17中国新兴建设开发总公司钢结构公司杜小红QC小组
- 格式:doc
- 大小:2.24 MB
- 文档页数:15
创新大跨度钢梁组安装新方法中国新兴建设开发总公司曲晓南QC小组中国新兴建设开发总公司曲晓南 QC小组发布人:白永霞2015年5月目录一、小组简介 (3)二、工程概况 (3)三、课题选择 (4)四、目标设定 (5)五、提出方案并确定最佳方案 (5)六、制定对策 (14)七、对策实施 (15)八、效果检查和效益分析 (18)九、标准化 (18)十、总结及下一步打算 (18)创新大跨度钢梁组安装新方法中国新兴建设开发总公司曲晓南QC小组一、小组简介QC小组概况表二、工程概况本次QC小组活动所在的工程是中航技研发展示中心工程。
具体针对的部位是拉索幕墙的四根大跨度钢梁。
钢梁安装位置示意图钢梁为箱型截面:□1200x750x40 跨度27米,单根重35吨。
同一竖直面共四根,我们称之为“钢梁组”三、课题选择塔吊起重能力只有8吨,无法直接吊装。
场地条件示意图在此情况下,传统的解决方案是采用大吨位的汽车吊或履带吊。
经核算,需要250吨履带吊。
履带吊吊装模拟图采用大型履带吊吊装成本统计如下:传统方案成本统计表采用传统方案成本非常高,我们就此开展QC小组活动,希望创新方法,降低成本。
确定课题为:创新大跨度钢梁组安装新方法四、目标设定传统方案成本为21.56万元,确定活动目标为:新方法的安装成本比传统方法降低30%,即小于15.1万 .可行性分析:该项活动得到了公司及各单位的大力支持,小组成员基础知识好,解决问题经验丰富。
该工程中,大型机械使用费用占整个施工费用的60%,通过创新适当方法,寻找大型机械的替代方法,使总费用降低30%不是难题五、提出方案并确定最佳方案小组人员采用头脑风暴法,多次讨论,提出多种方案,从中选取三种方案详细对比新方案一:高空斜拉散拼法(1)安装两端钢梁,倒链斜拉固定。
(2)安装第三、四段钢梁,斜拉固定。
(2)安装第三、四段钢梁,并用倒链斜拉固定。
(3)安装中间段钢梁。
场地条件示意图优点:该方法利用现场塔吊即可完成,不需增加大型机械缺点:高空作业风险极高,影响下方施工安全。
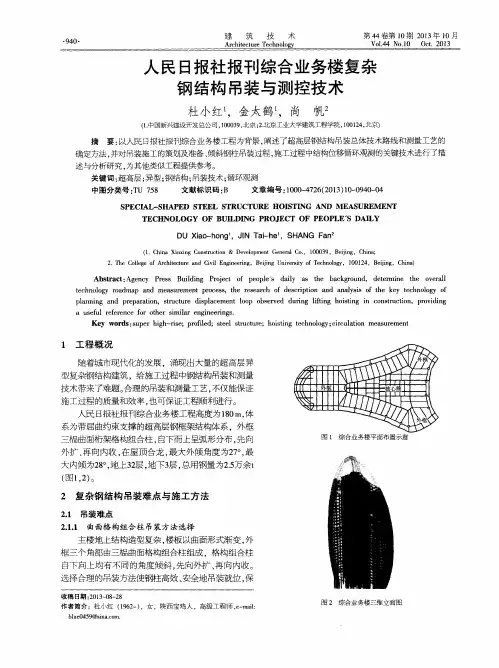
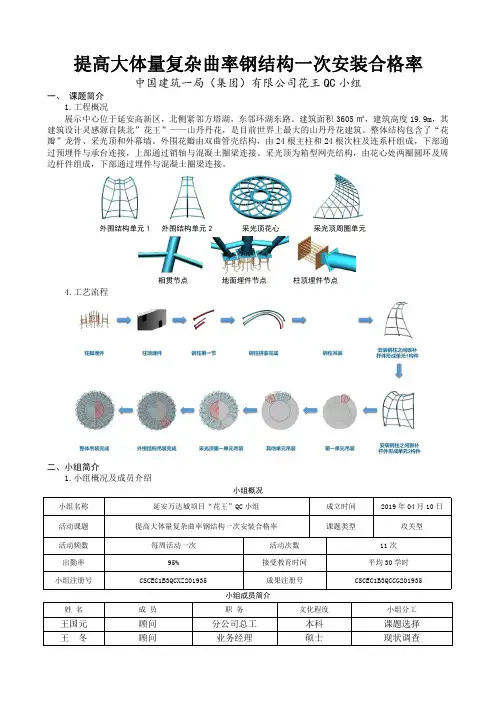
提高大体量复杂曲率钢结构一次安装合格率中国建筑一局(集团)有限公司花王QC小组一、课题简介1.工程概况展示中心位于延安高新区,北侧紧邻方塔湖,东邻环湖东路。
建筑面积3605㎡,建筑高度19.9m,其建筑设计灵感源自陕北”花王”——山丹丹花,是目前世界上最大的山丹丹花建筑。
整体结构包含了“花瓣”龙骨、采光顶和外幕墙。
外围花瓣由双曲管壳结构,由24根主柱和24根次柱及连系杆组成,下部通过预埋件与承台连接,上部通过销轴与混凝土圈梁连接。
采光顶为箱型网壳结构,由花心处两圈圆环及周边杆件组成,下部通过埋件与混凝土圈梁连接。
外围结构单元1外围结构单元2采光顶花心采光顶周圈单元相贯节点地面埋件节点柱顶埋件节点4.工艺流程二、小组简介1.小组概况及成员介绍小组概况小组名称延安万达城项目“花王”QC小组成立时间2019年04月10日活动课题提高大体量复杂曲率钢结构一次安装合格率课题类型攻关型活动频数每周活动一次活动次数11次出勤率95%接受教育时间平均30学时小组注册号CSCEC1B3QCXZ201935成果注册号CSCEC1B3QCCG201935小组成员简介姓名成员职务文化程度小组分工王国元顾问分公司总工本科课题选择王冬顾问业务经理硕士现状调查夏寅欣顾问业务经理硕士现状调查张英伟顾问商务经理本科目标设定王二伟组长业务经理本科原因分析侯卫东副组长项目总工本科要因确认刘浩组员技术员本科要因确认王一晨组员技术员本科制定对策王江涛组员施工员本科对策实施冯正科组员质检员本科效果验证小组成员综合素质测评姓名质量意识专业能力团队精神管理能力QC知识人员综合素质王国元8.38.97.58.69.08.2王冬8.18.67.78.78.58.8夏寅欣8.08.77.78.68.98.8张英伟7.58.47.87.68.28.1王二伟7.17.37.07.27.17.6侯卫东 6.77.37.0 6.97.07.6刘浩7.2 6.4 6.57.67.07.1王一晨7.17.47.17.8 6.67.5王江涛 6.57.57.28.0 6.37.6冯正科7.17.37.17.4 6.77.5平均7.47.87.37.87.57.9综合素质测评雷达图制图人:刘浩制图时间:2019年4月10日2.小组风采项目QC小组的前身为河北检验检疫局项目QC小组,成员均为本科以上学历,两人为硕士以上学历,接受QC知识教育平均学时达30个学时以上。
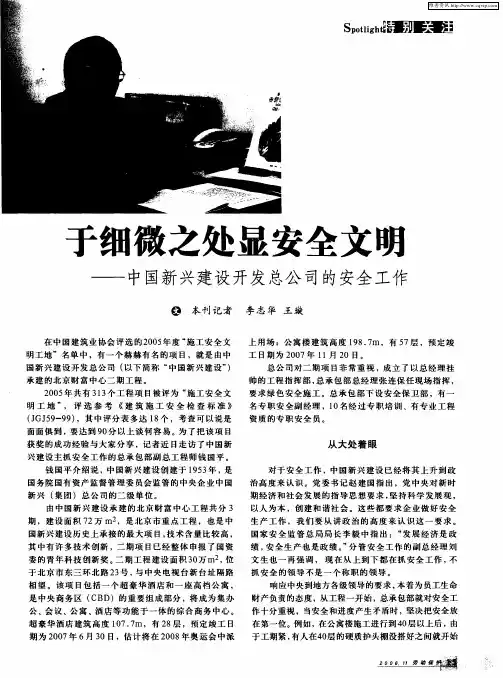


QC小组活动如何在建筑施工企业开展河北冶金建设集团有限公司常丽霞我国1978年改革开放伊始,引进了包括全面质量管理在内的国外先进的管理理念和方法,QC小组活动作为企业质量管理最有效的基础性活动被同时引入。
目前在各行各业以飞快的速度蓬勃展开,取得众多的成果、激发了小组成员的热情,有力的促进了质量的提升。
建筑施工企业人员有较大的不稳定性,且整体管理水平和人员文化素质偏低,以及其自身的生产特点等因素,都影响了建筑业中QC活动的开展。
如何在此条件下更好的开展QC活动,我本人结合在建筑施工企业推进QC工作的实践,浅谈在建筑施工企业中如何切实开展QC工作。
一、QC的基本概念QC即品质控制,其在ISO9000:2005《质量管理体系基础和术语》标准中的定义是“一组固有特性满足要求的程度”。
中国质量管理协会联合发出了《关于推进企业质量管理小组活动意见》中指出:QC小组是“在生产或工作岗位上从事各种劳动的职工,围绕企业的经营战略、方针目标和现场存在的问题,以改进质量、降低消耗,提高人的素质和经济效益为目的组织起来,运用质量管理的理论和方法开展活动的小组”。
QC小组是企业中群众性质量管理活动的一种的有效组织形式。
QC小组的特点是有明显的自主性、广泛的群众性、高度的民主性、严密的科学性。
QC小组的宗旨是尊重人,创造愉快的环境,建立文明的、心情舒畅的生产、服务、工作现场;提高职工素质,激发职工的积极性和创造性;改进质量、降低消耗,提高经济效益;发扬自主管理和民主精神。
QC小组的作用是有利于开发智力资源,发挥人的潜能,提高人的素质;有利于预防质量问题和改进质量;有利于实现全员参加管理;有利于改善人与人之间的关系,增强人的团结协作精神;有利于改善和加强管理工作,提高管理水平;有助于提高职工的科学思维能力、组织协调能力、分析与解决问题的能力,从而使职工岗位成才;有利于提高顾客的满意程度。
二、建筑业生产的特点及其QC活动的特点建筑业生产特点:生产的流动性、单件性、地区性、周期长、生产组织协作的综合复杂性等。
安全事故汇报材料
消防火灾、道路交通、水上交通、铁路路外及环境污染、核设施、国防科研生产等方面的事故,仍按国家现行法律、
法规有关规定办理。
安全事故汇报材料事故名称: ***工地***事故填报单位:中国新兴建设开发总公司*公司
(盖章)
申报人:(单位一把手签名)
填报时间:年月日
企业生产安全事故调查报告
一、总包企业详细名称:中国新兴建设开发总公司
地址:北京市海淀区太平路44号
企业法人:于敦才
企业委托法人:
电话:
企业类型:国有
国民经济行业:建筑业
隶属关系:中国新兴集团总公司
直接主管部门:国务院国有资产监督管理委员会
二、分包企业详细名称:
地址:
企业法人:。
通用技术新兴建设:传承红色基因推进新时代企业文化建设余波
【期刊名称】《建筑》
【年(卷),期】2022()10
【摘要】中国新兴建设开发有限责任公司(以下简称:通用技术新兴建设)以习近平新时代中国特色社会主义思想为指导,坚持中国特色社会主义文化发展道路,积极培育和践行社会主义核心价值观,传承红色基因,丰富文化内涵,激发企业文化创新创造活力,形成了特色鲜明的“铁军文化”,有力地促进了企业全面建设和核心竞争力的显著提升。
【总页数】4页(P61-64)
【作者】余波
【作者单位】中国新兴建设开发有限责任公司
【正文语种】中文
【中图分类】F27
【相关文献】
1.党报红色基因的弘扬与传承——大众报业集团推进文化建设的实践
2.继承光荣传统传承红色基因续写新时代国有企业党的建设高质量发展新篇章
3.传承红色基因培育校园文化——哈尔滨科学技术职业学院文化建设工作巡礼
4.红色基因融入高校思政育人工作的探索与实践——评《红色基因不竭动力-北京理工大学文化建设的传承与思考》
5.发挥资源优势传承红色基因让军垦文化在新时代熠熠闪光——北大荒集团牡丹江分公司推进“中国北大荒文化之都”建设概览
因版权原因,仅展示原文概要,查看原文内容请购买。
超长钢结构屋面板加工安装技术山东天齐集团淄博分公司QC小组一、工程概况山东淄博汉能600MW铜铟镓硒薄膜太阳能电池生产项目生产厂房一(如图1-1),位于淄博高新区民祥路以北、卫湖路以西,为混凝框架结构主体,轻型钢结构屋面。
外置不锈钢天沟,屋面采用钢丝网+100厚16KG/m³离心玻璃棉+铝箔+Y468型自扣式彩钢屋面板,该工程屋面设计坡度为5%,单坡长85m。
安装高度为11.05m-21.60m,建筑总面积约为52265.20m2,屋面面积38500 m2。
图1-1 生产厂房一实物图二、小组简介(一)QC小组概况(如表2-1)表2-1 QC小组概况表小组名称山东天齐集团淄博分公司QC小组成立时间2004.3.26活动课题超长钢结构屋面板加工安装技术活动时间2015.5.12~2015.8.30 小组编号TQQCXZ-2004-03 课题编号TQQCKT-2015-007课题类型创新型小组人数7人出勤率98% 姓名年龄学历职称职务小组分工郭能刚40 本科工程师组长组织协调谢东锋34 本科工程师副组长技术主管徐攀学30 本科助理工程师组员技术管理沈刚35 专科助理工程师副组长组织实施张圣泽27 本科助理工程师组员分析实施杨柳25 专科助理工程师组员分析实施田冰洁30 本科助理工程师组员资料整理制表:田冰洁日期:2015.5.13(二)小组荣誉(如图2-1)图2-1近年小组所获荣誉三、选择课题现在,随着建筑业的发展,钢结构工程越来越多,有时,为满足使用功能,增强屋面防水效果,减少因屋面板搭接造成渗漏,设计上往要求将整个坡面的屋面板通长设置。
由于长度超长,将在地面加工的成品屋面板运输是个技术难题。
2015年5月,淄博分公司成立了《超长钢结构屋面板加工安装技术》QC课题组,对超长钢结构屋面板加工安装进行了专项技术研究,以解决超长钢结构屋面板加工安装的技术难题。
四、设定目标1.确保屋面板加工与安装的质量与安全;2.安装费用控制在50万元以内。
提高建筑外墙外保温系统施工质量一次成优率山东莱钢建设有限公司凯旋公馆项目部Q C小组一、工程概况本工程位于济南市历下区化纤厂路4号,东侧紧靠大辛河,西侧为化纤厂路,南邻新鑫家园,北靠祥泰森林河湾,建筑面积224532.52m2,8栋高层住宅(1#—8#楼)及其配套公建,一个30班小学,高层住宅下约4万m2地下车库,其中1#、2#、4#楼地下2层地上30层,建筑高度87.45m,3#楼地下2层地上27层,建筑高度79.35m,5#楼地下2层地上27层,建筑高度80.05m,6#楼地下2层地上30层,建筑高度88.05m,7#8#楼地下2层地上30层,建筑高度79.35m,配套公建、车库与小学均为框架结构,高层住宅为剪力墙结构。
三、小组计划四、选题理由五、现状调查根据调查表画出影响因素排列图六、设定目标及可行性论证节能保温材料施工刨面图目标可行性分析1、QC小组活动得到公司的重视,由项目经理任组长,高级工程师任副组长并在现场监督指导;项目部有健全的质量管理体系和质量保证体系。
2、分包方选取了经验丰富的公司及班组,技术力量雄厚,有大量的工程现场施工经验。
曾参与多个获奖小区的施工,具备创优实力。
3、小组成员普遍文化水平较高,有较强的理论知识,具有技术攻关能力和信心;且素质比较高曾在qc小组活动中获奖。
七、原因分析及要素确认根据关联图所示的末端因素,结合工地现场,我们认真的分析,对以上末端因素进行了要因确认。
1、员工学习培训少2、保温板粘贴方法不对3、保温板切割方法不对4、网格布粘贴方法不对5、施工时下雨或墙面潮湿八、制订对策小组针对确认的5条要因,运用头脑风暴法,发动施工员、质检员、班组长、现场工人,从多角度提出各种对策,并由做了认真的记录。
小组召开座谈会,讨论、分析收集到的各种对策,最后小组成员意见一致,把切实有效的对策确定下来,并制订出如下对策表:九、对策实施实施一施工前,请专家到现场进行理论和实作培训,通过反复演示和操作,使员工能掌握理论和实作的保温施工技术,培训结束后,举行理论和实践技能考核,合格后才能上岗。
T型钢构件弯曲变形矫正装置的研制中国新兴建设开发总公司钢结构工程公司杜小红QC小组一、工程概况北京财富中心公寓楼工程为超高层建筑,地上总高度198.7m,建筑面积达110000m2。
结构型式采用框架-筒体结构,外框柱为型钢混凝土组合柱,外框梁为钢梁,筒体为钢筋混凝土内藏型钢。
主楼地上55层,地下4层。
公寓楼的钢结构总用钢量约为10000t。
三、小组活动概况四、课题选择 1、问题的提出该工程中1092根外框钢柱中有840根均为丁字柱, 84根十字柱。
840根核心筒钢柱中有504根十字柱。
T 型构件是丁字柱、十字柱的的重要组成部分。
在加工钢柱过程中,T 型构件弯曲变形的矫正成为本工程质量控制过程中的重点和难点。
其中用到T 型构件的钢柱达到了74%。
2、T 型构件加工工艺:下料组立工型 焊接工型 火焰切割工型 T 型矫正3、T 型钢构件弯曲变形的传统矫正方法:采用氧气-丙烷进行火焰矫正。
此种办法在钢结构行业中普遍采用。
4、传统矫正方法存在的问题:工厂6月份采用中号割炬烤枪火焰矫正T 型构件弯曲变形的办法。
其他类型的钢柱用到T 型件的钢柱其他类型的钢柱用到T 型构件的钢柱(1)矫正效率低矫正工序班产量仅为组装钢柱工序需求量的25%,导致组装工序严重窝工。
火焰矫正T型的进度满足不了组装钢柱工序的要求,效率极低。
(2)矫正成本高通过对6月T型火焰矫正这道工序的气体成本和人工费支付情况分析发现,火焰矫正费用(气体成本+人工成本)达142元/吨,远远大于该工序的年均成本64元/吨。
(3)矫正质量难以控制用火焰校正T型,仅有50%的构件能一次验收达到GB50205-2001《钢结构工程施工质量验收规范》中弯曲矢高的要求。
矫正工序质量失控,造成组装工序用千斤顶强行组装钢柱,组装效率低,而且成品钢柱的直线度也很难达到验收规范中对直线度的要求。
五、寻找突破口QC小组针对火焰矫正T型构件弯曲变形效率低、一次矫正合格率低、成本高这些缺陷,展开广泛讨论并运用“头脑风暴法”,提出了3种可供选择的突破口来解决上述问题。
六、可行性分析提案一:更换烤枪、加压重物工厂6月份使用中号割炬烤枪,气流量小、火苗弱,矫正效果差,不适合作为此类结构的矫正工具。
QC小组通过向钢结构同行咨询,得知市场上有大号割炬烤枪,这种烤枪气流量大,火焰温度高,能提高矫正效率,适合作为T型构件火焰矫正的工具。
同时在火焰矫正中发现,构件在冷却过程中,变形有反弹迹象。
通过分析,QC 小组认为利用钢材在高温作用下屈服强度大大下降的特性,在被矫正构件上压上重物可控制构件冷却过程中的变形反弹。
QC 小组在7月初对提案一进行了试验。
花550元购买了5把大号割炬烤枪当作火焰矫正工具,同时采取了在矫正过程中加压重物的办法来防止变形反弹。
小组把7月份用方案一矫正的T 型构件从矫正效率、一次矫正合格率、矫正成本三方面进行了抽查记录,见下表:提案一指标对比及择弃:小组成员从三个考察项目的原有指标、现有指标、最低需求分析对比发现,采用提案一后三个考察项目有一定的改善,但是距离我们的最低需求还有很大的差距。
因此,提案一达不到目标指标要求,不选。
提案二:购买设备如果购买一台能矫正T 型构件弯曲变形的设备,那么问题也可得到圆满解决。
QC 小组于8月初分头行动,与国内生产钢结构设备的几家著名厂家进行了联系。
但是,华联焊割、阳通、华崴、四海等专业厂家,只有工型矫正机,均没有生产过能矫正T 型构件弯曲变形设备。
同时这些设备厂商目前也没有研制或改造现有设备的意向。
此提案行不通。
提案三:创新一台能矫正T 型构件的装置QC 小组在前两个提案行不通的状况下,在8月中旬再次组织小组成员对此提案进行了认真分析,认为虽从未有过此类装置,研制有一定难度,并且要有一定的投入。
但是,小组内有精通工装制作和精通机械的人才,具备研发的条件。
通过对3个可供选择的突破口进行了分析、比较,小组成员认为提案三可行。
七、设定课题目标最终,QC 小组将课题目标确定为:研制能够矫正T 型构件弯曲变形的装置,并从效率、成本、质量三个方面设立了目标值。
八、提出并选择方案由于市场上从未生产、销售过T 型构件弯曲变形的矫正设备,没有可直接借鉴的产品。
于是小组成员针对这个主题,充分研讨提出三个具体方案。
针对这3种方案,小组成员从进出料情况、安全性、质量保证情况、投入费用几个方面对各个方案展开了讨论。
小组成员在对上述两个方案的缺陷研究的基础上,同时对YTJ-60B型工型矫正机的工作原理作了细致的分析,发现工型矫正和T型矫正在原理上相似,形成方案三。
十、各种方案评估表经过讨论分析后,小组成员又进一步运用加权打分的方法,从进出料情况、安全性、质量保证情况、投入费用4个方面,对上面提到的3种方案进行了评价。
6分42分1分最终确定方案三为实施方案:自主改造YTJ-60B型工型矫正机。
十一、制定对策针对方案三,我小组成员分析从提出到改造成功的过程中,应该有“划分T型构件规格、设计配件、制作安装配件、功能测试”等四个控制点,据此我们制定对策表如下:十二、实施对策Array(一)熟悉图纸通过杜小红与贺海勃对图纸的审查,T型构件高度主要有200mm、220mm、230mm、250mm、270mm 、300mm、380mm、400mm、600mm等9个高度。
并制作了《T型钢截面规格统计表》如下:翻阅图纸统计数量(二)设计配件并绘制CAD 详图 配件选型:1、对设备外形进行研究,立板的外轮廓设计应躲开输入、输出端的出料平台;2、立板横向和竖向固定位置的选择应结合设备的输入、输出端的特点;3、为方便吊装,在立板顶端设置吊装孔;4、结合T 型构件高度以及原有设备主动轮上升行程确定立板上孔与孔之间的间距。
设计计算:(1)立板厚度及连接螺栓计算立板螺栓计算:构件规格:600x350x30x35 弯曲矢高:30~140mm4223mm 109316096137.1853503537.1853525505503055030121I =+++=⨯⨯⎪⎭⎫ ⎝⎛-⨯⨯⨯⨯EI 48PL f 3= 1093160961101.2489450P 3053⨯⨯⨯⨯= P =3.92⨯105N[]Mpa 1304d 81092.34d n P252===τππτ≤⨯⨯⨯⨯ d ≥21.9mm 取d =24mm 孔φ=26mm 立板厚度计算:[]σ≤APM p a185t1501092.35≤⨯⨯mm 1.14t ≥为安全起见取t =20mm(2)横板强度及刚度计算横板抗剪计算:A=6480mm 2 I=17496000mm 4[]Mpa125Mpa 5.6064801092.3A P 5====ττ≤⨯ 可取横板刚度计算:mm 625.1400L mm 6.017496000101.2486501092.3EI 48PL f 5353====≤⨯⨯⨯⨯⨯ 可取根据配件选型和设计计算结果,利用CAD 制图软件最终确定配件加工详图如下:横板设计详图立板设计详图(三)配件制作喷涂验收配件制作工艺:下料焊接喷砂涂装经过六道工序后制作出横板、立板的构件实物:配件的安装:横板立板横板节点B节点A运行设备:T 型构件吊装到位 细部运行效果检验记录:十三、效果检查 元/吨经济效益:活动前成本为:142元/吨 活动后成本为:3.5元/吨 改造投入成本为:2200元 总成本:降低16.7万元根数/人×天活动前效率为:1根/人×天活动后效率为:20根/人×天矫正效率提高了20倍质量效益:活动前T构件矫正质量不稳定,有近50%构件超出质量验收规范GB50205-2001中构件弯曲矢高<L/1000且不大于10mm的要求。
活动后构件的弯曲矢高均<5mm且一次合格率100%。
最终目标对比表十四、巩固措施1、从05年10月至今我公司利用此种设备完成了财富二期、嘉捷产业园丁字柱、十字柱的加工;2、建立设备使用说明书,并将改造详图编入设备管理档案;3、已向国家专利局申请发明专利,于2006年3月8日获得专利申请号为:2006102002168,并于6月初接到了国家知识产权局下发的《初步审查合格》通知书;4、我们目前正积极向有关厂家及同行推广我们的技术。
十五、体会和下一步打算体会:1、通过本次活动,我们小组在QC知识、工作热情、团队精神、创新意识、解决问题的能力和信心都得到了极大的提高;2、通过改造,我们为T型构件矫正提供了一种崭新的方法,T型构件弯曲矫正装置申请专利初审合格后,形成了我们钢结构工程公司自有的产权,这极大的鼓舞了我们在创新方面的热情。
下一步打算:目前的T型构件弯曲变形的矫正装置为点压式矫正模式,如果使其成为连续矫正模式,将进一步提高劳动效率。
因此,我们QC小组下一步的课题是:《T型构件弯曲变形的连续矫正方法》。