特种加工技术(第二版)章 (1)
- 格式:ppt
- 大小:7.49 MB
- 文档页数:110
特种加工技术习题第一章概述1、特种加工与传统切削加工方法在加工原理上的主要区别有哪些?2、特种加工的本质特点是什么?3、机械常规工艺与特种加工工艺之间有何关系?第二章电火花加工1、电火花加工必须解决的问题有哪些2、什么是电火花加工的机理?电火花放电过程大致可分为哪四个连续的阶段?3、电火花加工的优缺点有哪些?4、简要叙述电火花加工的应用场合。
5、在电火花加工中,工作液的作用有哪些?6、简述电火花加工用的脉冲电源的作用和输出要求。
7、什么是极性效应?在电火花加工中如何充分利用极性效应?8、试比较常用电极和优缺点及使用场合。
9、什么是覆盖效应?请举例说明覆盖效应的用途。
10、在实际加工中如何处理加工速度、电极损耗、表面粗糙度之间的关系?第三章电火花线切割加工1、线切割机床有那些常用的功能和分类?2、简述快走丝线切割机床的工作过程3、电火花加工与电火花线切割加工的异同点是什么?4、试分析影响线切割加工速度的因素。
5、试分析影响线切割加工中工件表面粗糙度和加工精度的因素。
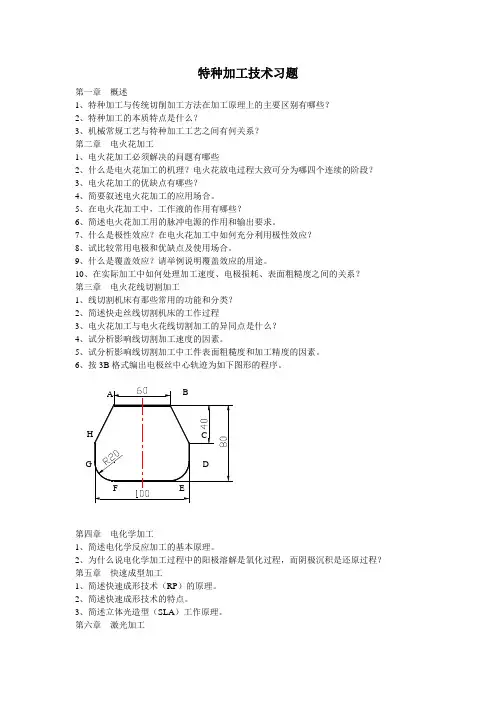
6、按3B格式编出电极丝中心轨迹为如下图形的程序。
第四章电化学加工1、简述电化学反应加工的基本原理。
2、为什么说电化学加工过程中的阳极溶解是氧化过程,而阴极沉积是还原过程?第五章快速成型加工1、简述快速成形技术(RP)的原理。
2、简述快速成形技术的特点。
3、简述立体光造型(SLA)工作原理。
第六章激光加工1、简述激光加工的基本原理。
2、简述激光加工的特点。
第七章超声波加工1、简述超声波加工的原理。
2、简述超声波加工的主要特点。
第八章电子束、离子束加工1、简述电子束加工原理和特点。
2、简述离子束加工原理和特点。
3、电子束和离子束加工为什么必须在真空条件下进行?。


(高教)模具特种加工技术(第2版)-习题答案项目一1.判断题(√)1)电火花加工中若能合理利用覆盖效应则有助于降低电极的损耗。
(√)2)电加工加工中,电极接负极的叫正极性加工。
(√)3)电火花加工中,应尽量利用极性效应减少电极的损耗。
(×)4)电火花成形机床不能加工硬质合金等极硬的材料。
(×)5)电火花成形机床可以加工各种塑料零件。
(×)6)因局部温度很高,电火花加工不但可以加工可导电的材料,也可以加工不导电的材料。
(×)7)电火花加工中,工具和工件之间存在显著的机械切削力。
2.单项选择题1)下列加工方法中产生的力最小的是(D )。
A.铣削B.磨削C.车削D.电火花2)下列叙述正确的是(A )。
A.电火花加工中,工件接脉冲电源正极的加工叫正极性加工。
B.电火花加工中,电极、工件的材料通常都一样。
C.短脉冲加工中,工件往往接负极。
D.电火花加工中,可以不采用脉冲电源。
3)电火花成形机床加工时,为安全起见工作液面要高于工件,一般为(C )。
A.0~5mmB.5~10mmC.30~50mmD.150~200mm4)某国产机床型号为DM7120,其中D表示( B )。
A.线切割机床B.电加工机床C.电火花加工机床D.数控加工机床5)电火花成形机床主要加工对象为( C )。
A.木材B.塑料C.金属等导电材料D.陶瓷6)下列液体中,最适宜作为电火花成形机床工作液的是( C )。
A.汽油B.矿泉水C.煤油D.自来水3.问答题1)电火花加工后工件表面是否有许多微小的凹坑?结合电火花加工原理解释原因。
是,电火花加工原理2)电火花加工后电极的表面是否还是电极材料的原有颜色?如果不是,请解释原因。
不是,覆盖效应3)根据加工前后测量的电极长度,查看电极尺寸是否缩短?如果电极尺寸缩短,比较一下电极缩短量与加工出的深度值是否相等?如果不等,请解释原因。
缩短,极性效应项目二1.判断题(√)1)脉冲间隔的主要作用之一是使工作液体恢复结缘。
