螺钉扭力标准对照表
- 格式:xls
- 大小:25.50 KB
- 文档页数:1
螺栓拧紧力矩对照表
一、引言
在工程实践中,正确拧紧螺栓是至关重要的步骤。
螺栓拧紧力矩对照表是工程
实践中常用的工具,通过该对照表可以确保螺栓在工作状态下具有适当的预加载力,从而确保螺栓连接的安全和可靠性。
二、螺栓拧紧力矩对照表示例
下表为常见螺栓规格及其对应的推荐拧紧力矩示例:
螺栓规格8.8级螺栓(Nm)10.9级螺栓(Nm)12.9级螺栓(Nm)
M6 10 14 17
M8 23 38 50
M10 45 78 110
M12 70 120 170
注意:以上数值仅为示例,实际使用时应根据具体的工程要求和螺栓材质进行调整。
三、螺栓拧紧力矩的重要性
正确的螺栓拧紧力矩对于工程结构的安全和可靠性至关重要。
如果拧紧力过大,容易导致螺栓断裂;而拧紧力过小,则可能造成连接不紧密,影响工程结构的使用寿命。
因此,根据螺栓规格和工程要求选择适当的拧紧力矩是十分重要的。
四、螺栓拧紧力矩的选择方法
1.参考标准:根据相关标准和规范中对于螺栓拧紧力矩的要求进行选
择。
2.专业建议:在不确定的情况下,可以咨询专业工程师或技术人员的
建议。
3.试验验证:在实际使用中,可以通过试验验证不同拧紧力矩下螺栓
连接的效果,选取最适合的拧紧力矩。
五、结论
螺栓拧紧力矩对照表是工程实践中必不可少的工具,正确选择和应用拧紧力矩
可以确保工程结构的安全可靠性。
在实际应用中,需要根据具体情况不断调整优化,以满足工程结构的要求。
螺丝、螺栓扭力对照表(非常全面),收藏备用众所周知,制造行业的装配过程离不开螺丝连接,有螺丝连接的地方就涉及到连接方式、螺丝拧紧控制方法、拧紧扭矩大小和位置的控制等问题,我们的电子制造行业的装配也不例外,大部分的装配都离不开螺丝的固定,可见螺丝连接的重要性。
固定螺丝过程中的失效分析和措施在生产制造过程中,螺丝拧紧是很常见的装配工艺;在手工操作或是设备自动操作中,都会有一些原因导致拧紧失效,造成失效的原因主要有以下方面:•产品本身的设计缺陷,结构不合理等。
•材料选择(材料选择不符合性能要求,如抗拉和抗压强度不够等)。
•装配过程失控(如扭力过大或过小,操作方法错误等)。
•温度影响(如对于一些热收缩率不同的材料,在高温或低温下会有产生不一致的收缩时从而使得夹持力下降)。
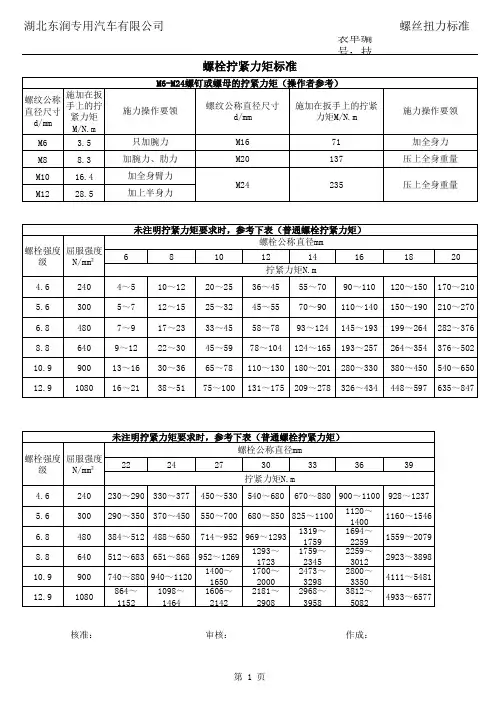
一、M16~M24螺钉或螺母的拧紧力矩二、未注明拧紧力矩要求时,参考下表(普通螺栓拧紧力矩)三、公制螺栓扭紧力矩(Q/STB 12.521.5-2000)范围:本标准适用于机械性能10.9 级,规格从M6-M39 的螺栓的扭紧力矩,对于使用尼龙垫圈、密封垫圈、其它非金属垫圈的螺栓,本标准不适用。
对于设计图纸有明确力矩要求的,应按图纸要求执行。
1、套管螺母紧固力矩 *(Q/STB B07833-1998)材料 HPb63-3Y22、直通式压注油杯 Q/STB B07020-1998(螺纹M6、M8*1、M10*1)紧固力矩:0.3-0.5Kg.m安全阀 Q/STB B07029-1998(螺纹R1/8)紧固力矩:2.9-4.9Nm通气塞 Q/STB B07030-1998(螺纹R1/4)紧固力矩:2.94-5.88Nm。
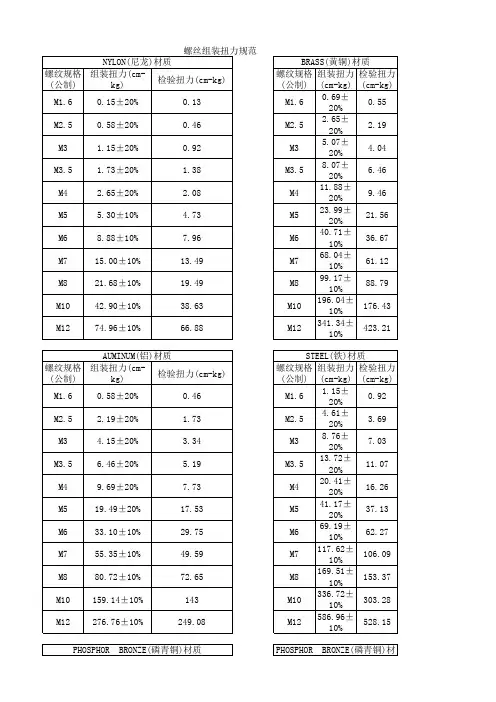
螺塞Q/STB B07040-1998(公称直径08-10螺距1.25,12-36 螺距 1.5)3、螺栓(排气)Q/STB B07060-1998(M12*1.5)紧固力矩:58.8-78.4N.m4、软管(锥形密封)Q/STB B07123-1998(接头部螺母拧紧力矩)5、螺母(球头式管接头用) Q/STB B07201-1998拧紧力矩:N.m 材料:(Q235)6、管接头螺母 Q/STB B07202-1998拧紧力矩(Q235/HPb59-1)7、铰接螺栓 Q/STB B07206-1998拧紧力矩(Q235)8、球头式端直通接头 Q/STB B07211-1998 拧紧力矩(Q235 HPb 60-1)表中拧紧力矩适用于钢制接头9、管接头 Q/STB B07212-1998紧固力矩(区分代号为5、7 的件材料Q235)10、套管螺母 Q/STB B07221-1998拧紧力矩(材料Q235)11、管接头 Q/STB B07230-1998拧入紧固力矩(Q235)12、弯头(带座) Q/STB B07235-1998 、B07236-1998拧紧力矩13、喉箍 Q/STB B07281-1998拧紧力矩14、U形管夹及座 Q/STB B07283-1998螺母的紧固力矩(区分代号2、3 使用)15、管夹Q/STB B07289-1998(有效紧固直径φ25-φ232) 紧固力矩:8.8±05Nm套管接头 Q/STB B07290-199816、套管螺母 Q/STB B07833-199817、软管(空调器用) Q/STB B09488-1998四、各种材质螺丝组装扭力规范1、NYLON(尼龙)材质2、BRASS(黄铜)材质3、AUMINUM(铝)材质4、STEEL(铁)材质5、PHOSPHOR BRONZE(磷青铜)材质6、PHOSPHOR BRONZE(磷青铜)材质。
螺丝、螺栓扭力对照表(非常全面),收藏备用众所周知,制造行业的装配过程离不开螺丝连接,有螺丝连接的地方就涉及到连接方式、螺丝拧紧控制方法、拧紧扭矩大小和位置的控制等问题,我们的电子制造行业的装配也不例外,大部分的装配都离不开螺丝的固定,可见螺丝连接的重要性。
固定螺丝过程中的失效分析和措施在生产制造过程中,螺丝拧紧是很常见的装配工艺;在手工操作或是设备自动操作中,都会有一些原因导致拧紧失效,造成失效的原因主要有以下方面:•产品本身的设计缺陷,结构不合理等。
•材料选择(材料选择不符合性能要求,如抗拉和抗压强度不够等)。
•装配过程失控(如扭力过大或过小,操作方法错误等)。
•温度影响(如对于一些热收缩率不同的材料,在高温或低温下会有产生不一致的收缩时从而使得夹持力下降)。
一、M16~M24螺钉或螺母的拧紧力矩二、未注明拧紧力矩要求时,参考下表(普通螺栓拧紧力矩)三、公制螺栓扭紧力矩(Q/STB 12.521.5-2000)范围:本标准适用于机械性能10.9 级,规格从M6-M39 的螺栓的扭紧力矩,对于使用尼龙垫圈、密封垫圈、其它非金属垫圈的螺栓,本标准不适用。
对于设计图纸有明确力矩要求的,应按图纸要求执行。
1、套管螺母紧固力矩 *(Q/STB B07833-1998)材料 HPb63-3Y22、直通式压注油杯Q/STB B07020-1998(螺纹M6、M8*1、M10*1)紧固力矩:0.3-0.5Kg.m安全阀 Q/STB B07029-1998(螺纹R1/8)紧固力矩:2.9-4.9Nm通气塞 Q/STB B07030-1998(螺纹R1/4)紧固力矩:2.94-5.88Nm。
螺塞Q/STB B07040-1998(公称直径08-10螺距1.25,12-36 螺距 1.5)3、螺栓(排气) Q/STB B07060-1998(M12*1.5)紧固力矩:58.8-78.4N.m4、软管(锥形密封) Q/STB B07123-1998(接头部螺母拧紧力矩)5、螺母(球头式管接头用) Q/STB B07201-1998拧紧力矩:N.m 材料:(Q235)6、管接头螺母Q/STB B07202-1998拧紧力矩(Q235/HPb59-1)7、铰接螺栓Q/STB B07206-1998拧紧力矩(Q235)8、球头式端直通接头Q/STB B07211-1998拧紧力矩(Q235 HPb 60-1)表中拧紧力矩适用于钢制接头9、管接头Q/STB B07212-1998紧固力矩(区分代号为5、7 的件材料Q235)10、套管螺母Q/STB B07221-1998拧紧力矩(材料Q235)11、管接头 Q/STB B07230-1998拧入紧固力矩(Q235)12、弯头(带座) Q/STB B07235-1998 、B07236-1998拧紧力矩13、喉箍Q/STB B07281-1998拧紧力矩14、U形管夹及座Q/STB B07283-1998螺母的紧固力矩(区分代号2、3 使用)15、管夹Q/STB B07289-1998(有效紧固直径φ25-φ232)紧固力矩:8.8±05Nm套管接头 Q/STB B07290-199816、套管螺母Q/STB B07833-199817、软管(空调器用)Q/STB B09488-1998四、各种材质螺丝组装扭力规范1、NYLON(尼龙)材质2、BRASS(黄铜)材质3、AUMINUM(铝)材质4、STEEL(铁)材质5、PHOSPHOR BRONZE(磷青铜)材质6、PHOSPHOR BRONZE(磷青铜)材质。
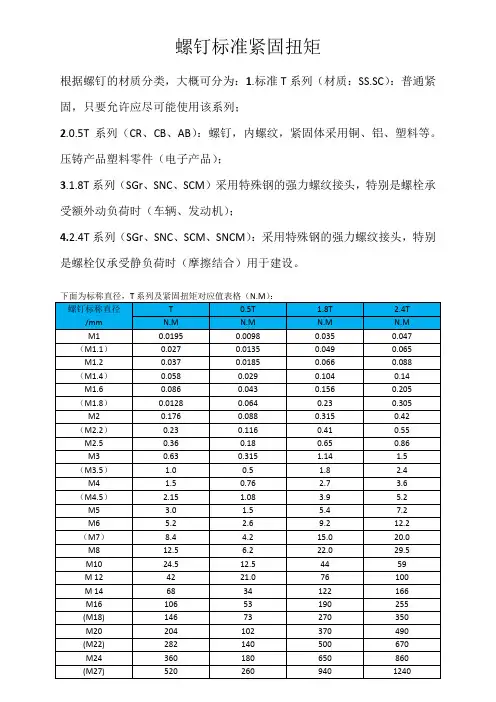
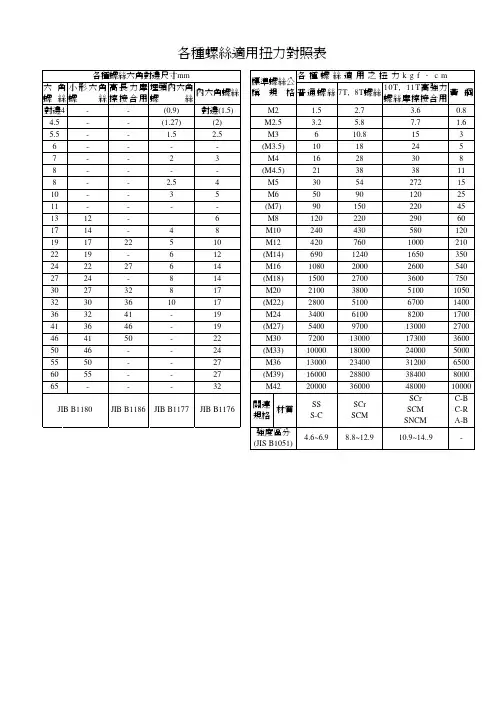
根据螺钉的材质分类,大概可分为:1.标准T系列(材质:SS.SC):普通紧固,只要允许应尽可能使用该系列;
2.0.5T系列(CR、CB、AB):螺钉,内螺纹,紧固体采用铜、铝、塑料等。
压铸产品塑料零件(电子产品);
3.1.8T系列(SGr、SNC、SCM)采用特殊钢的强力螺纹接头,特别是螺栓承受额外动负荷时(车辆、发动机);
4.2.4T系列(SGr、SNC、SCM、SNCM):采用特殊钢的强力螺纹接头,特别是螺栓仅承受静负荷时(摩擦结合)用于建设。
下面为标称直径,T系列及紧固扭矩对应值表格(N.M):
具有一字槽或十字槽自攻螺钉头,槽长大于1.5倍螺纹外径(塑料件)。
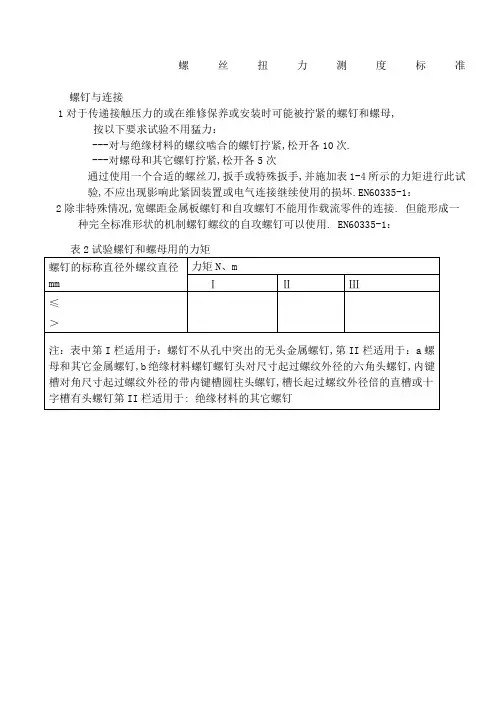
螺丝扭力测度标准
螺钉与连接
1对于传递接触压力的或在维修保养或安装时可能被拧紧的螺钉和螺母,
按以下要求试验不用猛力:
---对与绝缘材料的螺纹啮合的螺钉拧紧,松开各10次.
---对螺母和其它螺钉拧紧,松开各5次
通过使用一个合适的螺丝刀,扳手或特殊扳手,并施加表1-4所示的力矩进行此试验,不应出现影响此紧固装置或电气连接继续使用的损坏.EN60335-1:
2除非特殊情况,宽螺距金属板螺钉和自攻螺钉不能用作载流零件的连接. 但能形成一种完全标准形状的机制螺钉螺纹的自攻螺钉可以使用. EN60335-1:。
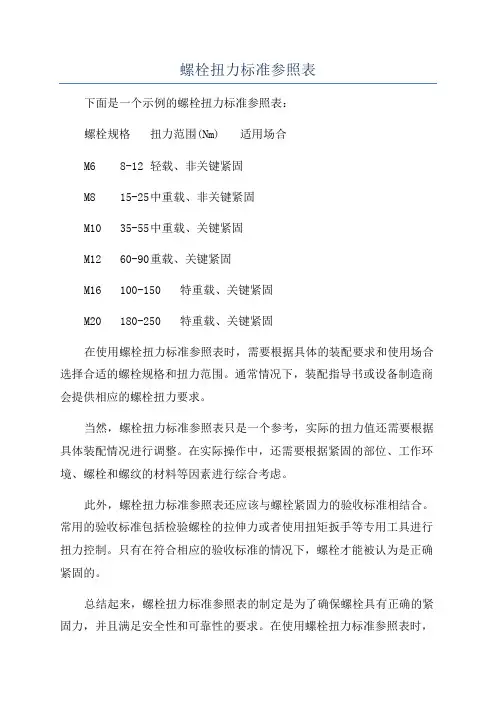
螺栓扭力标准参照表
下面是一个示例的螺栓扭力标准参照表:
螺栓规格扭力范围(Nm) 适用场合
M6 8-12 轻载、非关键紧固
M8 15-25 中重载、非关键紧固
M10 35-55 中重载、关键紧固
M12 60-90 重载、关键紧固
M16 100-150 特重载、关键紧固
M20 180-250 特重载、关键紧固
在使用螺栓扭力标准参照表时,需要根据具体的装配要求和使用场合选择合适的螺栓规格和扭力范围。
通常情况下,装配指导书或设备制造商会提供相应的螺栓扭力要求。
当然,螺栓扭力标准参照表只是一个参考,实际的扭力值还需要根据具体装配情况进行调整。
在实际操作中,还需要根据紧固的部位、工作环境、螺栓和螺纹的材料等因素进行综合考虑。
此外,螺栓扭力标准参照表还应该与螺栓紧固力的验收标准相结合。
常用的验收标准包括检验螺栓的拉伸力或者使用扭矩扳手等专用工具进行扭力控制。
只有在符合相应的验收标准的情况下,螺栓才能被认为是正确紧固的。
总结起来,螺栓扭力标准参照表的制定是为了确保螺栓具有正确的紧固力,并且满足安全性和可靠性的要求。
在使用螺栓扭力标准参照表时,
需要综合考虑装配要求、使用场合和螺栓的材料等因素,并结合相应的验收标准进行调整和控制。
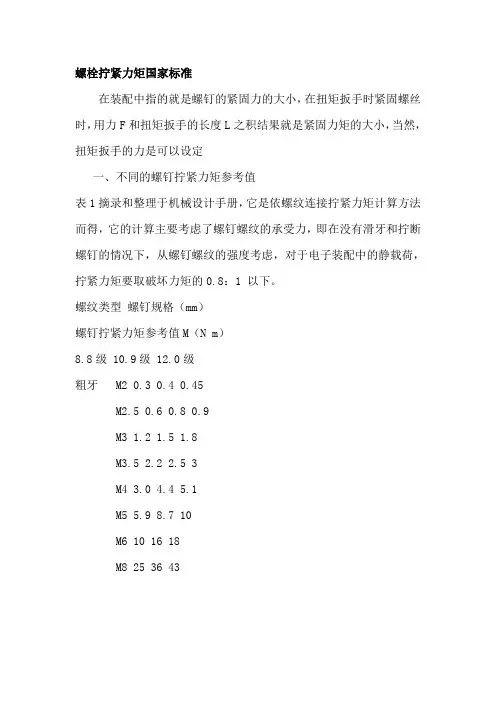
螺栓拧紧力矩国家标准
在装配中指的就是螺钉的紧固力的大小,在扭矩扳手时紧固螺丝时,用力F和扭矩扳手的长度L之积结果就是紧固力矩的大小,当然,扭矩扳手的力是可以设定
一、不同的螺钉拧紧力矩参考值
表1摘录和整理于机械设计手册,它是依螺纹连接拧紧力矩计算方法而得,它的计算主要考虑了螺钉螺纹的承受力,即在没有滑牙和拧断螺钉的情况下,从螺钉螺纹的强度考虑,对于电子装配中的静载荷,拧紧力矩要取破坏力矩的0.8:1 以下。
螺纹类型螺钉规格(mm)
螺钉拧紧力矩参考值M(N m)
8.8级 10.9级 12.0级
粗牙 M2 0.3 0.4 0.45
M2.5 0.6 0.8 0.9
M3 1.2 1.5 1.8
M3.5 2.2 2.5 3
M4 3.0 4.4 5.1
M5 5.9 8.7 10
M6 10 16 18
M8 25 36 43
范围:。
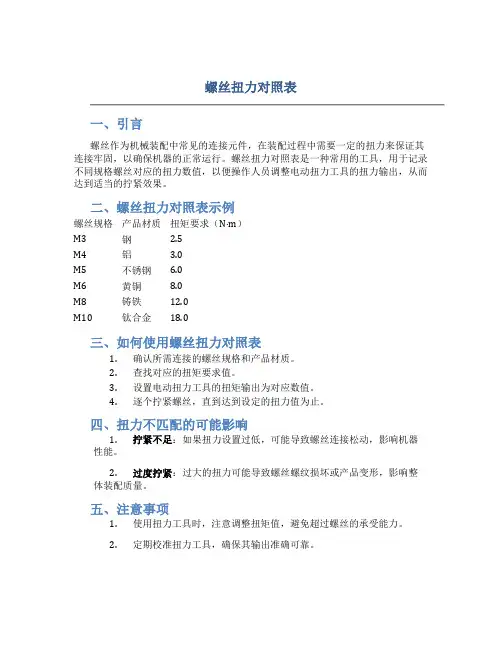
螺丝扭力对照表
一、引言
螺丝作为机械装配中常见的连接元件,在装配过程中需要一定的扭力来保证其连接牢固,以确保机器的正常运行。
螺丝扭力对照表是一种常用的工具,用于记录不同规格螺丝对应的扭力数值,以便操作人员调整电动扭力工具的扭力输出,从而达到适当的拧紧效果。
二、螺丝扭力对照表示例
螺丝规格产品材质扭矩要求(N·m)
M3 钢 2.5
M4 铝 3.0
M5 不锈钢 6.0
M6 黄铜8.0
M8 铸铁12.0
M10 钛合金18.0
三、如何使用螺丝扭力对照表
1.确认所需连接的螺丝规格和产品材质。
2.查找对应的扭矩要求值。
3.设置电动扭力工具的扭矩输出为对应数值。
4.逐个拧紧螺丝,直到达到设定的扭力值为止。
四、扭力不匹配的可能影响
1.拧紧不足:如果扭力设置过低,可能导致螺丝连接松动,影响机器
性能。
2.过度拧紧:过大的扭力可能导致螺丝螺纹损坏或产品变形,影响整
体装配质量。
五、注意事项
1.使用扭力工具时,注意调整扭矩值,避免超过螺丝的承受能力。
2.定期校准扭力工具,确保其输出准确可靠。
六、结语
螺丝扭力对照表是机械装配工作中必不可少的参考工具,正确使用可以确保螺丝连接的牢固性和装配的质量。
操作人员在使用扭力工具时应严格按照对照表中的扭矩要求进行设置,以避免发生装配质量问题。
希望本文能够帮助读者更好地了解螺丝扭力对照表的作用和使用方法。
声明:本文所提供的螺丝扭力对照表示例仅供参考,具体的扭矩要求应根据实际情况进行调整。
螺丝拧紧扭力国家标准一、一般螺丝螺丝规格:M2 M2.5 M3 M4 M5标准扭力: 1.6~2.3~4 .6~7.5 14.5~18 28~35 kgf・cm)自攻牙螺丝:螺丝规格:1.7 2 2.3 2.6 3 3.5标准扭力:1.5 3 3.3 4.4螺丝扭矩的国标如下:A类、铁螺丝与铁螺帽(螺孔)之固定,如:箱体各组件之组合。
接地螺丝、螺帽之固定。
PCB固定于箱体。
B类、铁螺丝、铜螺帽(螺孔及铝合金材料螺孔之螺定,如:电晶体或线材端子固定于铝散热片上。
铝散热片固定于PCB上。
大电容或电晶体端子(TERMINAL)之固定螺丝。
RS-232六角铜柱之固定。
C类、铁螺丝(自攻)锁于塑胶孔。
如:塑胶面板固定于箱体。
PCB固定于塑胶面板上。
D类、铁螺丝(自攻)锁于板厚1.0之抽牙孔。
M3抽牙也为ф2.8(+0,-0.05) M4抽牙孔为ф3.65(+0.05,-0)E类、铁螺丝(自攻)锁于板厚1.2之抽牙孔,抽牙孔尺寸同D项。
需要强调的是:拧紧力矩和破坏扭力是两个概念,拧紧力(矩)是指螺丝拧入工件的建议值;破坏扭力(即破坏扭矩)指将螺丝拧断的最小值(详见紧固件的破坏扭矩标准GB3098.13),很显然,拧紧力矩是少于破坏扭矩的。
在装配中指的就是螺钉的紧固力的大小,在扭矩扳手时紧固螺丝时,用力F和扭矩扳手的长度L之积结果就是紧固力矩的大小,当然,扭矩扳手的力是可以设定的。
一、不同的螺钉拧紧力矩参考值表1摘录和整理于机械设计手册,它是依螺纹连接拧紧力矩计算方法而得,它的计算主要考虑了螺钉螺纹的承受力,即在没有滑牙和拧断螺钉的情况下,从螺钉螺纹的强度考虑,对于电子装配中的静载荷,拧紧力矩要取破坏力矩的0.8:1 以下。
螺纹类型螺钉规格(mm)螺钉拧紧力矩参考值M(N m)8.8级 10.9级 12.0级粗牙 M2 0.3 0.4 0.45M2.5 0.6 0.8 0.9M3 1.2 1.5 1.8M3.5 2.2 2.5 3M4 3.0 4.4 5.1M5 5.9 8.7 10M6 10 16 18M8 25 36 43。
不锈钢螺母扭力标准参照表
以下是不锈钢螺母的扭力标准参照表,根据不同的螺丝等级,规定了相应的拧紧扭力范围。
1. M3级不锈钢螺丝拧紧扭力:0.8 - 1.2牛米
对于M3级不锈钢螺丝,拧紧扭力的范围在0.8牛米到1.2牛米之间。
在拧紧时,应确保扭力在这个范围内,以避免螺丝过紧或过松。
2. M4级不锈钢螺丝拧紧扭力:2.5 -
3.5牛米
对于M4级不锈钢螺丝,拧紧扭力的范围在2.5牛米到3.5牛米之间。
同样,在拧紧时,应确保扭力在这个范围内。
3. M5级不锈钢螺丝拧紧扭力:5 - 7牛米
对于M5级不锈钢螺丝,拧紧扭力的范围在5牛米到7牛米之间。
在拧紧时,应确保扭力在这个范围内。
4. M6级不锈钢螺丝拧紧扭力:8 - 12牛米
对于M6级不锈钢螺丝,拧紧扭力的范围在8牛米到12牛米之间。
在拧紧时,应确保扭力在这个范围内。
5. M8级不锈钢螺丝拧紧扭力:20 - 30牛米
对于M8级不锈钢螺丝,拧紧扭力的范围在20牛米到30牛米之间。
在拧紧时,应确保扭力在这个范围内。
注意事项:
1. 在拧紧不锈钢螺母时,应使用合适的工具和设备,避免使用不合适的工具导致螺母或螺丝损坏。
2. 拧紧扭力应适中,避免过紧或过松,以确保螺母和螺丝的紧固效
果和机械性能。
3. 在安装过程中,应保持清洁和干燥的环境,避免杂质和水分对螺母和螺丝造成影响。