汽车座套的制作技术
- 格式:doc
- 大小:43.50 KB
- 文档页数:13
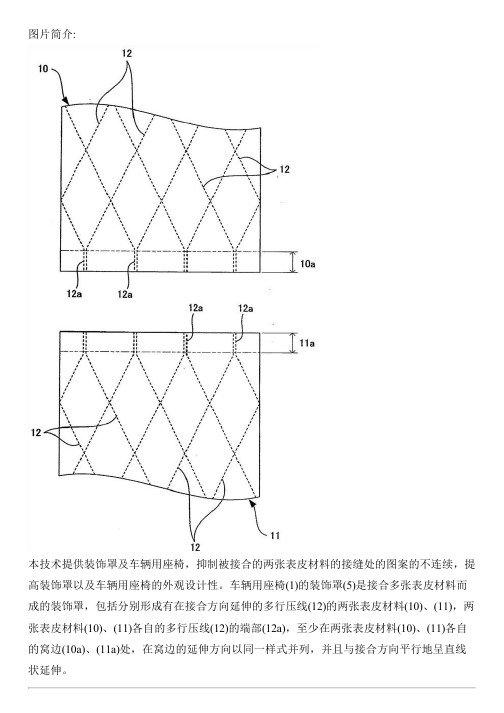
图片简介:本技术提供装饰罩及车辆用座椅,抑制被接合的两张表皮材料的接缝处的图案的不连续,提高装饰罩以及车辆用座椅的外观设计性。
车辆用座椅(1)的装饰罩(5)是接合多张表皮材料而成的装饰罩,包括分别形成有在接合方向延伸的多行压线(12)的两张表皮材料(10)、(11),两张表皮材料(10)、(11)各自的多行压线(12)的端部(12a),至少在两张表皮材料(10)、(11)各自的窝边(10a)、(11a)处,在窝边的延伸方向以同一样式并列,并且与接合方向平行地呈直线状延伸。
技术要求1.一种装饰罩,是接合多张表皮材料而成的装饰罩,包括分别形成有在接合方向反复的图案的两张表皮材料,所述两张表皮材料各自的构成所述图案的要素,具有在窝边的延伸方向以同一样式并列并且与所述接合方向平行地延伸的端部,所述端部被设置为越过所述窝边地从所述表皮材料的所述窝边到所述表皮材料的除了所述窝边以外的主体部分。
2.如权利要求1所述的装饰罩,所述要素的除了所述端部之外的部分相对于所述接合方向倾斜地延伸。
3.如权利要求1或2所述的装饰罩,所述要素是压线。
4.如权利要求1或2所述的装饰罩,所述要素是压花。
5.如权利要求1或2所述的装饰罩,所述要素是印花。
6.一种车辆用座椅,包括:权利要求1至5的任一项所述的装饰罩;和由所述装饰罩覆盖的缓冲垫。
技术说明书装饰罩及车辆用座椅技术领域本技术涉及装饰罩及车辆用座椅。
背景技术车辆用座椅代表性地具备缓冲垫、以及覆盖缓冲垫的装饰罩,装饰罩是通过接合多张表皮材料而制造的。
而且,从提高座椅的外观设计性的观点出发,有的情况下会在表皮材料上形成有作为图案的多行压线(例如参照专利文献1)。
在被接合的两张表皮材料上分别形成在这两张表皮材料的接合方向延伸的多行压线的情况下,典型地,多行压线被以同一样式形成,以压线跨两张表皮材料的接缝并连续的方式,将两张表皮材料接合。
现有技术文献专利文献专利文献1:日本特开2013-162957号公报技术内容本技术欲解决的问题有的情况下,因在两张表皮材料被接合时的两张表皮材料的相互的位置偏移、线缝的位置偏移,而使两张表皮材料各自的多行压线在两张表皮材料的接缝处不连续。

汽车座椅生产工艺嘿,咱今儿就来唠唠汽车座椅生产工艺这档子事儿。
你想想,汽车座椅那可不是一般的物件儿呀,那是咱开车坐车时得长时间亲密接触的伙伴呢!要是这座椅做得不好,咱坐着能舒服吗?就好比你穿了一双不合脚的鞋,那得多别扭呀!这汽车座椅的生产,第一步那可得选好材料。
这材料就跟做菜的食材似的,得新鲜、得好。
那柔软又结实的布料,还有那有弹性的填充物,都得精挑细选。
要是随便找点啥破布烂棉花塞进去,那能行?咱坐上去不得硌得慌呀!然后呢,就是设计形状啦。
这可得符合人体工程学,得让人坐着感觉就像被温柔地抱住一样。
不能这儿凸一块儿,那儿凹一块儿的,那不是折腾人嘛。
就跟咱睡觉的床一样,得舒舒服服的,让人能放松。
再说说制作过程吧,那工人师傅们就跟巧匠似的,一针一线,一钉一铆,都特别精细。
这可不是闹着玩的,要是马虎了,这座椅用不了多久就出毛病啦。
你说这多闹心呀!还有啊,这座椅还得考虑安全性。
万一出个啥意外,它得能好好保护咱呀。
就像一个忠实的卫士,关键时刻能顶事儿。
生产完了还不算完事儿呢,还得经过各种严格的测试。
想象一下,要是没经过测试,咱坐上有问题的座椅,那多吓人呀!就跟坐过山车似的,心里没底。
咱再想想,好的汽车座椅能给咱带来啥?那当然是舒适的驾驶和乘车体验啦!开着车,坐着舒服的座椅,心情都好很多呢,对不?要是座椅硬邦邦的,或者歪七扭八的,那一路上得多遭罪呀。
所以说呀,这汽车座椅生产工艺可太重要啦!可不能小瞧它。
这就好比盖房子,基础得打好,房子才能牢固。
汽车座椅也是一样,工艺得过硬,咱才能用得安心、舒心。
咱在选车的时候,也得多留意留意这座椅咋样,别光看外表光鲜亮丽,里面的座椅不行,那也白搭呀!这可不是我吓唬你,你自己好好琢磨琢磨是不是这么个理儿!。

专车专用坐垫制作流程
1.选购材料:要选择具有耐磨、耐用、易清洁的材料,如PU皮,中空棉,弹性海绵等。
2.测量尺寸:根据车座的大小测量出需要的坐垫尺寸,注意要留出缝边的空间。
3.设计图纸:根据尺寸制作出坐垫的设计图,包括坐垫的形状,边缘的处理,缝合的位置等。
4.裁剪材料:根据设计图纸将材料剪裁成所需要的形状和尺寸,注意要保持平整,没有皱褶。
5.缝合坐垫:将裁剪好的材料按照设计图纸进行缝合,注意要保证缝线的牢固度和美观度。
6.填充材料:将中空棉和弹性海绵填充进坐垫内,注意要均匀、密实。
7.最后加工:对坐垫进行最后的修整和加工,如剪去多余的线头、剪成整齐的形状。
8.包装出售:将专车专用坐垫包装好,准备出售给客户。
- 1 -。

汽车座位制作方法配方概述说明以及解释1. 引言1.1 概述汽车座位作为汽车的重要组成部分,其制作方法配方对于座椅的舒适性、安全性和耐久性有着直接影响。
本文旨在详细介绍汽车座位制作方法配方,并探讨座位质量要求、行业发展趋势以及所面临的问题和挑战。
1.2 文章结构本文分为五个主要部分:引言、汽车座位制作方法配方详解、座位质量要求与测试标准、行业发展趋势与问题探讨以及结论与展望。
在第二部分中,将详细解释汽车座位制作方法的综述、材料选择与配比要点以及制作过程步骤;第三部分将涵盖座椅舒适性评估要点、安全性能测试要求和耐久性与可持续性考虑因素;第四部分将探讨新技术对汽车座位制作的影响,以及环保和可持续发展面临的挑战和机遇;最后,在第五部分中,总结回顾汽车座位制作方法配方,并提出未来发展趋势的展望及建议。
1.3 目的本文的主要目的是帮助读者理解汽车座位制作方法配方,了解座位质量要求以及行业发展趋势与问题。
通过对这些内容的详细说明和解释,读者能够获得关于汽车座位制作的全面知识,从而为座位制造行业的发展提供指导和建议。
同时,本文也可以为相关领域的研究人员提供参考和借鉴,促进该领域技术的不断创新和进步。
2. 汽车座位制作方法配方详解2.1 制作方法综述汽车座位的制作方法是一个复杂而关键的过程。
它要求在保证舒适性、安全性和耐久性的基础上,选择合适的材料,并按照一定的配比和步骤进行制作。
本节将详细介绍汽车座位制作方法的各个方面。
2.2 座位材料选择与配比要点在选择座位材料时,需要考虑其舒适性、耐用性,以及环境友好型。
对于坐垫部分来说,常用的材料包括聚氨酯发泡体、弹簧和纺织品。
而对于靠背部分,则通常使用纺织品和填充物。
在确定材料时,需考虑到舒适度和价值之间的平衡。
配比是指混合不同原材料以达到理想结果的过程。
具体来说,在制造汽车座位时,根据所需弹性和韧性等特点,需要将不同比例的聚氨酯发泡体、纺织品和填充物进行混合。
这样可以确保座椅具有良好的坚固度和舒适性。

汽车座椅是怎么生产出来的汽车座椅是怎样生产出来的?引言:近些年,随着生活水平的提高,汽车作为交通工具已经逐步进入到寻常百姓家,每逢周末、节假日,带着孩子自驾游已经成了一种时尚。
汽车座椅是为驾驶员及乘员提供便于操作、舒适安全、不易疲劳的重要工具。
我们在享受汽车座椅给我们带来舒适便利的同时,是否对其制作过程有所了解。
这里新材料小编给大家详细介绍汽车座椅加工工艺。
汽车座椅是汽车内饰中的重要部件,汽车座椅生产具有专业性和复杂性,目前行业内已形成由专业化工厂来完成座椅的生产,以提供特制化产品为整车配套。
本文将以经济型轿车座椅生产为例,介绍汽车座椅骨架、海绵体发泡、面罩的生产工艺流程及哪些企业在从事相关领域的制造。
汽车座椅的总体工艺流程图1汽车座椅生产流程骨架生产工艺冲压工艺冲压工艺:座椅骨架常用轧制型材制成或用钢板焊接而成,并用螺钉直接固定或通过座椅调节机构固定在车身上。
冲压工序主要完成板材、管材的原材料备料,以及板材成形工作。
图2板材冲压工艺流程图3卷材冲压工艺流程主要工艺设备:冷轧钢板选用液压剪板机下料;钢管采用管材切割机下料,利用压力机压扁端头;钢丝采用线材切割机下料;采用铣床加工头枕插杆齿槽。
冲压成形采用的7条冲压出产线如下。
座盆全自动生产线1条:由4台闭式双点机械压力机、1台自动开卷剪切机、输送装置组成。
主要生产座盆和分体式后靠板。
大件冲压出产线1条:主要出产整体式后靠板。
由5台闭式双点机械压力机、1套简易上料装配和3套压力机间运送装配组成。
采用人工上、下料。
小件全自动生产线3条:每条线由1台开式双点机械压力机、1套卷料开卷剪切装置和1套步进模具组成。
主要生产形状比较复杂的小型冲压件。
其它件冲压生产线2条:其中,1条线由6台2 000~2 500 kN闭式单点机械压力机、1套简易上料装置和5套压力机间输送装置组成。
人工上、下料,主要生产较大冲压件。
另1条线由3台1 600 kN以下闭式单点机械压力机组成。

车座套的钩织方法1. 嘿,姐妹们!想不想给自己的车座套来个独特的钩织呀!就像给自己的爱车穿上一件亲手做的温暖毛衣一样。
先准备好毛线和钩针哦。
比如说,你可以选那种柔软又好看的毛线,颜色随你喜欢呀,然后拿起钩针,就可以开始啦!2. 车座套的钩织不难的啦!你看,就像织围巾一样,一步一步来。
想象一下,把每一针都当成是给车座套注入的爱呢。
就好比做饭的时候,精心准备每一道食材,对吧?3. 哎呀,钩织车座套其实超有趣的呀!不试试怎么知道呢?比如说,你可以先从简单的针法开始,慢慢熟练了,再挑战难一点的。
这就跟学走路一样,得先学会站起来呀,不是吗?4. 车座套的钩织方法有很多呢,咱可不能马虎呀!就像选衣服一样,得挑适合自己的。
比如说可以钩个花型,让车座套一下子变得漂亮极了。
你说是不是感觉超棒的?5. 嘿,你知道吗?钩织车座套真的能让你成就感爆棚呢!看着自己亲手做的车座套,哎呀,那心情,就像考了满分一样开心。
比如说你钩完后套在车上,哇,那感觉太妙啦!6. 车座套钩织呀,可得有耐心哦。
这可不是一下子就能搞定的事儿呢。
但你想想,等完成后,那多值得呀!就好像等一朵花慢慢开放,最后惊艳众人,对吧?7. 来呀,一起学车座套钩织吧!别害怕出错哟。
就像走路会摔跤,但咱不能因为这就不走路了呀。
比如说你勾错了一针,没关系呀,重新来就好啦。
8. 车座套钩织,说难也不难,说简单也不简单呢。
关键是要动手去做哟!你想想,给自己的车打造一个专属座套,多酷呀。
就像给自己打造一个独特的风格一样,难道你不想试试?9. 反正我觉得呀,钩织车座套是个超棒的事儿!大家都快来试试吧!我的观点结论:车座套钩织简单又有趣,还能让你的车变得独一无二,赶紧行动起来呀!。
汽车座椅用PU发泡软垫的制造工艺2009-04-16 09:47:41座椅用PU发泡软垫一般采用发泡机模塑成型工艺。
发泡机可分为低压发泡机和高压发泡机。
低压发泡机是把A组分(异氰酸酯)和B组分(多元醇+发泡剂+催化剂+其他辅助材料)经计量泵输送到浇注头的搅拌室中,经搅拌后注入发泡模内成型。
其缺点是每次浇注后搅拌室要用溶剂将残余物洗净,浪费溶剂,污染环境,但设备投资低。
高压发泡机是A、B两组分经高压泵送入高压浇注头的混合室中,在15~18MPa 高压下瞬间混合后即浇入模内发泡成型。
其优点是混料均匀,不需要用溶剂清洗,但设备投资较高。
座椅垫模压成型可采用热硫化法或冷硫化法。
热硫化工艺是把A、B两种组分浇入模具后,需在160℃以上温度下硫化10~14min,模具冷却后脱模即得制件。
由150~250℃的热风炉提供热能,在模内进行聚合、发泡、硬化等工序,完成一隔周期(包括脱模时间)约10~15min。
这种工艺需要把模具反复加热和冷却,工业上多采用金属模具,铝合金模尤其适宜。
同时需采用大型烘道,因此好能大。
而且金属模具具有优良的导热性能,不易变形和清洗方便。
由于PU对于大多数材料具有较强的粘结性,为了便于制品脱模,通常使用高熔点微晶蜡的溶液或水溶液以及聚乙烯分散液,或采用长效期脱模剂,如各种硅、氟树脂。
在热硫化模压工艺中,为得到满意的模塑制品,必须采用有效的硫化条件。
通常在发泡结束之后,模具必须在1min内迅速加热,以补充模具表面的热量损失。
但加热太快易造成泡沫的不温度因素,引起部分塌泡,但过多的热量易使脱模剂液化被泡沫体所吸收,易造成黏附在模具表面。
如加热太慢,则影响硫化,影响制品的压缩变形性能。
加热热源可采用气体燃料或其他辐射加热等方法,加热后还需在烘道中进行保温。
由于上述装置占地面积大,能量损耗可观,目前多采用微波加热。
微波加热是通过激化内部的物料分子使温度升高,加热速度快,在模温较低的情况下,物料能迅速硫化,设备紧凑,厂房占地面积少,能量损耗较少。
座椅面套加工工艺嘿,你有没有想过,当你坐在一把舒服的椅子上时,那座椅面套是怎么来的呢?今天呀,我就来给你好好讲讲座椅面套的加工工艺,这可真是个有趣又复杂的过程呢。
我有个朋友叫小李,他就在一家座椅面套加工厂工作。
有一次我去他那儿参观,那场面,真让我大开眼界。
这座椅面套加工的第一步呢,就是面料的选择。
就像我们选衣服一样,面料的好坏直接决定了面套的品质。
他们厂里有各种各样的面料,从普通的棉布到高级的真皮,每一种都有它的特点。
棉布柔软、透气,价格也比较亲民,适合大众消费的座椅。
而真皮呢,那可就高档多了,触感细腻,还特别耐用,就像那些豪华汽车里的座椅,真皮面套一坐上去,感觉自己都变得尊贵起来了。
“你看这棉布,”小李拿着一块棉布对我说,“虽然普通,但是我们也不能马虎。
”这时候我就想,这有啥难的呀?不就是一块布嘛。
可小李马上就给我解释了。
原来,在选棉布的时候,要检查它的密度、纹理还有颜色的均匀度。
密度不够的话,面套就容易破;纹理不整齐,做出来就不好看;颜色不均匀,那就像脸上长了花斑一样,丑死了。
选好面料之后,就要进行裁剪了。
这可不是随便剪剪就行的,那得像裁缝给人做衣服一样精细。
他们会根据座椅的尺寸和形状,在面料上画出精确的图案。
我看到一个老师傅拿着一把长长的剪刀,那手法熟练得就像在表演魔术一样。
他一边剪还一边跟旁边的小徒弟说:“这裁剪啊,就像是雕刻家在雕刻作品,多一点少一点都不行。
”可不是嘛,要是裁剪错了,那整个面套就报废了,这就像你做菜的时候盐放多了,整道菜就毁了,多可惜啊。
我在旁边看的时候,心里直犯嘀咕:这得浪费多少面料啊?小李好像看出了我的心思,笑着说:“你可别小看我们,我们都是经过精确计算的,就像搭积木一样,要让每一块面料都用到恰到好处。
”裁剪好之后呢,就是缝纫了。
这缝纫可讲究了,就像缝补一颗破碎的心一样,得小心翼翼。
缝纫工人们坐在缝纫机前,脚踩着踏板,手熟练地控制着布料。
那缝纫机发出的“哒哒哒”的声音,就像一首有节奏的交响曲。
真皮坐垫生产工艺真皮坐垫是一种高档座椅用品,通常应用于汽车、办公室座椅、家具等领域。
它采用真皮材料制成,具有质感好、舒适度高、耐用性强等特点,因此备受消费者的喜爱。
下面将介绍一下真皮坐垫的生产工艺。
首先,真皮坐垫的生产需要准备好所需的原材料,即真皮。
真皮通常选择优质的牛皮或羊皮作为原材料,这种皮革具有较好的质感和耐用性。
在选材过程中,需要对皮革进行检验,确保它的质量合格。
然后,对选好的皮革进行切割和拼接。
根据设计的要求,将皮革裁剪成所需的尺寸和形状,并对不同的部位进行拼接。
在此过程中,需要注意将皮革的长短毛方向和色差进行搭配,以保证整体的美观度。
接下来是缝制环节。
将切割好的皮革块放置在缝纫机上,使用特殊的真皮缝纫线,将皮革块进行缝制。
在缝制过程中,需要确保线迹平整,线头牢固,以增加产品的使用寿命。
然后是填充和固定。
通过将合适厚度和软硬度的海绵垫入缝制好的座椅块中,使得坐垫有舒适的弹性和支撑力。
然后使用工具将填充好的坐垫与座椅框架固定在一起,以确保坐垫的牢固度。
接下来是打磨和涂饰。
将生产好的坐垫进行表面打磨,去除毛刺和不平整的部分,使得坐垫的外观更加光滑。
然后根据需求,进行染色或上光处理,使得坐垫的颜色更加明亮鲜艳或有光泽。
最后是质检和包装。
对生产好的坐垫进行质量检验,检查有无瑕疵和问题,以保证产品的质量合格。
然后对合格的坐垫进行包装,通常是将坐垫用塑料薄膜或纸板包裹起来,以防止在运输和存储过程中受到磨损和污染。
以上就是真皮坐垫的生产工艺。
由于真皮坐垫是一种高档的产品,生产过程相对来说比较复杂。
每个环节都需要严谨的操作和把控,以保证产品的质量和外观。
只有通过精细的工艺和严格的质检,才能生产出质量优良的真皮坐垫,满足消费者的需求。
汽车座垫缝纫工艺流程英文回答:Car Seat Cushion Sewing Process.Step 1: Cutting the Fabric.The first step in the sewing process for car seat cushions is to cut the fabric according to the pattern or design. This requires precision and accuracy to ensure that the pieces fit together perfectly.Step 2: Sewing the Pieces Together.Once the fabric pieces are cut, they are then sewn together using a sewing machine. This step requires skilled seamstresses to ensure that the stitching is strong and durable.Step 3: Adding Padding.After the pieces are sewn together, padding is added to provide comfort and support for the car seat cushion. This can be foam, cotton, or other materials depending on the design and requirements.Step 4: Attaching Elastic Straps.Elastic straps are often added to the car seat cushion to ensure that it stays in place when in use. These straps are carefully attached to the cushion to provide a secure fit.Step 5: Quality Check.Once the car seat cushion is fully assembled, it goes through a quality check to ensure that it meets the standards for durability, comfort, and appearance.中文回答:汽车座垫缝纫工艺流程。
汽车座套的制作技术 如今,随着人们对汽车消费的持续升温、有车一族都在为自己的爱车进行多样化装饰,使其更加舒适、美观和富有个性。其中,汽车座椅的装饰是一大亮点。一套精致的座套不仅能提升汽车的档次,更重要的是使驾驶者感到舒适,尽情享受驾车的乐趣。(汽车空镜、座套空镜)
汽车座套从选用的面料进行分类的话,主要有真皮座套和布座套(车内空镜)。真皮座套,美观耐用、触感舒适、散热性好,容易清洁和保养(图片)。 优质的皮椅可以和您的爱车相伴终生,而且也是提高汽车档次的首选(车内空镜)。布座套的特点是装饰性强、透气性好、摩擦力大、稳定性好、抗菌、抗紫外线,是中小型家用车的理想选择。(红车空镜、布座套图片)
真皮座套的制作(一级字幕)
下面,先为大家介绍一下真皮座套的制作与安装。制作真皮座套主要分为八个步骤:拆、制板、裁皮、跑片儿、缝合、包椅、整形和回装座椅。(真皮座椅图片旁加字幕)制作真皮座套之前,我们首先要选择适合的真皮面料。目前,市场上常见的皮料有很多,您知道怎么来辨别皮子的优劣吗?
同期:辨别皮料的质量可以通过看、摸、拉、闻这四步骤检查。首先是看,主要是观察皮面是否光滑,皮纹是否细致,色泽是否光亮柔和,且没有反光感。其次是摸,感觉一下皮面的手感是否滑爽有弹性,若皮面板硬或发黏均为下品。
下面,为大家介绍汽车真皮座套制作的第一步——拆。
第一步:拆(二级字幕)
拆之前,先将汽车的钥匙门关闭。取出汽车维修专用工具,将驾驶座位上的固定螺丝逐个卸掉。先卸掉座椅前部的螺丝,然后到座椅后面再卸掉后部的两个螺丝。这时,可将座椅向后推动,然后抬起座位,轻轻拔下安全带线,座椅就可以从车内取了。副驾驶座椅的拆卸方法相同。拆后排座椅时,先将坐垫抬到车外,然后放倒靠背,卸下螺丝,靠背也就可以取出车外了。拆卸座椅时没有太多的技巧,只要求操作者动作要轻,避免车内其它部件受损。
座椅从车内取出以后,接下来就是要将原座套拆下。我们以单个座椅为例,为大家介绍拆卸方法。座椅主要由三部分组成:坐垫、靠背和头枕。(图演示)先卸下坐垫底部的螺丝,拆掉底板,然后用钳子剪下卡钉,打开四周的卡条,将座套拆下。拆靠背座套时,要将其顶部的头枕插槽取下、放好,以备回装时使用。座套拆卸完后,我们就可以开始制板了。(提示字幕:卡钉、卡条)
第二步:制板(二级字幕)
制板,是按照原座套型号和样式,对座套的各个部位进行拓板。
首先,在原车的座套上注名部位名称、方向和数量等标记。然后,按照座套接缝处裁开。注意:要把座套后围的(字幕)定型圈割下放好,我们将在缝合新座套时用到。一个座套通常由(字幕)面中、面前、面后、前围、后围、两个面边和两个侧围共九部分组成。
真皮座套是否美观,板型制作是最关键的一步,下面我们就介绍一下拓板。(拓板,三级字幕)我们取一张布块平铺在硬纸板上,用一个重物固定布块,然后按布块的形状画线,在画好的板内标上一致,与布块的标记相同。描画每一张布块时,要注意细节部位的准确。
最后裁开纸板。这次拓制的板型,我们可以应用在今后的同款车型上。
第三步:裁皮(二级字幕)
制板完成后,就可以剪裁皮料了。将整块真皮平铺在案板上,先检查皮面,发现残损的地方,应将其抠掉,裁皮时避开此处。把制好的纸板平铺在真皮上,沿边缘割开真皮。按照板上标记的数量,裁出相应的份数就可以了。
第四步:跑片儿(二级字幕)
皮料裁好后,要用缝纫机在皮面下砸上海绵,业内人称为“跑片儿”。海绵分薄棉、中号棉和加厚棉三种。薄棉加在侧围和后围,使座套简洁而有质感。中号棉薄厚适中,加在面边,可以使座套更加立体、美观。厚棉加在面前、面中、面后,可以使座套更加舒适,也能起到防滑作用。
把海绵剪出大体的形状后,用缝纫机将皮块与海绵缝合,再把多余的海绵修剪掉。
您可能注意到,座套各部位的做工是有差别的,有时在坐垫或靠背的中部,会打出一些褶皱,它可以起到防滑和透气的作用。先剪一段比“面中”稍短些的松紧带,砸在面中的两侧,操作时要边砸边拉紧松紧带。然后,把砸好松紧带的面中与厚棉缝合到一起,缝合时也要一边砸一边抻平皮面。
跑片完成后,下一步就是缝合了。
第五步:缝合(二级字幕)
缝合是将座套的各部位按顺序缝制在一起。下面我们先来缝合坐垫。
缝合坐垫(三级字幕)
缝坐垫时要从“面前”和“面中”依次向外缝合。先把面前和面中像这样对好,然后取一条宽5公分的布带,对折后与它们缝合在一起。这条黑布带是回装座套时定型用的。缝制完成后,剪去外侧多余部位。
然后缝制前围,缝制方法是一样的。(缝制顺序做动画演示)
您看,这是坐垫的各部位,组合在一起,它的雏形就出来了。下面我们把各部位缝制在一起。
缝制侧围时,要绕侧围的做缝处砸上明线。砸明线要用双针机。先把背面的做缝掰平,然后对准接缝处走一趟明线。明线一定要平直、匀称。
砸后围时,要把原布套上的定型圈像这样对好,砸在皮座套上。
这样坐垫就缝制完成了。
缝合靠背(三级字幕)
下面为大家介绍汽车靠背的制作方法。
我们先来缝制靠背的顶部。顶部主要由三部分组成,向这样缝制在一起。(做动画,缝制线闪烁)缝制完成后,也要在做缝处砸上明线。
靠背前部的制作方法与坐垫基本上一样的,按顺序缝合好就可以了。
在靠背的后部,一般都设有背篼,下面跟大家说说背篼的做法。
背篼由两块皮料组合而成。先将外侧的皮面砸上松紧带。具体的方法是:在皮面上端画出两条间距2厘米的标记,然后把松紧带对折后夹进去,松紧带的长度应该是皮面长度的两倍多,因为在皮面两端还要预留一段。缝制完成后,再将其缝制在另一块皮料上,背篼就做好了。
缝制头套(三级字幕)
这是缝制头套的皮料,也是由三部分组成,我们要向这样进行缝合。缝合前,先对中间这块皮料进行修整,剪出两个豁口,砸上窝边。这时就可以将三块皮料缝合在一起了。缝制完成后,将多余的部位修剪一下。然后,绕做缝处砸上明线。最后,在头套处砸上从原布套拆下的卡条。这样头套就做好了。
第六步:包椅(二级字幕)
包椅就是将缝制的皮套罩在棉坯上。我们先来包坐垫。
包坐垫(三级字幕)
包坐垫前,先要准备好所需的材料——铁丝。铁丝的长度可以根据原座套内残留布条的长度来定,然后将铁丝的两端像这样弯好。
把座套罩在底座上,将铁丝分别穿进宽布带内,用卡钉卡好。翻边要翻到位,把卡条翻到卡位里。翻座套时还要注意,沿着侧围的明线翻,位置一定要准确,如果明线弯曲会影响座套整体效果。在坐垫的底部,也要用卡钉将座套固定。座套套好后,巧力拍打,抚平坐垫,进行初步的整形。
包靠背(三级字幕)
包靠背时,也要沿着明线和边角翻,等翻到这个位置时,取两条长度在50厘米左右的细铁丝,分别插入棉坯内,固定在后侧的背板上。继续向下翻,翻到背兜时,将预留出来的松紧带固定在背板的弹簧上,这样可以避免背兜经常拉扯而变得松懈。到封口处,先用力将两条细铁丝固定在支架上,然后用卡钉把前围和后围的底部固定在一起。
包头枕(三级字幕)
包头枕时,要先取出支架,把海绵塞进皮套内。然后调整角度,按明线找齐边缘,最后装回支架,把封口卡条卡住。
第七步:整形(二级字幕)
不管是坐垫、靠背还是头枕,包完以后都会在边角处留下一些细纹。这时,我们要用烤枪来进行整形。烤枪的温度一般在400到500摄氏度之间,您可以通过调整烤枪与座套的距离来调节。如果发现褶皱比较深的话,可以用手稍加用力抚平,这样座套下的海绵会膨胀以撑起皮面。
第八步:回装座套(二级字幕)
先将整形完成的坐垫和靠背组合在一起,然后装头枕。在靠背顶部摸出头枕的位置,用小刀弯掉皮套,露出头枕插孔。将前面卸下的头枕插槽插好,再把头枕固定在槽内。
这时座套的制作就全部完成了。(座套展示)
把座椅放回车内,卡好安全带线,固定好螺丝,一个崭新的皮座椅就可以供您使用了。
采访:真皮座椅的保养:尽量远离热源、避免尖锐的物品损伤皮面。
除了专家提到的这两点,我们还要对真皮座椅进行定期的清洁保养,提高真皮的光亮度,延长它的使用寿命。
在人们极力追捧真皮座椅的同时,布艺座椅也没有被遗忘,它稳稳的占据市场一隅,并有向外扩张之势(图片滑动)。目前,汽车布座套多采用机织平布和针织绒布,它们的色彩丰富、花型多样,可以把您的爱车装扮的,或是温馨、浪漫、舒适、高雅,或是卡通、另类、个性十足,这也是布艺座椅的独特魅力。(图片、车内空静)
布座套的制作(一级字幕)
下面就为大家介绍一下布座套的制作方法。布座套的制作步骤与真皮座套大体是一样的,我们将重点介绍其不同之处。
第一步:拆(二级字幕)
座椅的拆卸方法基本上一样的,在这里不在重复。拆卸完毕,就可以制板了。
第二步:制板(二级字幕)
布座套在制板时,主要是按照座椅的样式画出图样。制板要求:细致、精准,这样才能保证座套成品的平整、服帖。
下面,我们分别对坐垫和靠背进行制板。