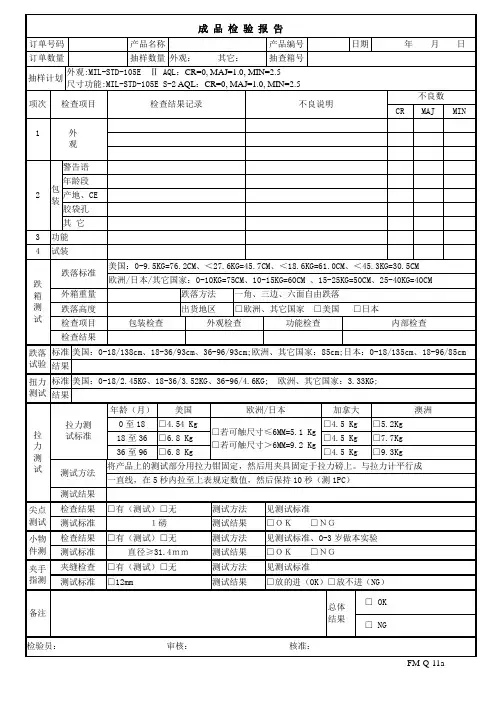
成品抽样检验记录表
- 格式:xls
- 大小:18.00 KB
- 文档页数:1
抽样检验规范(IATF16949-2016/ISO9001-2015)1.0目的指导检验员正确地按AQL抽样计划进行物料、半成品、成品的抽样检验,确保物料检验的判定符合AQL标准之要求。
2.0适用范围适用于本公司所有原料、半成品、成品以及外协代工之产品等的抽样检验及判定处理。
3.0术语及定义AQL:(Acceptance Quality Limit)接收质量限,是供方能够保证稳定达到的实际质量水平,是用户能接受的产品质量水平;CR:(Critical)致命缺陷;Ma:(Major)严重缺陷,也称主要缺陷;Mi:(Minor)轻微缺陷,也称次要缺陷;4.0职责品管检验员:负责产品AQL抽样计划的执行5.0管理内容5.1抽样方案:检验员抽检方案依据接受质量限(AQL)检索的逐批检验抽样计划(GB/T2828.1-2003)及抽样表,其中检查水平为一般检查水平I级、特殊S-4级;AQL值规定:5.1.1电子类零件: maj: 0.4; min:1.05.1.2物料、五金、胶袋、纸箱: maj: 0.4; min:2.55.1.3在制品,半成品: maj: 0.4; min:2.55.1.4 成品: maj: 0.4; min:2.5抽样表见附件1、附件2 。
5.2 样本的选取按简单随即抽样,从批中抽取作为样本的产品。
但是,当批由子批或(按某个合理的准则识别的)层组成时,应使用分层抽样。
按此方式,各子批或各层的样本量与子批或层的大小是成比例的;5.3 抽取样本时间样本可在来料时、批生产出来以后、批生产期间或库存重检时抽取。
两种情形均应按上述第2点进行抽选样本5.4 二次或多次抽样如在实际运作中,需要使用二次或多次抽样时,每个后继的样本应从同一批的剩余部分中抽选;6.0正常、加严和放宽检验6.1 检验的开始除非负责部门另有指示,开始检验时应采用正常检验;6.2 检验的继续;除非转移程序要求改变检验的严格度,对连续批的正常、加严或者放宽检验应继续不变。
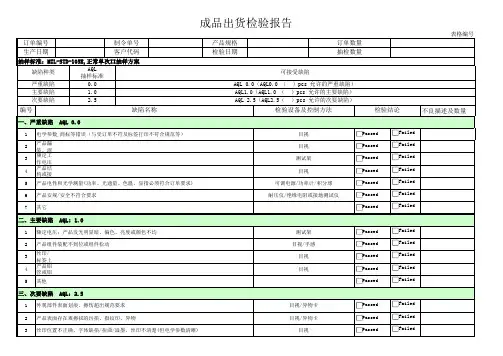
不良描述及数量产品漏装、混额定工作电压产品结构或接丝印/标签上产品铝管或铝其他3丝印位置不正确、字体缺损/扭曲/溢墨、丝印不清楚(但电学参数清晰)目视三、次要缺陷 AQL:2.51外观部件表面划痕、擦伤超出规范要求目视/异物卡2产品表面存在难擦拭的污损、指纹印、异物目视/异物卡4目视52产品组件装配不到位或组件松动目视/手感3目视7其它二、主要缺陷 AQL: 1.01额定电压:产品发光明显暗、偏色、亮度或颜色不均测试架5产品电性和光学测量(功率、光通量、色溫、显指必须符合订单要求)可调电源/功率计/积分球6产品安规/安全不符合要求耐压仪/绝缘电阻或接地测试仪3测试架4目视一、严重缺陷 AQL 0.01电学参数,商标等错误(与受订单不符及标签打印不符合规范等)目视2目视次要缺陷 2.5AQL 2.5(AQL2.5( )pcs 允许的次要缺陷)编号缺陷名称检验设备及控制方法检验结论严重缺陷0.0AQL 0.0(AQL0.0 ( )pcs 允许的严重缺陷)主要缺陷 1.0AQL1.0(AQL1.0 ( )pcs 允许的主要缺陷)抽检数量抽样标准:MIL-STD-105E,正常单次II抽样方案缺陷种类AQL抽样标准可接受缺陷生产日期客户代码检验日期成品出货检验报告表格编号订单编号制令单号产品规格订单数量Failed Failed Failed FailedFailed Failed FailedPassed PassedPassed Passed Passed Passed PassedPassed Passed Passed PassedPassed Passed PassedFailed Failed Failed FailedFailed Failed FailedPassed Failed不良描述及数量1、使用检测工具:光电参数2、产品测量:3、检验内外箱包装及标签:IES 老化PF四、产品检测图片卡尺卷尺功率计变频仪积分球显指功率(W)光通量(LM)光效(LM/W)项目/标准12检验结论色温(K)5产品包装方式与受订单不符目视6其他4产品金属部件氧化变色目视功率计、变频仪积分球测试IES 测试老化产品标签内盒标签外箱标签Passed Passed PassedPassedPassed Passed Passed Passed PassedFailedFailed FailedFailed Failed FailedFailed Failed Failed检验结果说明:最终判定备注:1、光电参数,需参照《成品检验规范》和对应受订单要求;2、必须严格参照《成品检验规范》抽样检验/检测和判定 ,并依据规范要求记录测试数据;检查员:审核:批准:4、产品配件:配件PassedFailed。
品质抽样检验标准1、目的规范、定义成品抽检检验标准。
2、适用范围适用于本司所有智能家居成品的出货检验。
3、职责和权限3.1品质部:QA负责按检验标准进行批量抽检,判定;不合格批的跟进处理。
3.2生产部:负责按QA相关标准进行生产;不合格批的返工和返修处理。
3.3研发部:不良品的原因分析,对策制定并指导生产线按标准作业。
4、引用标准4.1《MIL-STD-105E》等同GB/T2828.1-20035、术语定义5.1 产品外观定义5.1.1A面:正常使用时第一眼可看到的表面。
正面、按键面。
5.1.2B面:不在直视范围。
如侧面、底面。
5.1.3C面:正常使用时看不到的面。
5.2 产品缺陷定义5.2.1 致命缺陷(CR):指根据判断及经验显示对使用者或维修人员的生命、安全有危险的缺陷。
5.2.2 严重缺陷(MAJ):指对产品的使用、功能有影响的不良现象。
5.2.3 轻微缺陷(MIN):指对产品的使用功能无影响,但会影响外观。
5.3 样本:从总体中抽样的,用以测试、判断总体质量的一部分基本单位。
5.4 抽样:从总体中取出一部分个体的过程。
5.5 批量:一批产品包含的基本单位数量,以N表示。
5.6 样本大小:样本中包含的基本单位数量,以N表示。
5.7 AQL:指合格质量水平。
5.8抽样计划:指每一批中所需检验的产品单位数,以及决定该批允收率之准则(允收数及拒收数)。
5.9 抽检检验标准及定义(参考附表检验抽样表)5.9.1 入库之前成品抽样定义注:当客户有要求时按照客户抽样标准进行5.9.2 生产过程中的半成品抽样定义首先进行首件检查,当稳定生产时,进行 5PCS/两小时的外观、功能抽样检查。
5.12.3 库存超期品抽样定义对OQC抽检入库存放6个月及以上出库的产品,必须由QC再次抽检(方法同第一次)合格,经品质经理承认后才能出货。
6、检测环境与要求检验方式如图一所示检验光源:500~550 LUX(外观检验);100~200 LUX(功能检验)。
成品检验规范
编号:CZ-WI-04
1.0对象
出厂前的成品
2.0适用人员
1.专职检验员
2.包装工
3.0作业内容和程序
3.1抽样检验的样本大小:
3.1.1产品根据客户(和林科技)要求抽取5个样本,按图纸要求实施尺寸、外观、形位公差检测。
3.1.2其它客户如有特殊要求,按其它客户特殊要求检测。
3.2记录
检验员将检验结果及料号、数量、检验日期、批号、执行标准、以及判定结论、署名填入《成品检验报告》单的相关栏目内。
3.3成品的入库
3.3.1判定合格后,检验员将检验报告的号码填入“入库单”并在“入库单”验收栏中署名,然后将“入库单”递转成品仓库管理员,同时通知包装工封箱标识入库,检验报告由品质部归档保存。
3.3.2气候正常季节,成品的保存期为三个月,到期应复查。
3.6产品出库时的检查
仓管员抽检,检查内容是:是否因库存原因、搬运堆放原因或其他原因引起的产品质变:有否混料、包装箱完好性等等,不符合要求的严
禁出厂。
3.7不合格成品的处置
3.7.1判定不合格并经品质主管署名后,检验员将产品检验单递转生产部作技术评审后处置。
品质部
2020年9月1日。

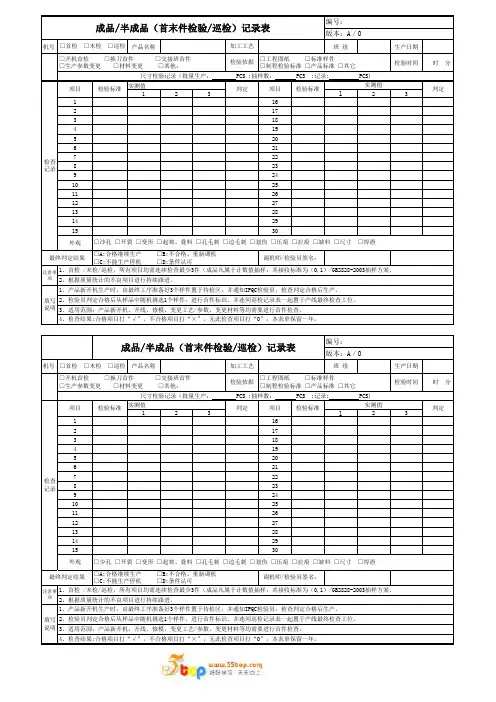
机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
抽样检验规范(IATF16949-2016/ISO9001-2015)1.0目的指导检验员正确地按AQL抽样计划进行物料、半成品、成品的抽样检验,确保物料检验的判定符合AQL标准之要求。
2.0适用范围适用于本公司所有原料、半成品、成品以及外协代工之产品等的抽样检验及判定处理。
3.0术语及定义AQL:(Acceptance Quality Limit)接收质量限,是供方能够保证稳定达到的实际质量水平,是用户能接受的产品质量水平;CR:(Critical)致命缺陷;Ma:(Major)严重缺陷,也称主要缺陷;Mi:(Minor)轻微缺陷,也称次要缺陷;4.0职责品管检验员:负责产品AQL抽样计划的执行5.0管理内容5.1抽样方案:检验员抽检方案依据接受质量限(AQL)检索的逐批检验抽样计划(GB/T2828.1-2003)及抽样表,其中检查水平为一般检查水平I级、特殊S-4级;AQL值规定:5.1.1电子类零件: maj: 0.4; min:1.05.1.2物料、五金、胶袋、纸箱: maj: 0.4; min:2.55.1.3在制品,半成品: maj: 0.4; min:2.55.1.4 成品: maj: 0.4; min:2.5抽样表见附件1、附件2 。
5.2 样本的选取按简单随即抽样,从批中抽取作为样本的产品。
但是,当批由子批或(按某个合理的准则识别的)层组成时,应使用分层抽样。
按此方式,各子批或各层的样本量与子批或层的大小是成比例的;5.3 抽取样本时间样本可在来料时、批生产出来以后、批生产期间或库存重检时抽取。
两种情形均应按上述第2点进行抽选样本5.4 二次或多次抽样如在实际运作中,需要使用二次或多次抽样时,每个后继的样本应从同一批的剩余部分中抽选;6.0正常、加严和放宽检验6.1 检验的开始除非负责部门另有指示,开始检验时应采用正常检验;6.2 检验的继续;除非转移程序要求改变检验的严格度,对连续批的正常、加严或者放宽检验应继续不变。