焊接达因数计量方法
- 格式:doc
- 大小:2.04 MB
- 文档页数:2
焊缝填充量计算公式焊缝填充量是焊接过程中的重要参数,它直接影响焊接质量和强度。
对于焊工来说,掌握焊缝填充量的计算公式是非常重要的,因为只有正确计算填充量,才能保证焊接过程的稳定性和焊缝的质量。
焊缝填充量的计算公式是根据填充材料和焊缝的尺寸来确定的。
下面是针对不同类型焊缝常用的计算公式:1. 直缝焊填充量的计算公式:填充量 = 焊缝长度× 焊缝宽度× 焊缝高度其中,焊缝宽度是指焊接接头两侧焊接金属之间的距离,焊缝高度是指焊接金属表面到焊缝最高点的距离。
2. 角焊缝填充量的计算公式:填充量 = (a + b)× (c - t) × 0.5 × h其中,a是角焊缝的一边长度,b是另一边长度,c是一个角的内角度数,t是焊缝的厚度,h是焊缝的高度。
3. 环焊缝填充量的计算公式:填充量 = (d × π)× h其中,d是环焊缝的直径,h是焊缝的高度。
计算焊缝填充量时,需要注意以下几点:1. 正确测量尺寸:焊缝的尺寸应该准确测量,避免在计算填充量时出现误差。
2. 确定焊缝形状:根据实际焊接需求,确定焊缝的形状,从而选择相应的计算公式。
3. 考虑焊接位置:不同的焊接位置可能会对填充量产生影响,需要根据实际情况进行调整和修正。
4. 选用合适的焊接材料:填充量的计算还需要考虑焊接材料的类型和特性,确保选用合适的焊接材料进行焊接。
总结起来,焊缝填充量的计算公式对于焊接过程至关重要,它能够帮助焊工准确掌握焊接参数,确保焊接质量。
在实际应用中,我们要根据焊接任务的具体要求,选择合适的计算公式,并注意确保尺寸的准确度和选用合适的填充材料。
通过正确计算焊缝填充量,我们可以提高焊接效率,保证焊接质量,最终获得良好的焊缝连接。
焊接电流的计算公式
焊接电流的计算公式
焊接电流是计算焊接工艺参数的关键指标,它直接影响着焊接接头的质量。
因此,正确计算焊接电流是焊接工艺设计的基础。
焊接电流的计算公式是:I=K*SQRT(V*P/4*π*D),其中I表示焊接电流,K是一个系数,V表示电压,P表示焊枪的功率,D表示焊丝的直径。
在实际应用中,K的值通常取1.6,但根据不同的焊接材料,K的值可能会有所不同。
例如,当焊接铝合金时,K的值应取1.4;当焊接钢材时,K的值应取1.6;当焊接铜合金时,K的值应取1.8。
在计算焊接电流的过程中,可以根据焊枪的功率来确定电压。
一般来说,电压越高,焊枪的功率也就越高,因此应根据焊枪的功率来确定焊接电流。
在计算焊接电流的过程中还需要考虑焊丝的直径,因为焊丝的直径直接影响着焊接电流的大小。
一般来说,焊丝的直径越大,焊接电流也就越大,反之亦然。
正确计算焊接电流是焊接工艺设计的关键,可以根据上述公式来计算焊接电流,但还需要考虑K值、电压和焊丝的直径等因素,以保证焊接质量。

焊材消耗量计算方法
一、计算公式
W(g)A(cm2) ρ(g/cm3)L(cm) η 1.2
焊接材料所要量截面积密度焊道长熔敷效率余高以20%焊
道计
密度ρ焊接方法1/ηη
碳钢7.8 焊条电弧焊 1.82 55% Cr-Ni不锈钢7.9 氩弧焊 1.10 90% Cr-Ni-Mo不锈钢8.0 CO2药芯 1.15 89% 铜、镍8.9 埋弧自动焊、
CO2实芯
1.05 95%
二、焊剂计算
1、埋弧自动焊焊剂=1.2W
2、带极堆焊焊剂一种焊剂=0.9W
二种焊剂=1.0W
3、机加工复层焊条=4过度层焊材
三、每Kg焊材根数
1、焊条碳钢:Ф3.2 30~31根/Kg 不锈钢31根/Kg
Ф4.0 18根/Kg 不锈钢19根/Kg
Ф5.0 12根/Kg
2、氩弧焊丝:每盒:5 Kg Ф2.4:28根/Kg Ф2.5:26根/Kg
Ф2.0:26根/Kg Ф1.2堆焊每盘:20Kg
3、气保焊焊丝:药芯Ф1.2堆焊每盘:12.5Kg
实芯Ф1.2堆焊每盘:20Kg
4、埋弧焊焊丝每盘:20 Kg
5、带极堆焊:哈焊所每盘:35~40 Kg
大钢每盘:35~40 Kg
进口每盘:35~40 Kg。
焊接强度计算公式焊接强度计算公式是用来计算焊接件的强度,也就是焊接件在一定力作用下能够承受的最大拉力值。
这个公式通常采用负荷分配原理,做出的假设是:当焊接件受到一定的拉力时,上下两端的焊缝处会产生一定的应力,并且应力随着有效焊缝长度的增加而增加,而焊缝的应力分布是等差的。
根据上述假设,焊接强度计算公式可以表示为:Fw = (π/4)K(t0/L)2σb其中:Fw——焊接件的最大拉力;K——负荷分配因子,一般取值在1.5~2之间;t0——焊缝的有效厚度;L——焊缝的有效长度;σb——焊缝的最大应力强度。
根据此公式可以得出,焊接件的强度主要取决于三个因素:负荷分配因子K、焊缝的有效厚度t0和有效长度L。
负荷分配因子K是用来衡量焊缝上下端处应力分布的等差性,例如,K=1.5表示焊缝上下端处的应力分布是等差的,K=2表示焊缝上下端处的应力分布是等比的,K=1表示焊缝上下端处的应力分布是均匀的。
焊缝的有效厚度t0是指焊缝内部的有效截面积,一般情况下,t0取决于焊缝的实际厚度和焊材的性能,例如,当焊缝的实际厚度为6mm时,t0可以计算出在该厚度下焊材的有效截面积,而对于不同的焊材,其有效截面积是不同的,因此t0的取值也不同。
焊缝的有效长度L是指焊缝内部的受力长度,一般情况下,L取决于焊接件的设计尺寸,例如,当焊接件的设计尺寸为100mm时,L可以计算出在该尺寸下焊缝的受力长度。
焊缝的最大应力强度σb是指焊缝内部的最大应力强度,一般情况下,σb取决于焊接件的材料性能及焊材的性能,例如,当焊接件为钢材时,σb可以计算出在该材料下焊材的最大应力强度,而对于不同的焊材,其最大应力强度是不同的,因此σb的取值也不同。
总之,焊接强度计算公式是用来计算焊接件的强度,它的最终结果主要取决于负荷分配因子K、焊缝的有效厚度t0和有效长度L以及焊缝的最大应力强度σb。
补充说明:
为了便于安排月/年计划生产、成本管理,特说明以下几点:
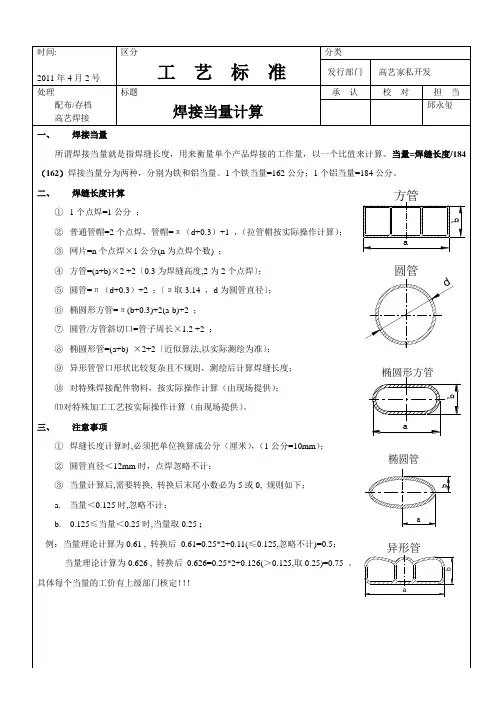
1.焊接采用当量的形式,来衡量产品的工作量(具体如上),
注:每个金属(铁、铝、不锈钢)产品需计算当量,便于计算焊丝等投入,对于CO²焊,每公分(厘米)需焊丝300-350mm,其中包括直径0.8和1.0焊丝;对于Ar焊待定。
2. 打磨采用长度的形式,来衡量产品的工作量(以公分,即厘米计算),
注: 每个需要打磨的产品,需要上报每个产品所需的打磨片或磨光片。
3.抛光采用零件或部件的表面积的形式,来衡量产品的工作量(以m²计算),注: 每个需要抛光的产品,需要上报每个产品的表面积。
4. 喷粉采用成品或半成品的表面积的形式,来衡量产品的工作量及粉体用量(以KG计算)。
注: 每个需要喷粉的产品,需要计算每个产品的表面积及粉体用量。
5. 油漆采用需要喷涂面面积的形式,来衡量产品的工作量及油漆用量。
注: 每个需要喷涂的产品,需要上报每个产品的喷涂面积及油漆用量。
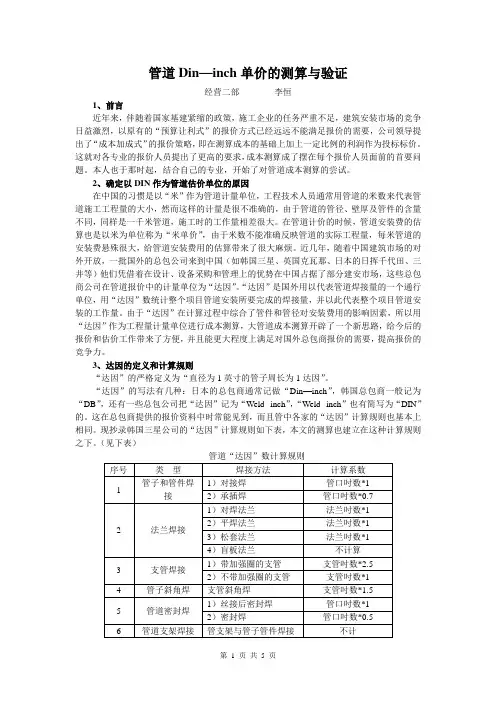
管道Din—inch单价的测算与验证经营二部李恒1、前言近年来,伴随着国家基建紧缩的政策,施工企业的任务严重不足,建筑安装市场的竞争日益激烈,以原有的“预算让利式”的报价方式已经远远不能满足报价的需要,公司领导提出了“成本加成式”的报价策略,即在测算成本的基础上加上一定比例的利润作为投标标价。
这就对各专业的报价人员提出了更高的要求,成本测算成了摆在每个报价人员面前的首要问题。
本人也于那时起,结合自己的专业,开始了对管道成本测算的尝试。
2、确定以DIN作为管道估价单位的原因在中国的习惯是以“米”作为管道计量单位,工程技术人员通常用管道的米数来代表管道施工工程量的大小,然而这样的计量是很不准确的,由于管道的管径、壁厚及管件的含量不同,同样是一千米管道,施工时的工作量相差很大。
在管道计价的时候,管道安装费的估算也是以米为单位称为“米单价”,由于米数不能准确反映管道的实际工程量,每米管道的安装费悬殊很大,给管道安装费用的估算带来了很大麻烦。
近几年,随着中国建筑市场的对外开放,一批国外的总包公司来到中国(如韩国三星、英国克瓦那、日本的日挥千代田、三井等)他们凭借着在设计、设备采购和管理上的优势在中国占据了部分建安市场,这些总包商公司在管道报价中的计量单位为“达因”。
“达因”是国外用以代表管道焊接量的一个通行单位,用“达因”数统计整个项目管道安装所要完成的焊接量,并以此代表整个项目管道安装的工作量。
由于“达因”在计算过程中综合了管件和管径对安装费用的影响因素,所以用“达因”作为工程量计量单位进行成本测算,大管道成本测算开辟了一个新思路,给今后的报价和估价工作带来了方便,并且能更大程度上满足对国外总包商报价的需要,提高报价的竞争力。
3、达因的定义和计算规则“达因”的严格定义为“直径为1英寸的管子周长为1达因”。
“达因”的写法有几种:日本的总包商通常记做“Din—inch”,韩国总包商一般记为“DB”,还有一些总包公司把“达因”记为“Weld--inch”,“Weld--inch”也有简写为“DIN”的。
焊接线能量计算公式和单位引言焊接是一种常见的金属连接技术,焊接过程中的能量计算是评估焊接效果和参数设置的重要指标之一。
本文将介绍焊接线能量计算公式和单位的相关知识,帮助读者了解焊接能量的计算方法。
能量计算公式焊接线的能量计算可以通过以下公式进行:能量=电流×电压×焊接时间其中,-能量表示焊接线的能量消耗,单位为焦耳(J)。
-电流表示焊接过程中的电流强度,单位为安培(A)。
-电压表示焊接电源的电压,单位为伏特(V)。
-焊接时间表示焊接的持续时间,单位为秒(s)。
焊接能量单位在焊接过程中,能量的单位通常使用焦耳(J)和焦耳/毫米(J/m m)。
焦耳(J)焦耳是国际单位制中能量和功的单位,在焊接中,焦耳常用于表示焊接线的能量消耗。
焊接过程中的焦耳计算公式如前所述。
焦耳/毫米(J/m m)焊接过程中,焦耳/毫米常用于表示单位长度的能量消耗,也可以作为焊接能量密度的指标。
计算公式如下:焦耳/毫米=能量/焊缝长度其中,-焊耳/毫米表示单位长度的能量消耗,单位为焦耳/毫米(J/mm)。
-能量表示焊接线的能量消耗,单位为焦耳(J)。
-焊缝长度表示焊接线的长度,单位为毫米(mm)。
示例假设一次焊接的电流为200A,电压为20V,焊接时间为10s,焊缝长度为100m m,我们可以计算焊接能量的具体数值和单位。
能量=200A×20V×10s=40000J焦耳/毫米=40000J/100m m=400J/m m通过以上计算,我们得出焊接能量为40000焦耳(J),焦耳/毫米(J/m m)为400。
结论本文介绍了焊接线能量计算公式和单位的相关知识。
焊接能量的计算对于评估焊接效果和参数设置非常重要,在实际焊接过程中需要根据具体情况进行计算。
掌握焊接能量的计算方法可以帮助焊接工程师更好地优化焊接工艺,提高焊接质量。
注意:文档内容未包含图片、图片链接、反号、反斜线、代码框和网址。
内容表达清晰、简洁生动。
5052铝箔达因值测试要求
5052铝箔是一种常见的铝合金材料,具有较高的强度和良好的耐腐蚀性能。
达因值测试是对材料的塑性变形能力进行评估的一种方法。
下面将从不同角度对5052铝箔的达因值测试要求进行阐述。
1. 试验方法
达因值测试可以采用多种方法,如拉伸试验、冲击试验等。
对于5052铝箔来说,常用的方法是拉伸试验。
在拉伸试验中,需要按照一定的加载速率施加力,记录应力-应变曲线,并根据曲线的形状和参数来评估材料的达因值。
2. 试验条件
在进行达因值测试时,需要控制一些试验条件,以保证测试结果的准确性和可比性。
例如,试验温度、试验速度、试样形状和尺寸等都需要统一。
对于5052铝箔来说,一般可以在室温下进行拉伸试验,试验速度可以选择适当的加载速率。
3. 试验结果解读
通过达因值测试得到的应力-应变曲线可以提供丰富的信息,如屈服强度、延伸率、断裂强度等。
通过对这些参数的评估,可以判断5052铝箔的塑性变形能力和抗拉强度。
达因值一般用来判断材料的塑性变形能力,即材料在受力下的变形程度。
4. 应用领域
5052铝箔具有良好的耐腐蚀性能和可焊性,广泛应用于食品包装、电子产品外壳、航空航天领域等。
在这些领域中,要求材料具有较高的塑性变形能力和抗拉强度,以确保产品的质量和安全性。
5052铝箔的达因值测试是对材料的塑性变形能力进行评估的一种方法。
通过合理的试验方法和条件,解读试验结果,可以评估5052铝箔的塑性变形能力和抗拉强度,为其在各个应用领域的选型和设计提供依据。
点焊承受力度计算公式点焊是一种常见的焊接方法,通过在两个金属表面施加高温电弧来熔化金属,然后再冷却形成焊接。
在工程中,点焊通常用于连接薄板金属,例如汽车制造中的车身焊接。
在进行点焊时,需要考虑焊接点的承受力度,以确保焊接的质量和可靠性。
因此,点焊承受力度的计算公式是非常重要的。
点焊承受力度计算公式通常包括以下几个参数,焊接电流、焊接时间、焊接压力、焊接面积和焊接材料的性能参数。
通过这些参数的计算和分析,可以确定焊接点的承受力度,从而保证焊接的质量和可靠性。
首先,焊接电流是点焊中一个非常重要的参数。
焊接电流的大小直接影响到焊接点的熔化深度和焊接强度。
一般来说,焊接电流越大,焊接点的熔化深度越大,焊接强度也越高。
因此,焊接电流可以通过以下公式进行计算:I = P / (K t)。
其中,I为焊接电流,P为焊接功率,t为焊接时间,K为热效率系数。
通过这个公式,可以确定所需的焊接电流,以确保焊接点的熔化深度和焊接强度。
其次,焊接时间也是点焊中一个重要的参数。
焊接时间的长短直接影响到焊接点的熔化深度和焊接强度。
一般来说,焊接时间越长,焊接点的熔化深度越大,焊接强度也越高。
因此,焊接时间可以通过以下公式进行计算:t = K P / I。
其中,t为焊接时间,P为焊接功率,I为焊接电流,K为热效率系数。
通过这个公式,可以确定所需的焊接时间,以确保焊接点的熔化深度和焊接强度。
另外,焊接压力也是点焊中一个重要的参数。
焊接压力的大小直接影响到焊接点的焊接面积和焊接强度。
一般来说,焊接压力越大,焊接点的焊接面积越大,焊接强度也越高。
因此,焊接压力可以通过以下公式进行计算:P = F / A。
其中,P为焊接压力,F为焊接力,A为焊接面积。
通过这个公式,可以确定所需的焊接压力,以确保焊接点的焊接面积和焊接强度。
最后,焊接面积和焊接材料的性能参数也是点焊中需要考虑的参数。
焊接面积的大小直接影响到焊接点的焊接强度,而焊接材料的性能参数则直接影响到焊接点的承受力度。
电路板焊接的计算公式---简介电路板焊接技术是电子制造中至关重要的一部分,它涉及到电子元件的连接和固定。
在焊接过程中,计算一些重要指标和参数是必不可少的,这些计算公式可以帮助工程师有效地设计和实施焊接方案。
本文档将介绍一些常用的电路板焊接计算公式。
1. 焊接时间计算公式焊接时间是完成一次焊接所需的时间。
它可以通过以下公式计算得到:焊接时间 = 焊点数 ×单个焊点的焊接时间其中,焊点数是待焊接电路板上的焊点总数,单个焊点的焊接时间是焊接一个焊点所需的时间。
2. 焊接温度计算公式焊接温度是指焊接过程中工作区域的温度。
它可以影响焊接质量和电子元件的可靠性。
在焊接过程中,可以通过以下公式计算焊接温度:焊接温度 = (电流 ×电流对应的电阻值 × 1000) / 焊点面积其中,电流是通过焊接点的电流值,电流对应的电阻值是焊接点所对应的电阻值。
3. 焊接体积计算公式焊接体积是指焊接点周围焊锡的体积。
它对焊接点的可靠性和焊接质量有着重要影响。
以下公式可用于计算焊接体积:焊接体积 = 焊点面积 ×焊锡高度其中,焊点面积是焊接点的表面积,焊锡高度是焊接点上焊锡的高度。
4. 焊锡重量计算公式焊接过程中使用的焊锡量直接影响焊接质量和成本。
以下公式可用于计算焊锡重量:焊锡重量 = 焊接体积 ×焊锡密度其中,焊接体积是焊接点周围焊锡的体积,焊锡密度是焊锡的密度。
5. 功率密度计算公式功率密度是焊接过程中,焊机对焊接点周围产生的热量密度。
以下公式可用于计算功率密度:功率密度 = 焊接功率 / 焊接点面积其中,焊接功率是焊机输出的功率,焊接点面积是焊接点的表面积。
---以上是一些常用的电路板焊接计算公式。
在设计和实施焊接方案时,合理运用这些公式可以提高焊接质量和效率,并确保电子元件的可靠性。
在实际应用中,需要注意不同情况可能需要适当调整参数和指标。
希望本文档能对您有所帮助,如有任何疑问,请随时与我们联系。
达因值表面洁净度摘要:一、达因值的定义和作用1.达因值的含义2.达因值在工业领域的应用3.达因值与产品质量和性能的关系二、表面洁净度的定义和作用1.表面洁净度的含义2.表面洁净度在工业领域的应用3.表面洁净度与产品质量和性能的关系三、达因值和表面洁净度的关系1.达因值对表面洁净度的影响2.表面洁净度对达因值的影响3.达因值和表面洁净度的综合应用正文:一、达因值的定义和作用达因值,又称达因数,是一种衡量液体在特定条件下对物体表面产生湿润效果的参数。
它反映了液体分子在固体表面形成薄膜的特性,可以用来评估液体在工业生产过程中的使用性能。
达因值在工业领域中有着广泛的应用,如印刷、涂覆、清洗等,对于保证产品质量和提高生产效率具有重要意义。
二、表面洁净度的定义和作用表面洁净度,是指物体表面的清洁程度。
在工业生产中,产品表面洁净度对于产品质量和性能具有重要影响。
高洁净度的表面有利于产品涂覆、焊接、封装等后续工艺的进行,同时可以提高产品的美观度、耐用性和可靠性。
表面洁净度在工业领域同样具有广泛的应用,如电子、汽车、航空航天等行业。
三、达因值和表面洁净度的关系达因值和表面洁净度在工业生产中具有密切的关系。
达因值决定了液体在固体表面上的湿润性,从而影响了涂覆、清洗等工艺的效果。
而表面洁净度则直接关系到产品表面的清洁程度,影响了产品质量和性能。
在实际生产过程中,需要根据产品特性和生产工艺要求,合理控制达因值和表面洁净度,以实现良好的生产效果。
总之,达因值和表面洁净度在工业生产中具有重要作用,它们之间的关系密切,需要综合考虑。
焊接相关计算范文1.焊接电流的计算:根据焊接材料和焊接方法的要求,可以使用以下公式计算焊接电流:I=(K×P)/V其中,I表示焊接电流,K为填充系数,P为焊接功率,V为焊接电压。
2.焊接电压的计算:根据焊接材料和焊接方法的要求,可以使用以下公式计算焊接电压:V=(K×P)/I其中,V表示焊接电压,K为填充系数,P为焊接功率,I为焊接电流。
3.焊接时间的计算:焊接时间取决于焊缝长度和焊接速度。
焊缝长度可以通过焊接熔深和焊缝宽度计算得到,即:L=D×W其中,L表示焊缝长度,D为焊缝熔深,W为焊缝宽度。
然后,焊接时间可以通过焊缝长度和焊接速度计算得到,即:T=L/V其中,T表示焊接时间,L为焊缝长度,V为焊接速度。
4.焊接速度的计算:焊接速度是指单位时间内焊接的长度,可以通过焊缝长度和焊接时间计算得到,即:V=L/T其中,V表示焊接速度,L为焊缝长度,T为焊接时间。
5.焊接熔深的计算:焊接熔深是指焊枪焊接到被焊接材料内部的深度。
根据焊接材料的要求和焊接参数,可以使用如下公式计算焊接熔深:D=(T×V)/2其中,D表示焊接熔深,T为焊接时间,V为焊接速度。
6.焊接角度的计算:焊接角度是指焊接枪与被焊接材料表面的夹角。
根据焊接材料和焊接方法的要求,可以使用如下公式计算焊接角度:α = arctan(H / L)其中,α表示焊接角度,H为焊接高度,L为焊缝的长度。
以上就是焊接相关计算的示例,不同的焊接项目可能会有不同的计算方法和参数,具体的计算需要根据项目的要求和实际情况进行调整。
焊接达因数计量方法
什么是焊接达因数?
DIN(Dia-inch),计算焊接工作量的单位,也就是焊接当量,国外叫达因,是指直径1英寸的一个焊口为1个焊接当量(1个达因),10个1英寸的焊口就是10个达因,2个5英寸的焊口也是10个达因,这种统计方法只考虑了焊口直径没有考虑壁厚的影响,所以只适用于壁厚在8毫米以下的焊口。
超过8毫米每增加2毫米加乘一个0.1的系数。
具体系数还可以商榷。
装置区的可以根据经验公式算:装置区的焊接工程量=管线总长度×0.127(修正系数)×管线寸口+(弯头数量×管线寸口×2)+(三通数量×管线寸口×3)+(法兰数量×管线寸口)+(大小头数量×管线寸口×2)
对于非装置区即管廊区,可以按公式计算
非装置区的焊接工程量=焊口数(管线总长度/单根管线长度)×管线寸口+(弯头数量×管线寸口×2)+(三通数量×管线寸口×3)+(法兰数量×管线寸口)+(大小头数量×管线寸口×2)
如:管线是3”,焊口数有20个,焊接工程量就是60”。
上式中的管线寸口即管线外径的英制,上面公式只是1种外径规格的管子计算方法,所有规格的管线均按上面公式计算,最后再加起来,就可得到总焊接工程量。
对于厚壁管,可以根据经验乘以一个系数。
还有一种方法,可按经验,根据总单线图的图纸数量,估算总焊口数。