醋酸乙酯酯化装置的挖潜改造
- 格式:pdf
- 大小:692.13 KB
- 文档页数:4


利用塔器新技术改造醋酸乙烯装置精馏装置(中国石化集团四川维尼纶厂)1 精馏装置改造的必然性中国石化集团四川维尼纶厂(简称川维厂)的醋酸乙烯装置于20世纪70年代初从法国隆波利公司引进的先进的乙炔法生产技术,1979年投运。
该技术由脱硫装置、空分装置、乙炔装置、甲醇装置、醋酸乙烯装置和聚乙烯醇装置组成。
乙炔装置采用德国巴斯夫的天然气部分氧化制乙炔技术,乙炔用作醋酸乙烯的生产原料,为降低醋酸乙烯的生产成本,充分利用副产的乙炔尾气,采用英国ICI技术配套建设了100 kt/a的甲醇装置。
醋酸乙烯装置以醋酸、乙炔为原料,以醋酸锌为催化剂,活性炭为载体,采用固定床期限合成法生产醋酸乙烯。
该装置由乙炔净化、醋酸乙烯合成、醋酸乙烯精馏等工序组成。
醋酸乙烯精馏工序包括脱气、粗馏及轻组分分离、醋酸乙烯精馏与醋酸精馏装置等组成。
脱气系统由脱气塔(3D555)、2个洗涤塔(3D558/559)组成,其功能是将溶于粗醋酸乙烯中乙炔气体进行解吸和回收。
粗馏系统由3个粗馏塔(3D567/577/578,2用1备)、萃取塔(3D589)及乙醛回收塔(3D640/3D647)组成,其功能是脱除粗醋酸乙烯中的乙醛、丙酮等轻组分以及水,回收其中的醋酸乙烯和乙醛。
醋酸乙烯精馏装置包括3D594/595两个塔,其功能是精制醋酸乙烯,得到优质醋酸乙烯产品。
醋酸精馏装置由3D620/621组成,其功能是回收醋酸。
自该装置投产以来,因原料天然气供应及装置设计等问题,其生产能力一直处于80%~90%之间。
1993年,我厂对该装置的合成部分进行了加列改造,使合成部分的生产能力提高30 kt/a左右,装置精馏装置的潜力得到进一步发挥,此后生产能力可达100 kt/a左右。
1.2 精馏装置改造的原因及其必要性1.2.1 国务院停建川东氯碱工程,给川维的醋酸乙酯装置改造带来了新的发展机遇1997年,国务院第171次办公会议决定停建原川东氯碱工程,将该工程的空分、甲醇和乙炔装置异地川维厂建设。

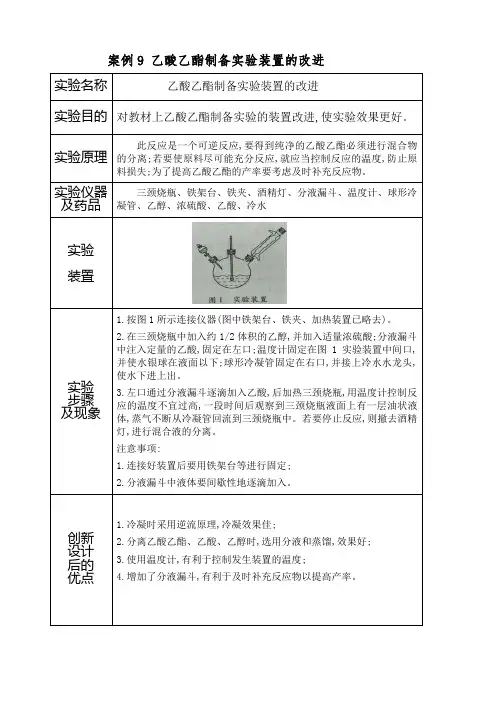
乙酸已酯制备实验的改进摘要:乙酸和乙醇在浓硫酸做催化剂的情况下发生酯化反应生成乙酸已酯,并催出浓硫酸用量的最佳值。
由于该反应是可逆反应,通常采用乙醇过量反应,将生成的酯及时蒸出,以提高产率。
关键词:酯化反应,催化剂,乙酸乙酯1、引言在中试试验中,我们考虑的是,鉴于反应中生成的乙酸乙酯及酯—醇,酯—水等恒沸物的沸点在80度以下,我们对实验进行了下面几种改进:第一,在之前做制药小试的时候,我们加料都是按顺序,而经过改进,我们可以边进行实验,边加料,只需注意将浓硫酸放在最后加入,第二,将油浴改成水浴加热,因为水浴温度低于100度,第三,使用少量的浓硫酸作催化剂,其机理是:使羰基质子化,促进醇的亲核氧(醇的氧上有孤对电子)向羰基的碳进行亲核加成,而形成平衡的四面体,为了使酯化反应产率提高。
第四,简化精制过程。
由于水浴加热,反应馏出液呈中性,无需再用碱液和盐洗,只用氯化钙溶液洗醇即可。
关于乙酸乙酯制备工艺上的优势,目前使用浓硫酸做催化剂,经过笔者多次的反复实验,当浓硫酸用量适当的时候,产率均在60%以上,这个方法和油浴差不多,浓硫酸的用量直接影响到产率。
2、实验部分2、1仪器与试剂:仪器:三口烧瓶(2L),球形冷凝管,温度计(100摄氏度),转接头,分液漏斗,量筒(1000ml,250ml)各一个,接液管,两个磨口锥形瓶,两个烧杯,磁力搅拌器(上海司乐仪器厂,用于配置饱和溶液),CL—3型恒温加热磁力搅拌器(巩义市予华仪器有限公司)。
试剂:冰醋酸,乙醇(95%),浓硫酸,饱和碳酸钠溶液(浙江三鹰化学试剂有限出品、上海三鹰化学试剂有限公司经销),饱和氯化钠溶液(浙江三鹰化学试剂有限出品、上海三鹰化学试剂有限公司经销),饱和氯化钙(兰溪市华盛化工试剂有限公司)。
2、2 实验原理主反应:CH3COOH + C2H5OH → CH3COOC2H5 + H2O(可逆反应,加热,浓硫酸做催化剂)副反应:2C2H5OH →C2H5OC2H5 + H2O(浓硫酸做催化剂)C2H5OH →CH2=CH2↑+H2O2、3 实验操作部分在2L的三口烧瓶中加入230ml的乙醇,再加入143ml的乙酸,最后加入30ml的浓硫酸,并加上搅拌子,相当于搅拌器,为了使受热均匀。