高炉冷却壁破损原因及采取的措施
- 格式:doc
- 大小:34.50 KB
- 文档页数:2

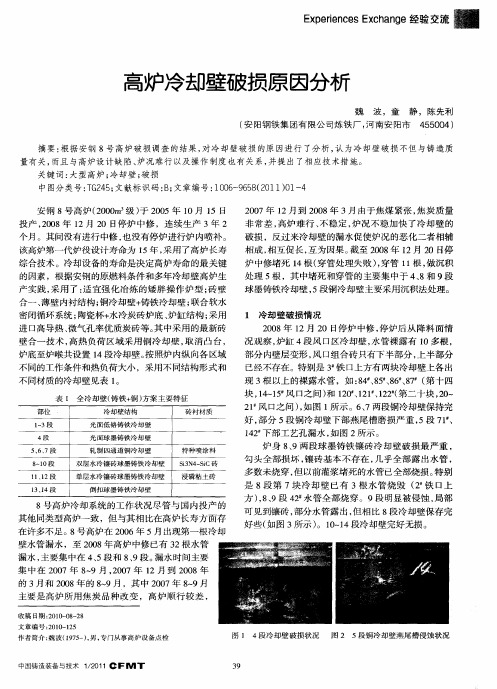
高炉冷却壁的破损机理及减少破损的措施摘要:高炉设计炉容为1580m3,于2011年2月开炉。
自2017年以来,发现炉基上涨速度加快,由2017年10月的31mm升高至2019年3月的86mm,高炉六至八段冷却壁破损严重,致使高炉被迫大修。
通过对高炉冷却壁的破损调查研究,得到如下结论:(1)球墨铸铁冷却壁破损的形式有开裂、烧损、熔化,并发现有水管的裸露和破损,其中8层冷却壁的受损数量最多。
冷却壁上出现最多的是纵向裂纹,对冷却壁的机械强度和力学性能有不利影响。
(2)对球墨铸铁冷却壁表面样进行元素及化合物分析,11-13层和15-17层的锌含量和碱金属含量较高。
锌和碱金属对冷却壁有化学侵蚀的危害,其生成的低熔点化合物对高炉顺行不利。
应当严格控制燃料和铁矿石的锌含量和碱金属含量,从源头上减少对冷却壁的化学侵蚀。
(3)由铸铁冷却壁试样的拉伸实验结果可知,冷却壁试样的抗拉强度(与没有经历生产的球墨铸铁相比)明显变小,且距离热面越近的试样,抗拉强度越小。
炉内的高温削弱了冷却壁的力学性能。
关键词:高炉;铸铁冷却壁;破损调查;破损机理分析1我国铜冷却壁的应用我国钢铁厂在2000年之前多采用铸铁冷却壁。
2002年,攀钢首次在高炉中安装了两段铜冷却壁[18]。
由于并无铜冷却壁的生产经验,攀钢只能自己摸索出合理的操作炉型和操作方法以维持炉况稳定。
经过十几年的研究、发展、改进,目前我国自主制造的部分铜冷却壁在各种技术数据上已达到甚至超过了国外产品的水准,但有些铜冷却壁仍然不能独立自主生产,依赖国外进口。
铜冷却壁在实际生产中的广泛应用为我国高炉冷却壁寿命的大幅延长做出了巨大贡献。
1.1铜冷却壁的优点及优势(1)导热性能好。
铸铁的导热系数仅有40×1.163W/(m∙℃)。
而铜的导热系数高达400W/(m∙℃)。
由此可见,铜的导热性能为铸铁的10倍左右。
所以,铜冷却壁热面与水管表面的温差很低,在实际生产中可控制在20℃以内。
1#高炉冷却设备烧损原因分析及采取的对策曹冶民李斌宜(龙门钢铁集团有限责任公司)摘要龙钢1#高炉由于设计、设备、冷却制度及操作等方面的原因,造成冷却设备烧损频繁,通过分析,制定出一系列对策,实践证明,效果显著。
关键词冷却设备烧损原因分析对策1、概述:龙钢1#高炉有效容积450m3,于2003年元月投产,使用的冷却设备有镶砖冷却壁、光面冷却壁、冷却板以及水冷炉喉钢砖。
由于施工时间紧,设备有缺陷,炉顶设备及炉后上料系统故障频繁,冷却制度不合理及操作方面的影响等原因,造成炉身冷却板大面积烧坏,局部炉壳温度升高,发红、冒煤气甚至冒火星、喷渣,严重影响高炉的正常生产。
2、高炉冷却情况2.1高炉本体冷却壁简况1#高炉本体冷却采用半密闭循环冷却系统,壁板结合,密集式冷却,共有冷却壁460块,冷却板224块,水冷炉喉钢砖18块。
从炉底向上共有19段冷却壁,第一至四段(炉底、炉缸区)为光面冷却壁;第五至十四段(炉腹、炉腰、炉身下部区)为镶砖冷却壁;第十五至十九段(炉身上部)为光面冷却壁;冷却板位臵从炉腰至炉身镶嵌在冷却壁夹缝中。
冷却壁的分布情况见表(1)表(1)1#高炉冷却壁分布情况2.2冷却水循环系统简况2.2.1冷却设备从开炉至2004年5月以前,高炉本体各部位的冷却设备均工作正常,但是从2004年5月中旬炉身下部冷却板开始烧损,截至2006年4月,共计损坏冷却设备60块:其中炉身冷却板41块,占冷却板总数的18.3%,现已全部更换;炉腰冷却板2块,暂时无法更换;炉腹冷却壁3块,2块加外冷却水箱,1块加外喷水;炉喉钢砖损坏14块,现全部灌浆后封死。
具体损坏时间及数目见表(2)2.2.2炉体冷却系统运行情况开炉初为了满足冷却要求, 高炉配备常压供水水泵3台,两开一备;高压供水水泵2台,一开一备,水泵的具体参数见表(3)由于我公司使用的循环水为工业水,水质硬度大,无法达到软水的要求,为了满足生产的需要,因此在冷却水中配加YH缓腐阻垢剂和杀菌除藻剂。

高炉铜冷却壁破损的原因分析与防治简介:高炉是冶金工业中最重要的设备之一,其内部温度高达1500℃以上,铜冷却壁是高炉内部的重要部件,用于冷却炉壳和炉渣,并承担炉体结构的支撑。
但是,在高炉的长期运行过程中,铜冷却壁易于受到高温、低温循环、冲击氧化等因素的影响,导致破损、龟裂、剥落等问题的出现,严重影响高炉的正常使用和生产效率。
本文将从破损的原因和防治措施两个方面,对高炉铜冷却壁破损的问题进行深入分析,旨在为高炉的运行维护提供有益的指导和参考。
1.高温氧化高炉运行时,铜冷却壁处于高温环境中,其表面易被高温氧化,形成氧化层。
不仅会使铜冷却壁表面光洁度降低,还会增加其表面粗糙度,从而使其在高温和冷却循环时发生应力效应,加快焊缝、裂纹等破损问题的出现。
2.冲击和振动高炉生产过程中,炉渣和废气等在铜冷却壁表面冲击和摩擦,同时由于高炉本身的振动和传感器的振动,都会造成铜冷却壁的破损问题,尤其是在焦炭振动大的情况下,更容易对铜冷却壁造成破坏。
3.低温循环高炉中在铜冷却壁内部通过循环水来降低温度,但是这个温度调节不能过于频繁,水温过低会导致铜冷却壁出现裂纹或者破坏,这是因为高温和低温循环对铜的热胀冷缩有很大的影响,常见的破损问题就是因为温度的改变造成的。
4.热载荷高炉的运转过程中,烟气、高温熔渣等会对铜冷却壁造成很大的冲击,同时在产生冲击的同时,还会伴随着大量的热载荷,极大地按照了冷却壁的承载能力,长时间的高温作用下,容易造成铜冷却壁变形甚至失去原有的力学性能,出现裂纹破损等问题。
1.加强涂层处理为了使铜冷却壁具有出色的抗氧化和安全性能,一般在铜冷却壁表面喷涂特殊的涂层,以充分提高其表面光洁度和耐磨性,抵御氧化和腐蚀。
建议在涂层设计方案的选定阶段,需要充分考虑涂层的抗冲击性和耐蚀性,同时加强表面清洗,以减少铜冷却壁在运行过程中出现的破损问题。
为了降低铜冷却壁受振动和冲击的影响,在生产过程中,需要采用合适的振动衰减装置或冲击吸收垫,以减少铜冷却壁受冲击和振动的影响,可以有效地避免其破损。
高炉冷却设备关系到高炉的正常生产及炉役寿命。
一般要求冷却设备要有足够的冷却强度以保护砖衬和炉壳,同时,部分冷却设备还有支撑内衬,形成工作内型的作用。
所以,冷却设备一旦损坏,将严重危及高炉生产。
由于冷却设备不可替代的作用,研究冷却设备的破损原因,寻找有效的防护措施是高炉安全生产以及高炉长寿的必要保证。
作者从几个方面探讨了日照钢铁公司冷却设备损坏的原因及应该采取的预防措施,制定相应标准。
1冷却壁破损原因及预防措施高炉耐火材料是直接接触炉料、煤气或者铁水炉渣的,在不同的部位,要求拥有不同的抗侵蚀机理,其质量好坏和选型正确与否,直接关系到内衬的寿命及冷却设备的寿命。
如日照钢铁公司1~4号高炉的炉底、炉缸所用耐火材料为小炭块加陶瓷杯,从选型上就劣于大炭砖加陶瓷杯。
7~10号高炉虽然选用了大炭砖加陶瓷杯的形式,但由于所用耐火材料材质较差,高炉开炉不久就出现了炉底、炉缸温度高的现象,进而威胁冷却设备。
而11—14号高炉吸取以前高炉的经验教训,则选用了国内较好的炭砖和陶瓷杯,开炉生产至今,炉衬温度稳定,冷却设备水温差正常。
因此,高炉从设计之初就应该考虑采用优质的耐火材料,这是冷却设备寿命延长,高炉长寿的先天条件之一。
选用优质耐火材料后,砌筑质量也非常重要,特别是高炉的內型尺寸要严格按照工艺要求。
如1号高炉在砌筑时,由于风口中心与高炉炉顶中心的偏差超过设计范围,在投入生产以后的操作中,高炉长期偏料,操作非常困难,装料制度被迫采取发展边缘气流方针,由于煤气流的强烈冲刷,炉衬很快被侵蚀,冷却设备随后逐步损坏,虽然经过几次喷补造衬来弥补,但效果不佳,最后被迫于采取中修的办法重新砌筑砖衬来纠正炉型。
其次,冷却壁缝隙处理要得当,若冷却壁与炉壳之间有缝隙存在(高炉砌筑结束后灌浆不饱满所致,一般要求烘炉后、开炉前进行二次灌浆),煤气就会从填充缝穿过,使冷却壁由原来的单面受热变成双面受热,使冷却壁寿命大大缩短。
所以,在施工过程中要严把质量关,特别是主要工艺参数如:风口中心、高炉中心、炉顶中心等绝对不能超过工艺要求,一般业内有“砌筑出中心,操作出炉型”的说法。

高炉铜冷却壁破损的原因分析与防治高炉是冶炼铁和炼钢的重要设备,而高炉铜冷却壁作为高炉内部的重要零部件,承担着冷却炉料和空气的作用,有着至关重要的作用。
在高炉正常运行过程中,铜冷却壁破损问题一直存在。
本文将从原因分析和防治措施两个方面进行阐述。
一、原因分析(一)原材料的选用高炉铜冷却壁一般采用无氧铜作为主要原料。
如果使用的无氧铜含有过高的杂质,或者成分不合格,就会影响到冷却壁的使用寿命。
如果原材料的熔炼温度不够高,会导致铜冷却壁的晶粒粗大,降低了材料的韧性和强度,使得冷却壁容易出现开裂和脱落。
(二)冷却壁的设计和制造工艺高炉铜冷却壁的设计和制造工艺直接影响到其使用寿命。
如果设计不合理或者制造工艺不到位,就会导致冷却壁存在裂纹、气孔、夹渣等缺陷,从而影响到冷却壁的整体性能。
(三)高炉操作参数的管理高炉的操作参数直接影响到冷却壁的使用寿命,主要包括高炉操作温度、气体流量、炉料质量等。
如果操作参数设置不合理,可能会导致冷却壁过热、气体侵蚀、炉料侵蚀等问题,从而加速冷却壁的破损。
(四)工作环境的影响高炉内部的工作环境也会对冷却壁的破损产生影响。
高炉内部存在有害气体、金属水蒸气等,会加速冷却壁的氧化腐蚀,从而缩短其使用寿命。
二、防治措施为了提高高炉铜冷却壁的使用寿命,应当选用优质的无氧铜作为原材料,并对原材料进行严格的质量把关,确保铜冷却壁的主要成分和杂质含量符合要求。
在冷却壁的设计和制造工艺中,应当采用先进的工艺技术和设备,确保其表面光洁度和内部质量达到标准要求。
对冷却壁进行严格的质量检验,确保没有裂纹、气孔、夹渣等缺陷。
对高炉的操作参数进行合理设置和调控,避免过高的温度、过大的气体流量等因素对冷却壁造成损害。
适时对冷却壁进行冷却和清理,防止炉料残渣的侵蚀。
高炉铜冷却壁破损问题是高炉运行中不可避免的。
但是通过对原因进行分析,并采取相应的防治措施,可以有效地延长铜冷却壁的使用寿命,减少破损对高炉运行的影响。
冷却壁破损原因
冷却壁破损可能由多种原因引起。
以下是一些常见的原因:
1. 热应力:冷却壁在运行时承受着高温条件。
由于温度的变化和热量的扩散,
冷却壁可能会产生热应力。
长时间的热应力可能导致冷却壁的破损或开裂。
2. 冷却介质问题:冷却壁的冷却效果取决于冷却介质的流量和温度。
如果冷却
介质的流量不足或温度过高,冷却壁可能会过热并破损。
3. 腐蚀:一些工作环境中可能存在腐蚀性气体或化学物质。
长期暴露在这些腐
蚀性物质中的冷却壁可能会受到腐蚀而破损。
4. 异物侵入:在工作环境中,杂质或颗粒物可能会进入冷却系统并沉积在冷却
壁上。
这些沉积物可能会导致冷却壁的损坏。
5. 设计或制造缺陷:如果冷却壁的设计或制造出现缺陷,例如强度不足或材料
质量问题,那么冷却壁可能会容易破损。
为了减少冷却壁破损的风险,需要采取一些预防措施,包括但不限于定期检查
冷却系统、保证冷却介质的质量和流量、避免腐蚀性环境、清理冷却系统中的杂质,并确保冷却壁的设计和制造符合标准。
如果发现冷却壁已经破损,应及时采取修复措施,确保系统正常运行,同时也
要查明破损原因,以避免类似问题再次发生。
请注意,为了确保安全,请始终在专业人士的指导下进行冷却壁的维修和更换。
高炉铜冷却壁破损的原因分析与防治1. 引言1.1 破损问题的严重性高炉铜冷却壁在高炉生产中起着至关重要的作用,其破损问题的严重性不容忽视。
铜冷却壁是高炉内部冷却系统的重要组成部分,其破损会导致冷却效果下降,进而影响高炉的正常运行。
破损问题可能导致铜冷却壁漏水,不仅浪费了水资源,还可能造成设备损坏,增加了维修成本。
破损部位的温度升高,会导致高炉内部温度失控,甚至有可能引发火灾等严重事故。
加强对铜冷却壁破损问题的研究和防治措施的探讨,对保障高炉的安全运行和延长设备的使用寿命具有重要意义。
【200】1.2 破损问题的成因铜冷却壁在高炉中起着关键的冷却作用,但是由于工作环境的恶劣和长期使用,铜冷却壁容易出现破损问题。
导致铜冷却壁破损的主要原因包括以下几点:1. 热应力:高炉工作过程中,铜冷却壁受到严重的热应力,从而导致材料的热膨胀和收缩。
长期以来,热应力的积累会导致铜冷却壁出现开裂、变形等问题,最终引发破损。
2. 冷却水质量:铜冷却壁需要通过循环的冷却水来维持合适的温度,在一定程度上降低冷却壁的温度。
如果冷却水质量不达标,或者存在腐蚀性成分,会加速铜冷却壁的腐蚀速度,导致破损。
3. 金属疲劳:高炉运行中,铜冷却壁频繁经历温度变化和负载变化,会导致金属的疲劳破坏。
长期以来,金属疲劳会使铜冷却壁出现裂纹、脱落等现象,最终导致破损。
铜冷却壁破损的成因是多方面的,需要从热应力、冷却水质量、金属疲劳等方面进行全面分析和防范,以保证高炉的安全稳定运行。
【字数:263】1.3 本文的研究意义本文的研究意义在于深入探讨高炉铜冷却壁破损问题,分析其根本原因,为解决该问题提供可靠的理论依据。
高炉铜冷却壁作为高炉内部重要的冷却设备,其破损会直接影响高炉的正常运行和生产效率。
通过研究破损问题的严重性和成因,可以有效地制定防治措施和维修方法,提高冷却设备的使用寿命和稳定性。
本文还将介绍常见的破损修复材料和新型防护材料的研究进展,为高炉冷却设备的更新换代提供参考。
高炉铜冷却壁破损的原因分析与防治高炉铜冷却壁是高炉的重要组件之一,其主要作用是冷却高炉内的铁水和渣,并维护高炉内的温度。
然而,在高炉冶炼生产中,铜冷却壁常常会出现破损的情况,这不仅会影响高炉的冶炼效率,还会给生产带来较大的安全隐患。
本文将针对高炉铜冷却壁破损的原因进行分析,并提出预防措施。
1、原材料含硫高铜冷却壁在工作时不可避免地与含有大量的硫的铁水接触,如果铁水中的硫含量过高,就会对铜冷却壁造成腐蚀作用,导致冷却壁破损。
2、冷却水温度过高冷却水的温度过高会导致铜冷却壁的热胀冷缩程度过大,使铜冷却壁出现破裂。
3、冷却水质量差如果冷却水中含有较多的杂质和氧化铁,这些物质会对铜冷却壁造成腐蚀和侵蚀,导致冷却壁出现破损。
此外,如果冷却水的pH值过低或过高,也会加速铜冷却壁的腐蚀速度。
4、炉壳开裂如果高炉炉壳出现开裂,铜冷却壁就会失去支撑,而且在铜冷却壁中流淌的铁水和渣会在壁面上挤压形成冷却堵塞,最终导致铜冷却壁破裂。
5、高炉操作失误高炉操作失误也是导致铜冷却壁破损的因素之一。
例如,如果高炉进料速度过快,铜冷却壁就会承受更大的热负荷,从而加速破损;又如,如果高炉倒铁流程不当,可能会使铁水喷到铜冷却壁上,造成局部过热,从而导致破损。
1、优化原料配比优化原料配比,降低铁水中的硫含量,可以有效地减轻铜冷却壁的腐蚀程度,延长其使用寿命。
严格控制冷却水的温度,避免铜冷却壁出现热胀冷缩现象,进而减少破损的风险。
改进冷却水的配制方法和合理选用防腐材料,可以有效地减少冷却水中的杂质和氧化铁,降低冷却水的pH值,减缓铜冷却壁的腐蚀速度。
4、定期检查高炉定期检查高炉内部情况,及时发现高炉炉壳的开裂情况,并采取相应措施加以修复,以减少破损的风险。
5、加强生产管理加强高炉生产管理,避免操作失误,定期对高炉运行情况进行监测和分析,发现异常情况及时处理,防止铜冷却壁破损。
三、结论高炉铜冷却壁是高炉冶炼生产中的重要组件之一,其破损会给高炉带来严重影响,因此需要我们采取一系列防治措施,从而延长铜冷却壁的使用寿命,保证高炉的运行稳定和生产效率。
高炉铜冷却壁破损的原因分析与防治【摘要】高炉铜冷却壁是高炉系统中至关重要的组件,其破损问题严重影响了高炉的正常运行。
本文从破损问题的严重性、常见表现和对高炉生产的影响入手,深入分析了高炉铜冷却壁破损的原因。
针对这一问题,提出了加强检查与维护、优化冷却系统设计、使用高品质的冷却壁材料和定期更换老化严重的冷却壁等破损防治措施。
文章指出解决破损问题的重要性,并提出未来研究方向。
通过本文的分析与建议,可以有效预防和解决高炉铜冷却壁破损问题,为高炉的稳定生产提供保障。
【关键词】高炉、铜冷却壁、破损、原因分析、防治、检查、维护、冷却系统设计、冷却壁材料、老化、更换、解决、研究方向、总结1. 引言1.1 破损问题的严重性高炉铜冷却壁破损问题的严重性在整个高炉生产过程中具有重要的意义。
铜冷却壁是高炉内部冷却系统的重要组成部分,其正常运行直接关系到高炉的高效稳定生产。
破损问题一旦出现,将给高炉生产带来严重的影响。
铜冷却壁的破损会导致冷却效果下降,影响高炉内部温度的控制。
高炉内部温度过高会影响炉料的熔化和还原反应的进行,从而降低高炉的生产效率。
破损的铜冷却壁会导致高炉内部的冷却水泄漏,增加了维修和换装的成本,同时也会增加高炉停机的次数,影响生产的连续性和稳定性。
高炉铜冷却壁破损问题的严重性不仅表现在生产效率和成本上的影响,更属性于对整个高炉生产过程的稳定性和安全性的影响。
及时有效地对破损问题进行分析和防治显得尤为重要。
1.2 破损现象的常见表现高炉铜冷却壁破损的常见表现主要包括以下几点:首先是表面腐蚀和磨损,这是由于高炉操作过程中铜冷却壁受到高温、腐蚀性气体和熔融铁水的长期作用所导致的。
其次是冷却壁出现裂缝和断裂,这可能是由于冷却壁材料内部的应力超过承受能力造成的,也有可能是因为设计不合理或者使用寿命已过导致的。
另外还有冷却壁变形和变色的情况,这可能是由于冷却系统设计不当或者冷却水质量问题所引起的。
破损导致的冷却效果下降也是常见表现之一,这会影响高炉的正常运行和生产效率。
高炉冷却壁破损原因及采取的措施
1 概述
高炉三代炉役自年月日开炉,炉容m3。
本着长寿的原则,要求一代炉役工作十年以上,总结同级别高炉长寿实践经验基础上,采用了成熟的长寿技术:炉底、炉缸采用了微孔炭砖+陶瓷杯内衬,炉腰、炉腹采用了双层水冷管镶砖冷却壁,炉身采用了板壁结合的冷却结构,炉体内衬采用了耐压强度、抗折强度、导热性等各项指标都比较高的半石墨炭-β碳化硅砖(赛隆结合的碳化硅砖)。
但是在开炉后短短的三个多月内,5段冷却壁先后有四块损坏。
表1所示冷却壁损坏的情况。
本文简要分析一下原因及采取的措施。
2 炉体的冷却方式
2.1冷却系统采用的是工业水开路循
环。
实践证明,对于中、小高炉,普通工业
水开路循环只要维护合理,也能满足高炉长寿的要求。
风、渣口小套采用高压水冷却,以加强冷却效果,延长风渣口的使用寿命。
2.2 冷却设备
炉底采用埋管水冷方式,即在炉底密封板以下埋设水冷管的方式。
炉底、炉缸采用冷却壁形式,共设4段光面冷却壁,材质为灰口铸铁。
在铁口四周安装了四块铜冷却壁。
炉腰、炉腹处采用了3段双层水冷管镶砖冷却壁,材质为球墨铸铁。
这种双层水冷管内部有2根蛇形管,冷面、热面各一根。
采用双层水管是为了加强冷却强度,使冷却更均匀。
炉身采用棋格式布置的板壁结合的冷却结构。
这种结构有利于保护砖衬,有利于形成渣皮。
采用的是小块冷却壁与冷却板结合的结构,冷却板呈“品”字形布置。
共设有13段冷却壁,12层冷却板,冷却板材质为钢板焊制。
其中第20段冷却壁为带凸台的冷却壁,起支撑砖衬作用。
3 冷却壁损坏的原因
五段冷却壁处在炉腹部位,此部位正处在软融带的根部,工作条件最为恶劣,长期受渣、铁冲刷,当炉况、炉温波动时,软融带也发生变化,导致此处温度变化极大。
β碳化硅砖的导热系数高,较以前的高铝砖高许多,冷却壁的材质、制造、安装质量也有一定的缺陷。
综合各方面的因素,认为冷却壁损坏主要有以下几个原因:
(1)冷却壁的材质、制造与安装质量
冷却壁材质结构不合理,抗热变能力差,由于长期处于高温作用下,其机械性能恶化,从而出现冷却壁龟裂、裂纹等,最终导致冷却壁损坏。
同时冷却壁内水管与冷却壁之间间隙过小,将水管与冷却壁熔合在一起。
当冷却壁发生变形、开裂时,造成冷却水管撕裂。
另外冷却壁在安装过程中冷却壁间隙过小,当冷却壁受热膨胀时冷却壁之间互相挤压,加剧了冷却壁的开裂。
冷却壁的材质、制造与安装质量往往是造成冷却壁损坏的主要原因。
(2)炉况波动大
在开炉初期,由于进风面积过大,而且流槽角度不合适,导致边缘煤气发展,中心过死,崩塌料频繁,特别是易形成边缘管道,使炉墙无法形成稳定的保护性渣皮,并且β碳化硅砖导热性好,大量的热量传递到冷却壁,使冷却壁热表面温度急剧升高,造成冷却壁被烧坏。
.
(3)冷却强度低
开炉后不久,就实现了达产,并且系数逐步提高。
随着冶炼强度的提高,进水水压已不能满足高冶炼强度的要求。
特别是炉况发生波动,当局部边缘煤气流过盛时,冷却强度无法满足热负荷峰值的需要,因此造成冷却壁的烧坏。
4 采取的措施
(1)对已损坏的冷却壁减水,减少漏入炉内的水量。
当遇到长时间的休风时,将水压减到最小。
(2)提高水压,加大流速,提高冷却强度。
二层平台水压由以前的350KP提高到480KP,提高了冷却能力。
(3)加强高炉操作
炉内操作进一步抑制边缘煤气流,适当提高矿、焦布料角度,布料角度由P35°K31°提高到P40°K37°,控制边缘煤气流,促进中心煤气的发展,有利于形成稳定的渣皮,达到合理的、稳定的操作炉型,以延长冷却壁的使用寿命。
(4)控制合适的进风面积
针对由于进风面积大,边缘煤气发展的状况,进行风口的合理调整。
由开炉初期的12个Φ120mm风口,4个Φ110mm风口,进风面积0.1736m2,调整为8个Φ110mm,8个Φ120mm,进风面积0.1664 m2,有效地把燃烧区推向炉缸中心,促进了中心煤气地发展,活跃了炉缸,使初始煤气流分布更趋合理。
炉况逐渐稳定。
(5)加强对冷却设备的监测
二高炉在大修时,引进了先进的高炉冷却壁水温差与热流强度监测系统。
能有效的发映冷却壁水温差及热流强度。
根据所显示的数值,采取合理的措施,保证合理的冷却强度,以达到最佳的冷却效果。
特别对已损坏冷却壁,每班每小时测量一次水温差,并做好记录,当水温差有变化时,采取必要的措施。
通过采取以上措施后,取得了明显的效果,炉况稳定、顺行,煤气流分布合理、稳定,水温差稳定在合理的范围内,冷却壁再也未出现损坏的情况,延长了冷却壁的使用寿命。
高炉利用系数10月份达到了2.621t/m3.d,实现了高产、稳产。
5 结语
(1)冷却壁的材质、制造及安装质量是影响其寿命的主要原因。
(2)半石墨炭-β碳化硅砖具有良好的导热性,应该与冷却强度大的冷却设备与之相配合。
(3)稳定顺行的炉况是提高冷却壁使用寿命的保障。
(4)在日常生产中,要注重加强对冷却设备的监测,发现问题,及时处理,避免炉况有大的波动。