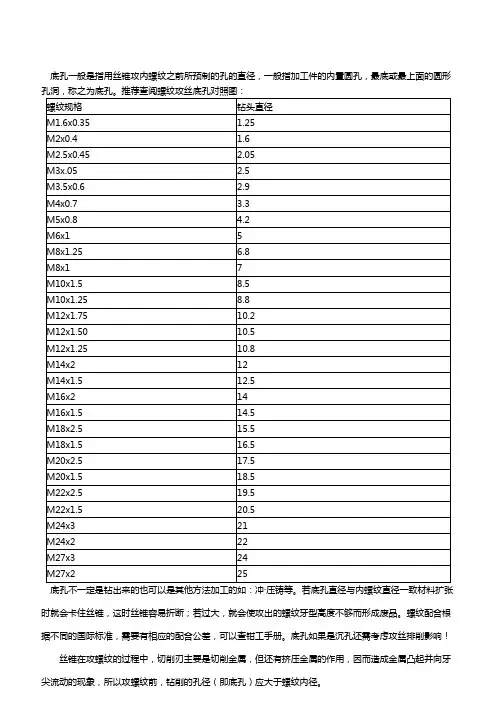
底孔一般是指用丝锥攻内螺纹之前所预制的孔的直径,一般指加工件的内置圆孔,最底或最上面的圆形孔洞,称之为底孔。
推荐查阅螺纹攻丝底孔对照图:时就会卡住丝锥,这时丝锥容易折断;若过大,就会使攻出的螺纹牙型高度不够而形成废品。
螺纹配合根据不同的国际标准,需要有相应的配合公差,可以查钳工手册。
底孔如果是沉孔还需考虑攻丝排削影响!丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距攻丝,指的是用一定的扭矩将丝锥旋入要钻的底孔中加工出内螺纹。
“刚性攻丝”又称“同步进给攻丝”。
在攻丝中选择适合的润滑剂很重要。
工件上螺纹底孔的孔口要倒角,通孔螺纹两端都倒角。
(2)工件夹位置要正确,尽量使螺纹孔中心线置于水平或竖直位置,使攻丝容易判断丝锥轴 [1]攻丝示意图线是否垂直于工件的平面。
在攻丝开始时,要尽量把丝锥放正,然后对丝锥加压力并转动绞手,当切入1-2圈时,仔细检查和校正丝锥的位置。
一般切入3-4圈螺纹时,丝锥位置应正确无误。
以后,只须转动绞手,而不应再对丝锥加压力,否则螺纹牙形将被损坏。
攻丝时,每扳转绞手1/2-1圈,就应倒转约1/2圈,使切屑碎断后容易排出,并可减少切削刃因粘屑而使丝锥轧住现象。
遇到攻不通的螺孔时,要经常退出丝锥,排除孔中的切屑。
攻塑性材料的螺孔时,要加润滑冷却液。
对于钢料,一般用机油或浓度较大的乳化液,要求较高的可用菜油或二硫化钼等。
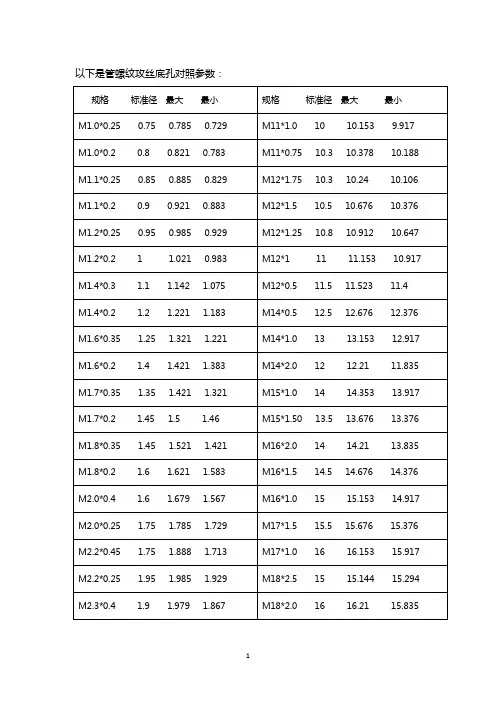
以下是管螺纹攻丝底孔对照参数:管螺纹是位于管壁上用于连接的螺纹,有55度非密封管螺纹和55度密封管螺纹。
主要用来进行管道的连接,使其内外螺纹的配合紧密,有直管和锥管两种。
常见的管螺纹主要包括以下几种:NPT、PT、G等。
(1)NPT是National(American)Pipe Thread的缩写,属于美国标准的60度锥管螺纹,用于北美地区,国标查阅GB/T12716-1991。
(2)PT(BSPT)是Pipe Thread 的缩写,是55度密封圆锥管螺纹,属于惠氏螺纹家族,多用于欧洲及英联邦国家,常用于水及煤气管行业,锥度1:16,国标查阅GB/T7306-2000。
国内叫法为ZG.。
(3)G是55度非密封管螺纹,属惠氏螺纹家族。
标记为G代表圆柱螺纹。
国标查阅GB/T7307-2001。
公制螺纹与英制螺纹公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示;公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹为等腰60度牙型;公制螺纹用公制单位(如mm),美英制螺纹用英制单位(如英寸);另外还有:ISO—公制螺纹标准60度;UN—统一螺纹标准60度;API—美国石油管螺纹标准60度;W—英国惠氏螺纹标准55度。
“行内人”通常用“分”来称呼螺纹尺寸,一英寸等于8分,1/4英寸就是2分,以此类推。
另外螺纹中的1/4、1/2、1/8 标记是指螺纹尺寸的直径,单位是英寸.行内人通常用分来称呼螺纹尺寸,一英寸等于8分,1/4 英寸就是2分,如此类推.G 就是管螺纹的统称(Guan),55,60度的划分属于功能性的,俗称管圆。
即螺纹由一圆柱面加工而成。
ZG俗称管锥,即螺纹由一圆锥面加工而成,一般的水管接头都是这样的,国标标注为Rc公制螺纹用螺距来表示,美制螺纹60度。
公制螺纹用公制单位,美英制螺纹用英制单位。
管螺纹主要用来进行管道的连接,其内外螺纹的配合紧密,有直管与锥管两种。
公称直径是指所连接的管道直径,显然螺纹直径比公称直径大。
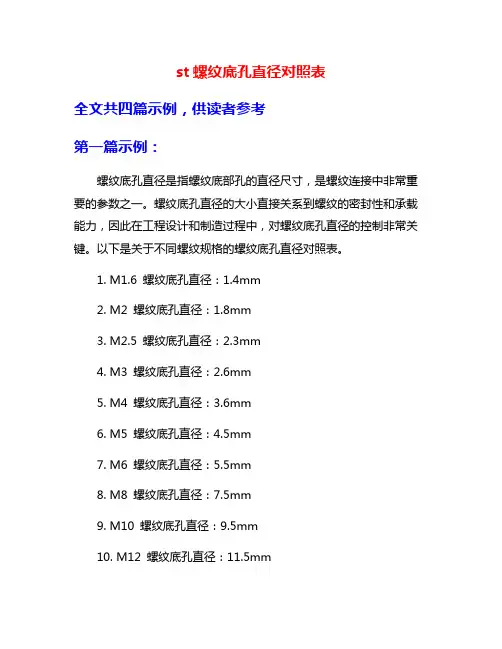
st螺纹底孔直径对照表全文共四篇示例,供读者参考第一篇示例:螺纹底孔直径是指螺纹底部孔的直径尺寸,是螺纹连接中非常重要的参数之一。
螺纹底孔直径的大小直接关系到螺纹的密封性和承载能力,因此在工程设计和制造过程中,对螺纹底孔直径的控制非常关键。
以下是关于不同螺纹规格的螺纹底孔直径对照表。
1. M1.6 螺纹底孔直径:1.4mm2. M2 螺纹底孔直径:1.8mm3. M2.5 螺纹底孔直径:2.3mm4. M3 螺纹底孔直径:2.6mm5. M4 螺纹底孔直径:3.6mm6. M5 螺纹底孔直径:4.5mm7. M6 螺纹底孔直径:5.5mm8. M8 螺纹底孔直径:7.5mm9. M10 螺纹底孔直径:9.5mm10. M12 螺纹底孔直径:11.5mm螺纹底孔直径的选择需要根据具体的螺纹规格和使用要求来确定。
一般来说,螺纹底孔直径应比螺纹的最大直径略小,以确保螺纹的密封性和承载能力。
螺纹底孔直径也需要考虑螺纹的强度和对材料的影响,从而选择适合的尺寸。
在螺纹连接的设计和制造过程中,我们还需要注意螺纹底孔的加工工艺和质量控制。
加工螺纹底孔时需要使用合适的刀具和加工工艺,确保螺纹底孔的形状和尺寸符合要求。
对螺纹底孔进行质量检验也非常重要,可以通过测量仪器来检验螺纹底孔的直径和圆度,以确保螺纹连接的安全性和可靠性。
第二篇示例:螺纹底孔在工业制造中起着非常重要的作用,它们被广泛应用于机械连接和紧固件,为工件提供了连接和固定的功能。
螺纹底孔的尺寸对于紧固件和连接件的选择具有至关重要的影响,而螺纹底孔的直径尤为重要。
螺纹底孔的直径对照表是工程师和设计师在选择螺纹底孔直径时的重要参考依据。
因为螺纹底孔的直径不同,相应的螺纹和螺纹直径也会不同,这直接关系到螺纹连接的安全性和可靠性。
在工程设计和制造中,螺纹底孔的直径通常是根据工件材料的硬度、强度以及使用环境等因素来确定的。
下面是一份常见的螺纹底孔直径对照表:| 螺纹尺寸| 底孔直径(mm)|| ------------- | -------------- || M1 | 0.75 || M1.2 | 0.9 || M1.4 | 1.05 || M1.6 | 1.2 || M1.8 | 1.35 || M2 | 1.5 || M2.5 | 1.85 || M3 | 2.2 || M3.5 | 2.55 || M4 | 3 || M5 | 3.75 || M6 | 4.5 || M8 | 6 || M10 | 7.5 |上表所示为常见的螺纹尺寸以及对应的底孔直径,这些数据可以作为工程师和设计师在设计和选择螺纹连接时的参考。
最全面的螺纹加工底孔径对照表本文件包含内容公制粗螺纹2级牙底孔径对照表公制细螺纹2级牙底孔径对照表美制粗螺纹2级牙底孔径对照表美制细螺纹2级牙底孔径对照表公制迫牙丝攻钻孔径对照表美制迫牙丝攻钻孔径对照表美制特细螺纹2级牙底孔径对照表英制电器螺纹底孔径对照表英制管螺纹(PS)底孔径对照表英制管螺纹(PT)底孔径对照表美制管螺纹(NPT、NPS)底孔径对照表英制螺纹(UNEF)底孔径对照表公制螺纹(滚造径)底孔径对照表针车用其所长螺纹(滚造径)底孔径对照表英制圆柱管螺纹(55度)加工一览表英制锥管螺纹(55度)加工一览表布锥管螺纹加工一览表美制UNC、UNF螺纹参数表惠氏BSW、BSF螺纹参数表公制螺纹特殊材质工件加工底孔径对照表非密封管螺纹底孔径对照表英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径日标英制锥度管螺纹底孔径对照表英制平行管螺纹底孔径对照表美制管用螺纹(使用/不使用铰刀)底孔径对照表圆锥管螺纹(新旧国标、日标)底孔径对照表圆柱管螺纹(新旧国标、日标)底孔径对照表布锥管螺纹(新旧国标、日标)底孔径对照表公制粗牙(铜、铁、不锈钢、铝质工件)底孔径对照表公制细牙(铜、铁、不锈钢、铝质工件)底孔径对照表60度圆锥管螺纹(钻/镗孔)底孔径对照表60度圆柱管螺纹(钻/镗孔)底孔径对照表公制细螺纹美制细螺纹全球最大中文电子商务平台阿里巴巴6年诚信通会员单位江都市华宇刃具厂竭诚为您服务,企业官网链接:。
G 英制圆柱管螺纹(55°)加工一览表小径:d1=d-1.2807tZG 英制锥管螺纹(55°)加工一览表小径:d1=d-1.2807t注意:底孔尺寸均为加工螺纹孔时专用尺寸。
深度尺寸均为加工螺纹孔时孔深度尺寸。
(规定为15倍螺距)Z 圆锥管螺纹(布锥管螺纹)(60°)小径:d1=d-1.6t美制螺纹(UNC、UNF)参数表(60°)小径:1注意:in为英寸符号,一英寸等于25.4毫米。
1.5分管螺纹底孔多大
【原创实用版】
目录
1.螺纹底孔直径的计算方法
2.1.5 分管螺纹底孔的尺寸
3.螺纹底孔直径对照表
正文
一、螺纹底孔直径的计算方法
螺纹底孔直径的计算方法通常是根据螺纹的公称直径、螺距和材料性质等因素来确定的。
一般来说,螺纹底孔直径可以通过以下公式计算:底孔直径 = 螺纹大径 - 螺距× 1.128
其中,螺纹大径是指螺纹的最大直径,螺距是指螺纹每圈前进的距离。
在实际应用中,还需要考虑材料的脆性或塑性,以确定适当的螺距值。
二、1.5 分管螺纹底孔的尺寸
1.5 分管螺纹通常指的是公制螺纹,其公称直径为 1.5 米。
根据上述计算公式,可以得到 1.5 分管螺纹底孔的直径:
底孔直径 = 1.5 - 螺距× 1.128
由于这里没有给出螺距值,因此无法具体计算出底孔直径。
需要根据实际应用场景和材料性质来确定螺距值。
三、螺纹底孔直径对照表
在实际操作中,为了方便快速查阅螺纹底孔直径,通常会制作一份螺纹底孔直径对照表。
对照表中列出了各种规格的螺纹底孔直径,以便在实际应用中直接查阅。
根据对照表,可以找到 1.5 分管螺纹底孔的直径。
综上所述,要确定 1.5 分管螺纹底孔的尺寸,需要知道螺距值。
英制螺纹底孔对照表英制螺纹是一种常用的螺纹标准,广泛应用于机械制造、汽车工业和其他相关行业。
在进行英制螺纹底孔加工时,需要参考相应的对照表,以确保螺纹底孔的质量和尺寸准确度。
本文将介绍英制螺纹底孔对照表的相关内容。
一、英制螺纹简介英制螺纹是一种以英寸为单位的螺纹标准,在英国和其他英联邦国家被广泛采用。
它由螺距和牙型两部分组成,牙型采用V字形,常见的有UNC(粗牙)和UNF(细牙)两种。
英制螺纹的标号常用符号TPI(每英寸螺纹数)表示。
二、英制螺纹底孔对照表,即Thread Depth Chart,是一种用来指导英制螺纹底孔加工的参考表格。
它提供了螺纹底孔的标准尺寸和加工深度,确保螺纹的质量和可靠性。
下面是一份简化的英制螺纹底孔对照表,供大家参考:-------------------------------------------------------------------英制螺纹牙型螺距底孔深度(inch)-------------------------------------------------------------------1/4-20 UNC 20 TPI 0.2505/16-18 UNC 18 TPI 0.3123/8-16 UNC 16 TPI 0.3757/16-14 UNC 14 TPI 0.4381/2-13 UNC 13 TPI 0.5005/8-11 UNC 11 TPI 0.6253/4-10 UNC 10 TPI 0.7507/8-9 UNC 9 TPI 0.8751-8 UNC 8 TPI 1.000-------------------------------------------------------------------注:UNC表示粗牙系列,TPI表示每英寸螺纹数,底孔深度以英寸为单位。
三、如何使用使用英制螺纹底孔对照表时,首先需要确定所需螺纹的规格和牙型(UNC或UNF)。
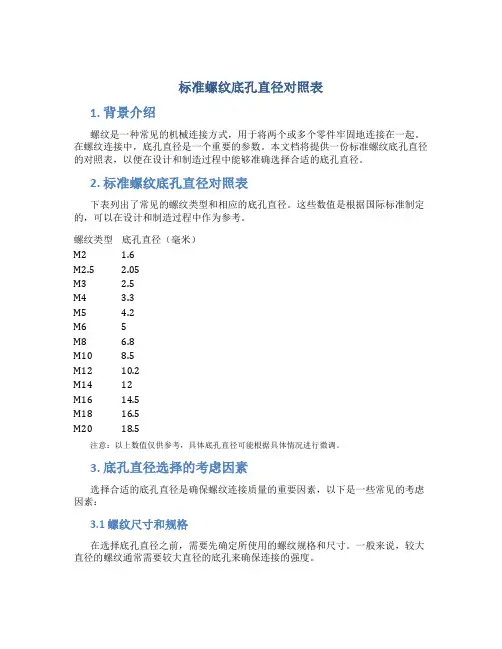
标准螺纹底孔直径对照表1. 背景介绍螺纹是一种常见的机械连接方式,用于将两个或多个零件牢固地连接在一起。
在螺纹连接中,底孔直径是一个重要的参数。
本文档将提供一份标准螺纹底孔直径的对照表,以便在设计和制造过程中能够准确选择合适的底孔直径。
2. 标准螺纹底孔直径对照表下表列出了常见的螺纹类型和相应的底孔直径。
这些数值是根据国际标准制定的,可以在设计和制造过程中作为参考。
螺纹类型底孔直径(毫米)M2 1.6M2.5 2.05M3 2.5M4 3.3M5 4.2M6 5M8 6.8M10 8.5M12 10.2M14 12M16 14.5M18 16.5M20 18.5注意:以上数值仅供参考,具体底孔直径可能根据具体情况进行微调。
3. 底孔直径选择的考虑因素选择合适的底孔直径是确保螺纹连接质量的重要因素,以下是一些常见的考虑因素:3.1 螺纹尺寸和规格在选择底孔直径之前,需要先确定所使用的螺纹规格和尺寸。
一般来说,较大直径的螺纹通常需要较大直径的底孔来确保连接的强度。
3.2 材料的硬度底孔直径的选择还取决于零件的材料硬度。
对于较硬的材料,一般需要更大的底孔直径来容纳螺纹的扭力和压力。
3.3 连接要求和应力分布底孔直径的选择还应考虑连接所需的要求和应力分布。
在某些情况下,需要更大的底孔直径来分散扭力和压力,以减少应力集中和松动的风险。
3.4 特殊要求和考虑在特殊情况下,还可能需要考虑其他因素,比如振动、温度变化、环境条件等。
这些因素可能对底孔直径的选择产生影响。
4. 底孔直径的测量方法正确测量和选择底孔直径是确保螺纹连接质量的关键。
以下是一些常用的测量方法:4.1 游标卡尺测量游标卡尺是一种简单而常用的测量工具。
通过在底孔上使用游标卡尺,可以准确测量出底孔的直径。
4.2 针规测量针规是一种可以测量螺纹孔直径的专用测量工具。
将针规插入底孔并旋转,根据与针规尺寸的匹配来确定底孔直径。
4.3 环扳测量环扳是一种用于测量螺纹孔直径的环形测量工具。