电镀生产线自动控制系统的设计与实现_
- 格式:pdf
- 大小:1.05 MB
- 文档页数:15
电镀生产线自动控制系统1 简介电镀生产线对行车的自动控制是电镀生产线自动化控制的关键,而电镀生产线按照其工艺要求和规模一般由两台以上的行车各自进行运动控制,每台行车都依据用户编好的程序进行自动控制;对于行车的自动控制,早期是采用继电器逻辑电路和顺序控制器,发展至今其控制方式以发生显著改变,主要已采用PLC 作为自动控制的核心部分,通过一系列的外接设备的输入信号以及输出信号对外接设备进行的相对应的编程控制,从而使整个控制系统更加的安全、可靠、灵活、其自动化程度高。
2 电镀生产线控制系统的总体方案设计2.1 控制方案选择可编程控制继电器接触器控制的优点:可靠性高,性能强大的功能;一个小型PLC有数百个可编程元素的用户,具有很强的逻辑编程功能,可实现各种复杂的控制功能。
与具有相同控制功能的继电器-接触器控制系统相比较,其具有相当大的优点,同时PLC通过上位机与通信网路的连接可实现集中管理,分散控制以及远程操作。
可编程控制器的安装方便,一般连接外部接线端子。
PLC的负载能力很强,能直接驱动电磁阀和普通交流接触器。
可靠性高,抗干扰能力强;中间继电器,时间继电器被广泛的使用在传统的继电器控制系统。
继电器由于接触不良,容易出现故障,而PLC的使用可以大大的减少中间继电器和时间继电器的使用,因此整个PLC控制系统中可以减少中间继电器控制系统的1 / 10——1/100接线,因此大大降低接触故障。
PLC同时自身也采取了一系列硬件和软件抗干扰措施,具有很强的抗干扰能力,平均故障间隔时间可达几万小时,在应用于工业生产总具有很强的抗干扰性,PLC已被用户公认为最可靠的工业控制设备和系统设计方案;PLC控制系统中,取代了大量的时间继电器,计数器装置,仅通过它自身的软件功能来代替,从而使设计,控制柜安装,布线工作量大大减少。
PLC梯形图程序通常采用顺序控制设计法。
这种编程方法比较有规律,易于掌握。
梯形图的复杂控制系统的设计,所需的时间要大大的少于一个时间继电器电路的设计。
电镀处理中的电镀自动化生产线设计与建设电镀处理是一项重要的工业过程,它的主要作用是通过对金属表面进行处理,提高其防腐蚀性、耐磨性、导电性和美观性等。
在电镀处理过程中,电镀自动化生产线的设计和建设起着重要的作用。
本文将从电镀处理的基本原理、电镀自动化生产线设计的要素及其建设流程等方面进行探讨。
一、电镀处理基本原理电镀是一种利用电解质中的离子来将金属沉积到物体表面的工艺。
其基本原理是将物体浸入电解液中,并将电源的阳极和阴极接到电解液中,阳极上会产生离子,而阴极则会吸收这些离子,并形成金属沉积层。
在实际应用中,除了必要的电解液和电源外,还需要一些附加设备和材料,如预处理设备、电镀槽、冷却水系统、气体送风设备等。
这些设备和材料在一定程度上影响了电镀处理的效果和工艺流程,因此在设计电镀自动化生产线时需要加以考虑。
二、电镀自动化生产线设计要素1、生产线整体布局电镀自动化生产线的整体布局直接影响了电镀处理的效率和生产成本。
在设计布局时需要注意以下几点:(1)生产线应该尽量紧凑,方便物品的转移。
(2)应尽可能减少对人工操作的依赖,增强生产的自动化程度。
(3)合理设置物品存放位置和转移设备,减少中间加工环节和时间成本。
(4)布局应符合流程要求,确保工作流畅和高效。
2、设备选型在电镀自动化生产线的设计过程中,设备选型是重中之重。
不同厂家的设备在使用上各有特点,通过对比各种设备的性能和使用经验,选取最合适的设备可以提高生产效率和降低成本。
(1)硬件设备:包括电解槽、冷却水系统、气体送风设备等。
(2)软件设备:包括自动化控制系统、监控设备、数据处理系统等。
(3)随机设备:包括在线检测仪器、备件等。
3、安全环保电镀处理过程中会产生一些有害物质,若不妥善处理,可能会对环境和人体健康造成损害。
因此,在设计电镀自动化生产线时需要加强安全和环保控制,在生产过程中减少有害气体和废水的产生,并采取适当的处理措施。
同时还需要设置应急救援设备和紧急处理预案,以排除人员伤亡和环境污染等可能性。
基于PLC的电镀生产线控制系统的设计毕业设计目录摘要: (1)关键词: (1)Abstract (1)Key words (2)引言 (2)1 电镀生产线控制系统概述 (3)1.1选题背景及意义 (3)1.2课题的国内外研究现状 (3)1.3控制系统的设计要求 (3)2 可编程序控制器(PLC)简介 (4)2.1 PLC的产生和定义 (4)2.2 PLC的分类 (5)2.2.1 按I/O点数容量分类 (5)2.2.2 按结构形式分类 (5)2.3 PLC的系统组成 (5)2.4 PLC的工作方式 (7)2.5 PLC应用领域 (9)3 系统的硬件设计 (9)3.1 电机的选择 (9)3.2 PLC机型的选择 (10)3.3 I/O分配表及其端子接线图 (10)4 系统的软件设计 (12)4.1 软件的组成及作用 (12)4.1.1 PLC内部资源 (12)4.1.2 STEP7软件使用简介 (12)4.1.3 PLC编程语言 (13)4.1.4 电镀生产线的工作流程 (14)4.2 PLC梯形图设计 (15)5 实时监控系统的设计 (16)5.1组态软件 (16)5.2 组态王软件的设计 (17)5.3 软硬件调试 (17)总结 (20)参考文献 (21)附录梯形图程序 (22)致谢 (33)基于PLC的电镀生产线控制系统设计机械电子工程专业学生徐广超指导教师王秀摘要:电镀行业是我国重要的加工行业,随着科学技术的快速发展,电镀生产线越来越趋向自动化、智能化。
该课题的研究是用西门子PLC S7-200辅以变频器对电镀自动生产线进行自动控制,依次自动完成酸洗、电镀和清洗的过程。
重点分析了系统的硬件设计、软件设计,给出了系统硬件接线图、PLC控制I/O端口分配表以及整体程序流程图,并辅以组态王进行监控等。
该基于PLC的电镀生产线控制系统具有结构简单、编程方便、操作灵活、使用安全、工作稳定、性能可靠和靠干扰能力强等特点,实现了电镀生产过程的自动化,提高了生产效率,降低了疲劳强度,能够更好的融入到现在的工业控制领域。
电镀生产线自动控制系统的设计与实现作者:莫浩越来源:《中国新技术新产品》2013年第23期摘要:本文介绍了电镀生产线自动控制系统的设计与实现,通过PLC编程的设计,以及电镀生产线控制系统的设计、调试与分析对电镀生产线自动控制系统进行论述。
关键词:电镀生产线;自动控制系统;设计中图分类号:TQ150 文献标识码:A1 前言电镀是在基材上镀上金属镀层,改变基材表面性质或尺寸。
电镀能增强采用耐腐蚀金属的抗腐蚀性镀层、增加硬度、防止磨耗、提高导电性、润滑性、耐热性和表面美观。
通过电镀,可以在机械制品上获得装饰保护性和各种功能性的表面层,还可以修复磨损和加工失误的工件。
电镀工艺实现对其自动化控制,可以减轻工人劳动强度,减少工人职业病发病率,提高了生产效率和生产质量,它主要应用于金属防腐蚀、防护装饰、抗磨损、电性能(根据零件工作要求,提供导电或绝缘性能的镀层)和工艺要求。
2 电镀技术电镀是一门具有悠久历史的表面处理技术,近几年来,随着新的工艺技术方法,尤其是一些新的镀层材料和复合电镀技术的出现,极大扩展了这一项表面处理技术的应用。
并使其成为现代表面工程技术的重要组成部分。
通过对电镀生产线控制系统的设计不仅能让我们更多的了解到电镀这个工艺的发展前景,而且能让我们重新认识到用PLC来设计控制系统的使用价值。
电镀生产线控制系统的设计基本完成,在设计当中能够增强操作的方便性,元件的实惠性和工艺的简单性。
PLC的编程是电镀生产线自动控制系统设计最主要的一部分,在整个电镀生产自动控制系统中发挥着重要的作用。
随着科学发展,电镀生产工艺也不断更新,例如一种电镀生产的清洗水不排放新工艺,即自然闭路循环工艺。
它除设有电镀槽和清洗槽外,还设有储液槽。
工艺上通过一个周期对清洗槽进行一次翻槽以及用储液槽中的液体来弥补渡槽镀液由于蒸发产生的损失量等措施,达到了使电镀液的蒸发量与清洗水回收量的平衡,从而实现了电镀生产过程不排放任何清洗水的工艺。


基于PLC的电镀生产线控制系统的设计2011/6/8/ 来源:中国电镀助剂网余剑(南京理工大学泰州科技学院电子电气工程学院,江苏泰州225300)摘要:介绍了利用西门子S7-200PLC对某条电镀生产线行车的运动控制,本控制系统还采用了组态王监控软件。
利用组态王与PLC相结合的控制方式,实现了对这条生产线的控制简单化,大大提高了生产效率。
关键词:电镀生产线;行车控制;PLC;组态王1·概述电镀工艺隶属电化学生产工艺,传统的工艺含有自动设备少,集成度低,在电镀手工生产过程中,工人不可避免地要接触一些硝酸、重金属盐、氰化物等一些有毒有害物质,对他们的安全健康有很大的影响。
现在,在电镀生产线控制中采用了PLC技术后,实现了对其自动化控制,减轻了工人劳动强度,提高了生产效率和生产质量。
2·电镀生产线控制系统的设计与实现2.1 电镀生产线工序的介绍电镀生产线主要由行车,电机和盛放液体的槽组成。
它的控制系统由工业级控制计算机、PLC和电器控制箱组成。
按照其工艺要求和规模一般设计由行车的运动来控制。
本文所涉及的课题将电镀的流程大致分成三大部分,镀前处理、电镀和镀后处理。
其电镀生产线的设计图如图1所示。
2.2 控制方式和要求本条电镀生产线的控制方式分为手动控制、单周期自动控制和连续循环自动控制。
2.2.1 手动控制。
要求手动按钮实现控制电镀生产线中电机的上升、下降、前进和后退动作。
2.2.2 单周期自动控制。
要求启动后,完成一次电镀工作回到原位停止。
2.2.3 连续循环自动控制。
要求启动后,完成一次电镀工作回到原位再连续循环工作。
2.2.4 单步操作。
要求每按一次启动按钮执行一个动作步。
2.3 相关硬件的选取2.3.1 传感器的选择。
接近开关可用于检验距离、尺寸控制、检测物体存在有否、检测生产包装线上有无产品包装箱等。
目前应用较为广泛的接近开关可分为:电感型、电容型、光电型、超声波型和电磁感应型。
电镀自动生产线P L C 控制课程设计标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]《电气与PLC控制系统设计》指导及任务书设计课题:电镀自动生产线PLC控制设计专业建筑电气与智能化学生姓名班级学号指导教师设计地点起至时间发放日期电气工程学院目录第一章概述1.1 电镀工艺的发展1.2 PLC- FX2N第二章电镀生产线总体设计说明2.1 电镀自动生产线示意图2.2 电镀自动生产线控制要求第三章控制系统设计说明3.1主电路设计说明3.2 PLC输入输出接线图设计说明3.3 控制面板元件布置图的设计 3.4 梯形图设计说明3.5 操作控制设计说明3.6 主要电器元件选择说明3.7 元器件目录表第四章设计小节概述1.1 电镀工艺的发展电镀生产作为一种传统产业自开始以来,几十年间有了极大的发展,从早期的纯手工作坊生产发展到今天的半自动甚至全自动生产,电镀工业的进步巨大的,电镀产品的种类和电镀工艺的复杂程度也是发生了极大的变化,大道汽车、飞机,小到生活用品金银首饰,各式各样的赣南工业产品都离不开电镀技术,电镀技术已发展形成一个重要的工程领域一个表面工程。
近年来随着生产的发展和不同产品工艺的特殊要求,电镀生产的生产过程在有些淋雨显得相当复杂,有许多条流水线构成一套完整的生产线,这就要各流水线之前能实现互联,因而PLC技术开始引入电镀。
质量优秀的电镀产品不光需要好的电镀工艺和镀液添加剂,还需要保证电镀产品按照电镀工艺流程运行以及电镀时间,这些都是决定电镀产品质量的重要因素。
因此PLC的引入尤为重要。
1.2 PLC- FX2N三菱FXPLC是小形化,高速度,高性能和所有方面都是相当FX系列中最高档次的超小程序装置,除输入出16~25点的独立用途外,还可以适用于多个基本组件间的连接,模拟控制,定位控制等特殊用途,是一套可以满足多样化广泛需要的PLC。
特点 -系统配置即固定又灵活;-编程简单;备有可,丰富的品种;令人放心的高性能;高速运算;使用于多种特殊用途;外部机器通讯简单化;共同的外部设备。
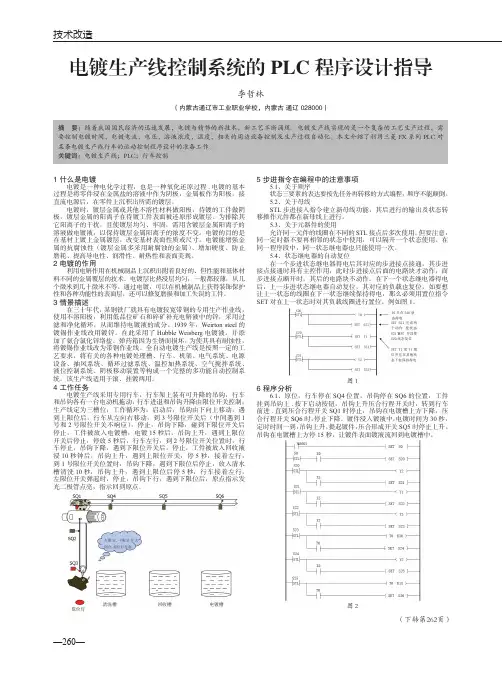
—260—电镀生产线控制系统的PLC 程序设计指导李哲林(内蒙古通辽市工业职业学校,内蒙古 通辽 028000)摘 要:随着我国国民经济的迅速发展,电镀与精饰的新技术,新工艺不断涌现。
电镀生产线实现的是一个复杂的工艺生产过程,需要控制电镀时间,电镀电流,电压,溶液浓度,温度,相关的周边设备控制及生产过程自动化。
本文介绍了利用三菱FX 系列PLC 对某条电镀生产线行车的运动控制程序设计的准备工作。
关键词:电镀生产线;PLC;行车控制1 什么是电镀电镀是一种电化学过程,也是一种氧化还原过程.电镀的基本过程是将零件浸在金属盐的溶液中作为阴极,金属板作为阳极,接直流电源后,在零件上沉积出所需的镀层。
电镀时,镀层金属或其他不溶性材料做阳极,待镀的工件做阴极,镀层金属的阳离子在待镀工件表面被还原形成镀层。
为排除其它阳离子的干扰,且使镀层均匀、牢固,需用含镀层金属阳离子的溶液做电镀液,以保持镀层金属阳离子的浓度不变。
电镀的目的是在基材上镀上金属镀层,改变基材表面性质或尺寸。
电镀能增强金属的抗腐蚀性(镀层金属多采用耐腐蚀的金属)、增加硬度、防止磨耗、提高导电性、润滑性、耐热性和表面美观。
2 电镀的作用利用电解作用在机械制品上沉积出附着良好的、但性能和基体材料不同的金属覆层的技术。
电镀层比热浸层均匀,一般都较薄,从几个微米到几十微米不等。
通过电镀,可以在机械制品上获得装饰保护性和各种功能性的表面层,还可以修复磨损和加工失误的工件。
3 情景描述在三十年代,某钢铁厂就具有电镀较宽带钢的专用生产作业线,使用不溶阳极,利用低品位矿石和碎矿补充电解液中的锌,采用过滤和净化循环,从而维持电镀液的成分。
1939年,Weirton steel 的镀锡作业线改用镀锌。
在此采用了Hubble Weisberg 电镀液,并添加了氨合氯化锌络盐。
弹药箱因为生锈而损坏,为使其具有耐蚀性,将镀锡作业线改为带钢作业线。
全自动电镀生产线是按照一定的工艺要求,将有关的各种电镀处理槽、行车、机架、电气系统、电源设备、抽风系统、循环过滤系统、温控加热系统、空气搅拌系统、液位控制系统、阴极移动装置等构成一个完整的多功能自动控制系统。
学号:14113500522毕业设计(论文)题目:电镀加工自动线PLC控制系统设计作者郑鸣届别 2015 系别机械工程学院专业机械电子工程指导老师李荣华职称副教授完成时间 2015年5月20日摘要本文以电镀自动生产线控制系统设计为研究对象,以其电镀专用行车为控制对象,对其电镀的工艺要求和控制要求进行了分析,采用理论研究的方法,设计了一套基于PLC的电镀车间专用行车自动控制系统。
本系统选用三菱FX2N-64MR-001型号的PLC来进行控制,通过PLC输出信号接触器的触点动作,来控制三台异步电动机的运行,从而实现对行车的水平运动和吊钩的垂直运动的控制,考虑到电镀、上升、下降等运动时行车和吊钩需要准确停位。
在程序设计时为了便于对设备进行调整和检修,设计了手动程序以实现对行车和吊钩的点动控制,对于自动控制程序的设计,其工作过程是典型的顺序控制,采用步进指令能很好的实现对其控制。
通过软件仿真可以看出所设计的控制系统很好的实现了电镀的工艺要求和控制要求,可以方便完成自动和手动之间的切换,体现出PLC控制系统具有调试方便、适应性强的优点。
关键字:电气控制、PLC、行车控制、电镀ABSTRACTThe electroplating automatic production line to control system design to study, with its specialized operations to control traffic. the electroplating technology and control of the claim was analysed and the theory of the research methods, design a web based on the plc electroplated impression of the special traffic control system; The system for mitsubishi fx2n - 64mr -001 kind of the plc to control, the output signal of the plc contacts with some action to control motor three asynchronous operation, the level of the motion and the hook vertical motions of the operations,rising and falling, the motion and the hook to the right stop. in programming, to facilitate the adjustment of equipment and design a manual procedures for the implementation and hook at the control, the automatic control of the design, it is typical of the order of control and use the step into the instructions to the very good with the controls. Through software simulations can see that the system of the electroplating technology and control, you can easily finish automatic and manual switch between that of the plc control system for the adaptable.Key words:electric control;programmable logic control;control of vehicle motion;electroplate目录摘要 (1)第一章绪论 (4)1.1 电镀生产线简介 (4)1.2 电镀行车控制系统的种类 (4)1.2.1 继电接触器控制系统 (4)1.2.2单片机控制系统 (5)1.3电镀行车及专用行车的简介 (6)1.3.1电镀行业的简介 (6)1.3.2行车的简介 (7)1.3.3电镀行车控制系统的发展与现状 (7)1.4电镀加工自动线PLC控制系统设计内容 (8)1.4.1设备基本情况 (8)1.4.2 拖动系统 (9)1.5 电镀加工自动线PLC控制系统设计要求 (9)第二章控制系统总体方案及系统硬件设计 (10)2.1 电镀车间专用行车PLC控制系统方案选择 (10)2.1.1 拖动方案 (10)2.1.2 槽位选择方案 (10)2.1.3 信号检测装置选择 (10)2.1.4 指示显示方案 (10)2.2 电镀车间专用行车PLC控制系统主电路 (10)2.3 保护方案选择 (11)2.4 抗电源干扰措施 (11)2.5 控制系统的接地设计 (12)第三章控制系统软件设计 (13)3.1 控制系统动作流程框图 (13)3.2 系统控制流程图 (13)3.3 PLC选型 (14)3.4 I/O点分配 (16)第四章测试调试 (19)5 参考文献 (21)致谢 (22)第一章绪论1.1 电镀生产线简介随着我国国民经济的迅速发展,电镀与精饰的新技术和新工艺不断涌现。

毕业设计(论文)开题报告课题零件电镀生产线PLC控制系统设计一课题背景及意义1.课题的背景国内电镀生产线的发展状态电镀生产线从手工操作,逐步向机械和自动化方向发展。
我国在这方面的发展是比较快的。
在60年代,我国大多数的电镀生产,仍以手工操作为主。
而现在的不少企业甚至是乡镇企业,已有了比较好的电镀自动线。
在借助国外先进技术的基础上,现在已经开发了各种类型的微型电脑控制电镀自动线,上海近500家电镀厂、点,已经有370多条电镀自动线,并有25条从外国引进的自动线,可见我国的电镀生产,正在向自动化方向发展。
其中比较好的自动线的行车起步、制动、运行平稳,电机采用无极变速或配备变频调速后,定位准确,用聚氨酯作行车运行轮,运行时惯性小,噪声低,制动性好。
车辆的运行,溶液的温度、PH及添加剂的自动补充,已有用微电脑自动控制,但我国的电镀生产设备与国外的先进国家相比,还有比较大的差距,相对而言,手工操作还是比较多的,有些厂的机械设备还比较陈旧,自动化程度不高。
现阶段我国的电镀生产线,主要应该考虑行车运行平稳,定位准确,设备耐用,生产效率高,确保电镀质量高,质量好。
现在有些企业在设计电镀自动线时,要求一条自动线有多种功能,例如既能镀铁零件,还能镀锌压铸件;既能镀装饰铬镀层,又能仿镀金和仿铜镀层。
其实,有些槽子排在内线基本上不用,行车在这些不用的槽子上面走来走去,既降低生产效率,又影响产品质量。
有些电镀线中安排了许多清洗槽和辅助槽;有些辅助槽过宽,使一条电镀线排得很长,同样会降低生产效率和产品质量。
总之,我国的电镀生产线要向国际上最先进的方向发展,但现阶段应在讲究实用、实效的基础上求先进,循序渐进,逐步提高我国电镀生产的先进水平。
国外电镀生产线的发展状态美国,日本等国的电镀自动线比我国先进,如日本大友电舍株式会社的电镀车间,各种镀液中的主要成分都是由电脑自动检测和自动控制及补充,操作的各种参数温度、PH值、电流等都由电脑自动测定和自动调节,行车的运行完全无人操作。
可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
它采用了可编程序的存储器,用来在其内部存储执行逻辑运算,顺序控制、定时、计数和算术运算等操作的指令,并通过数字式和模拟式的输入和输出,控制各种类型的机械或生产过程。
可编程控制器及其有关外围设备,易于与工业控制系统联成一个整体,易于扩充其功能的设计。
可编程控制器对用户来说,是一种无触点设备,改变程序即可改变生产工艺。
目前,可编程控制器已成为工厂自动化的强有力工具,得到了广泛的普及推广应用。
本次课程设计通过对实际电镀自动生产线的生产过程进行简单化,掌握电镀生产线工作的实际流程及工作原理。
在此基础上,利用实验台设备对生产过程实现PLC控制。
按照生产的实际需要,主要设计内容包括电路安全及事故及时中断处理问题、小车工序(对应工作槽)的选择问题、小车精确停位问题、吊篮停位问题及实现互锁自锁等保障安全的问题。
此外,在设计中,除了实现生产线的生产流程,为了尽量贴合实际,采用四种操作方式(循环、单周期、单步、手动)进行程序设计。
本次设计的目的是初步了解工业生产实际过程,熟悉PLC程序设计及硬件连接,初步掌握程序的调试。
关键字:可编程逻辑控制器,梯形图,电镀自动化生产线1 系统方案设计1.1 系统硬件配置及组成原理 (3)1.2 系统变量定义及分配表 (5)1.3 PLC接线设计图 (5)1.4 系统可靠性设计 (6)2 控制系统设计2.1 控制程序流程图设计 (7)2.2 控制程序设计思路 (7)3 系统调试及结果分析3.1 系统调试及解决的问题 (12)3.2 结果分析 (13)结束语 (14)参考文献 (14)1系统方案设计1.1系统硬件配置及组成原理1.1.1 PLC相关基础知识可编程控制器,简称PLC(Programmable logic Controller),是指以计算机技术为基础的新型工业控制装置。
在1987年国际电工委员会(International Electrical Committee)颁布的PLC标准草案中对PLC做了如下定义:“PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。
┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊电镀生产线的PLC控制系统设计[摘要] 随着现代工业和技术的发展,电镀在机械、电子、仪器仪表、轻工、地质、交通运输和国防工业等生产部门的应用日益广泛,与人们的日常生活也有十分密切的关系。
现代市场竞争日趋激烈,企业迫切需要提高生产效率和产品质量,于是如何提高电镀生产线的自动控制性能,减少成本具有重要的意义。
本文以镀锌电镀自动生产线控制系统设计为目标,对其电镀的工艺要求和控制要求进行了分析,结合企业的实际情况,开发了一套基于触摸屏与PLC的电镀生产线的自动控制系统,提出了设计方案,然后对该生产线控制系统的硬件部分进行了设计。
在对电镀控制系统的设计中,针对于电镀生产线上行车运行不平稳,定位不精确等问题提出了解决的方法。
本次设计以三槽电镀生产线为例,在设计中运用到了可编程控制器PLC基础知识、自动控制、电动机、电气控制以及电力电子等多门技术,并且对这些技术进行综合应用。
[关键词] 可编程控制器触摸屏电镀控制系统变频器┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊Design of Electroplate Production Line Control SystemBased on PLC[Abstract] With the development of modern industry and technology,electroplating has been widely used in machinery,electronic,instrument,lightindustry,geology,transpo -tation,and national defense industry and it is also very close to the common life of peop-le.Due to the acute competition of the market,the production efficiency and product quality must be enhanced.So,it is significant to enhance the control performance of electroplating production line and reduce production cost.This paper analyzes technological and control requirements combined with practical situation on the basis of design of zinc plating automatic production line.The control system of automatic production line was also designed based on touch screen and PLC.The design scheme was also proposed in detail.Then,the hardware part of production line control system was designed especially focused on the unstable sliding of driving and imprecision of location.This design take three slots electroplate production line as an example ,which makes use of the automatic control, electric motor, the electricity control, programmable controller PLC and the electric power electronics,and apply these techniques. Comprehensively.[Key words] Electroplating PLC Touch screen Control the system Inverter┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊目录第1章绪论 (1)1.1国内外电镀自动线现状及发展水平 (1)1.2电镀生产线实现自动控制的意义 (2)1.3国内电镀行车控制问题 (3)1.4本课题的研究内容和文章结构 (4)1.4.1本课题研究内容 (4)1.4.2论文结构 (4)第二章电镀生产线控制系统的总体设计 (5)2.1镀锌生产线工艺分析 (5)2.1.1镀锌工艺分析 (5)2.1.2镀锌设备的结构 (6)2.2镀锌自动线控制系统的设计要求 (7)2.3电镀控制系统设计方案 (8)2.3.1辅助设备系统 (8)2.3.2行车控制系统 (9)2.4电镀控制系统硬件部分设计 (11)2.4.1电镀自动生产线与可编程控制器 (12)2.4.2电动机的选择和安装 (13)2.4.3电镀控制的变频器选择与安装 (14)2.4.4位置检测装置的选择和安装 (14)2.4.5电镀控制系统的人机界面 (15)第三章电镀生产线系统的软件设计 (15)3.1电镀控制系统程序的设计 (16)3.1.1行车运行流程编程 (16)3.1.2互锁设计 (26)3.2人机界面的设计 (27)第四章总结与展望 (33)4.1总结 (33)4.2展望 (34)致谢 (34)参考文献 (35)┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊附录 (37)附录一程序流程图 (37)附录二 I/0分配表 (38)附录三 T型图 (39)┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊第1章绪论1.1国内外电镀自动线现状及发展水平电镀工业是我国重要的加工行业,至今已有100多年历史,近代科学技术的发展为它增添了许多新的内容,因而电镀在机械、地质、电子、仪器仪表、轻工、交通运输和国防工业等生产部门的应用日益广泛,与人们的日常生活也密切相关。
基于PLC的电镀生产线控制系统设计毕业设计(论文)开题报告基于PLC的电镀生产线控制系统设计姓名:学号:学院:电气及其自动化工程学院专业工业自动化指导教师:1.本课题的目的及研究意义在目前,我国的电镀生产线自动化的程度还处在发展阶段。
随着社会的发展,工业电镀生产线逐渐增多,生产变得复杂,同时在电镀中,其氧化、酸洗、碱洗、电镀等许多工艺具有严重的化学污染和腐蚀,对人的身心健康十分不利,而且人工操作随机性大,影响产品质量。
传统的方法是使用顺序控制器,由于其电路复杂,接口众多,受外界干扰大,工作可靠性较差,维护也困难。
如果在电镀生产线实现自动化,工人可以通过在控制室监控,尽可能不去或少去车间,减少身体危害,减轻工人劳动强度,保障工人生命安全。
本课题从以PLC为基础实现电镀生产线自动化的角度进行讨论,在我国电镀生产线自动化还不普及以及社会飞速发展的情况下,对电镀生产线自动化的研究具有及其重要的意义,符合社会发展的潮流。
随着社会经济的发展,电镀生产线自动化是大势所趋。
更高效安全的电镀生产线,必将对我国社会经济的发展产生极大的影响。
2.本课题的国内外的研究现状在国外,电镀生产线自动化的研究已经取得不少成果,在少数几个先进国家已经采取全自动化的电镀生产线,其中有些电镀车间可以实现车间无尘,全部由电脑实现监控,达到了无人操作的程度。
如日本大贩友电舍株式会社的电镀车间,各种镀液中的主要成分都是由电脑自动检测和自动控制及补充,操作的各种参数如温度、PH、电流等都由电脑自动测定和自动调节,行车的运行完全无人操作。
在国内,电镀生产设备与国外先进国家相比,还有比较大的差距。
相对而言,手工操作还比较多,有些工厂的机械设备还比较陈旧,自动化程度不高。
近些年来,随着我国经济发展的需要,电镀生产线的自动化逐渐在电镀车间应用起来,自动化程度逐渐提高,电镀生产线的自动化得到了发展,逐渐在追赶发达国家。
例如常州营达环保科技有限公司的电镀生产线就比较先进,自动化程度较高,废弃废液处理得也较好。
基于PLC控制电镀生产线课程设计三菱介绍本文档是基于PLC控制电镀生产线的课程设计报告,采用三菱PLC作为控制器。
本课程设计的目的是实现对电镀生产线的自动化控制,提高生产效率和质量。
本文档将介绍设计的整体思路、硬件配置以及控制算法。
最后,我们将通过具体实例展示课程设计的效果。
设计思路本课程设计的目标是实现对电镀生产线的自动化控制,其中包括对电镀槽温度、液位和电流进行监测和控制。
为了实现这一目标,我们选择采用三菱PLC作为控制器,通过PLC的输入输出模块与传感器和执行机构进行连接。
设计思路如下:1.采集传感器数据:使用温度传感器、液位传感器和电流传感器等对电镀槽温度、液位和电流进行实时监测。
2.PLC控制算法设计:根据监测到的传感器数据,设计控制算法,实现对电镀槽温度、液位和电流的实时控制。
3.控制信号输出:通过PLC的输出模块,将控制信号输出给执行机构,如加热装置、液位控制阀和电流调节装置,实现对电镀槽温度、液位和电流的控制。
4.人机界面设计:通过PLC的触摸屏或上位机软件,设计人机界面,实现对电镀生产线的监视、控制和调整参数等功能。
硬件配置本课程设计采用以下硬件配置:•PLC控制器:三菱FX系列PLC,例如FX3U。
•输入模块:包括温度传感器模块、液位传感器模块和电流传感器模块。
•输出模块:包括加热装置控制模块、液位控制阀控制模块和电流调节装置控制模块。
•执行机构:包括加热装置、液位控制阀和电流调节装置。
•人机界面设备:可选用PLC触摸屏或上位机软件,实现人机交互。
控制算法设计本课程设计的核心是设计控制算法,实现对电镀槽温度、液位和电流的实时控制。
算法设计包括以下几个步骤:1.数据采集:通过PLC的输入模块采集温度传感器、液位传感器和电流传感器等的数据。
2.控制参数设定:根据设定的工艺要求和产品规格,设定控制参数,如温度上下限、液位高低限和电流设定值。
3.控制策略选择:根据实际情况选择合适的控制策略,如PID控制、模糊控制或神经网络控制等。
目录1 概述 (2)电镀工艺 (2)电镀生产线 (2)PLC和电镀生产 (3)2 电镀生产线程序设计 (3)输入设备 (3)输出设备 (3)I/O地址分配 (4)PLC系统I/O口接线图 (5)状态转移图 (11)PLC控制梯形图设计 (14)PLC梯形图指令表 (17)3操作面板设计图 (25)主控板安装接线图 (25)控制板安装接线图 (26)安装调试 (27)设计小结 (27)参考目录 (28)电镀自动生产线PLC控制程序设计1、概述电镀工艺一件电镀产品的质量除了要有好的成熟的电镀工艺和品质好的镀液添加剂外。
如何保证电镀产品严格按照电镀工艺流程运行和保证产品的电镀时间则是决定电镀产品的质量和品质的重要因素。
在电镀生产线上采用自动化控制不但可以使电镀产品的质量和品质得到保证。
有效的减少废品率。
而且还可以提高生产效率和减轻工人的劳动强度。
有这非常好的社会和经济效益。
本文主要针对自动控制这一点进行设计。
在该生产线的控制中,采用了高可靠性,高稳定性,编程简单,易于操作。
而且广泛应用于现代工业生产线过程控制中的控制器 PLC。
设计中实现了电镀生产线的监控系统的单周期运行,连续运行,和步进运行三种工作方式,在工业生产中有很重要的应用。
它可以给操作工人更多的选择。
同时有利于处理故障,有很强的实用性。
最后用MCGS软件对设计思路进行了组态仿真,基本实现了电镀监控的全部功能。
电镀生产系电镀生产作为一种传统产业自开始以来,几十年间有了极大的发展。
从早期的手工作坊式生产发展到今天的半自动化和全自动化,电镀工业的进步是长足的巨大的,电镀产品的种类和电镀工艺的复杂程度也发生了巨大的变化,大到汽车,飞机小到生活用品金银首饰,各式各样的工业产品是离不开电镀技术,电镀技术已发展成为一个重要的工程领域。
随着工业现代化的发展,电镀产业生产控制技术的发展也是突飞猛进的,几十年前,电镀一个工件只需要一个渡槽,用两支电极通上电就完事,渐渐地人们意识到这样的镀法不能适应复杂镀层的要求,于是就开始生产线,引入一两台行车挂上工件,用继电器控制技术控制行车运动,进而实现不同镀覆过程的有序进行。
电镀流水线生产系统控制设计方案第1章机电传动课程设计目标要求一、课程设计目的《机电传动控制》课程设计为该课程的实践环节,在本课程设计的过程中,通过课程设计实践环节巩固和加强<机电传动控制>课程所学习的知识,掌握课程知识实际应用的能力。
学会运用机电传动控制的原理和分析问题,解决问题的方法。
同时在设计过程中,综合已学知识,完成简单完整的控制系统设计,以增强控制系统设计能力;完成PLC控制程序设计,增强编程软件使用的能力;并在联机程序调试过程中,增强实际操作能力。
二、课程设计要求课程设计是一综合性的实践工作过程,需要依据给定设计任务,完成一系列的设计工作。
这些设计工作的容以课程设计任务的形式说明列出,同时完成的设计工作以设计成果的形式保留,设计任务与设计成果要求分列如下。
1.课程设计任务要求⑴熟悉典型设备分析的一般方法,分析电气控制系统的需要和条件;⑵查阅技术资料和手册,合理选用设计方案;⑶根据设计方案,完成电气控制系统的电气原理图设计⑷掌握使用计算机软件编制PLC程序的应用方法,完成PLC程序设计;⑸使用仿真设备调试程序;⑹撰写规的设计总结报告。
2.课程设计成果要求〔包括课程设计计算说明书、图纸、实物样品等要求〕⑴绘制完成设备与信号布置简图⑵绘制完成电气控制系统电路图(包括PLC端子图)⑶设计与编制PLC用户程序(控制流程图、梯形图)⑷仿真设备调试程序及说明⑸撰写课程设计说明书3.课程设计说明书撰写容要求⑴任务说明⑵任务分析⑶控制方案设计以及控制系统设计过程说明⑷控制流程分析⑸ PLC控制程序设计说明⑹调试程序说明⑺总结⑻图附件⑼参考文献第2章机电传动控制课程设计课题电镀流水线生产系统控制一.电镀流水线系统结构电镀流水线系统根据电镀加工工件的特殊工艺流程而设计制造的一种高效率自动化专用设备。
设备采用自动起吊设备,远距离控制方式工作。
电镀流水线系统由点镀槽,电镀液回收槽,挂架和起吊机构组成,起吊机构吊钩的移动采用电动机驱动,由电气控制系统实现工作自动循环的控制。