工程机械焊接件通用技术条件.pot
- 格式:ppt
- 大小:1.67 MB
- 文档页数:43
![焊接件通用技术要求[1]](https://uimg.taocdn.com/bbc97732aaea998fcc220e20.webp)
焊接件通用技术条件1 范围本标准适用于公司所有产品中采用手工电弧焊、钨极氩弧焊、富氩气体保护焊及自动焊焊接的零部件。
本标准适用于产品图样或技术文件中无特殊要求的焊接件。
2 引用标准下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 985 气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸GB/T 986 埋弧焊焊缝坡口的基本形式和尺寸GB/T 2649 焊接接头机械性能试验取样方法GB/T 2650 焊接接头冲击试验方法GB/T 2651 焊接接头拉伸试验方法GB/T 2652 焊缝及熔敷金属拉伸试验方法GB/T 2653 焊接接头弯曲及压扁实验方法GB/T 3323 钢熔化焊对接接头射线照相和质量分等GB/T 5117 碳钢焊条GB/T 5118 低合金钢焊条GB/T 8110 气体保护焊丝用碳钢、低合金钢焊丝JG/T 5082.1 建筑机械与设备焊接件通用技术条件3 一般要求3.1焊接结构件的制造应符合设计、工艺文件和本标准的规定。
3.2焊接生产过程对环境温度的规定:3.2.1零件和成品矫正时,不应低于下列温度:3.2.1.1低碳钢材质:-20℃;3.2.1.2低合金结构钢材质:-15℃。
3.2.2一般焊接件允许施焊温度应符合表1的规定。
3.2.3焊接件在低温条件下(如表1所列)焊接时,钢材表面应进行预热,必须保证预热区宽度大于被焊板材厚度的4倍,且每侧预热宽度不得小于100mm,必须保证加热到100~200℃后才能施焊。
如果用火焰预热时,焰芯距板面距离应大于50mm。
3.2.4在常温条件下,对刚性大、可焊性差的焊接件,也应焊前预热(预热温度在100~200℃范围内),焊后需进行保温或回火消除焊接应力。
焊接通用技术条件焊接是一种常用的金属连接方法,它将两个或更多的金属部件通过熔融金属融合在一起,形成一个坚固的连接。
焊接通用技术条件包含了焊接操作的具体要求和规范,确保焊接工艺的稳定性和焊接接头的质量。
本文将介绍焊接通用技术条件,并对其应用进行探讨。
一、介绍焊接通用技术条件是指对于焊接工艺和焊接接头质量的要求,它包括焊接方法、焊接工艺、焊接材料、焊接设备以及焊接操作要求等方面的规定。
焊接通用技术条件的制定旨在确保焊接接头的可靠性和持久性,满足相关行业的需求。
二、焊接方法焊接通用技术条件中对焊接方法的要求主要包括焊接接头的形式、焊接材料的选择以及焊缝的设计等。
焊接接头的形式可以是对接焊、角焊、搭接焊等,而焊接材料的选择需要根据焊接材料的特性和使用环境来确定。
另外,焊缝的设计应当满足强度和密封性的要求,确保焊接接头的可靠性。
三、焊接工艺焊接通用技术条件中对焊接工艺的要求主要包括焊接过程参数的选择、热处理要求、焊接顺序以及焊接试样和焊接质量检验等。
焊接过程参数的选择需要根据焊接材料和焊接接头的特性来确定,以保证焊接接头的质量。
热处理要求主要是对焊接接头进行热处理,消除焊接过程中产生的应力和组织改变,提高焊接接头的强度和韧性。
焊接顺序的确定以及焊接试样和焊接质量检验的规定则是为了确保焊接接头的准确性和可靠性。
四、焊接材料焊接通用技术条件中对焊接材料的要求主要包括焊接材料的选择、材料特性和材料质量检验等。
焊接材料的选择需要根据焊接接头的材料和使用环境来确定,以确保焊接接头的可靠性和耐久性。
焊接材料的特性和性能检验以及材料质量的要求则是为了保证焊接接头的质量。
五、焊接设备焊接通用技术条件中对焊接设备的要求主要包括设备的选择、设备参数的调整以及设备的维护和保养等。
焊接设备的选择需要根据焊接接头的材料和尺寸来确定,确保焊接设备能够满足焊接要求。
设备参数的调整以及设备的维护和保养则是为了确保焊接设备的正常运行和使用寿命,以提高焊接接头的质量和稳定性。
焊接件通用技术条件一、一般要求1.1焊接件的制造应符合设计图样、工艺文件的规定。
1.2用于制造焊接件的原材料(钢板、型钢和钢管等)的钢号、规格、尺寸应符合设计图样要求:若不符合要求时,应按工厂材料代用制度代用。
1.3用于制造焊接件的原材料(钢板、型钢和钢管等)、焊接材料(焊条、焊丝、焊剂、保炉气体等)进厂时,须经技术检验部门根据制造厂的合格证明书及订货要求,按照工厂“原材料入厂验收规则”验收后,才准入库。
1.4对无牌号、无合格证明书的原材料和焊接材料须进行检验和鉴定,确定其牌号及规格方可使用。
1.5严禁使用牌号不明及未经检验部门验收的各种材料。
1.6焊接材料的使用及管理按JB/T3223-2007的规定。
1.7火焰切割件的质量要符合JB/T5000.2-2007的规定。
1.8焊接件涂装前要进行表面除锈处理,质量等级见JB/T5000.12-2007的规定。
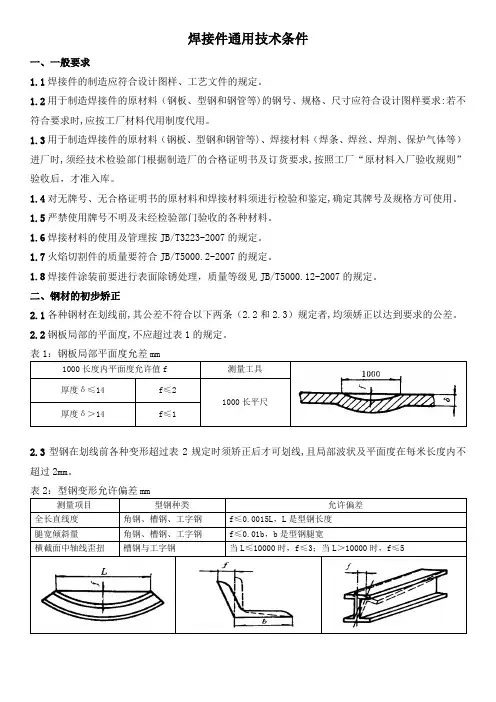
二、钢材的初步矫正2.1各种钢材在划线前,其公差不符合以下两条(2.2和2.3)规定者,均须娇正以达到要求的公差。
2.2钢板局部的平面度,不应超过表1的规定。
2.3型钢在划线前各种变形超过表2规定时须矫正后才可划线,且局部波状及平面度在每米长度内不超过2mm。
三、钢材的成型弯曲3.1钢材的卷圆弯曲,当弯曲半径(内半径)大于下列数值时,可冷弯。
a.钢板:对于低合金钢R≥25δ;对于低碳钢R≥20δ。
其中:R——弯曲半径;δ——钢板厚度。
b.工字钢:R≥25H或R≥25B(随弯曲方向而定)。
其中:H——工字钢高;B——工字钢腿宽。
c.槽钢:R≥45B或R≥25H(随弯曲方向而定)。
其中:H——槽钢高;B——槽钢腿宽。
d.角钢:R≥45B。
其中:B——角钢腿宽(对不等边角钢随弯曲方向而定)。
3.2钢材的卷圆弯曲,当弯曲半径(内半径)小于以上(3.1)规定的数值时,需根据具体工艺进行热弯或弯后热处理。
如热弯,钢材应加热到900~1100℃。
弯曲完成时,温度不得低于700℃。
Q/SY 三一重工股份有限公司企业标准Q/SY 1187-2007 焊接件通用技术条件2007-08-20发布 2007-08-30实施三一重工股份有限公司发布前言为了确保公司产品焊接件的制作质量和焊缝质量,特制定本标准,以便于有效指导焊接结构件的实际制作和现场质量控制。
本标准由三一重工股份有限公司路机研究院工艺所提出。
本标准由三一重工股份有限公司路机研究院负责起草和解释。
本标准由三一重工有限公司研究本院归口。
本标准是首次制订,标准于2007年8月20日发布,于2007年8月30日实施。
本标准主要起草人:易全旺、彭加兵。
焊接件通用技术条件1 范围本标准适用于公司所有产品中采用手工电弧焊、钨极氩弧焊、富氩气体保护焊及自动焊焊接的零部件。
本标准适用于产品图样或技术文件中无特殊要求的焊接件。
2 引用标准下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 985 气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸GB/T 986 埋弧焊焊缝坡口的基本形式和尺寸GB/T 2649 焊接接头机械性能试验取样方法GB/T 2650 焊接接头冲击试验方法GB/T 2651 焊接接头拉伸试验方法GB/T 2652 焊缝及熔敷金属拉伸试验方法GB/T 2653 焊接接头弯曲及压扁实验方法GB/T 3323 钢熔化焊对接接头射线照相和质量分等GB/T 5117 碳钢焊条GB/T 5118 低合金钢焊条GB/T 8110 气体保护焊丝用碳钢、低合金钢焊丝JG/T 5082.1 建筑机械与设备焊接件通用技术条件3 一般要求3.1焊接结构件的制造应符合设计、工艺文件和本标准的规定。
3.2焊接生产过程对环境温度的规定:3.2.1零件和成品矫正时,不应低于下列温度:3.2.1.1低碳钢材质:-20℃;3.2.1.2低合金结构钢材质:-15℃。
焊接件通用技术规范焊接件通用技术规范1.目的为统一普通钢结构焊接件在工厂全过程的基本要求,特制订本规范。
2.范围如顾客未对焊接件产品的加工及检验要求做出明确规定(含规范和图纸)、或已给出的规定不全时,在技术文件编制、加工制作、性能试验、检验规则以及标识、包装、运输、贮存和检验等环节须执行本规范的要求。
3.一般要求3.1焊接件的制造应符合经规定程序批准的产品图样、技术文件和本标准的规定。
3.2焊接件材料和焊接材料3.2.1用于焊接件材料的钢号、规格、尺寸应符合产品图样的要求。
3.2.2用于焊接件的材料(钢板型钢等)和焊接材料(焊条、焊丝、焊剂等),进厂时应按照材料标准规定,验收合格后方准使用。
3.2.3对于无牌号和无合格证书的焊接件材料和焊接材料须进行检验和鉴定,确认合格后方准使用。
3.2.4原材料下料前的形状偏差应符合有关标准规定,否则应予以矫正或另作她用(矫正可下料前校正,也可下料后校正),使之达到要求。
矫正后,钢材表面不应留有明显的损伤。
3.3焊接零件未注公差尺寸的形位公差3.3.1零件尺寸的极限偏差手工气割的板材、型钢(角钢、工字钢、槽钢)零件尺寸的极限偏差应符合表1规定。
表13.2.2零件形位公差3.2.2.1板材零件表面的直线度和平面度公差应符合表2规定,直线度应在被测面的全长上测量。
表2 mm3.2.2.2型材零件的直线度、平面度、垂直度公差应符合表3的规定,歪扭误差应符合表4的规定。
表3 mm表4 mm3.2.2.3板材与型材零件切割边棱对表面垂直度,不得大于表5规定。
图1 L—边棱长度;t—直线度表53.2.2.4板材零件边棱之间的垂直度与平行度,不得大于相应尺寸的公差之半(见图2)。
图23.2.2.5型材零件切割断面对其表面的垂直度以及型材零件切割断面的平行度,不得大于型材零件切割断面之间的尺寸公差之半(见图3)。
图33.2.2.6弯曲成型的筒体零件尺寸的极限偏差、圆角和弯角,(≥5mm 钢板)应符合表6规定。
焊接件通用技术条件.主题内容与适用范围1. 本标准规定了本公司产品焊接件的技术要求,试验方法和检验规则。
本标准适用于本公司生产的造纸机械、矿山机械、环保设备及其它产品焊接件的制造和检验。
若本标准规定与图纸要求相矛盾时,应以图纸要求为准。
气体保护本标准适用于碳素结构钢、低合金结构钢和不锈钢材料,采用手工电弧焊、CO2焊及氩弧焊方法制造的焊接件。
技术要求2. 材料2.1用于制造焊接结构件的原材料(板材、型材等)的牌号、规格、尺寸应符合图样或2.1.1 技术文件的要求,若不符时,应按公司内材料代用制度办理材料代用。
用于焊接件的材料(钢板、型钢、铸钢、焊条、焊丝等)购进时,应有质量证明书,2.1.2 并按材料标准规定检验合格后,方准入库使用。
对无牌号、无质证书的原材料和焊材,必须进行检验和鉴定。
其成份和性能符合要 2.1.3 求时方准使用。
钢板的初步矫正2.2各种钢材在划线前,不能有较大的变形,其形状公差不得超出下列规定:2.2.1规定钢板的平面度不应超过表1a1钢板平面度公差f1000:f测量工厚16f=2米平f=1厚16b.型材的直线度和垂直度公差不超过表2的规定2角全长直线度误2/1000,在每米长度内槽超2钢垂直度误1/100,但不大1.(不等角角钢按长边宽度计算工歪扭:100时100时5钢槽钢腿相对腰的垂直度误差f≤1/100b的规定,当超过规定,本公司无法矫正时,经检验部门同意,可用于歪扭不超过表2c.次要结构。
钢材的矫正。
可用机械矫正和火焰矫正,或在平台上锤击。
矫正后的钢材,不得有2.2.21mm。
明显的伤痕,其伤痕深度,钢板一般≤0.5mm,型钢≤不锈钢材料不准用铁锤直接锤击(可垫一铜块锤击或用木锤锤击)2.2.3 号料划线前的准备2.3划线或样板的制作,需考虑结构在焊接时所产生的收缩量,收缩量的大小,按工艺2.3.1一般箱型或工字型结构或类似箱型划工字型结构,要求规定。
如工艺文件没有规定时,L按下式计算纵向焊缝收缩量⊿):筋、隔板数量mm(L:焊件纵向焊缝总长;n⊿L=1/1000L=0.5n按下式计算横向焊缝的收缩量⊿Bmm):焊件横向焊缝总长⊿B=1/1000B (B焊接结构件的装配间隙,在制作样板时应予以考虑。

焊接件通用技术规1.目的为统一普通钢结构焊接件在工厂全过程的基本要求,特制订本规。
2.围如顾客未对焊接件产品的加工及检验要求做出明确规定(含规和图纸)、或已给出的规定不全时,在技术文件编制、加工制作、性能试验、检验规则以及标识、包装、运输、贮存和检验等环节须执行本规的要求。
3.一般要求3.1焊接件的制造应符合经规定程序批准的产品图样、技术文件和本标准的规定。
3.2焊接件材料和焊接材料3.2.1用于焊接件材料的钢号、规格、尺寸应符合产品图样的要求。
3.2.2用于焊接件的材料(钢板型钢等)和焊接材料(焊条、焊丝、焊剂等),进厂时应按照材料标准规定,验收合格后方准使用。
3.2.3对于无牌号和无合格证书的焊接件材料和焊接材料须进行检验和鉴定,确认合格后方准使用。
3.2.4原材料下料前的形状偏差应符合有关标准规定,否则应予以矫正或另作他用(矫正可下料前校正,也可下料后校正),使之达到要求。
矫正后,钢材表面不应留有明显的损伤。
3.3焊接零件未注公差尺寸的形位公差3.3.1零件尺寸的极限偏差手工气割的板材、型钢(角钢、工字钢、槽钢)零件尺寸的极限偏差应符合表1规定。
3.2.2零件形位公差3.2.2.1板材零件表面的直线度和平面度公差应符合表2规定,直线度应在被测面的全长上测量。
表2 mm3.2.2.2型材零件的直线度、平面度、垂直度公差应符合表3的规定,歪扭误差应符合表4的规定。
表3 mm3.2.2.3板材与型材零件切割边棱对表面垂直度,不得大于表5规定。
图1 L—边棱长度;t—直线度3.2.2.4板材零件边棱之间的垂直度与平行度,不得大于相应尺寸的公差之半(见图2)。
图23.2.2.5型材零件切割断面对其表面的垂直度以及型材零件切割断面的平行度,不得大于型材零件切割断面之间的尺寸公差之半(见图3)。
图33.2.2.6弯曲成型的筒体零件尺寸的极限偏差、圆角和弯角,(≥5mm钢板)应符合表6规定。
3.2.2.7对于焊接H型钢、梁等焊接量较大工件,在腹板冀板下料时,适当放长20~30mm,待焊接、校形完成后再取长短。
焊接件通用技术规范(总11页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除焊接件通用技术规范1.目的为统一普通钢结构焊接件在工厂全过程的基本要求,特制订本规范。
2.范围如顾客未对焊接件产品的加工及检验要求做出明确规定(含规范和图纸)、或已给出的规定不全时,在技术文件编制、加工制作、性能试验、检验规则以及标识、包装、运输、贮存和检验等环节须执行本规范的要求。
3.一般要求3.1焊接件的制造应符合经规定程序批准的产品图样、技术文件和本标准的规定。
3.2焊接件材料和焊接材料3.2.1用于焊接件材料的钢号、规格、尺寸应符合产品图样的要求。
3.2.2用于焊接件的材料(钢板型钢等)和焊接材料(焊条、焊丝、焊剂等),进厂时应按照材料标准规定,验收合格后方准使用。
3.2.3对于无牌号和无合格证书的焊接件材料和焊接材料须进行检验和鉴定,确认合格后方准使用。
3.2.4原材料下料前的形状偏差应符合有关标准规定,否则应予以矫正或另作他用(矫正可下料前校正,也可下料后校正),使之达到要求。
矫正后,钢材表面不应留有明显的损伤。
3.3焊接零件未注公差尺寸的形位公差3.3.1零件尺寸的极限偏差手工气割的板材、型钢(角钢、工字钢、槽钢)零件尺寸的极限偏差应符合表1规定。
3.2.2零件形位公差3.2.2.1板材零件表面的直线度和平面度公差应符合表2规定,直线度应在被测面的全长上测量。
表2 mm3.2.2.2型材零件的直线度、平面度、垂直度公差应符合表3的规定,歪扭误差应符合表4的规定。
表3 mm3.2.2.3板材与型材零件切割边棱对表面垂直度,不得大于表5规定。
图1 L—边棱长度;t—直线度3.2.2.4板材零件边棱之间的垂直度与平行度,不得大于相应尺寸的公差之半(见图2)。
图23.2.2.5型材零件切割断面对其表面的垂直度以及型材零件切割断面的平行度,不得大于型材零件切割断面之间的尺寸公差之半(见图3)。
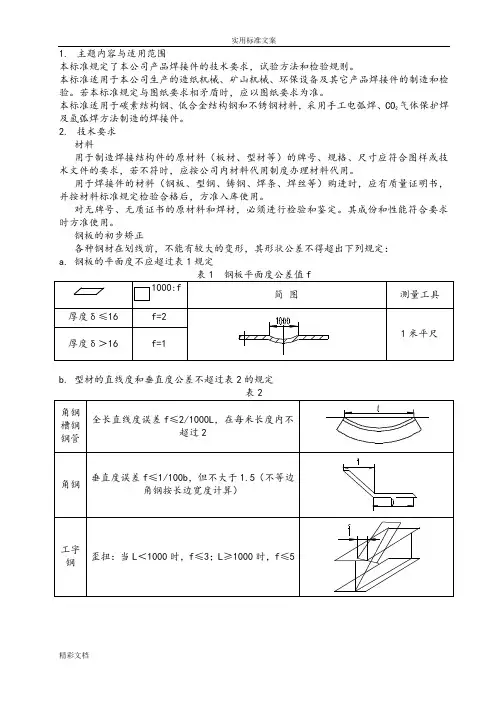
1. 主题内容与适用范围本标准规定了本公司产品焊接件的技术要求,试验方法和检验规则。
本标准适用于本公司生产的造纸机械、矿山机械、环保设备及其它产品焊接件的制造和检验。
若本标准规定与图纸要求相矛盾时,应以图纸要求为准。
本标准适用于碳素结构钢、低合金结构钢和不锈钢材料,采用手工电弧焊、CO 2气体保护焊及氩弧焊方法制造的焊接件。
2. 技术要求 材料用于制造焊接结构件的原材料(板材、型材等)的牌号、规格、尺寸应符合图样或技术文件的要求,若不符时,应按公司内材料代用制度办理材料代用。
用于焊接件的材料(钢板、型钢、铸钢、焊条、焊丝等)购进时,应有质量证明书,并按材料标准规定检验合格后,方准入库使用。
对无牌号、无质证书的原材料和焊材,必须进行检验和鉴定。
其成份和性能符合要求时方准使用。
钢板的初步矫正各种钢材在划线前,不能有较大的变形,其形状公差不得超出下列规定: a. 钢板的平面度不应超过表1规定b. 型材的直线度和垂直度公差不超过表2的规定c.歪扭不超过表2的规定,当超过规定,本公司无法矫正时,经检验部门同意,可用于次要结构。
钢材的矫正。
可用机械矫正和火焰矫正,或在平台上锤击。
矫正后的钢材,不得有明显的伤痕,其伤痕深度,钢板一般≤0.5mm,型钢≤1mm。
不锈钢材料不准用铁锤直接锤击(可垫一铜块锤击或用木锤锤击)号料划线前的准备划线或样板的制作,需考虑结构在焊接时所产生的收缩量,收缩量的大小,按工艺要求规定。
如工艺文件没有规定时,一般箱型或工字型结构或类似箱型划工字型结构,纵向焊缝收缩量⊿L按下式计算⊿L=1/1000L=0.5n (L:焊件纵向焊缝总长mm;n:筋、隔板数量)横向焊缝的收缩量⊿B按下式计算⊿B=1/1000B (B:焊件横向焊缝总长mm)焊接结构件的装配间隙,在制作样板时应予以考虑。
其间隙在图纸和工艺文件没有要求时,一般为1-2mm。
样板的外围尺寸偏差,应在-0.5~-1.0范围内。
样板需经检验员验收合格后方可使用。