CPK与PPK介绍
- 格式:ppt
- 大小:386.50 KB
- 文档页数:22
今天面试题目:
1.CPK和PPK的区别?
2.热处理的FE-C相图?
3.有刷和无刷马达的区别?
1.CPK和PPK的区别?
都是过程能力参数,但是由于采样的不同所形成的差异
CPK是短期过程能力指数,PPK则是长期
2热处理的FE-C相图?
3.有刷和无刷马达的区别?
有刷直流马达之 -- 有刷电机和无刷电机的比较
“有刷“和“无刷”相比肯定是“无刷”好。“有刷”是有刷直流电机的简称。当它用在电动车上时就存在两个问题:其一是电刷问题,有刷机的换向属机械式换向是通过电刷完成的,这就存在一个磨损的问题;其次是变速齿轮问题,有刷机需通过齿轮变速才能用在电动车上,这又存在一个机械磨损问题。所以有刷机才出厂时有75%的驱动效率,当用上一段时间后,由于电刷磨损接触压降增大和齿轮磨损传动效率下降的原因,其驱动效率就会降至65%甚至更低,更为麻烦的是其电刷和齿轮用上一定时间后就必须更换。
“无刷”机是无刷直流电机的简称。无刷机的换向是通过电子换向实现的,无任何接触也就不存在磨损问题。其寿命是由轴上两端的轴承决定的,这样低的转速对于轴承而言,在其寿命期内基本无磨损问题,也就是说轴承的寿命就是电机免维护期的寿命,平均可达到10年。
无刷机之所以在电动车的发展前期未被广泛使用,一是由于控制电路较有刷机复杂;二是基于旧的设计方案无刷机力矩较差,爬坡时无力,其原因是由于无刷机绕组电阻较大,大电流工作时电机绕组发热厉害,无功损耗较大,效率比较低。以36V电机10A电流为例:有刷机电机热损在10瓦左右,而无刷机这时的热耗在100瓦左右;但基于新的控制方案,无刷机的热损这时可以控制在25W以内,效率可大于85%,在正常路面行驶时效率可达到90%以上。那么无刷机在各方面的性能都远远优于有刷机了。
综上所述,在电动车领域无刷机必然会取代有刷机。
偶和上面的大师的意见有一点点分歧
偶认为cpk和ppk的区别正象它们的名子表述的一样, 一个是capability, 另一个是performance,
Ppk、Cpk、Cmk三者的区别(完整)
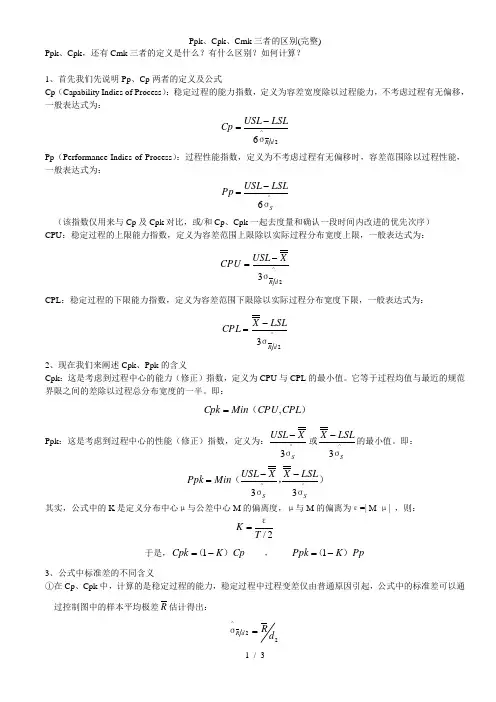
1 / 3 Ppk、Cpk,还有Cmk三者的定义是什么?有什么区别?如何计算?
1、首先我们先说明Pp、Cp两者的定义及公式
Cp(Capability Indies of Process):稳定过程的能力指数,定义为容差宽度除以过程能力,不考虑过程有无偏移,一般表达式为:
2^6dRLSLUSLCpσ
Pp(Performance Indies of Process):过程性能指数,定义为不考虑过程有无偏移时,容差范围除以过程性能,一般表达式为:
^6SLSLUSLPpσ
(该指数仅用来与Cp及Cpk对比,或/和Cp、Cpk一起去度量和确认一段时间内改进的优先次序)
CPU:稳定过程的上限能力指数,定义为容差范围上限除以实际过程分布宽度上限,一般表达式为:
^23dRXUSLCPUσ
CPL:稳定过程的下限能力指数,定义为容差范围下限除以实际过程分布宽度下限,一般表达式为:
^23dRLSLXCPLσ
2、现在我们来阐述Cpk、Ppk的含义
Cpk:这是考虑到过程中心的能力(修正)指数,定义为CPU与CPL的最小值。它等于过程均值与最近的规范界限之间的差除以过程总分布宽度的一半。即:
)(CPLCPUMinCpk,
Ppk:这是考虑到过程中心的性能(修正)指数,定义为:^3SXUSLσ或^3SLSLXσ的最小值。即:
)σ,σ(^^33SSLSLXXUSLMinPpk
其实,公式中的K是定义分布中心μ与公差中心M的偏离度,μ与M的偏离为ε=| M-μ| ,则:
2/TKε
于是,CpKCpk)(1 , PpKPpk)(1
3、公式中标准差的不同含义
①在Cp、Cpk中,计算的是稳定过程的能力,稳定过程中过程变差仅由普通原因引起,公式中的标准差可以通过控制图中的样本平均极差R估计得出:
22^dRdRσ Ppk、Cpk、Cmk三者的区别(完整)

关于Cp、Cpk、Cpm、Cpmk、Pp、Ppk
什么是过程能力?
过程能力是指加工方面满足加工质量的能力。此种能力表现在过程稳定的程度,σ越小,过程能力越稳定,|M-μ|的值越小,表示过程能力的偏差越小,99.73%的质量特性散布区间在[μ-3σ,μ+3σ]。
过程能力指数Cp、Cpk
Cp是表征过程固有的波动状态,即技术水平。它是在过程的平均值μ与目标值M重合的情形,过程处于统计控制状态时(非分析状态),过程能力指数Cp可用下式表示:
Cp=(USL-LSL)/6σ=T/6σ
Cp与不良品率的关系
Cp P
1.0 0.27%
1.33 0.007%
1.5 6.8PPm
2.0 2.0PPb
实际过程中,平均值与目标志重合的情形非常少,因此引入了偏移度的概念,即过程平均值与目标值的偏离过程
K=2|M-μ|/T
Cp-Cpk=|M-μ|/3σ
Cpk与不良品率的关系
Cpk P(%)
1.0 0.13~0.27
1.1 0.05~0.10
1.2 0.02~0.03
1.3 48.1~96.2PPM
1.4 13.4~26.7PPM
过程能力指数Cpm、Cpmk
过程能力指数是根据田口玄一关于质量损失函数而设计出来的。将目标值与均值的偏差也考虑进来,因为有实际的改进意义
Cpm=(USL-LSL)/6SQRT((σp)2+(|M-μ|)2)
Cpm
过程能力指数Cpmk是考虑过程能力与平均值偏离目标值的综合结果,因此又叫综合过程能力指数
Cpmk=Cpk/SQRT(1+((|M-μ|)/σ)2)
过程绩效指数Pp、Ppk

CPK与PPK计算入门
一、CPK
1、定义
CPK,过程能力指数(Process capability index),是指过程在一定时间内,处于控制状态(稳定状态)下,固有的满足产品质量标准要求(规格范围等)的能力。
CPK表示过程的潜在固有能力,主要用于周期性的过程评价,大批量生产后的生产能力的评价。
2、计算公式
CPK=Min(CPU,CPL)
CPU=(USL-Xbar)/3σ
CPL=(Xbar-LSL)/3σ
σ=Rbar/d2
式中,USL为规格上限;
LSL为规格下限;
Rbar为各个子组极差的平均值;
d2为修正值,可查表(附后)。
(1)当公差双侧对称时,
CPK=CP*(1-|Ca|)
CP=(USL-LSL)/(6σ)
Ca=(Xbar-U)/((USL-LSL)/2) 式中,U为规格中心值。
(2)当公差双侧不对称时,则分别计算CPU和CPL,取最小值。
(3)当公差为单侧时,有上限公差则只计算CPU,有下限公差则只计算CPL。
3、数值选取
Cpk计算之前,一定要检查过程是否稳定,要求受控。一般要求至少有100个数据,25个均值。也就是说,采值是进行分组,涉及到子组,子组容量,采值频次等,它针对的是一个长期的过程。
4、指数意义
CPK,是进入大批量生产后,为保证批量生产下的产品的品质状况不至于下降,且为保证与小批生产具有同样的控制能力,所进行的生产能力的评价。
·Cpk≥2.0 特优,可考虑成本的降低;
·2.0 > Cpk ≥ 1.67 优,应当保持之;
·1.67 > Cpk ≥ 1.33 良,能力良好,状态稳定,但应尽力提升;
·1.33 > Cpk ≥ 1.0
一般,状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升;
·1.0 > Cpk ≥ 0.67 差,制程不良较多,必须提升其能力;
·0.67 > Cpk 不可接受,其能力太差,应考虑重新整改设计制程。