注塑机冷却水系统工程
- 格式:doc
- 大小:46.00 KB
- 文档页数:1
注塑机冷水机工作原理引言概述:注塑机冷水机是注塑机生产过程中不可或者缺的重要设备,其作用是通过循环冷却水来控制注塑机的温度,保证塑料材料在注塑过程中达到最佳的流动性和成型效果。
本文将详细介绍注塑机冷水机的工作原理。
一、冷水机的工作原理1.1 冷水机的制冷循环系统冷水机的制冷循环系统由压缩机、冷凝器、膨胀阀和蒸发器组成。
压缩机将低温低压的蒸汽吸入,压缩成高温高压的蒸汽,然后通过冷凝器散热冷却,变成高压液体。
高压液体通过膨胀阀减压后,变成低温低压的液体,进入蒸发器吸收热量,再次变成低温低压的蒸汽,循环往复。
1.2 冷水机的冷却循环系统冷水机的冷却循环系统由水泵、冷却塔、水箱和冷却管道组成。
水泵将冷却水从水箱中抽取,通过冷却管道流经注塑机的模具和机器部件,吸收热量后流回水箱。
冷却水通过冷却塔散热,再次循环供给注塑机使用。
1.3 冷水机的控制系统冷水机的控制系统通过传感器监测注塑机的温度,根据设定的温度范围来控制冷水机的制冷和冷却循环。
当注塑机需要降温时,控制系统会启动冷水机,调节制冷循环和冷却循环,保持注塑机在设定的温度范围内稳定运行。
二、冷水机的应用范围2.1 注塑机生产在注塑机生产过程中,冷水机可以有效控制注塑机的温度,保证塑料材料在注塑过程中达到最佳的流动性和成型效果,提高生产效率和产品质量。
2.2 金属加工冷水机也广泛应用于金属加工行业,如激光切割、冲压、铸造等工艺中,通过冷却金属材料和设备,保持加工过程中的稳定温度,提高加工精度和效率。
2.3 化工生产在化工生产中,冷水机可以用于冷却反应釜、冷却塔、冷却设备等,控制反应温度,保证化工生产过程的安全和稳定。
三、冷水机的优势3.1 高效节能冷水机采用闭式循环系统,能够循环利用冷却水,减少能源消耗,提高能效比,节约能源成本。
3.2 稳定可靠冷水机采用先进的控制系统和稳定的制冷循环系统,能够实时监测温度变化,保证设备稳定运行,提高生产效率。
3.3 环保节能冷水机采用环保冷媒和高效节能设计,减少对环境的影响,符合现代节能环保的发展趋势。
注塑冷却水塔是一种常用的工业设备,用于为注塑机等设备提供冷却水,以控制设备的温度,确保正常工作。
它的工作原理可以简单描述如下:
1. 冷却水循环:冷却水塔通过水泵将水抽取到塔内,并通过水管系统循环供应给注塑机或其他需要冷却的设备。
2. 喷淋方式:在冷却塔的顶部有一个喷淋系统,它将冷却水均匀地喷淋到塔内。
冷却水从顶部沿着填料板或喷淋丝网流下来,形成一个向下的水帘。
3. 空气对流:冷却塔的一侧设有一台大型风扇或风机,它通过将空气吹拂到水帘上,使水与空气发生热交换。
由于水的温度高于空气,水中的热量会通过蒸发和换热的方式传递给空气,从而降低水的温度。
4. 热量排放:冷却塔的另一侧通常有一个排气口或冷却塔废气系统,用于排放热量交换后的空气。
通过排气,冷却塔有效地将热量从水中转移到环境中,实现冷却效果。
冷却水塔的工作原理是基于水的蒸发和热量传递的原理。
通过不断循环注塑机产生的热水,并与通过风扇的空气进行热
交换,使水温下降。
这样可以减少注塑机等设备的温度,确保设备正常运行,并避免因温度过高引起的损坏或故障。
需要注意的是,不同型号和规格的冷却水塔可能会有一些细微的差别,但以上是其基本的工作原理。
如果您需要详细了解特定冷却水塔的工作原理和操作说明,建议参考设备制造商提供的相关文档或咨询专业技术人员。
注塑机冷水机工作原理引言概述:注塑机冷水机是注塑加工过程中必不可少的设备之一,它通过循环冷却水来控制注塑机的温度,从而保证注塑过程的稳定性和产品质量。
本文将详细介绍注塑机冷水机的工作原理,包括循环系统、制冷系统、控制系统、安全系统和维护保养。
一、循环系统:1.1 冷却水循环:注塑机冷水机通过水泵将冷却水从水箱中抽出,经过冷却塔进行散热后再送回注塑机进行循环使用。
1.2 水箱设计:水箱是冷却水的储存和供应装置,通常采用不锈钢材质,具有一定的容积和压力。
1.3 水泵控制:水泵负责将冷却水抽送到注塑机,通常采用变频控制方式,根据注塑机的实际需求来调整水泵的工作频率和水流量。
二、制冷系统:2.1 压缩机:注塑机冷水机的制冷系统采用压缩机来提供制冷剂的压缩和循环。
常见的压缩机有活塞式和螺杆式两种。
2.2 冷凝器:制冷剂在压缩机的作用下变为高温高压气体,经过冷凝器的散热作用后,变为高压液体。
2.3 膨胀阀和蒸发器:高压液体通过膨胀阀进入蒸发器,蒸发器内的制冷剂吸收注塑机的热量,同时变为低温低压气体,再次进入压缩机循环。
三、控制系统:3.1 温度控制:注塑机冷水机通过传感器监测注塑机的温度,根据设定值自动调节冷却水的温度,保持注塑机的稳定工作温度。
3.2 压力控制:冷水机的水泵工作需要根据注塑机的压力需求来调节,通过压力传感器实时监测注塑机的压力,并自动调节水泵的工作状态。
3.3 故障报警:冷水机配备有故障报警系统,当冷却水温度异常、水泵故障或者制冷系统异常时,会及时发出警报以提醒操作人员。
四、安全系统:4.1 过载保护:冷水机的压缩机和水泵都具有过载保护功能,当负载过大时会自动停机,避免设备损坏。
4.2 温度保护:冷水机配备有温度传感器,当冷却水温度过高或者过低时,会自动停机以保护设备和注塑机。
4.3 水泵保护:冷水机的水泵具有干运行保护功能,当水泵缺水或者水泵故障时,会自动停机以避免损坏。
五、维护保养:5.1 定期清洗:冷水机的水箱、冷凝器和蒸发器需要定期清洗,保持良好的散热效果。

目录目录 (1)一、企业简介 (1)二、工程范围 (2)本工程的设计、施工、设备安装及调试。
(2)三、设计依据 (2)1、厂方提供数据 (2)2、设计原则 (4)3、管道的选用。
(4)四、工艺流程: (5)1、油冷器开式冷却水供回水流程 (5)2、模具冷冻机流程 (5)3、水冷式空调冷却水流程示意图 (5)五:技术要求 (5)六、工程估算 (6)1、工程汇总表 (6)2.工程预算书 (6)3、主材一览表 (10)4、辅材一览表 (13)5、人工汇总表 (16)一、企业简介苏州威辰环境工程有限公司成立于2003年,系苏州市高新区环保产业协会会员单位,主要从事污水、冷却循环水、纯水及工业废气的治理工程。
先后治理过油脂化工、电子线路板、电镀、喷涂、大型酒店及太湖周边农村生活污水;电梯部件生产企业、塑料生产企业冷却循环水;彩钢板生产线、喷涂、酸雾废气的治理。
公司所承接工程都先后通过业主和环保部门验收。
公司和周边各区环保部门建立了非常好的协调沟通能力。
公司长期协作单位有:日立化成(苏州)有限公司;旭化成复合塑料(苏州)有限公司;富士胶片(苏州)映像机器有限公司;群鑫电子(苏州)有限公司;苏州捷美电子有限公司;苏州同信彩色金属板有限公司;苏州宝成实业有限公司;华润超市集团;万盛实业有限公司;苏州市新华美塑料有限公司;苏州市工业设备安装公司;苏州市吴中区水务局等。
公司有自主设计、设备制作、工程设备安装及调试及能力。
公司典型工程案例:苏州天然油脂化工有限公司废水处理工程苏州莱福特柔性线路板有限公司废水处理工程威特电梯(苏州)有限公司废水处理回用工程华诚国际新锦江大酒店生活污水处理工程同信彩色金属板有限公司废气及废水处理工程旭化成复合塑料(苏州)有限公司废气、废水及冷却水循环使用工程二、工程范围本工程的设计、施工、设备安装及调试。
三、设计依据1、厂方提供数据:嘉善注塑厂新厂房现有注塑机48台,分东区PS车间、西区MB车间两个部分,一车间北排21台为普通海天注塑机,南排20台为伺服电机注塑机,准备新购的14台也是伺服电机注塑机,南二车间北排5台为普通海天注塑机,以后待购的10台也是伺服电机注塑机,新伺服电机注塑机(约200T)油冷器水管流量为普通机的1/3,(水量计:2.28×1/3=0.76T/H)/①:东区PS车间厂房内现有注塑机25台(预留15台);机型数量油冷器需冷却水水量模具需冷却水水量功率KW470T 1 4.65T/H 2.52 T/H 76360 T 1 3.81 T/H 2.04 T/H 57 250 T 2 3.01 T/H 1.74 T/H 54 200 T 1 2.28 T/H 1.56 T/H 32 150 T 6 1.56 T/H 0.78 T/H 25 预留新伺服200T 5 0.76 T/H1.56 T/H 北区小计 16 30.08 T/H 22.08 T/H 新伺服150T 1 0.52 T/H 0.78 T/H 25 新伺服110T 4 0.52 T/H 0.78 T/H 24 新伺服80T 2 0.52 T/H 0.5 T/H 17 新伺服58T 2 0.52 T/H 0.5 T/H 17 预留新伺服电机300T 5 0.78 T/H1.55 T/H 南区小计 14 8.48 T/H 14.1 T/H 700T 2 11.6 T/H 4.54 T/H 119 500T 2 5.67 T/H2.5 T/H 97 40T 1 1.14 T/H 9.6 T/H 9 预留新伺服200T 5 0.76 T/H 1.56 T/H 二车间北区小计 10 39.48 T/H22.84 T/H②:西区MB 车间厂房内注塑机22台(预留10台)③:三个分区冷却水合计:分区 数量油冷器需冷却水水量模具需冷却水水量 PS 北区小计 16 30.08 T/H 22.08 T/H MB 北区小计 15 40.1 T/H 27.84 T/H 一车间北区合计 31 70.18 T/H49.92 T/H机型数量 油冷器需冷却水水量 模具需冷却水水量 功率KW 470T 3 4.65T/H 2.52 T/H 75 360 T 1 3.81 T/H 2.04 T/H 57 320 T 2 3.09 T/H 1.74 T/H 60 300 T 1 3.09 T/H 1.74 T/H 48 280 T 1 3.09 T/H 1.74 T/H 45 250T1 3.09 T/H 1.74 T/H 54 预留新伺服200T5 0.76 T/H 1.56 T/H 北区小计 15 40.17 T/H 27.8 T/H 新伺服200T 1 0.75 T/H 1.56 T/H 32 新伺服180T 1 0.76 T/H 1.56 T/H 25 新伺服150T 3 0.52 T/H 0.78 T/H 25 新伺服120T 2 0.52 T/H 0.78 T/H 25 新伺服110T 1 0.52 T/H 0.78 T/H 24 新伺服80T 3 0.52 T/H 0.6 T/H17 预留新伺服电机200T 5 0.78 T/H1.56 T/H 南区小计 16 10.0 T/H 14.4 T/HPS南区小计14 8.48 T/H 14.1 T/HMB南区小计21 10.8 T/H 17.4 T/H一车间南区合计30 18.48 T/H 31.5 T/H二车间北区小计10 39.4 T/H 22.84 T/H一、二车间总计55 128.14 T/H 108.25 T/H④:冷冻机水:设备数量单台水量水量合计PS北区小计 3 47.5 T/H 142.5 T/H (冷却水)MB北区小计 3 39 T/H 117 T/H (冷却水)⑤:空调冷却水:设备数量单台水量水量合计水冷空调 5 9.4 T/H 47 T/H (冷却水)⑥:总水量:冷冻水总量117t/h,冷却水总量317.6t/h2、设计原则①:PS车间和MB车间注塑机合并供水,分:一车间北区、一车间南区、二车间北区三个区域,分别满足生产冷却水所需压力和温度、水量。
摘要注塑机控制系统是注塑机整机的一个重要组成部分,其性能优劣对整机至关重要。
本论文首先确定了注塑机控制系统的设计方案与思路,经过与单片机控制、微机控制、继电接触器控制等控制系统相比较,决定采用PLC来实现对注塑机各动作的控制。
确定了PLC输入和输出接口的属性,将注塑机的所有检测开关、限位开关、手动操作开关和主令开关等,进行确切地分类和编号,从而确定了I/O口的数量。
根据输入输出的数量、类型确定PLC的型号为FX2N-MR。
完成了注塑机主电路和控制电路等硬件电路的设计。
软件设计方面,根据注塑机各个动作制出注塑机的工艺流程图。
根据此工艺流程图,设计出注塑机的动作流程图,根据动作流程图写出注塑机的状态转移图,并依据状态转移图写出步进梯形图。
关键词:注塑机,控制系统,状态转移图,步进梯形图目录摘要............................................................. 第一章绪论.. 01.1塑料机械行业概述 01.2国内外注塑机的研究现状 01.3注塑机的发展趋势 (2)第二章注塑机系统概述 (4)2.1注塑机的组成 (4)2.2注塑机的分类 (5)2.3注塑机控制系统的抗干扰措施 (6)第三章注塑机控制系统的设计方案和思路 (9)3.1注塑机控制系统设计的主要内容和工艺分析 (9)3.2设计的思路和方案 (10)第四章注塑机的PLC控制系统硬件和软件设计 (13)4.1输入输出点的继电器属性 (13)4.2PLC机型的选择 (14)4.3输入输出地址分配表 (15)4.4主电路的设计 (17)4.5控制电路的设计 (18)4.6注塑机的动作流程 (19)4.7程序设计 (23)第五章总结与展望 (33)5.1结论 (33)5.2展望 (34)致谢 (35)参考文献 (36)第一章绪论1.1 塑料机械行业概述从20世纪50年代技术创新推出了螺杆式塑料注射成型机至今已有50多年的历史。
注塑机冷水机工作原理注塑机冷水机是注塑加工中常用的辅助设备,主要用于控制注塑机模具的温度,确保注塑产品的质量和生产效率。
注塑机冷水机通过循环冷却水来降低模具温度,以防止塑料熔融后的融胶在模具中的停留时间过长,从而影响产品的尺寸精度和外观质量。
注塑机冷水机的工作原理如下:1. 循环系统:注塑机冷水机包含一个循环系统,由水泵、冷却器、冷却塔、水箱和管道组成。
水泵负责将冷却水从水箱抽取出来,经过冷却器冷却后再回流到模具中进行循环。
2. 冷却器:冷却器是注塑机冷水机的核心部件,通过制冷剂的循环流动来实现冷却水的冷却。
冷却器内部有一个压缩机、冷凝器、膨胀阀和蒸发器。
制冷剂在压缩机的作用下被压缩成高温高压气体,然后通过冷凝器散热变成高温高压液体。
接着,高温高压液体通过膨胀阀减压,变成低温低压液体,进入蒸发器与冷却水进行热交换,使冷却水温度降低。
3. 冷却塔:冷却塔是注塑机冷水机的重要组成部份,主要用于散热。
冷却塔内部有多个填料层,冷却水从塔顶喷淋下来,与空气进行接触,通过蒸发散热,使冷却水温度降低。
同时,冷却塔还有一个风机,用于增加空气流动,加速冷却效果。
4. 控制系统:注塑机冷水机还配备了一个控制系统,用于监控和调节冷却水的温度和流量。
控制系统可以根据注塑机的工作需求,自动调节冷却水的温度,确保模具温度的稳定性。
注塑机冷水机的工作流程如下:1. 开机准备:首先,检查冷却水的水位和水质,确保水箱中有足够的冷却水,并且水质符合要求。
然后,打开冷却水泵和冷却塔风机的电源,启动冷却系统。
2. 循环冷却:冷却水泵开始工作,将冷却水从水箱中抽取出来,通过管道送入模具中。
冷却水在模具中与热塑料进行热交换,吸收热量后温度升高,并返回冷却器。
3. 冷却水的冷却:冷却器中的制冷剂开始循环流动,制冷剂通过冷凝器散热,使冷却水温度降低。
降温后的冷却水再次进入模具进行循环,以维持模具温度的稳定。
4. 散热:冷却塔风机开始工作,增加空气流动,加速冷却效果。
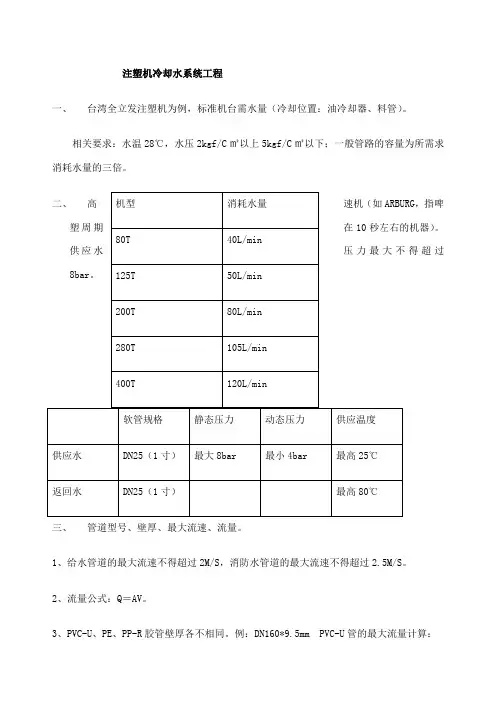
注塑机冷却水系统工程
一、台湾全立发注塑机为例,标准机台需水量(冷却位置:油冷却器、料管)。
相关要求:水温28℃,水压2kgf/C㎡以上5kgf/C㎡以下;一般管路的容量为所需求消耗水量的三倍。
,指啤。
得超过
三、管道型号、壁厚、最大流速、流量。
1、给水管道的最大流速不得超过2M/S,消防水管道的最大流速不得超过2.5M/S。
2、流量公式:Q=AV。
3、PVC-U、PE、PP-R胶管壁厚各不相同。
例:DN160*9.5mm PVC-U管的最大流量计算:
A、管径横截面:(∏)×【(+)/2】平方米=×=0.0156平方米。
B、流量计算:×2M/S×3600S=吨/小时。
4、我厂部分管道规格/流量:DN160*吨/小时, DN110*吨/小时,
DN90*吨/小时。
(材料均为PVC-U,承压级别)
四、注塑车间冷却水配置
*两台辅助设备按一台标准机(200T)用水量计算。
*以上用水量均以200T标准机计算,机台大小用量不同。
*高速机啤塑周期较标准机快2-3倍,因此总需水量以三倍换算。
*冷却塔配置需比总需水量较大一级。
*机台释放的热量越多,冷却水塔的制冷功率需越大。
*水的比热容为kg.℃,即:1KG的水降1℃所释放的热量为。
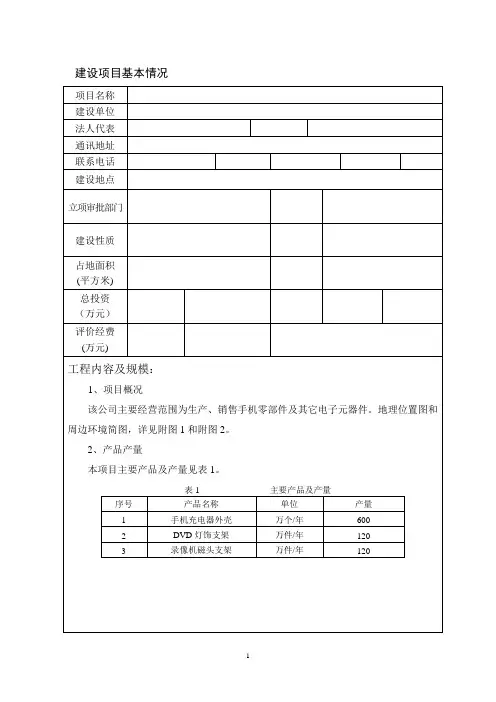
建设项目基本情况与本项目有关的原有污染情况和主要环境问题。
建设项目所在地自然环境、社会环境环境质量状况评价适用标准建设项目工程分析项目主要污染物产生及预计排放情况间还应达到下述要求:a. 必须安装经环保产业协会认定的油烟净化装置(净化设施最低去除率60%),保证操作期间油烟净化设施按要求运行;b. 油烟必须经专用排气筒集中排放,排气筒出口段的长度至少应有4.5倍直径(或当量直径)的平直管段;c. 排气筒位置、出口朝向应避开易受影响的建筑物,排气筒高度应高于周围建筑物;综上所述,本项目食堂产生的油烟经油烟净化设施处理后可做到达标排放。
2、废水达标排放可行性分析(1)生活污水全厂主要排放废水为食堂、厕所及洗水间、浴室等处排放生活污水。
本项目生活污水排放量2m3/d,由于咸阳路污水处理厂尚未建成,生活污水若直接排放,其排水水质不能达到GB8978-1996《污水综合排放标准》(二级),由于本项目污水水量较少,不宜采用地埋式生化处理装置,设计经化粪池、沉淀池二级沉淀及沙滤池处理。
经长时间沉淀、过滤处理后,出水可达到《污水综合排放标准》GB8978-96(二级)水质要求。
待咸阳路污水处理厂建成后,本项目生活污水可经市政污水管网,排入咸阳路污水处理厂进行处理。
(2)冷却循环系统排污水本项目冷却循环系统排污水属清洁下水,直接排放。
3、声环境影响分析营运期主要噪声源为空压机、粉碎机、冷却塔等设备运行时产生的噪声,粉碎机、冷却塔单台设备噪声源强为80dB(A)。
空压机设备源强声级约83 dB(A)。
由于本项目东、西两侧厂界距离相同,本评价采用噪声距离衰减、叠加模式计算西侧厂界的噪声值。
噪声距离衰减模式:L A(r)=L A(r0)-20lgr/r0-α(r-r0)-R式中:L A(r)-预测点处所接受的A声级;r0-参考位置距离,m,取1m;R-噪声源防护结构及房屋的隔声量,取20dB(A);α-大气对声源的吸收系数,dB(A)/m,取平均值0.008dB(A)/m。
注塑机冷水机工作原理注塑机冷水机是注塑行业中常用的一种冷却设备,其工作原理是通过循环冷却水来控制注塑机的温度,以确保注塑过程中的稳定性和质量。
1. 冷水机的组成部份注塑机冷水机主要由压缩机、冷凝器、蒸发器、膨胀阀、水泵、水箱、控制系统等组成。
压缩机是冷水机的核心部件,通过压缩制冷剂使其温度和压力升高,然后通过冷凝器散热,使制冷剂变成高温高压气体。
蒸发器是制冷剂从高温高压气体变成低温低压气体的地方,通过吸热的方式将注塑机中的热量带走。
膨胀阀用于控制制冷剂的流量,水泵负责将冷却水循环送到注塑机中,水箱则用于储存冷却水。
控制系统用于对整个冷水机进行监控和调节。
2. 工作原理注塑机冷水机的工作原理是利用制冷剂的循环流动来实现注塑机的冷却。
首先,冷水机通过水泵将冷却水从水箱中抽取出来,然后通过冷凝器散热,将水温降低。
接着,冷却水经过膨胀阀进入蒸发器,与注塑机中的热量进行热交换,将注塑机中的热量带走,使注塑机保持在所需的温度范围内。
最后,冷却水再次经过水泵循环送回水箱,形成一个闭路循环。
3. 控制系统的作用注塑机冷水机的控制系统起着关键的作用。
它可以监测和调节冷水机的温度、压力和流量等参数,确保冷却水的稳定供应和注塑机的正常运行。
控制系统通常包括温度控制器、压力传感器、流量计等设备,通过这些设备可以实时监测冷水机的运行状态,并根据需要进行调节。
4. 应用范围注塑机冷水机广泛应用于注塑行业中,特殊是对于需要保证注塑产品质量的高精度注塑过程,冷水机的作用尤其重要。
例如,在注塑过程中,塑料熔融温度的控制对产品的质量和性能有着重要影响,而冷水机可以通过控制冷却水的温度来实现对注塑机温度的精确控制,从而确保产品的质量。
总结:注塑机冷水机通过循环冷却水来控制注塑机的温度,保证注塑过程的稳定性和产品质量。
其工作原理是利用制冷剂的循环流动,通过冷凝器和蒸发器的热交换来实现对注塑机的冷却。
冷水机的控制系统起着关键的作用,通过监测和调节温度、压力和流量等参数,确保冷却水的稳定供应和注塑机的正常运行。
模和量产的成败以及成本的高低,80%決定于设计阶段。
我们的目标应当是让设计部门担负起试模和量产成败的责任,设计工程师要清楚的知道自己设计的产品和模具是如何历经酸甜苦辣之途,才完成任务的,这样设计水平才能不断精进。
设计工程师也应在最短的时间內将最新的更正设计反映在设计图面和文档上,这样知识和经验才能累积、分享和传承。
加工、钳工和品管的责任是按图施工和品管,並且反馈设计合理化的意见。
这样经年累月下來,竞争力不断增强的模具/注塑厂將脱颖而出。
模具结构----六大系统之一:模具成型零件(排位与订料)概述:模具成型零件----由上下内模(包括行位/镶件)组成,它们形成一个封闭的型腔。
通俗来说,凡是有产品胶位的地方都称为模具成型零件。
排位与订料:1:产品在模仁(内模)的排位以最佳效果形成排放位置,要充分考虑进胶的平衡性,流道尽短地流入型腔,要充分考虑进胶位置和分型面因素,要与制品的外形大小,深度成比例。
2:产品到模仁边的距离与产品之间的距离:小件制品距离一般为15-25MM之间,成品之间一般为15-20MM,如有镶呵则一般为25MM左右,成品间有主流道的最少要有15MM,大件制品距离边一般为30-50MM,有镶呵最小为35,镶呵出多件产品,刚其之间距离为10-15MM左右,成品长度在200MM 以上,宽度在150MM 以上其产品距离应不小于30MM;3:模仁到模胚边距离:300MM以内,模胚为50-60MM之间;330-350MM以内,模胚为60-70MM之间;550MM 以上,模胚一般要在75MM以上。
4:模仁底部到模胚底部距离;公模300MM以内,模胚为40-50MM之间;330以上,模胚为50-70MM之间;母模300MM 以内,模胚为25-30MM之间;330MM以上模胚为25-35MM。
5:模仁用料,母模一般模具国产NAK80,较高要求,则用进口NAK80,有特殊或批量大模具选用热处理材料,有腐蚀性胶料如PVC,POM,NL或透明PMMA,PC等则选择不锈钢系列,如2316,S136,S136H等,公模仁一般选用德国P20,有腐蚀性胶料如PVC,POM,NL或透明PMMA,PC等亦要选择不锈钢系列,斜顶一般选用进口718,法兰一般选用王牌,散热要求高的镶件用铍铜。
注塑机冷水机工作原理注塑机冷水机是一种用于控制注塑机模具温度的设备,它通过循环冷却水来控制模具的温度,以确保注塑过程中塑料材料能够快速凝固和固化,从而获得高质量的注塑制品。
下面将详细介绍注塑机冷水机的工作原理。
1. 冷却系统结构注塑机冷水机主要由压缩机、冷凝器、膨胀阀、蒸发器、水泵、水箱和控制系统等组成。
其中,压缩机负责将低温低压的制冷剂气体压缩成高温高压气体,然后通过冷凝器排放热量,使气体冷却并转化为高温高压液体。
膨胀阀控制高温高压液体进入蒸发器,制冷剂在蒸发器内蒸发吸收热量,使温度下降。
水泵将冷却水从水箱中抽出,通过蒸发器与制冷剂进行热交换,冷却水吸收热量后再回流到水箱中循环使用。
2. 工作原理在注塑过程中,塑料材料通过注塑机加热熔化,然后通过模具喷射成型。
在注塑过程中,模具的温度对于塑料制品的质量和生产效率起着至关重要的作用。
因此,注塑机冷水机的工作原理是通过控制冷却水的温度和流量,来控制模具的温度。
当注塑机启动时,冷水机会根据预设的温度要求开始工作。
首先,水泵将冷却水从水箱中抽出,通过蒸发器与制冷剂进行热交换。
制冷剂在蒸发器内蒸发吸收热量,使温度下降,冷却水吸收热量后再回流到水箱中循环使用。
同时,压缩机将低温低压的制冷剂气体压缩成高温高压气体,然后通过冷凝器排放热量,使气体冷却并转化为高温高压液体。
高温高压液体通过膨胀阀进入蒸发器,与冷却水进行热交换。
冷却水吸收热量后温度升高,然后再通过水泵回流到水箱中循环使用。
这样,冷却水就能够通过循环循环冷却模具,控制模具的温度。
注塑机冷水机通过控制冷却水的温度和流量,可以根据注塑产品的要求进行调整。
当模具温度过高时,冷水机会增加冷却水的流量和降低温度,以降低模具温度。
相反,当模具温度过低时,冷水机会减少冷却水的流量和提高温度,以提高模具温度。
通过这种方式,注塑机冷水机可以精确控制模具的温度,确保注塑制品的质量和生产效率。
总结:注塑机冷水机是一种用于控制注塑机模具温度的设备,它通过循环冷却水来控制模具的温度,以确保注塑过程中塑料材料能够快速凝固和固化,从而获得高质量的注塑制品。
目录目录 (1)一、企业简介 (2)二、工程范围 (2)本工程的设计、施工、设备安装及调试。
(2)三、设计依据 (2)1、厂方提供数据 (2)2、设计原则 (4)3、管道的选用。
(5)四、工艺流程: (5)1、油冷器开式冷却水供回水流程 (5)2、模具冷冻机流程 (6)3、水冷式空调冷却水流程示意图 (6)五:技术要求 (7)六、工程估算 (8)1、工程汇总表 (8)2.工程预算书 (8)3、主材一览表 (13)4、辅材一览表 (16)5、人工汇总表 (19)一、企业简介苏州威辰环境工程有限公司成立于2003年,系苏州市高新区环保产业协会会员单位,主要从事污水、冷却循环水、纯水及工业废气的治理工程。
先后治理过油脂化工、电子线路板、电镀、喷涂、大型酒店及太湖周边农村生活污水;电梯部件生产企业、塑料生产企业冷却循环水;彩钢板生产线、喷涂、酸雾废气的治理。
公司所承接工程都先后通过业主和环保部门验收。
公司与周边各区环保部门建立了非常好的协调沟通能力。
公司长期协作单位有:日立化成(苏州)有限公司;旭化成复合塑料(苏州)有限公司;富士胶片(苏州)映像机器有限公司;群鑫电子(苏州)有限公司;苏州捷美电子有限公司;苏州同信彩色金属板有限公司;苏州宝成实业有限公司;华润超市集团;万盛实业有限公司;苏州市新华美塑料有限公司;苏州市工业设备安装公司;苏州市吴中区水务局等。
公司有自主设计、设备制作、工程设备安装及调试及能力。
公司典型工程案例:苏州天然油脂化工有限公司废水处理工程苏州莱福特柔性线路板有限公司废水处理工程威特电梯(苏州)有限公司废水处理回用工程华诚国际新锦江大酒店生活污水处理工程同信彩色金属板有限公司废气及废水处理工程旭化成复合塑料(苏州)有限公司废气、废水及冷却水循环使用工程二、工程范围本工程的设计、施工、设备安装及调试。
三、设计依据1、厂方提供数据:嘉善注塑厂新厂房现有注塑机48台,分东区PS车间、西区MB车间两个部分,一车间北排21台为普通海天注塑机,南排20台为伺服电机注塑机,准备新购的14台也是伺服电机注塑机,南二车间北排5台为普通海天注塑机,以后待购的10台也是伺服电机注塑机,新伺服电机注塑机(约200T)油冷器水管流量为普通机的1/3,(水量计:2.28×1/3=0.76T/H)/①:东区PS车间厂房内现有注塑机25台(预留15台);机型数量油冷器需冷却水水量模具需冷却水水量功率KW470T 1 4.65T/H 2.52 T/H 76 360 T 1 3.81 T/H 2.04 T/H 57 250 T 2 3.01 T/H 1.74 T/H 54 200 T 1 2.28 T/H 1.56 T/H 32 150 T 6 1.56 T/H 0.78 T/H 25 预留新伺服200T 5 0.76 T/H 1.56 T/H 北区小计16 30.08 T/H 22.08 T/H新伺服150T 1 0.52 T/H 0.78 T/H 25 新伺服110T 4 0.52 T/H 0.78 T/H 24 新伺服80T 2 0.52 T/H 0.5 T/H 17 新伺服58T 2 0.52 T/H 0.5 T/H 17 预留新伺服电机300T5 0.78 T/H 1.55 T/H南区小计14 8.48 T/H 14.1 T/H700T 2 11.6 T/H 4.54 T/H 119 500T 2 5.67 T/H 2.5 T/H 9740T 1 1.14 T/H 9.6 T/H 9 预留新伺服200T 5 0.76 T/H 1.56 T/H二车间北区小计10 39.48 T/H 22.84 T/H②:西区MB车间厂房内注塑机22台(预留10台)机型数量油冷器需冷却水水量模具需冷却水水量功率KW470T 3 4.65T/H 2.52 T/H 75 360 T 1 3.81 T/H 2.04 T/H 57 320 T 2 3.09 T/H 1.74 T/H 60 300 T 1 3.09 T/H 1.74 T/H 48 280 T 1 3.09 T/H 1.74 T/H 45 250T 1 3.09 T/H 1.74 T/H 54 预留新伺服200T 5 0.76 T/H 1.56 T/H 北区小计15 40.17 T/H 27.8 T/H新伺服200T 1 0.75 T/H 1.56 T/H 32 新伺服180T 1 0.76 T/H 1.56 T/H 25 新伺服150T 3 0.52 T/H 0.78 T/H 25 新伺服120T 2 0.52 T/H 0.78 T/H 25 新伺服110T 1 0.52 T/H 0.78 T/H 24 新伺服80T 3 0.52 T/H 0.6 T/H 17 预留新伺服电机200T5 0.78 T/H 1.56 T/H南区小计16 10.0 T/H 14.4 T/H③:三个分区冷却水合计:分区 数量油冷器需冷却水水量模具需冷却水水量 PS 北区小计 16 30.08 T/H 22.08 T/H MB 北区小计 15 40.1 T/H 27.84 T/H 一车间北区合计 31 70.18 T/H 49.92 T/H PS 南区小计 14 8.48 T/H 14.1 T/H MB 南区小计 21 10.8 T/H 17.4 T/H 一车间南区合计 30 18.48 T/H 31.5 T/H 二车间北区小计 10 39.4 T/H 22.84 T/H 一、二车间总计 55 128.14 T/H108.25 T/H④:冷冻机水:⑤:空调冷却水:⑥:总水量:冷冻水总量117t/h,冷却水总量317.6t/h2、设计原则① :PS 车间和MB 车间注塑机合并供水,分:一车间北区、一车间南区、二车间北区三个区域,分别满足生产冷却水所需压力和温度、水量。
一次注塑成型塑料排水检查井施工工法一、前言注塑成型塑料排水检查井施工工法是一种适用于各类排水系统的施工工艺,通过注塑成型技术将塑料材料注入模具制成检查井,在实际工程中得到了广泛应用。
本文将对该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析以及工程实例进行详细介绍。
二、工法特点注塑成型塑料排水检查井施工工法具有以下特点:1. 施工速度快:注塑成型技术可以实现快速生产,从而加快施工进度。
2. 施工工艺简单:相比于传统的混凝土检查井施工工艺,注塑成型工法操作简单,不需要复杂的模板,减少了施工难度。
3. 重量轻、强度高:采用塑料材料注塑成型的检查井重量轻,但强度高,具有良好的抗压能力和耐久性。
4. 环保节能:注塑成型工法减少了对自然资源的消耗,且塑料检查井易于回收再利用,具有良好的环保效应。
三、适应范围注塑成型塑料排水检查井施工工法适用于各类排水系统,包括市政排水系统、建筑排水系统、工业排水系统等。
四、工艺原理注塑成型技术是将塑料颗粒通过热熔、注塑成型等工艺步骤制成塑料检查井。
在施工工程中,通过注塑成型技术制作出的检查井质量好、密封性好、耐腐蚀性强。
在施工过程中,我们需要采取一系列技术措施,如保持模具温度恒定、控制注塑速度等,以确保注塑成型塑料排水检查井的质量达到设计要求。
五、施工工艺注塑成型塑料排水检查井的施工工艺主要包括以下几个阶段:1. 模具准备:准备好注塑模具,确保模具的表面光滑、无缺陷。
2. 塑料熔化:将塑料颗粒加热至熔化状态,并控制好熔融温度。
3. 注塑成型:将熔化的塑料通过注塑机注入模具中,并控制注塑速度和压力。
4. 冷却固化:待塑料注塑到模具中后,通过冷却固化使其硬化。
5. 模具开启:待塑料固化后,打开模具,取出注塑成型的塑料检查井。
六、劳动组织在注塑成型塑料排水检查井施工过程中,需要合理组织施工人员的劳动力量。
一般来说,需要有专业的操作人员掌握注塑机的使用技巧,保证注塑过程的顺利进行。
注塑机冷却水系统工程
一、台湾全立发注塑机为例,标准机台需水量(冷却位置:油冷却器、料管)。
相关要求:水温28℃,水压2kgf/C㎡以上5kgf/C㎡以下;一般管路的容量为所需求
1、给水管道的最大流速不得超过2M/S,消防水管道的最大流速不得超过2.5M/S。
2、流量公式:Q=AV。
3、PVC-U、PE、PP-R胶管壁厚各不相同。
例:DN160*9.5mm 1.6mpa PVC-U管的最大流量计
算:
A、管径横截面:3.14(∏)×【0.16-(0.0095+0.0095)/2】平方米=3.14×
0.0705=0.0156平方米。
B、流量计算:0.0156×2M/S×3600S=112.32吨/小时。
4、我厂部分管道规格/流量:DN160*9.5/112.32吨/小时, DN110*6.6/52.96吨/小时,
DN90*12.3/24.17吨/小时。
(材料均为PVC-U,承压级别1.6mpa)
四、注塑车间冷却水配置
*两台辅助设备按一台标准机(200T)用水量计算。
*以上用水量均以200T标准机计算,机台大小用量不同。
*高速机啤塑周期较标准机快2-3倍,因此总需水量以三倍换算。
*冷却塔配置需比总需水量较大一级。
*机台释放的热量越多,冷却水塔的制冷功率需越大。
*水的比热容为4.2kcal/kg.℃,即:1KG的水降1℃所释放的热量为4.2kcal。
注塑中注塑机调机技巧(总5页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--注塑成型是一门工程技术,它所涉及的内容是将塑料转变为有用并能保持原有性能的制品。
注射成型的重要工艺条件是影响塑化流动和冷却的温度,压力和相应的各个作用时间。
一、温度控制1、料筒温度:注射模塑过程需要控制的温度有料筒温度,喷嘴温度和模具温度等。
前两种温度主要影响塑料的塑化和流动,而后一种温度主要是影响塑料的流动和冷却。
每一种塑料都具有不同的流动温度,同一种塑料,由于来源或牌号不同,其流动温度及分解温度是有差别的,这是由于平均分子量和分子量分布不同所致,塑料在不同类型的注射机内的塑化过程也是不同的,因而选择料筒温度也不相同。
2、喷嘴温度:喷嘴温度通常是略低于料筒最高温度的,这是为了防止熔料在直通式喷嘴可能发生的"流涎现象"。
喷嘴温度也不能过低,否则将会造成熔料的早凝而将喷嘴堵*,或者由于早凝料注入模腔而影响制品的性能3、模具温度:模具温度对制品的内在性能和表观质量影响很大。
模具温度的高低决定于塑料结晶性的有无、制品的尺寸与结构、性能要求,以及其它工艺条件(熔料温度、注射速度及注射压力、模塑周期等)。
二、压力控制:注塑过程中压力包括塑化压力和注射压力两种,并直接影响塑料的塑化和制品质量。
1、塑化压力:(背压)采用螺杆式注射机时,螺杆顶部熔料在螺杆转动后退时所受到的压力称为塑化压力,亦称背压。
这种压力的大小是可以通过液压系统中的溢流阀来调整的。
在注射中,塑化压力的大小是随螺杆的转速都不变,则增加塑化压力时即会提高熔体的温度,但会减小塑化的速度。
此外,增加塑化压力常能使熔体的温度均匀,色料的混合均匀和排出熔体中的气体。
一般操作中,塑化压力的决定应在保证制品质量优良的前提下越低越好,其具体数值是随所用的塑料的品种而异的,但通常很少超过20公斤/平方厘米。
2、注射压力:在当前生产中,几乎所有的注射机的注射压力都是以柱塞或螺杆顶部对塑料所施的压力(由油路压力换算来的)为准的。
注塑机冷却水系统工程
一、台湾全立发注塑机为例,标准机台需水量(冷却位置:油冷却器、料管)。
相关要求:水温28℃,水压2kgf/C㎡以上5kgf/C㎡以下;一般管路的容量为所需求消耗水量的三倍。
二、高速机(如ARBURG,指啤塑周期在10秒左右的机器)。
供应水压力最大不得超过8bar。
三、管道型号、壁厚、最大流速、流量。
1、给水管道的最大流速不得超过2M/S,消防水管道的最大流速不得超过2.5M/S。
2、流量公式:Q=AV。
3、PVC-U、PE、PP-R胶管壁厚各不相同。
例:DN160*9.5mm 1.6mpa PVC-U管的最大流量计
算:
A、管径横截面:3.14(∏)×【0.16-(0.0095+0.0095)/2】平方米=3.14×
0.0705=0.0156平方米。
B、流量计算:0.0156×2M/S×3600S=112.32吨/小时。
4、我厂部分管道规格/流量:DN160*9.5/112.32吨/小时, DN110*6.6/52.96吨/小时,
DN90*12.3/24.17吨/小时。
(材料均为PVC-U,承压级别1.6mpa)
四、注塑车间冷却水配置
*以上用水量均以200T标准机计算,机台大小用量不同。
*高速机啤塑周期较标准机快2-3倍,因此总需水量以三倍换算。
*冷却塔配置需比总需水量较大一级。
*机台释放的热量越多,冷却水塔的制冷功率需越大。
*水的比热容为4.2kcal/kg.℃,即:1KG的水降1℃所释放的热量为4.2kcal。