注塑报价表
- 格式:xls
- 大小:32.50 KB
- 文档页数:2
方法很简单, 1, 材料费: 按注塑件重量乘以对应的塑料原料的单价,除非有特殊要求,一般不考虑水口的重量, 所谓的特殊要求是指不能添加任何水口料,比如高透明塑胶件及特殊工作条件要求的工程塑胶件. 2,注塑机加工费: 根据地区的不同,一般按照注塑机的锁模力大小(常说的吨位) 或注塑量的大小来确定每单台注塑机的加工费,其中按锁模力来确定加工费的较常见,这是因为锁模力大小确定了注塑机的购买价格及使用注塑机所产生的成本(如耗电量),在深圳地区从80吨"200吨,每个工作班(12小时)的加工费大约是 200元"700元,有些小的工厂可能会偏低一点,有的大的工厂可能会高一点. 3,计算实例: 计算注塑件的价格时,首先自己一定要知道每一啤的加工时间,比如说你的每件产品是一模出两件, 每啤的注塑时间是40秒,材料是ABS, 每件的重量是40克, 使用120吨的注塑机, 而120吨的注塑机每工作班(12小时) 的加工费是350元, ABS原料的价格是: 10000元/吨, 则计算如下: 材料费: 40X0.01=0.4元加工费: 每小时的啤数=60X60/40=90 每小时的加工费=350/12=29.2元则每啤的加工费=29.2/90=0.325元因是一出二件,所以每件的加工费=0.325/2=0.163元, 所以总的价格为: 0.4+0.163=0.563元模具价格的核定,一般按材料的2.5-3倍计算钣金类报价计算方式钣金的制造核价是按操作时间计算的激光切割8RMB/M每个小孔洞按1RMB计算数控计价5RMB/Min数控折弯计价每边1RMB大边加倍冷作焊接计算一天70RMB,每工一天50KG为基准以上计算方式需综合素质高,对行业动态极为了解,即操作困难以下钣金计算是不考虑制造加工工艺的经验计算式:材料价= 展开落料公斤数x 市场材料价加工费计算:不考虑工艺,税收,管理费用及运费基准计算:3200RMB/T的冷轧钢板t = 2.0 1804-m 7级IT7冷作加工费用:8.0~8.4RMB/KG,工人每工制作50KG以上,冷作包括以下:砂轮机切割、老式剪床、老式折弯机、火焰穿孔、老电焊、外包价格为7.2~7.5RMB/KG。
注塑产品成本核算表格是制造企业必须进行的一项重要工作。
其中,材料费、加工费、包装费、管理费和税费是需要考虑的主要成本因素。
材料费是指所使用的塑料原料、油漆和铜花母等材料的费用。
透明产品和不透明产品的计算方法不同,需要分别考虑产品净重、损耗和原料价格。
油漆费的计算方法是根据喷油后产品重量与注塑产品重量的差值、损耗和色漆价格来确定的。
铜花母的价格按照0.10元/个计算。
注塑及其加工费是指注塑机的成型费用、喷油费、丝印费等。
成型费标准根据注塑机型号和吨位来确定,喷油费的计算方法根据产品的大小来确定,丝印费的计算方法则根据丝印的行数、颜色和材料费用来确定。
最终注塑件的费用是由材料费、加工费、包装费和运输费等多个因素共同决定的。
其中,材料损耗、调机损耗和报废率都是需要考虑的因素。
加工费的计算方法则需要考虑调机时间、成型时间和注塑机工缴费等因素。
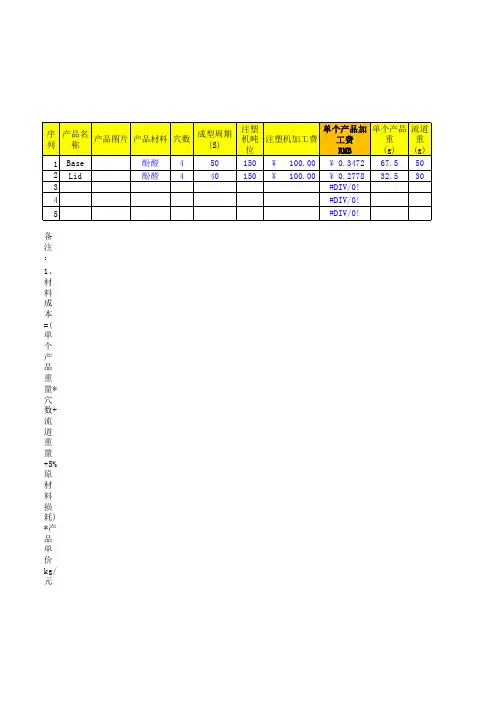
除了以上的计算方法,还有一种按材料区分的注塑价格核算方法。
根据产品材料和产品重量范围来确定加工单价,这种方法能够更加精确地计算注塑件的成本。
总之,注塑产品成本核算表格是制造企业必备的工具之一,能够帮助企业更好地掌握成本情况,制定更加精确的定价策略,提高企业的竞争力。
0元/小时*20小时*60分钟*60秒/30秒=6000个塑料件每啤单价=800元/天÷6000个=0.133元/个每穴单价=0.133元/个÷2穴=0.067元/个3、二次加工费用如何计算?二次加工费用包括喷漆、丝印、电镀等,可向各自的加工工厂咨询价格。
4、包装费用如何计算?根据塑胶件的大小体积,可以得出所需包装的纸箱、包装袋等费用。
5、运输成本如何计算?根据送货地点及一次可以装多少货的货柜车费用来除以总的装车数量即可得到每个塑胶件的运输成本。
6、其他费用如何计算?因为以上的成本不包括间接人员及其相关人员的费用,所以还要根据每个厂的不同情况加上一些费用。
7、利润如何计算?以上六项的总和乘以10%-30%的利润,即可得到一个塑胶件的最终成本,利润方面要根据每个工厂的情况与订单大小来订。
塑料加工工程报价单详细计算注塑机模具和原料费用报价单编号:2021-001日期:2021年5月20日客户名称:XXX塑料制品有限公司联系人:XXX联系电话:XXX项目名称:塑料加工工程工程地址:XXX市XXX区XXX路XXX号本报价单将针对以上项目提供详细的注塑机模具和原料费用计算,以便客户了解清楚相关成本。
1. 注塑机模具费用:注塑机模具是塑料加工工程中至关重要的组成部分,其费用计算如下:模具设计费用:1000元模具材料费用:5000元模具制造费用:8000元2. 原料费用:原料是注塑加工过程中所需要的塑料材料,根据具体需求进行计算。
2.1 注塑机注塑加工材料费用:使用塑料注塑机进行加工的材料费用计算如下:ABS塑料:100公斤,单价15元/公斤,总计1500元PP塑料:200公斤,单价10元/公斤,总计2000元PE塑料:150公斤,单价12元/公斤,总计1800元2.2 热流道模具注塑加工材料费用:使用热流道模具进行注塑加工的材料费用计算如下:PA66塑料:100公斤,单价20元/公斤,总计2000元PC塑料:50公斤,单价25元/公斤,总计1250元3. 其他费用:除了注塑机模具和原料费用外,还需考虑到一些其他费用,如运输费用、维修费用等,具体费用如下:运输费用:500元维修费用:500元总费用计算如下:注塑机模具费用总计:1000 + 5000 + 8000 = 14000元注塑机注塑加工材料费用总计:1500 + 2000 + 1800 = 5300元热流道模具注塑加工材料费用总计:2000 + 1250 = 3250元其他费用总计:500 + 500 = 1000元工程总费用:14000 + 5300 + 3250 + 1000 = 23650元备注:请注意,以上费用仅为初步计算结果,实际费用可能会有一定波动。
具体的注塑机模具和原料费用还需要根据客户的具体要求和项目规模进行详细评估和报价。
注塑产品成本核算表格注塑产品成本核算表格本文介绍了塑胶产品成本计算公式和相关费用标准。
一、材料费:1、塑胶原料:A、透明产品:(产品净重+50%水口+5%损耗)×原料价格(VAT/17%)。
B、不透明产品:(产品净重+2%损耗)×原料价格(VAT/17%)。
2、油漆费:(喷油后产品重量-注塑产品重量+15%损耗)×色漆价格(VAT/17%)。
3、铜花母:价格按0.10元/个计算。
二、注塑及其加工费:1、成型费标准:注塑机型/吨位(T)成型费(元/分钟)海天/80T 0.48海天/110T 0.57海天/150T 0.62海天/200T 0.75海天/250T 0.892、喷油费:A、大件产品(如外壳):价格按0.05元/个(含人工费)计算。
B、小件产品(如按键、封盖等):价格按0.05元/排(含人工费)计算。
3、丝印费:A、普通丝印(1-3行字或符号):价格按0.03元/次/颜色(含材料和人工费)计算。
B、大丝印(4行字或符号以上):价格按0.04元/次/颜色(含材料和人工费)计算。
C、镜片丝印:加5%成品损耗。
注塑件费用=材料费+加工费+包装费+运输费说明:1.材料费=【(1+材料损耗)×产品重量×批量+调机损耗材料重量+正常报废率×产品重量×批量】×材料单价/批量。
其中材料损耗一般为3%-5%;调机损耗材料重量和正常报废产品重量一般产品为5000g-g。
2.加工费=(调机时间/批量+成型时间/模具穴数)×注塑机工缴费。
据了解,目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)。
另一种注塑价格核算方法是按材料区分,规定材料价格×产品重量。
如:产品材料产品重量范围加工单价(元/g) ABS ≤2g 0.08PC 2g-5g 0.06PC 5g-10g 0.04PC。
10g 0.03其他材料 0.05注塑件成本核算计算塑胶件成本需要考虑以下几个因素:1.原料成本:可以直接询问原料供应商,计算方法为产品重量乘以3%的损耗再乘以原料价。
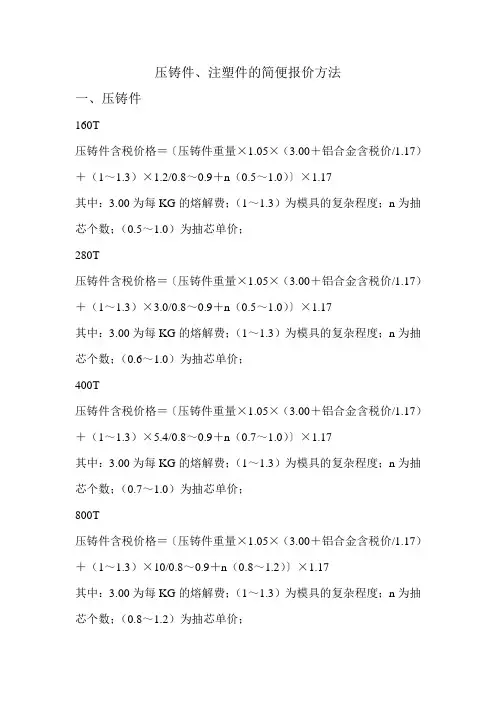
压铸件、注塑件的简便报价方法一、压铸件160T压铸件含税价格=〔压铸件重量×1.05×(3.00+铝合金含税价/1.17)+(1~1.3)×1.2/0.8~0.9+n(0.5~1.0)〕×1.17其中:3.00为每KG的熔解费;(1~1.3)为模具的复杂程度;n为抽芯个数;(0.5~1.0)为抽芯单价;280T压铸件含税价格=〔压铸件重量×1.05×(3.00+铝合金含税价/1.17)+(1~1.3)×3.0/0.8~0.9+n(0.5~1.0)〕×1.17其中:3.00为每KG的熔解费;(1~1.3)为模具的复杂程度;n为抽芯个数;(0.6~1.0)为抽芯单价;400T压铸件含税价格=〔压铸件重量×1.05×(3.00+铝合金含税价/1.17)+(1~1.3)×5.4/0.8~0.9+n(0.7~1.0)〕×1.17其中:3.00为每KG的熔解费;(1~1.3)为模具的复杂程度;n为抽芯个数;(0.7~1.0)为抽芯单价;800T压铸件含税价格=〔压铸件重量×1.05×(3.00+铝合金含税价/1.17)+(1~1.3)×10/0.8~0.9+n(0.8~1.2)〕×1.17其中:3.00为每KG的熔解费;(1~1.3)为模具的复杂程度;n为抽芯个数;(0.8~1.2)为抽芯单价;1600T压铸件含税价格=〔压铸件重量×1.05×(3.00+铝合金含税价/1.17)+(1~1.4)×22/0.8~0.9+n(0.8~1.2)〕×1.17其中:3.00为每KG的熔解费;(1~1.3)为模具的复杂程度;n为抽芯个数;(0.8~1.2)为抽芯单价;二、注塑件注塑件含税价格=〔注塑件单件重量×穴数×1.03×材料含税价/1.17)+(1~1.3)×m/0.8~0.9+热流道的每模的电费〕×1.17。
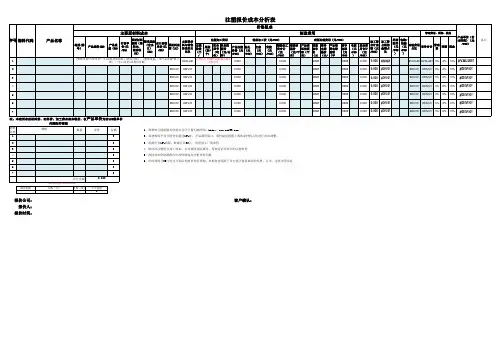
1、原材料行情根据卓创资讯当日行情为准网站:
2、原材料周平均行情变化超过10%时,开启调价窗口,调价幅度根据上表的原材料占比进行对应调整。
3、此报价含13%的税,账期月结90天,送货到工厂的单价
4、附件的注塑机台加工成本,必须按照实际填写,用来论证本表中的注塑单价
5、改性料单价依据附件中改性料成本分析单价为准
6、供应商每月25日发当月实际采购单价给采购,单据内容仅限于双方签字盖章确认的发票、订单、送货单等信息
报价公司:客户确认:报价人:
报价时间:。
塑胶成本核算标准单价(VAT/17%)=材料费+加工费+包装费+管理费+税一、材料费:1、塑胶原料:A、透明产品:(产品净重+50%水口+5%损耗)X原料价格(VAT/17%)。
B、不透明产品:(产品净重+2%损耗)X原料价格(VAT/17%)。
C、副牌料必须提供物性表和权威机构的检测报告。
D、我司可以指定所有原料(包括原料牌号和价格等)。
2、油漆费:(喷油后产品重量-注塑产品重量+15%损耗)X色漆价格(VAT/17%)。
3、铜花母:价格按0.10元/个计算。
二、注塑及其加工费:1、成型费标准:注塑机型/吨位(T) 成型费(元/分钟)海天/80T ¥0.48海天/110T ¥0.57海天/150T ¥0.62海天/200T ¥0.75海天/250T ¥0.892、喷油费:A、大件产品(如外壳):价格按0.05元/个(含人工费)计算。
B、小件产品(如按键、封帽等):价格按0.05元/排(含人工费)计算。
3、丝印费:A、普通丝印(1~3行字或符号):价格按0.03元/次/颜色(含材料和人工费)计算。
B、大丝印(4行字或符号以上):价格按0.04元/次/颜色(含材料和人工费)计算。
C、镜片丝印:加5%成品损耗。
4、超音波:价格按0.12元/次计算,不计损耗。
五金成本核算标准单价={材料费+[加工费*(1+税17%)]}*[1+损耗费(4%)+管销费(5%)+利润(10%)] 一。
材料费的计算:总用料重量*材料价格-(总用料重量-产品净重)*废料回收价格⑴单重的计算:①圆柱形: πr∧2 * 密度* 10∧-6②冲压片板材: 长*宽*厚*密度*10∧-6⑵冲压件留边料尺寸:冲压件厚度(T) 单边留料T≤0.5mm 1.2mm0.5mm<T≤1.5mm 1.5mmT>1.5mm 2.0mm⑶常用材料密度:材料名称密度g/cm3(t/m3)铁7.8钢7.85铝2.7紫铜8.9铅黄铜8.5猛铜8.5⑷常用材料价格:材料名称含税(17%)价格(元/Kg)单光铁¥6.2不锈钢¥18铝¥20紫铜¥76铅黄铜¥51猛铜¥85⑸废料回收价格:材料名称价格(元/Kg)废铁¥2.2不锈钢¥14.6紫铜¥44.0铅黄铜¥33.0二、冲制费:一个产品往往由多个工序构成,每个工序可能用不同吨位的压机,现将不同吨位啤机冲制一次的价格列如下:冲床吨位(T) 冲制费(元/次)16T ¥0.00625T ¥0.00835T ¥0.01045T ¥0.01260T ¥0.01580T ¥0.020110T ¥0.025160T ¥0.030200T ¥0.050200T(双轴) ¥0.060250T(双轴) ¥0.090连续模,以上的吨位的冲制费要少,例如250T(双轴)-- ¥0,050三、机加工费:加工机床种类每小时收费(RMB)传统机床(车,铣,平面磨,内外园磨等) ¥30快走丝线切割¥40CNC加工¥60慢走丝线切割(日立) ¥100冲压件报价方法1.报价时要和领导沟通,先作开发评估:此车型的定位,预估产量,技术面是否可行(含技术要求能否达到、品质能否确保、材料、外包件件是否有货源、设备是用原有的还是新购、目前公司的产能人力负荷是否足够),就决定了这个开发案是要作(报价要有竞争)还是不作(可报价高点)。
注塑件成本核算1、一般耗用取得系数是多少?耗用系数分两种情况:一,可以加水口料,2%-5%二,不可以加水口料,单模水口重量/(单模水口+成品)+2%至5%备注:水口料可否退回加工主,否则水口料要折价,还要参考订单数量2、不同的设备、吨位、穴数、时间不同,公式分别是什么?一,不同吨位价位; 例150吨-800至1000元/天 120吨-600至800/天,具体情况还要看操作工人数(一台机几人做)二,每天(24小时)啤模数; 一般以20至22小时计(可能机,模故障)20(小时)*60(分)*60(秒)/单模周期(秒)=每天啤塑模数每啤单价=每天加工费/每天啤塑模数,每穴单价=每啤单价/穴数第2问可能比较复杂,若是不好具体说的话,那么能否给我个范围,或者给我一个样例,比如用什么设备在什么情况下,加工费用是多少?例,150吨注塑机每天加工费1000元,每模啤塑周期20秒出8穴20(小时)*60(分)*60(秒)/20单模周期(秒)=3600(每天啤塑模数)1000元/3600=0.28元/模 0.28元/8穴=0.035穴3、上哪里可以查到不同的注塑机的费用?一般机器的耗损怎么计算?注塑机耗损一般以8年计例150吨每台13万13万/8年/12个月=0.1354万/月塑胶件的成本与很多因素有关系,但主要与以下几点组成:1。
原料成本------此成本较为好计算,问一原料供应商多少钱1公斤,将产品的重量乘以的3%的损耗再乘以原料价,即可得到原料成本;2. 机台成本--------此点问一下塑胶厂,不同注塑机的每小时的加工费用是多少?假设1台100吨的注塑机每小时的加工费用为60元/小时,那么每分钟的加工费用为1元;此时要计算塑胶件的注塑周期是多少时间,模具的开模穴数是多少?假设你要估价的塑胶件的射出周期为30秒,那么1分钟可以射出60秒除以30等于二,表示1分钟可以射出二模的产品,另外假设模具为一出二穴,那么塑胶件的机台加工费用为1元除以1分钟内的出模数再除以模具的穴数,得到最终的机台加工成本即1元除以2模再除以2穴,最后等到于0.25元/个。