非织造成网工艺和原理
- 格式:ppt
- 大小:2.06 MB
- 文档页数:36
第8讲第三章非织造成网工艺和原理第一节干法成网前准备非织造材料生产的工艺流程通常为:纤维原料→成网前处理→成网→加固→后处理→成卷干法成网的准备工序主要包括纤维的混和、开清和施加油剂。
一、配料成份计算" 采用整包纤维混和时,配料成份可用下式计算:某种纤维原料配料成份=(某种纤维包平均重量/混料纤维包平均总重量)*100%" 采用秤见重量混和时,秤见重量可用下式计算:某种纤维秤见重量(kg) =混料纤维总重量(kg)×某种纤维配料成份(%)二、油剂施加使用油剂的目的,是减少纤维的摩擦,防止纤维产生静电,以达到加柔、平滑而又有良好抱合性的要求。
通常在纤维开松前,把油剂稀释,以雾点状均匀地喷洒到纤维中,再堆积24~48h,使纤维均匀上油,达到润湿、柔和的效果。
油剂施加量太多会产生纤维绕刺辊、锡林和腐蚀金属针布的问题,一般对纤维重量的最佳油剂附着量为0.2~0.9%。
三、混和开松流程及设备(一)混和开松流程混合与开松处理是将各种成分的纤维原料进行松解,使大的纤维块、纤维团离解,同时使原料中的各种纤维成分获得均匀的混合。
这一处理总的要求是混合均匀、开松充分并尽量避免损伤纤维。
可供混合、开松的设备种类很多,必须结合纤维密度、纤维长度、含湿量、纤维表面形状等因素来选择混合与开松设备,设备选定后,还要根据纤维特性及对混合、开松的要求考虑混合、开松道数、工作元件的调整参数(如元件的隔距、相对速度)。
混合、开松良好的纤维原料是后道高速、优质生产的重要前提。
1、成卷方式的开松混合工艺路线这一配置属间断式生产工艺流程,生产线由园盘式抓棉机、开松机、棉箱以及成卷机组成。
最终将混合开松的原料制成卷子,由人工将卷子放入梳理机的棉卷架,供下道加工。
这种配置比较灵活,适用于同种原料,多品种非织造材料产品的生产要求,其加工的纤维范围为1.67~6.67dtex,长度38~65mm。
2、称量式开混联合工艺路线属连续生产的工艺流程,生产线由抓棉机、无回料输送机、称量装置、开松机、棉箱以及气流配送系统组成。
气流成网非织造布工艺技术气流成网非织造布工艺技术,是近年来发展较快的一种无纺布生产技术。
该工艺利用高速气流对纤维进行搬移和定向排列,然后在网帘骨架上形成网状结构,最后通过热定型或化学处理使纤维相互粘合固定,从而制成无纺布。
气流成网非织造布工艺技术具有许多独特的优势。
首先,该工艺可以制备各种不同厚度、不同纤维类型、不同功能的非织造布。
其次,由于纤维的横断面积减小、分布更加均匀,使得气流成网非织造布的手感更加柔软,质地更加均匀,具有较好的透气性和透湿性。
此外,气流成网非织造布还具有优良的拉伸强度、耐磨损性和耐撕裂性能,具有良好的抗菌性和防水性能。
气流成网非织造布的制备过程相对简单,主要包括纤维的输送、纤维的搬移和定向排列、网状结构的形成和纤维的固定。
首先,通过纤维的输送机构将纤维送入工艺流水线,并通过调控空气流速和纤维流量来控制纤维的密度和厚度。
然后,采用高速气流将纤维搬移到网帘骨架上,并形成网状结构。
最后,通过热定型或化学处理,使纤维相互粘合固定,完成无纺布的制备。
气流成网非织造布工艺技术的应用领域广泛。
在医疗卫生领域,气流成网非织造布可用于一次性医疗用品,如手术衣、口罩和消毒布等。
在家居用品领域,气流成网非织造布可制备床上用品、窗帘和沙发套等。
在建筑工程领域,气流成网非织造布可以用于防水材料、装饰材料和隔热材料等。
此外,气流成网非织造布还可以广泛应用于汽车、农业、服装、环保和过滤等领域。
总之,气流成网非织造布工艺技术是一种发展迅速、应用广泛的无纺布生产技术。
该工艺具有许多优势,制备过程简单,应用领域广泛。
随着技术的不断发展和创新,相信气流成网非织造布工艺技术将在未来得到进一步的推广和应用。
非织造成网工艺和原理第一节干法成网前准备非织造材料生产的工艺流程通常为:纤维原料→成网前处理→成网→加固→后处理→成卷干法成网的准备工序要紧包含纤维的混与、开清与施加油剂。
一、配料成份计算" 使用整包纤维混与时,配料成份可用下式计算:某种纤维原料配料成份=(某种纤维包平均重量/混料纤维包平均总重量)*100%" 使用秤见重量混与时,秤见重量可用下式计算:某种纤维秤见重量(kg) =混料纤维总重量(kg)×某种纤维配料成份(%)二、油剂施加使用油剂的目的,是减少纤维的摩擦,防止纤维产生静电,以达到加柔、平滑而又有良好抱合性的要求。
通常在纤维开松前,把油剂稀释,以雾点状均匀地喷洒到纤维中,再堆积24~48h,使纤维均匀上油,达到润湿、柔与的效果。
油剂施加量太多会产生纤维绕刺辊、锡林与腐蚀金属针布的问题,通常对纤维重量的最佳油剂附着量为0.2~0.9%。
三、混与开松流程及设备(一)混与开松流程混合与开松处理是将各类成分的纤维原料进行松解,使大的纤维块、纤维团离解,同时使原料中的各类纤维成分获得均匀的混合。
这一处理总的要求是混合均匀、开松充分并尽量避免损伤纤维。
可供混合、开松的设备种类很多,务必结合纤维密度、纤维长度、含湿量、纤维表面形状等因素来选择混合与开松设备,设备选定后,还要根据纤维特性及对混合、开松的要求考虑混合、开松道数、工作元件的调整参数(如元件的隔距、相对速度)。
混合、开松良好的纤维原料是后道高速、优质生产的重要前提。
1、成卷方式的开松混合工艺路线这一配置属间断式生产工艺流程,生产线由园盘式抓棉机、开松机、棉箱与成卷机构成。
最终将混合开松的原料制成卷子,由人工将卷子放入梳理机的棉卷架,供下道加工。
这种配置比较灵活,适用于同种原料,多品种非织造材料产品的生产要求,其加工的纤维范围为1.67~6.67dtex,长度38~65mm。
2、称量式开混联合工艺路线属连续生产的工艺流程,生产线由抓棉机、无回料输送机、称量装置、开松机、棉箱与气流配送系统构成。

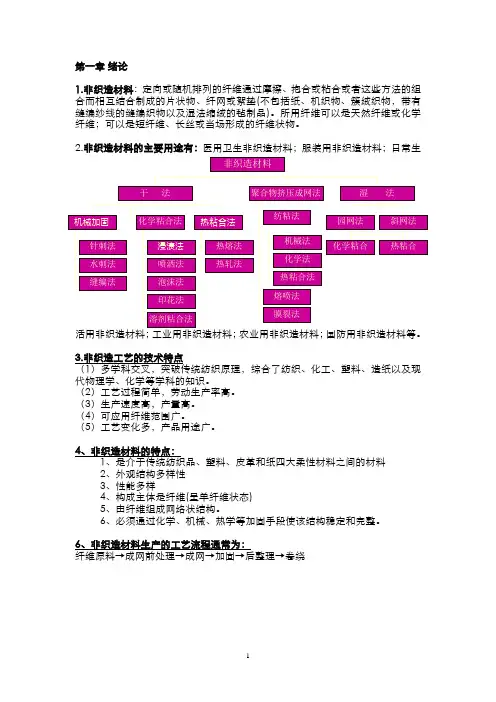
第一章 绪论1.非织造材料:定向或随机排列的纤维通过摩擦、抱合或粘合或者这些方法的组合而相互结合制成的片状物、纤网或絮垫(不包括纸、机织物、簇绒织物,带有缝编纱线的缝编织物以及湿法缩绒的毡制品)。
所用纤维可以是天然纤维或化学纤维;可以是短纤维、长丝或当场形成的纤维状物。
2.非织造材料的主要用途有:医用卫生非织造材料;服装用非织造材料;日常生活用非织造材料;工业用非织造材料;农业用非织造材料;国防用非织造材料等。
3.非织造工艺的技术特点(1)多学科交叉,突破传统纺织原理,综合了纺织、化工、塑料、造纸以及现代物理学、化学等学科的知识。
(2)工艺过程简单,劳动生产率高。
(3)生产速度高,产量高。
(4)可应用纤维范围广。
(5)工艺变化多,产品用途广。
4、非织造材料的特点:1、是介于传统纺织品、塑料、皮革和纸四大柔性材料之间的材料2、外观结构多样性3、性能多样4、构成主体是纤维(呈单纤维状态)5、由纤维组成网络状结构。
6、必须通过化学、机械、热学等加固手段使该结构稳定和完整。
6、非织造材料生产的工艺流程通常为:纤维原料→成网前处理→成网→加固→后整理→卷绕针刺法水刺法缝编法机械加固浸渍法喷洒法泡沫法印花法溶剂粘合法化学粘合法热熔法热轧法热粘合法干 法机械法化学法热粘合法纺粘法熔喷法膜裂法聚合物挤压成网法化学粘合园网法热粘合斜网法湿 法非织造材料第二章非织造用纤维原料1.纤维在非织造材料中的作用:一、纤维作为非织造材料的主体成分;二、纤维作为非织造材料的缠结成分三、纤维作为非织造材料的粘合成分;四、纤维既作非织造材料的主体,同时又作非织造材料的热熔粘合成分。
2.纤维特性对非织造材料性能的影响规律(1)细度和长度:纤维变粗变长,非织造材料强度提高;(2)卷曲度:纤维卷曲度影响抱合力、弹性、压缩回弹性。
(3)纤维截面形状:过滤材料采用多叶截面,孔径变小,表面积增大,非织造材料强度提高。
(4)表面光滑程度:影响强度,影响加工工艺性,如静电、针刺力等。
§3-3 铺网一、平行铺网从道夫剥下的纤网较轻,通常只有8~30g/m2,当要求较大的纤网单位面积质量时,可采用平行铺叠成网。
平行铺叠成网可获得一定的纤网单位面积质量,并可获得不同规格、不同色彩的纤维分层排列的纤网结构,但也存在不足之处:纤网宽度被梳理机工作宽度限死其中一台梳理机出故障,就要停工,生产效率低要求纤网很厚时,梳理机台数也得很多,不经济无法调节纤维排列方向,MD : CD = 10 ~ 15 : 1平行铺叠成网的方式:串联式并联式串联式平行铺叠成网并联式平行铺叠成网二、交叉折叠铺网要克服平行铺叠成网存在的种种不足之处,可以采用交叉折叠铺网。
其特点为:铺叠后纤网宽度不受梳理机工作宽度限制。
可获得很大单位面积质量的纤网。
可以调节纤网中纤维的排列方向,甚至使最终非织造材料的横向强力大于纵向强力。
可获得良好的纤网均匀性,cv2~4%。
交叉折叠铺网的方式:立式摆动 四帘式 双帘夹持(一)立式摆动交叉折叠铺网借用传统毛纺罗拉梳理机过桥机构原理的折叠铺网方式,铺网宽度由摆动的立式夹持帘的动程决定。
立式夹持帘摆动换向时惯性较大,不适合高速生产。
四帘式交叉折叠铺网纤网外观和结构铺叠层数可按下式估算:式中:M -铺叠后纤网层数W -梳理机输出的薄网宽度V2 -铺网帘移动速度V3-输出帘回转速度L -输出帘上铺网宽度铺叠层数至少要达到6~8层,才能保证纤网均匀性。
铺叠层数不变,铺网帘移动速度↑,则产量↑。
产量不变,铺网帘移动速度↑,则铺叠层数↑。
由此,提高铺网帘移动速度很重要。
方法是降低铺网帘机构的重量,如将木质实心帘子棒改为塑料空心棒,或改为合成胶带或尼龙交织网,可提高铺网帘移动速度20~40%。
四帘式交叉折叠铺网时如铺网帘移动速度过快,空气阻力会引起薄网飘移,造成不均匀现象。
补偿帘和铺网帘换向加减速及停顿,造成薄网在输送过程中产生不均匀现象,同时造成铺成的纤网两边厚、中间薄。
要克服这样的问题,可以采用双网夹持交叉折叠铺网。
纺粘法工艺原理纺粘法是一种非织造材料制造工艺,其原理是利用化纤纺丝方法,将高聚物纺丝、牵伸、铺叠成网,并通过针刺、水刺、热轧或自身粘合等方法加固,形成非织造材料。
下面将详细介绍纺粘法工艺的各个环节。
一、利用化纤纺丝方法在纺粘法工艺中,化纤纺丝是关键步骤之一。
它包括以下几个步骤:1. 聚合反应:首先通过聚合反应得到高聚物,这是纺丝原料的主要来源。
2. 熔融挤出:将高聚物加热至熔融状态,通过螺杆挤出机将其挤压通过喷丝孔,形成纤维。
3. 冷却固化:熔融的纤维在空气中冷却并固化,形成初生纤维。
4. 牵伸定型:初生纤维经过一定程度的牵伸和定型处理,使其具有一定的形状和尺寸稳定性。
5. 铺叠成网:将牵伸定型后的纤维进行铺叠,形成一定结构的非织造材料。
二、经过针刺、水刺、热轧或自身粘合等方法加固在纺粘法工艺中,加固是另一个关键步骤。
它包括以下几个方法:1. 针刺加固:通过针刺机上的大量刺针对非织造材料进行反复穿刺,使纤维之间产生摩擦和抱合,从而形成具有一定强度的非织造材料。
2. 水刺加固:将非织造材料置于高压水流的冲击下,使纤维之间产生摩擦和抱合,同时利用水流的冲击力使纤维更加紧密地结合在一起,形成具有一定强度的非织造材料。
3. 热轧加固:通过热轧机的高温高压作用,使非织造材料中的纤维在高温度下软化并相互融合,形成具有一定强度的非织造材料。
4. 自身粘合加固:在纺丝过程中或纺丝后,利用化学或物理方法使纤维之间产生粘合,从而形成具有一定强度的非织造材料。
以上各种加固方法可以单独使用,也可以根据需要组合使用,以获得最佳的非织造材料结构和性能。
三、形成非织造材料经过纺丝和加固等步骤后,得到的非织造材料结构类似于传统的纺织品,但具有更高的孔隙率和更低的重量。
这些特点使得非织造材料在过滤、隔音、保暖等领域具有广泛的应用前景。
此外,非织造材料的生产效率高、能耗低、成本低等优点也使其成为一种极具发展潜力的新型材料。
总之,纺粘法工艺是一种高效、环保的非织造材料制造工艺,具有广泛的应用前景和市场前景。
(工艺技术)非织造成网工艺和原理及培训教材第8讲第三章非织造成网工艺和原理第一节干法成网前准备非织造材料生产的工艺流程通常为:纤维原料→成网前处理→成网→加固→后处理→成卷干法成网的准备工序主要包括纤维的混和、开清和施加油剂。
一、配料成份计算" 采用整包纤维混和时,配料成份可用下式计算:某种纤维原料配料成份=(某种纤维包平均重量/混料纤维包平均总重量)*100%" 采用秤见重量混和时,秤见重量可用下式计算:某种纤维秤见重量(kg) =混料纤维总重量(kg)×某种纤维配料成份(%)二、油剂施加使用油剂的目的,是减少纤维的摩擦,防止纤维产生静电,以达到加柔、平滑而又有良好抱合性的要求。
通常在纤维开松前,把油剂稀释,以雾点状均匀地喷洒到纤维中,再堆积24~48h,使纤维均匀上油,达到润湿、柔和的效果。
油剂施加量太多会产生纤维绕刺辊、锡林和腐蚀金属针布的问题,一般对纤维重量的最佳油剂附着量为0.2~0.9%。
三、混和开松流程及设备(一)混和开松流程混合与开松处理是将各种成分的纤维原料进行松解,使大的纤维块、纤维团离解,同时使原料中的各种纤维成分获得均匀的混合。
这一处理总的要求是混合均匀、开松充分并尽量避免损伤纤维。
可供混合、开松的设备种类很多,必须结合纤维密度、纤维长度、含湿量、纤维表面形状等因素来选择混合与开松设备,设备选定后,还要根据纤维特性及对混合、开松的要求考虑混合、开松道数、工作元件的调整参数(如元件的隔距、相对速度)。
混合、开松良好的纤维原料是后道高速、优质生产的重要前提。
1、成卷方式的开松混合工艺路线这一配置属间断式生产工艺流程,生产线由园盘式抓棉机、开松机、棉箱以及成卷机组成。
最终将混合开松的原料制成卷子,由人工将卷子放入梳理机的棉卷架,供下道加工。
这种配置比较灵活,适用于同种原料,多品种非织造材料产品的生产要求,其加工的纤维范围为1.67~6.67dtex,长度38~65mm。
非织造成网工艺和原理引言非织造材料(Nonwoven),是一种不通过纺纱和织造而直接由纤维或片材形成的材料。
非织造成网工艺是将纤维或片材通过一种特定的工艺和原理进行互相结合,形成不断网或层叠的纺织材料。
本文将介绍非织造成网工艺的原理和常见工艺步骤。
非织造成网工艺的原理非织造成网工艺的原理主要包括以下几个方面:1.纤维混合和悬浮:通常使用纤维在液体中的悬浮状态,通过搅拌或喷雾的方式将纤维均匀混合。
2.纤维定向:通过空气流、水流或牵引力等方式对纤维进行定向,使其在成网过程中呈现一定的方向性。
3.纤维互相结合:通过力学、化学或热力学等方式,使纤维互相结合形成网状结构。
常见的结合方式包括针刺、热熔、粘合等。
4.网络完善:通过后续的工艺步骤,如压实、热压等,进一步完善纤维网络的结构。
这些步骤可以使纤维之间的结合更紧密,提高成网材料的强度和稳定性。
非织造成网工艺步骤非织造成网工艺通常包括以下几个基本步骤:1.原材料准备:选择合适的纤维原料和辅助材料,并对其进行预处理,如洗涤、干燥等。
2.纤维混合和分散:将纤维以适当的比例混合,并通过搅拌或喷雾等方式使其均匀分散在液体中。
3.纤维定向:利用气流、水流或牵引力等方式对纤维进行定向,使其在成网过程中呈现一定的方向性。
4.网络成型:将混合和分散好的纤维通过特定的成网设备,如纺粘、热压等,使其互相结合形成网状结构。
5.结束处理:对成网材料进行必要的后续处理,如洗涤、烘干等,以使其具备所需的性能和品质。
非织造成网工艺的应用领域非织造成网工艺由于其独特的结构和性能,被广泛应用于各个领域。
以下是一些常见的应用领域:1.服装和家居:非织造材料常用于制作内衣、外套、床上用品等。
其柔软、透气和吸湿性能能够提供舒适的穿着体验和良好的睡眠环境。
2.医疗和卫生:非织造材料常用于制作一次性口罩、手套、护理垫等。
其无菌性和防护性能能够有效减少交叉感染风险。
3.汽车和航空:非织造材料常用于汽车内饰、航空座椅衬垫等。
{生产工艺技术}非织造成网工艺和原理非织造成网工艺是一种将纤维通过物理、化学或机械作用力将其固定在一起形成薄膜、纤维或纺网结构的技术。
与传统的织造工艺不同,非织造成网工艺无需经过纺纱、织造等传统工序,具有简单、高效、节能等优点。
下面将详细介绍非织造成网工艺的原理和应用。
非织造成网工艺的原理主要包括以下几个方面:1.纤维的形成:通过纺丝工艺,将原材料纤维经过拉伸、牵伸等过程,使其形成连续的纤维束。
纤维的性质和形状对最终产品的性能具有重要影响。
2.提取纤维:通过旋转或牵引装置,将纤维束从纺丝装置中提取出来,形成纤维网。
3.纤维的定向和交织:通过不同的工艺手段,如空气喷射、水喷射、针刺等,使纤维网中的纤维定向、交织和紧密连接,形成网状结构。
4.纤维的固定:在纤维网形成后,通过热熔、化学结合、机械结合等方法将纤维网中的纤维固定在一起,形成最终产品。
非织造成网工艺具有广泛的应用领域,包括纺织、建筑、医药、环保等多个行业。
以下是非织造成网工艺的几个常见应用:1.医疗卫生领域:非织造成网材料广泛应用于医用口罩、外科手术包、消毒巾等医疗卫生用品。
其独特的网状结构能够有效过滤微粒和细菌,具有良好的透气性和吸湿性。
2.土工合成材料:非织造成网材料在土地修复和防护工程中起着重要的作用。
通过增加土壤的稳定性和透水性,避免土壤侵蚀和坍塌,提高土地的可持续利用能力。
3.汽车制造:非织造成网材料被广泛应用于汽车内饰和过滤器等部件的制造中。
它具有重量轻、吸音性好、耐磨性强等特点,能够提高汽车的安全性和驾乘舒适性。
4.服装和家居用品:非织造成网材料可以用于制造衣物、窗帘、床上用品等产品。
它柔软、透气、易于清洁,能够提供良好的舒适性和使用寿命。
总之,非织造成网工艺通过将纤维固定在一起形成网状结构,为各个领域的产品提供了新的制造方法和材料选择。
随着科技的不断进步和工艺的不断创新,非织造成网工艺的应用前景将会更加广阔。