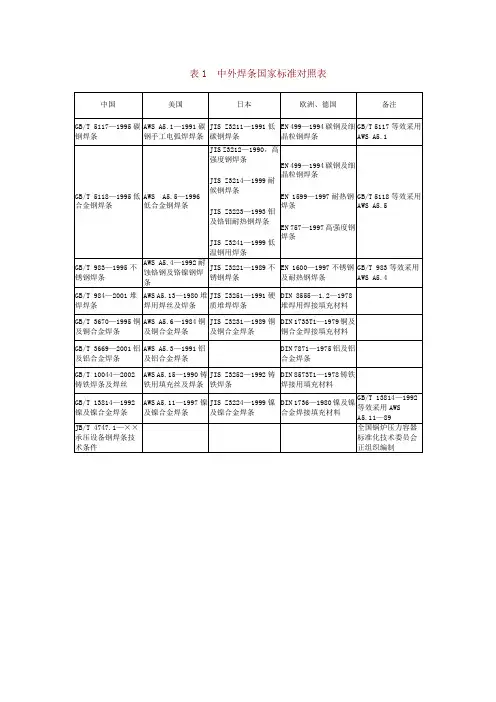
中外焊接材料国家标准对照表
- 格式:docx
- 大小:14.12 KB
- 文档页数:3


美标型号国标型号GBR el /R P0.2R m A A KV AWSMPaMPa%J 0.32/0℃0.5527 1.20.32/0℃0.5527无要求-30℃27-30℃27国标牌号熔敷金属化学成分(%)熔敷金属力学性能国内标准与美国标准焊材性能对照表熔敷金属化学成分(%)CMn SiSPCMnSiJ421E43130.10.30.0350.04330142017E60130.2J422E43030.10.250.0350.04330无要求42022E6003无要求J506E50160.11.60.750.0350.040.151.60.750.0350.0440049040049022E701622E70150.151.25J507E50150.11.60.750.9R el /R P0.2R m A A KVMPaMPa%J-29℃270℃27-29℃'27-29℃''27对照表成分(%)熔敷金属力学性能特点与用途SP无要求无要求33541517焊接低碳钢结构,特别适用于薄板小件及短焊缝的间断焊和盖面焊。
可全<0.035<0.04034042022焊接较重要的低碳钢结构和强度等级相当的低合金钢结构,如09Mn2等。
485220.0350.035400用途同J506,可进行全位置焊接,药皮中含有铁粉,可提高熔敷率。
48522适用于中碳钢及低合金钢结构的全位置焊接,焊接电源为支流反接。
焊缝0.0350.035400。
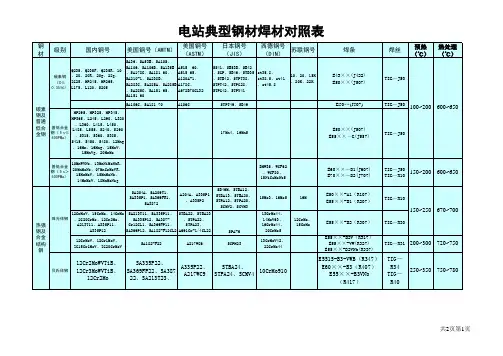
全国最全焊条型号、用途对照表————————————————————————————————作者:————————————————————————————————日期:2常用焊接材料选用明细序号母材材质焊接材料备注第一部分:压力管道用焊接材料1、Ⅰ类材料1 20 J4222 20 H08Mn2Si3 20 TIG-J504 20 H08Mn2Si+J4225 20 H08A6 20 TIG-J50+J4277 A106Gr.B H08Mn2SiA+J4278 A234WPB+A106Gr.B H08Mn2Si+J4272、Ⅱ类材料9 16Mn H08Mn2Si+J5073、Ⅳ类材料10 A335 P22 TIG-R40 R407112Cr1MoV H08CrMoV A12 12Cr1MoVH08CrMoV A+R317 13 12Cr2MoG TIG-R40/R40714 15CrMo H05CrMoTiRe+R307 15 15CrMo H13CrMoA+R30716 15CrMo+P11 H13CrMoA+R30717 P11 H13CrMoA+R30718 P22 TIG-R4019 P22 TIG-R40,R40720 P22+12Cr1MoV H08CrMoV A/R3174、Ⅴ类材料21 Cr5Mo HCr5Mo+R50722 Cr5Mo TIG-R40+R50723 STFA-25 HCr5Mo+R507241Cr5Mo TIG-R40+R5072P5(1Cr5Mo)A3025、Ⅵ类材料2609Mn2VDR TGS-1N+W707Ni6、Ⅶ类材料27 A312 TP304 TGF-308L,A13728 A312 TP316L TGF-316L A02229 0Cr18Ni10Ti H0Cr20Ni10Ti30 0Cr18Ni10Ti H0Cr20Ni10Ti/A13731 0Cr18Ni12Mo2Ti TGF-316L A02232 0Cr18Ni9 E308L-T33 0Cr18Ni9 TGF308L-T34 1Cr18Ni9Ti A13235 316L H00Cr19Ni12Mo2/A0223 6 TP304H1Cr19Ni9Ti/A13237 TP316 H0Cr19Ni12Mo2/A202 3TP321 H0Cr20Ni10Ti/A1379 TP321 TGF347+A13740 TP347 H0Cr20Ni10Nb/A137 41 TP347 H0Cr20Ni10Nb/A1377、Ⅷ类材料42 0Cr13 H0Cr20Ni10Ti、A1328、复合钢管43 304/20 H1Cr24Ni13/A3029、异类材料44 09Mn2DR+TP304 H1Cr24Ni13/A30745 1Cr5Mo+316L H1Cr24Ni13+A30246 1Cr5Mo+T9 H1Cr9Mo/R70747 20+00Cr17Ni14Mo2 H1Cr24Ni13,A30248 20+1Cr5Mo H08Mn2SiA+J42749 304L+316Ti TGF316L+A0225A106 Gr.B+ 20MnMo H08Mn2SiA J4271 A106Gr.B+TP304 H1Cr24Ni13/A407 52 Cr5Mo+15CrMo 13CrMoA/R30753 Cr5Mo+1Cr18Ni9Ti H1Cr24Ni13/A302 54 P11 13CrMoA/R30755 P11+20 13CrMoA/J42756 P11+TP304 H1Cr24Ni13/A40710、特殊材料及其与异种钢57 0Cr25Ni20 H0Cr25Ni20/A407 58 15Mo3+ 15CrMoH08CrMoA、A107 59 15Mo3+ 20TIG-J50、J42760 20Cr33NiNb ERNiCr-361 20Cr33NiNb+Incoloy 800H ERNiCr-362 800HT+TP347 ENiCrCoMo-1 6904L 904L64A333-6 TGS-1N,W707Ni65 A335 P22+Incoloy 800H ERNiCr-3+Ni33766A671 CC70 TGS-1N,W707Ni67 B407 800H+Inconloy 800HERNiCrCoMo-168 B407 800HT +TP304ERNiCr-369 B407 800HT+P11ERNiCrCoMo-170 Incoloy 800H ERNiCr-371 Incoloy 800H+P11 ERNiCr-372 P22+TP304HH1Cr24Ni13、A307 73SA333-6 H08Mn2MoVA+W707Ni 74 T9H1Cr9Mo/R70775 TP1HSCCu20176 UNS N04400 Alloy60,Alloy19077 ZG4Cr35Ni45Nb+Inconloy 800HERNiCrMo-37ZG4Cr35Ni45Nb+ZG4Cr25Ni35Nb ERNiCr-311、卷制管79 L245 ER50-6、J42780 L245+20 ER50-6、J42281 X42 H08Mn2Si+J42782 X52 TIG-J50+J50683 X60 E6010+E8010+E8018 84 X65 TIG-J50+J557第二部分:压力容器板材用焊接材料1、Ⅰ类材料1 15# J422、H08A+HJ4312 20#+20g TIG-J50/J4273 20#+20g J4274 20g J4275 20g TIG-J50/J4276 20g H08A+HJ4317 20g TIG-J50/J4278 20R J4279 20R TIG-J50/J427120R H08A+HJ43111 20R H10MnSi+HJ43112 20R H08Mn2SiA13 25#+Q235-B J42714 Q235-A J42715 Q235-AE4315/H08A+HJ431 16 Q235-A H08A+HJ43117 Q235-A TIG-J50/J42718 Q235-B J42719 Q235-B J42220 SA516 Gr.60 LB52NS2、Ⅱ类材料21 15MnV J50722 16Mn H10MnSi+HJ43123 16Mng TIG-J50/E5015216MnR J50725 16MnR J50626 16MnR TIG-J5027 16MnR J427/H10MnSi+HJ431 28 16MnR H08A+HJ43129 16MnR H10MnSi+HJ43130 16MnR H10Mn2+HJ43131 16MnR H08Mn2SiA32 16MnR A062、A00233 16MnR EG-134 16MnR TIG-J50,J50735 16MnR+15MnNbR J55736 20MnMo J50737 20MnMo TIG-J50/J50738 Q345E E50153SPV36N J507B3、Ⅲ类材料40 CF62 E6015-G41 610U2 LB-62ULSPV490QSR MG-6042 SPV490QSR LB-6243 SPV490Q LB-6244 SPV490Q DWS-60G45 SPV490Q DS-49/MF-33H4、Ⅳ类材料46 13CrMo44 R30747 14Cr1MoR R307B48 14Cr1Mo锻H11CrMo45A+R307B 49 14Cr1Mo锻+14Cr1MoR H11CrMo45A+R307B 50 15CrMoH13CrMoA+HJ250G51 15CrMoR R3072 15CrMoR H05CrMoTIRe/R30753 15CrMoRH13CrMoA+HJ250G54 15CrMoR A30755 15CrMo锻E309MoLT1-156 15CrMo锻E309LT1-1,E316LT1-1 57 15CrMo锻ER309L58 15CrMo锻H05CrMoTiRe、R30759 15CrMo锻R30760 15CrMo锻+15CrMoR R3075、Ⅴ类材料61 1Cr5Mo R5076、Ⅵ类材料62 16MnDRH05MnSiTiRe、J507RH 63 16MnDR J507RH64 07MnNiCrMoVDR+08MnNiCrMoVD J607RH5 08MnNiCrMoVD TGS-3N、J607RH66 08MnNiCrMoVD J607RH7、Ⅶ类材料67 316 H00Cr19Ni12Mo2-HJ260 68 316 A022690Cr18Ni9 A13270 0Cr18Ni9 H0Cr21Ni10+A10271 0Cr18Ni9 H0Cr20Ni10-HJ26072 0Cr18Ni9 A102730Cr18Ni9Ti H0Cr20Ni10Ti+HJ260 74 1Cr18Ni9Ti A13775 1Cr18Ni9Ti H0Cr20Ni10Ti/A13276 1Cr18Ni9Ti H0Cr20Ni10Ti/HJ260 77 1Cr18Ni9Ti HJ260-H0Cr20Ni10Ti 78 304L H0Cr20Ni10Ti/A0029 304L A00280 316L A02281 316L H00Cr19Ni12Mo2/A02282 316L H0Cr20Ni14Mo3+HJ26083 AISI304 H0Cr20Ni10Ti/A1328、复合材料840Cr13/15CrMoR R307、Ni337850Cr13/15CrMoR WEL GTAW82、Ni337860Cr13/20R J427、H08A-HJ431、A302、A102 87 0Cr13Al/16MnR J507、A062880Cr13Al/20R J427、A062890Cr18Ni9/20R J427、H08A-HJ431、A302、A102 92205/20R J427、E22.9.3N91 304L/16MnR J507/A302/A00292 304L/20R J427/A302/A0023316L/16MnR J507、A022、A042、H10MnSiA+HJ431 94 316L/16MnR J507/A042/A02295316L/20R H08A+HJ431、A042、A02296316L/20R J427、A022、A04297316L/20R J427、A022、A042、H08A+HJ43198405/16MnR J507.A132.A30299405/20g J427.A132.A302、H08A+HJ4311405/20R J427、A302、A132、H08A+HJ43111405/20R J427、A06212405/20R+2205/20R J427、A06213SA405/20R J427、A06214SA405/20R J427、H08A-HJ431、A0621SUS321/15CrMo HJ250G+H13CrMoA、A062、A132516SUS321/15CrMo HJ250G+H13CrMoA、A062、A13217SUS321/15CrMo R307、A062、A1329、异类材料180Cr13/15CrMoR+15CrMoR R307、Ni337190Cr13/15CrMoR+1Cr5Mo WEL TIG82、Ni337110 0Cr13/20R+0Cr18Ni9 H0Cr20Ni10Ti,A302,A102111 0Cr13Al+0Cr18Ni9 A062112 0Cr18Ni9+20R A06211315CrMo+0Cr18Ni9 H1Cr24Ni13、A3021115CrMo+16MnR A302115 15CrMo+20g J42711616Mn/316L+316L A022、A04211716Mn/405+16Mn E5015、A30211816MnDR+00Cr17Ni14Mo2 H1Cr24Ni13、A30211916MnDR+0Cr18Ni9 H1Cr24Ni13、A302120 16MnDR+16MnR H10Mn2+E5015-G 12116MnR+0Cr13 H1Cr24Ni13、A302122 16MnR+12Cr2Mo TIG-J50+J507123 16MnR+14Cr1MoR J0571216MnR+1Cr18Ni9Ti A307125 16MnR+SA350 LF2 TIG-J50+J507126 20g+15CrMo A302127 20g+1Cr18Ni9Ti A30712820R/316L+316L A042、A02212920R/405+0Cr13 A132、A3021320R/405+20R E4315、A302、H08A+HJ43113120R/405+奥18-8 A132、A30213220R+15CrMoR H08A+HJ431133 20R+1Cr18Ni9Ti H1Cr24Ni13/A3071320R+304L/20R J427/A302135 20R+SA405/20R J427、A062136 304L/16MnR+316L/16MnR J507/A042/A022 137 304L/20R+316L/20R J427/A042/A022 138 316L+16MnR A042139 316L+Q235-B A042140 CF62+16MnR E6015-G141Q235-A+15CrMoR J427142 Q235B+SPV490Q LB62143 SA105+16MnR J50714SB409+20R A50710、特殊材料及其与异种钢14509CrCuSb J42714609CrCuSb+0Cr18Ni9 A30214709CrCuSb+16MnR ND14809CrCuSb+Q235A ND149 0Cr25Ni20 A402150 0Cr25Ni20+0Cr18Ni9 A302151 0Cr25Ni20+16MnR A302152 5A02 S3311SA516 Gr.70 J507RH3154 SA516-70NE601,E7018155SA671 CC70 ER80S-G,E7016-1156 TA2 TA2157 UNS N08810 Ni135158 UNS N08810 Ni327159 UNS N08810+0Cr18Ni9 Ni135160 UNS N08810+20R Ni135161 UNS N08810+20R Ni327162 UNS N08811 Ni3371UNS N08811(SB564+SB409)Ni3373164 UNS N08811+15CrMoRNi33711、换热器用16508Cr2AlMo(φ25×2.5)与20R(δ=24)H08Cr2AlMo166 09CrCuSb(φ38×3)与16MnR(δ=22)H09CrCuSb167 0Cr18Ni9(φ19×2)与0Cr18Ni9(δ=20)H0Cr24Ni10Ti168 15C rMo(φ19×2)与15CrMoR(δ=20)H05CrMoTiRe 169 15CrMoR+15CrMo TIG-R30170 16Mn(φ14×2)与16MnR(δ=20)ER50-6171 20(φ25×2.5)与16Mn(δ=24)H08Mn2SiA1720(φ38×3.5)与16Mn(δ=22)ER50-6173 20(φ38×4)与20g(δ=16)J427174 20(φ57×3.5)与16Mn(δ=20)H08Mn2SiA12、球罐175 07MnCrMoVDR J607RH176 15MnNbR J557177 15MnNbR J507RH178 16MnR J507179 16MnR E712C180 16MnR J507R181 16MnR TIG-J50,J507R82 16MnR E71T-1183 20g J427184 20MnMo J557RH185 20MnMo+15MnNbR J557RH186 610U2 LB62-UL187A537CL1 E7018-G188CF-62 J607RH第三部分:压力容器用焊接材料(管材)1、Ⅰ类材料1 20 J4222 20 H08Mn2Si3 20 TIG-J504 20 H08Mn2Si+J4225 20 H08A6 20 TIG-J50+J4277 A106Gr.B H08Mn2SiA+J4278 A234WPB+A106Gr.B H08Mn2Si+J4272、Ⅱ类材料9 16Mn H08Mn2Si+J5073、Ⅳ类材料10 A335 P22 TIG-R40 R40711 12Cr1MoVH08CrMoV A+R31712 12Cr1MoVH08CrMoV A13 12Cr2MoG TIG-R40/R40714 15CrMo H05CrMoTiRe+R307 15 15CrMo H13CrMoA+R30716 P22 TIG-R4017 P22 TIG-R40,R4074、Ⅴ类材料18 Cr5Mo HCr5Mo+R50719 Cr5Mo TIG-R40+R5070 STFA-25 HCr5Mo+R507211Cr5Mo TIG-R40+R50722 P5(1Cr5Mo)A3025、Ⅵ类材料2309Mn2VDR TGS-1N+W707Ni6、Ⅶ类材料24 A312 TP304 TGF-308L,A13725 A312 TP316L TGF-316L A02226 0Cr18Ni10Ti H0Cr20Ni10Ti27 0Cr18Ni10Ti H0Cr20Ni10Ti/A13728 0Cr18Ni12Mo2Ti TGF-316L A02229 0Cr18Ni9 E308L-T30 0Cr18Ni9 TGF308L-T31 1Cr18Ni9Ti A13232 316L H00Cr19Ni12Mo2/A0223 TP304H1Cr19Ni9Ti/A13234 TP316 H0Cr19Ni12Mo2/A2023 5 TP321H0Cr20Ni10Ti/A13736 TP321 TGF347+A13737 TP347 H0Cr20Ni10Nb/A137 38 TP347 H0Cr20Ni10Nb/A1377、Ⅷ类材料39 0Cr13 H0Cr20Ni10Ti、A1328、复合钢管40 304/20 H1Cr24Ni13/A3029、异类材料41 09Mn2DR+TP304 H1Cr24Ni13/A30742 1Cr5Mo+316L H1Cr24Ni13+A30243 1Cr5Mo+T9 H1Cr9Mo/R70744 20+1Cr5Mo H08Mn2SiA+J4275 304L+316Ti TGF316L+A02246 A106 Gr.B+ 20MnMo H08Mn2SiA J427 47 Cr5Mo+15CrMo 13CrMoA/R30748 Cr5Mo+1Cr18Ni9Ti H1Cr24Ni13/A30210、特殊材料及其与异种钢49 0Cr25Ni20 H0Cr25Ni20/A40750 20Cr33NiNb ERNiCr-351 20Cr33NiNb+Incoloy 800H ERNiCr-352 904L904L53A333-6 TGS-1N,W707Ni54A671 CC70 TGS-1N,W707Ni55SA333-6 H08Mn2MoVA+W707Ni 56 T9H1Cr9Mo/R70757 A335 P22+Incoloy 800H ERNiCr-3+Ni3378 P22+12Cr1MoVH08CrMoV A/R31711、卷制管59 L245 ER50-6、J42760 L245+20 ER50-6、J42761 L245+20 ER50-6、J42262 X65 TIG-J50+J557第四部分:锅炉焊接1、Ⅰ类材料1 20#管(φ57×3.5)钨极氩弧焊H08Mn2Si2 20#管(φ108×4.5)钨极氩弧焊/焊条电弧焊H08Mn2Si+J4223 20#管(φ273×18)钨极氩弧焊/焊条电弧焊H08Mn2Si+J4224 Q235B板(δ=12)焊条电弧焊J4275 Q235A板(δ=18)焊条电弧焊J4272、Ⅱ类材料6 16MnR板(δ=12)焊条电弧焊J5077 16MnR板(δ=14)埋弧焊HJ431/H10MnSi8 16Mn管(φ60×9)与16MnR板(δ=12)焊条电弧焊J5079 16MnR管(φ90×16)与16MnR板(δ=24)焊条电弧焊J5073、Ⅲ类材料10 15CrMo板(δ=14)焊条电弧焊R30711 12Cr1MoV管(φ42×4)钨极氩弧焊H08CrMoV A1 2 12Cr1MoV管(φ42×4)钨极氩弧焊/焊条电弧焊H08CrMoV A/R3171 3 12Cr1MoV管(φ133×12)钨极氩弧焊/焊条电弧焊H08CrMoV A/R3174、电力标准14 20G+15CrMoG TIG-J50/J42715 12Cr2MoVWTIB TIG-R34/R317双相不锈钢的焊接1.双相不锈钢可焊性良好,热裂倾向小,一般焊前不需预热,焊后不需热处理,可与18-8型奥氏体不锈钢或碳钢等异种钢焊接。
中外焊丝国家标准对照表焊丝是焊接工艺中必不可少的一种材料,它直接影响着焊接接头的质量和性能。
在国际贸易中,各个国家都有自己的焊丝国家标准,这就需要对不同国家的标准进行对照分析,以便更好地进行国际贸易和技术交流。
下面将对中外焊丝国家标准进行对照表分析,以便更好地了解各国焊丝标准的异同,为我国焊接行业的发展提供参考和借鉴。
1. 标准名称对照。
中国国家标准,GB/T 8110-2008 焊丝。
美国国家标准,AWS A5.18/A5.18M:2005 Specification for Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding。
德国国家标准,DIN 8559-1: 1990-11 Welding filler materials; welding filler materials for gas-shielded arc welding; wire electrodes, wires and rods for arc welding of non-alloy and fine-grain steels; designation, technical delivery conditions。
日本国家标准,JIS Z 3312: 1999 Covered electrodes, wires and rods for arc welding of mild steel, high strength steel and low temperature service steel。
2. 技术要求对照。
在技术要求方面,各国标准对焊丝的化学成分、机械性能、焊接性能等方面都有详细的规定。
例如,中国国家标准GB/T 8110-2008对焊丝的化学成分、拉伸强度、屈服强度、延伸率、冲击功等性能指标进行了详细的规定;美国国家标准AWS A5.18/A5.18M:2005也对焊丝的化学成分、机械性能、焊接性能等进行了详细的规定,并且在检测方法和标准值方面也有所不同;德国国家标准DIN 8559-1: 1990-11和日本国家标准JIS Z 3312: 1999也对焊丝的技术要求进行了详细的规定。
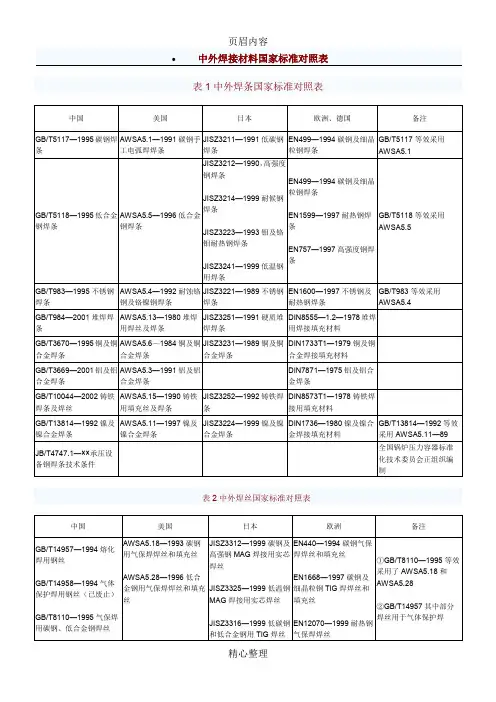
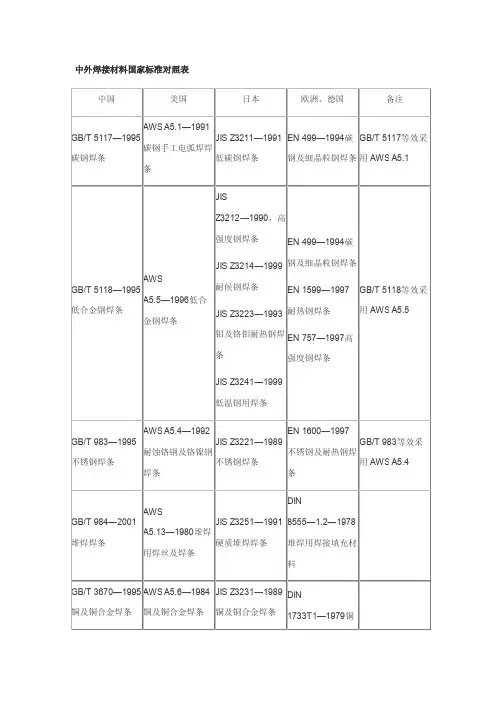
中外焊接材料国家标准对照表表1 中外焊条国家标准对照表表2 中外焊丝国家标准对照表表3 中外埋弧焊焊材国家标准对照表出师表两汉:诸葛亮先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。
然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。
诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。
宫中府中,俱为一体;陟罚臧否,不宜异同。
若有作奸犯科及为忠善者,宜付有司论其刑赏,以昭陛下平明之理;不宜偏私,使内外异法也。
侍中、侍郎郭攸之、费祎、董允等,此皆良实,志虑忠纯,是以先帝简拔以遗陛下:愚以为宫中之事,事无大小,悉以咨之,然后施行,必能裨补阙漏,有所广益。
将军向宠,性行淑均,晓畅军事,试用于昔日,先帝称之曰“能”,是以众议举宠为督:愚以为营中之事,悉以咨之,必能使行阵和睦,优劣得所。
亲贤臣,远小人,此先汉所以兴隆也;亲小人,远贤臣,此后汉所以倾颓也。
先帝在时,每与臣论此事,未尝不叹息痛恨于桓、灵也。
侍中、尚书、长史、参军,此悉贞良死节之臣,愿陛下亲之、信之,则汉室之隆,可计日而待也。
臣本布衣,躬耕于南阳,苟全性命于乱世,不求闻达于诸侯。
先帝不以臣卑鄙,猥自枉屈,三顾臣于草庐之中,咨臣以当世之事,由是感激,遂许先帝以驱驰。
后值倾覆,受任于败军之际,奉命于危难之间,尔来二十有一年矣。
先帝知臣谨慎,故临崩寄臣以大事也。
受命以来,夙夜忧叹,恐托付不效,以伤先帝之明;故五月渡泸,深入不毛。
今南方已定,兵甲已足,当奖率三军,北定中原,庶竭驽钝,攘除奸凶,兴复汉室,还于旧都。
此臣所以报先帝而忠陛下之职分也。
至于斟酌损益,进尽忠言,则攸之、祎、允之任也。
愿陛下托臣以讨贼兴复之效,不效,则治臣之罪,以告先帝之灵。
若无兴德之言,则责攸之、祎、允等之慢,以彰其咎;陛下亦宜自谋,以咨诹善道,察纳雅言,深追先帝遗诏。
臣不胜受恩感激。
今当远离,临表涕零,不知所言。
焊接材料对照表焊接检验知识学习:一、焊接目视检查视力:在12英寸的距离处可达到JaegerJ2,同时还应完成色盲测试(相当于中国视力规定的1.2)二、气瓶储放区的温度不应低于-20℉也不能高于130℉三、华氏摄氏度温度换算公式:℃=5/9(℉-32);℉=(9/5℃+32)四、焊条识别:E XX X XE代表焊条;XX溶敷金属的最小抗拉强度,X焊接位置,数字1表示焊条可用于任何焊接位置,数字2表示熔融金属流动性非常好,只能用于平焊或角缝焊,数字4表示焊条可以用于立向下焊,数字`3不再使用;X涂层/操作特性,表示焊条药的组织和性能,药决定了可焊性和推荐的电流类别AC 交流、DCEP直流反接、DCEN直流正接,焊条最后一个数字为5、6和8表示为“低氢焊条”,应贮存于烘箱内,温度150-350℉范围,潮湿度低于0.2%。
,不低于250℉(120℃)的烘箱中。
ER XX S-XER代表焊条棒;XX溶甫敷金属的最小抗拉强度,S固态焊丝,数字1表示焊条可用于任何焊接位置,数字2表示熔融金属流动性非常好,只能用于平焊或角缝焊,数字4表示焊条可以用于立向下焊,数字`3不再使用;X化学成份,表示焊条药的组织和性能,药决定了可焊性和推荐的电流类别AC交流、DCEP直流反接、DCEN直流正接,焊条最后一个数字为5、6和8表示为“低氢焊条”,应贮存于烘箱内,温度150-350℉范围,潮湿度低于0.2%。
,不低于250℉(120℃)的烘箱中。
EXXT-X:E表示焊丝,第一位强度,第二位是位置,T是管状焊丝,最后是极性分类药芯焊丝焊气体包括:Co2或75%氩气+25%Co2,其它的混合气体也可适用。
五、焊接接头:对接、角接、T形、搭接、端接接头。
六、圆整惯例:四舍五入;七、转换系数:面积尺寸:mm2=6.452*102in2;in2=1.550*10-3mm2电流密度:A/mm2=1.550810-3A/in2;A/in2=6.542*102A/mm2熔敷率:kg/hr=0.454lb/hr;lb/hr=2.205kg/hr流速:l/min=4.719*10-1ft/h;ft/h=2.119l/min热导入:J/m=39.37J/in;J/in=2.54*10J/m线性测量:mm=25.4in;in=3.937*10-2mm;mm=3.048*102ft;ft=3.218*10-3mm质量:kg=0.454lb;lb=2.205kg压力:kPa=6.895*psi;Mpa=6.895*10-3psi;psi=0.145kPa=1.450*102Mpa=14.5bar;bar=6.9*10psi温度:℃=(℉-32)/1.8;℉=(℃*1.8)+32拉伸强度:Mpa=6.896*10-3psi;psi=1.450*102Mpa运行速度:mm/s=4.233*10-1in/min;in/min=2.362mm/s真空:torr=7.501*10-3Pa进丝速度:mm/s=0.423*in/min;in/min=2.362mm/s八、SI(公制)单位(US英制1英尺=12英寸1码=3英尺1英里=5280英尺1磅=16盎司)面积:mm2平方毫米;电流密度:A/mm2安培/平方毫米;熔敷率:kg/h公斤/小时;电极电阻系数:Ω*M欧姆米;电极力:N牛顿;流速:L/min升/分;冲出韧性:MN*m-2/3兆牛顿米-3/2;冲击功:J=N*m焦耳;线性尺寸:mm毫米;功率密度:W/m2瓦特/平方米;压力:Pa=N/m2帕斯卡;强度:Mpa=1000000N/m2兆帕;导热性:W/(m*k)瓦特/米开氏;焊机速度:mm/s毫米/秒;体积:mm3立方毫米;送丝速度:mm/s毫米/秒九、常用公式伸长率100%=((最终标尺长度-起始标尺长度)/起始标尺长度)*100断面收缩率100%=((起始面积-最终面积)/起始面积)*100抗拉强度:常规UTS=PMAX /面积(其中PMAX=试样断裂载荷,面积=试样原始横截面积);管子:全截面管子UST=PMAX/(0.7854(OD2-ID2))屈服强度YS=达到规定变形量时的强度/原始横截面积焊接热量输入J/in.=(V*A*60)/焊机速度(ipm)其中J=焦耳(能量)、V=焊接电压、A=焊接电流、Ipm=英寸/分碳当量CE=%C+%Mn/6+%Ni/15+%Cu/13+%Mo/14碳当量与预热温度:碳当量:到0.45/0.45-0.60/0.60以上,则建议预热温度为:可选/200-400℉/400-700℉Ksi每平方英寸一千磅、psi每平方英寸磅十、焊缝类型坡口焊缝、角焊缝、塞焊及槽焊、螺柱焊、点焊或凸焊、缝焊、封底焊及背面焊、堆焊、端接焊缝。