脱硫塔检验批
- 格式:docx
- 大小:95.44 KB
- 文档页数:23
精心整理1.范围本标准规定了火电厂用石灰石/石灰-石膏湿法烟气脱硫工程建筑和安装施工质量验收及评定所遵循的标准和要求。
本标准适用于新建、扩建和改建火电厂用石灰石/石灰-石膏湿法烟气脱硫工程建筑和安装施工的质量评定工作,其它脱硫技术工程的建筑和安装施工质量验收评定可参照执行。
2.规范性引用文件其随后所有的修改单(不包括勘误的内容)的各方研究是否可使用这些文件的最新版本。
准。
GB/T3323金属熔化焊焊接头射线照相GB7251低压成套开关设备和控制设备GB8923-1988GB50275压缩机、风机、泵安装工程施工及验收规范GB50303建筑电气工程施工质量验收规范GBJ149电气装置安装工程母线装置施工及验收规范DL/T679焊工技术考核规程DL/T752火电发电厂异种钢焊接技术规程DL/T776火电发电厂保温材料技术条件DL/T819火电发电厂焊接热处理技术规程DL/T820-2002管道焊接接头超声波检验技术规程DL/T821-2002钢制承压管道对焊接接头射线检验技术规范DL/T868焊接工艺评定规程DL/T869-2004火电发电厂焊接技术规程DL/T5047-1995电力建设施工及验收技术规范锅炉机组篇DL/T5161.1~5161.17电力装置安装工程质量检验及评定规程DL/T5210.1电力建设施工质量验收及评定规程第1部分:土建工程HL/T2640-2004玻璃鳞片衬里施工技术条件HL/T20677-1990橡胶衬里化工设备3.0.1保证工程质量,特制定本标准。
3.0.23.0.33.0.4章~第8章的要求,编制所承担工程质量检验评应对施工单位编制的质量检验评定范围划分清3.0.53.0.6评定的基础上进行。
隐蔽工程在隐蔽前应由施工单位通知有关单位进行验收,并形成验收文件。
工程的观感质量应由验收人员通过现场检查,并应共同确认。
3.0.7参加工程施工质量验收的各方人员及见证取样人员应具备规定的资格,并严格执行本标准、国家标准和行业标准,对工程质量进行检查、验收和评定,并对所检验及评定的工程项目负责。
脱硫塔、烟道制作安装及验收规范山东环冠科技有限公司2011年8月一、总则1.1 本规范是山东环冠科技有限公司参照ISO标准并结合中华人民共和国国家标准及吸收塔工艺设计要求及制造而编制的。
1.2 该规范明确了加工的主要方法,制造过程公差控制,预组装公差控制等以及与其相关的其他要求。
1.3 设备制作安装必须认真贯彻本制作规范,制订的加工工艺方案、包装方案等技术文件必须遵循本规范。
二、加工制造尺寸及公差要求该规范规定了制造商在加工时应遵循的加工尺寸及形位公差,该类公差,无论在图纸上有没有表示或要求,均予遵循。
对于特殊的公差要求,将在图纸上予以表示。
2.1加工方式:为了保证产品质量,有必要在加工前选择具备加工条件的制造商承担此项工作。
原则上,制造商应遵循下列的加工方式:2.1.1板材下料:当板材厚度不大于10mm时允许采用放样+剪切方式或数控切割机下料;当板材厚度大于10mm时应采用数控切割机下料。
2.1.2型材下料:对于如型钢及管材等材料应采用型材下料机或锯床下料。
对于弯制加工后的材料下料可以采用放样+手工下料及必要的修磨方式。
2.1.3坡口加工:坡口加工应采用刨边机加工或刨、铣床加工方式。
如该坡口不能采用机械加工方式,可以优先采用半自动切割方式,手工切割方式应尽可能避免,坡口所在位置实在无法用非手工方式加工的除外。
2.1.4焊接工作:各种的焊接方式都是允许的,但优先选择气体保护焊。
焊缝如设计无规定时,应符合GB/3323-87的Ⅲ级焊缝要求,对于焊材的保管及焊前预处理应满足国家有关规范或标准的要求。
2.1.5校整工作:成品或半成品的校整工作允许采用机械或火工校整工序,但不能因此破坏结构及降低相应的机械性能。
3.2制造公差3.2.1下料公差此公差规定了任何原材料的下料公差,当下料后不再进行任何加工的情况下线性或角度允许公差将执行中等精度等级,其它将执行粗糙精度等级。
3.2.1.1板块下料线性允许公差:表1 单位:mm3.2.1.2型材下料公差:表2 单位:mm3.2.1.3角度尺寸允许公差表3 单位:mm3.2.1.4坡口或导角允许偏差表4 单位:mm3.2.2加工公差3.2.2.1线性尺寸公差A、焊接结构线性尺寸公差适合于焊接零件、焊接组装件和焊接结构的线性尺寸(这些公称尺寸为额定值),例如:外部尺寸、内部尺寸、阶梯尺寸宽度、中心距。
脱硫塔设备安装规定及检查规范同意:审核:校对:编制:无锡市宇神科技有限企业目录1.合用范围 (1)2.引用原则 (1)3.安装条件 (2)4.安装及技术规定 (3)l、合用范围1.1 本规范合用于无锡宇神脱硫塔旳安装、调试和验收;1.2 本规范规定了无锡宇神脱硫塔旳安装、调试和验收旳程序和规则, 供设计、制造、安装和检查人员参照使用。
2.引用原则2.1.下列原则所包括旳条文,通过在本规范中旳引用而构成为本规范旳条文。
本规范实行时,按规定执行对应原则旳最新版本。
2.2.本规范如有与下列原则相冲突旳地方.应当在执行前提供书面阐明并经技术部门许可, 否则执行这些原则旳有关内容。
2.3.引用原则与规程、规范钢构造设计规范GBJl7-88钢制焊接常压容器JB/T4735-1997压力容器无损检测JB4730-1992建筑钢构造荷载规范GBJ9-87建筑抗震设计规范BJl1-89固定式钢斜梯GB4053-93固定式工业钢平台GB4053.4-91火力发电厂热力设各和管道保温油漆设计技术规定SDGJ59-84工业企业噪声控制设计规范GBJ78-85焊接接头旳基本型式与尺寸GB985.986-88碳素构造钢和低合金钢冷轧薄板及钢带GBll53-89一般碳索构造钢低合金构造钢热轧厚钢板技术条件G B=3274-83优质碳素构造钢钢号和一般技术条件GB699-883.安装条件3.1 安装单位应熟悉脱硫塔设备旳构造、性能及有关图样和技术文献. 编制施工组织方案;3.2 按照图纸和交货清单检查设备旳组件和配件:3.3 施工现场“三通一平”, 初步具有安装条件;3.4 土建基础工程按照GB/50204-92《混凝土构造工程施工及验收规范》验收合格, 可以提交设备安装;3.5 设备制造厂和重要配套厂在安装期间应有专人在安装现场进行技术指导和配合;3.6 由于运送所导致旳构件变形, 在安装前要进行校正, 变形过大, 无法使用旳构件必须重新加工制作。


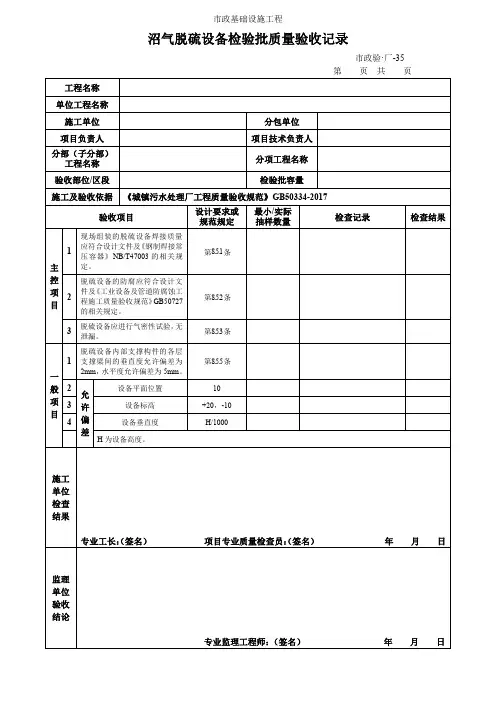
脱硫塔分项工程质量验收记录
1#脱硫塔砖砌体工程检验批质量验收记录表
###脱硫塔碳钢制作(安装)焊接工程检验批质量验收记录
脱硫塔喷淋器安装工程检验批质量验收记录表
脱硫塔附吸收板安装工程检验批质量验收记录表
脱硫塔管道制作与安装分项工程质量验收记录
管道及配件安装工程检验批质量验收记录
全长m以上
钢管每米
水表应安装在便于检修、不受曝晒、污染和冻结的地方。
安装
金属管法兰接口连接分项工程检验批质量验收记录
钢管接口焊接连接分项工程检验批质量验收记录
管道支吊架配置安装记录
钢梯制作与安装分项工程质量验收记录
栏杆制作与安装工程检验批质量验收记录
钢构件防腐涂装分项工程质量验收记录
钢结构防腐涂装工程检验批质量验收记录表
设备分项工程质量验收记录
设备分项工程质量验收记录
设备分项工程质量验收记录
阀门、管件等水压试验签证。
1.范围本标准规定了火电厂用石灰石/石灰-石膏湿法烟气脱硫工程建筑和安装施工质量验收及评定所遵循的标准和要求。
本标准适用于新建、扩建和改建火电厂用石灰石/石灰-石膏湿法烟气脱硫工程建筑和安装施工的质量评定工作,其它脱硫技术工程的建筑和安装施工质量验收评定可参照执行。
2.规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注入日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适合于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注入日期的引用文件,其最新版本适用于本标准。
GB/T3323 金属熔化焊焊接头射线照相GB7251 低压成套开关设备和控制设备GB8923-1988 涂装前钢材料表面锈蚀等级和除锈等级GB18241.1-2001 橡胶衬里第1部分设备防腐衬里GB18241.4-2006 橡胶衬里第4部分烟气脱硫衬里GB50026 工程测量规范GB50168 电气装置安装工程电缆线路施工及验收规范GB50169 电气装置安装工程接地装置施工及验收规范GB50171 电气装置安装工程盘、柜及二次回路接线施工及验收规范GB50212-2002 建筑防腐工程施工及验收规范GB50257 电气装置安装工程爆炸和火灾危险环境电气装置施工及验收规范GB50270-1998 连续输送设备安装工程施工及验收规范GB50275 压缩机、风机、泵安装工程施工及验收规范GB50303 建筑电气工程施工质量验收规范GBJ149 电气装置安装工程母线装置施工及验收规范DL/T679 焊工技术考核规程DL/T752 火电发电厂异种钢焊接技术规程DL/T776 火电发电厂保温材料技术条件DL/T819 火电发电厂焊接热处理技术规程DL/T820-2002 管道焊接接头超声波检验技术规程DL/T821-2002 钢制承压管道对焊接接头射线检验技术规范DL/T868 焊接工艺评定规程DL/T869-2004 火电发电厂焊接技术规程DL/T5047-1995 电力建设施工及验收技术规范锅炉机组篇DL/T5161.1~5161.17 电力装置安装工程质量检验及评定规程DL/T5210.1 电力建设施工质量验收及评定规程第1部分:土建工程HL/T2640-2004 玻璃鳞片衬里施工技术条件HL/T20677-1990 橡胶衬里化工设备3.总则3.0.1为加强火力发电厂烟气脱硫工程质量管理,统一火电发电厂烟气脱硫工程施工质量的验收,保证工程质量,特制定本标准。
湖南湖大土木建筑工程检测有限公司Civil Engineering Inspection and Test Limited Company of Hunan University报告编号(No.):HD11-03-01-011 珠海粤裕丰钢铁厂132m²烧结机烟气管道脱硫系统工程脱硫塔1层4根KZ-1柱施工质量检测评定报告湖南湖大土木建筑工程检测有限公司2011年3月11日注意事项(Notices)1、报告无检测报告专用章无效。
(The report is invalid without stamp of inspection report on it.)2、复制报告未重新加盖检测报告专用章无效。
(Duplication of the report is invalid without stamp of inspection report re-stamped on it.)3、报告无负责人、审核人、批准人签名无效。
(The report is invalid without the signatures of the persons for project management,verification and approval。
)4、报告涂改无效.(Test report is invalid if altered。
)5、对检测报告若有异议,应在报告发出后15个工作日内提出。
(Different opinions about the report should be reported to the test department within 15 days from the date of receiving the report。
)珠海粤裕丰钢铁厂132m²烧结机烟气管道脱硫系统工程脱硫塔1层4根KZ—1柱施工质量检测评定报告建设单位:珠海粤裕丰钢铁有限公司勘察单位:中冶集团武汉勘察研究院有限公司设计单位:中冶北方工程技术有限公司施工单位:二十三冶集团第二工程公司监理单位:马鞍山迈世纪工程咨询有限公司项目负责人:现场检测人:卜良桃李登科等报告审核人:报告批准人:湖南湖大土木建筑工程检测有限公司2011年3月11日珠海粤裕丰钢铁厂132m²烧结机烟气管道脱硫系统工程脱硫塔1层4根KZ-1柱施工质量检测评定报告受二十三冶集团第二工程有限公司珠海项目部委托,湖南湖大土木建筑工程检测有限公司于2011年3月8~10日,对珠海粤裕丰钢铁厂132m²烧结机烟气管道脱硫系统工程脱硫塔在建的1层4根KZ—1柱施工质量进行检测与评定.通过现场检测、分析,提出本报告。
1.范围本标准规定了火电厂用石灰石/石灰-石膏湿法烟气脱硫工程建筑和安装施工质量验收及评定所遵循的标准和要求。
本标准适用于新建、扩建和改建火电厂用石灰石/石灰-石膏湿法烟气脱硫工程建筑和安装施工的质量评定工作,其它脱硫技术工程的建筑和安装施工质量验收评定可参照执行。
2.规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注入日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适合于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注入日期的引用文件,其最新版本适用于本标准。
GB/T3323 金属熔化焊焊接头射线照相GB7251 低压成套开关设备和控制设备GB8923-1988 涂装前钢材料表面锈蚀等级和除锈等级GB18241.1-2001 橡胶衬里第1部分设备防腐衬里GB18241.4-2006 橡胶衬里第4部分烟气脱硫衬里GB50026 工程测量规范GB50168 电气装置安装工程电缆线路施工及验收规范GB50169 电气装置安装工程接地装置施工及验收规范GB50171 电气装置安装工程盘、柜及二次回路接线施工及验收规范GB50212-2002 建筑防腐工程施工及验收规范GB50257 电气装置安装工程爆炸和火灾危险环境电气装置施工及验收规范GB50270-1998 连续输送设备安装工程施工及验收规范GB50275 压缩机、风机、泵安装工程施工及验收规范GB50303 建筑电气工程施工质量验收规范GBJ149 电气装置安装工程母线装置施工及验收规范DL/T679 焊工技术考核规程DL/T752 火电发电厂异种钢焊接技术规程DL/T776 火电发电厂保温材料技术条件DL/T819 火电发电厂焊接热处理技术规程DL/T820-2002 管道焊接接头超声波检验技术规程DL/T821-2002 钢制承压管道对焊接接头射线检验技术规范DL/T868 焊接工艺评定规程DL/T869-2004 火电发电厂焊接技术规程DL/T5047-1995 电力建设施工及验收技术规范锅炉机组篇DL/T5161.1~5161.17 电力装置安装工程质量检验及评定规程DL/T5210.1 电力建设施工质量验收及评定规程第1部分:土建工程HL/T2640-2004 玻璃鳞片衬里施工技术条件HL/T20677-1990 橡胶衬里化工设备3.总则3.0.1为加强火力发电厂烟气脱硫工程质量管理,统一火电发电厂烟气脱硫工程施工质量的验收,保证工程质量,特制定本标准。
脱硫塔焊接探伤检测规范规定(DL/T 5418-2009)8.7.2 底板焊缝按下列要求进行检验1、厚度大于或等于10mm的塔底板边缘板,每条对接焊缝的外端300mm 范围内,应进行超声检测;厚度小于10mm的边缘板,每个焊工施焊的焊接接头,应至少抽查一条焊缝。
2、底板T形焊缝根部焊道焊完以后,在沿三个方向各200mm范围内,应进行磁粉检测,全部焊完后,再全部进行磁粉检测。
每个焊工的焊接接头,应至少抽查一条焊缝3、底板的所有焊缝采用真空箱法进行严密性试验,试验负压值不得低于53KPa,无渗漏为合格。
8.7.3壁板焊缝应进行下列检测1、底圈壁板当厚度小于等于10mm时,应从每条纵向焊缝中任取300mm 进行射线检测;当厚度大于10mm且小于等于25mm时,应当从每条纵向焊缝中取两段300mm进行射线检测,其中一段应靠近底板。
2、其他各圈壁板纵向焊缝,每一焊工焊接的每种板厚,在最初焊接的3m 长焊缝的任意部位取300mm进行射线检测;以后不考虑焊工人数,对每种板厚在每30m长焊缝的任意部位取每种板厚在30m长焊缝的任意部位取300mm进行射线检测,不足30m时按30m计。
3、环向对接焊缝,每种板厚(以较薄的板厚为准)在最初焊接的3m长焊缝的任意部位取300mm进行射线或超声检测;以后对每种板厚,在每60m长焊缝的任意部位取300mm进行射线检测,不足60m时按60m计。
4、厚度大于25mm的各圈壁板的纵向焊缝应全部进行射线检测或超声检测;厚度小于等于10mm的各圈壁板的T形焊缝25%进行射线检测或超声检测,且不少于2处;厚度大于10mm的各圈壁板的T形焊缝应全部进行射线检测或超声检测。
8.7.4 射线检测或超声检测不合格时,应在该检测长度的两端延伸300mm作补充检测,但缺陷的部位距离底片端部或超声波检查端部75mm以上者可不再延伸。
如延伸部位的检测结果仍不合格时,则该焊缝应100%检验。
8.7.5 当塔底边缘板的厚度大于等于8mm,且底圈壁板的厚度大于等于16mm时,在底圈壁板与吸收塔底板的内外角焊缝焊完后,应对内角焊缝进行磁粉检测。
脱硫塔分项工程质量验收记录
1#脱硫塔砖砌体工程检验批质量验收记录表
###脱硫塔碳钢制作(安装)焊接工程检验批质量验收记录
脱硫塔喷淋器安装工程检验批质量验收记录表
脱硫塔附吸收板安装工程检验批质量验收记录表
脱硫塔管道制作与安装分项工程质量验收记录
管道及配件安装工程检验批质量验收记录
工程名称检验批部位管道及配件安装建设单位名称
施工单位单位项目负责人
序号GB502-02的规定
施工单位
检查评定记录
监理(建设)
单位验收记录
主控项目1
管道的水压试验必须符合设计要求。
当设计未注明时,各种材质的给水管道系统试验压力均为工作压力的 1.5倍,但不得小于
0.6Mpa。
2
室内直埋给水管道(塑料管道和复合管道除外)应做防腐处理。
埋地管道防腐层材质和结构应符合设计要求。
一般项目1
管道及管件焊接的焊缝隙表面质量应符合下列要求:
1、焊缝外形尺寸应符合图纸和工艺文件的规定,焊缝高度不得低于母材表面,焊缝与母材应圆滑过渡。
2、焊缝及热影响区表面应无裂纹、未熔合、未焊透、夹渣、弧坑和气孔等缺陷。
4
项
次
项目(管道和门安装)
允许偏差
(mm)
1
水平
管道
纵横
方向
弯曲
钢管每米
全长m以上
1
≯
塑料管
复合管
每米
全长m以上
1.5
≯
铸铁管每米
全长m以上
2
≯
2
立管
垂直
度
钢管每米
5m以上
3
≯8
塑料管
复合管
每米
5m以上
2
≯8
铸铁管每米
5m以上
3
≯
3 成排管段和成排阀门在同一平面上间距 3
5
管道的支、吊架安装应平整牢固,其间距应符合规范表3.3.8、
表3.3.9或表3.3.的规定。
平整、牢固。
6
水表应安装在便于检修、不受曝晒、污染和冻结的地方。
安装
螺翼式水表,表前与阀门应有不小于8倍水表接口直径的直线管
段。
表外壳距墙表面净距为~30mm;水表进水口中心标高按设计要
求,允许偏差为±mm。
施工单位检查评定结果主控项目以及一般项目均符合规范要求,自检合格
项目经理:周胜春
年月日
监理(建设)
单位验收结
论专业监理工程师:
(建设单位项目专业技术负责人)
年月日
金属管法兰接口连接分项工程检验批质量验收记录
钢管接口焊接连接分项工程检验批质量验收记录
管道支吊架配置安装记录
钢梯制作与安装分项工程质量验收记录
栏杆制作与安装工程检验批质量验收记录
工程名称检验批部位栏杆制作与安装安装
建设单位名称
施工单位单位项目负责人
序号施工质量验收规范的规定
施工单位
检查评定记录
监理(建设)
单位验收记录
主控项目1 材料质量第.5.3 符合设计要求
3
栏杆高度、位置、
安装
第.5.6 符合设计及工艺要求3
造型、尺寸、安装
位置
第.5.4 符合设计及工艺要求
一般项目1
转角、接缝表面质量第.5.8 符合设计及工艺要求
2
安
装
允
许
偏
差
(m
m)
栏杆垂直度 3 1.5 2 1 1.2 1.3 1.82 2.5 0.7
栏杆间距 3 2 1.5 1.8 2.4 2.1 1.2 1.3 1.92
栏杆直线度 4 1.3 3 2.5 1.6 1.8 1.7 1.6 1.8
护手高度
3
2 3 1 1 2 2 1 1.5
施工单位检查评定结果主控项目以及一般项目均符合规范要求,自检合格
项目经理:周胜春
年月日
监理(建设)单位验收结
论专业监理工程师:
(建设单位项目专业技术负责人)
年月日
钢构件防腐涂装分项工程质量验收记录
钢结构防腐涂装工程检验批质量验收记录表
设备分项工程质量验收记录
设备分项工程质量验收记录
设备分项工程质量验收记录
阀门、管件等水压试验签证。