德国巴斯夫Ultradur PBT B 4300 G2物性表
- 格式:docx
- 大小:23.48 KB
- 文档页数:3

pbt材料特性PBT材料特性。
PBT(聚对苯二甲酸丁二醇酯)是一种热塑性工程塑料,具有优异的物理性能和化学性能,被广泛应用于汽车零部件、电子电器、家居用品等领域。
PBT材料以其独特的特性在工业生产中扮演着重要的角色,下面我们来了解一下PBT材料的特性。
首先,PBT材料具有优异的机械性能。
它的拉伸强度高,抗弯强度大,硬度高,具有较好的耐磨性和耐疲劳性,能够承受较大的载荷和冲击。
这使得PBT材料在汽车零部件、电子电器等领域得到广泛应用,能够满足复杂工况下的使用要求。
其次,PBT材料具有良好的耐热性和耐化学性。
PBT材料的热变形温度较高,可以在较高的温度下保持其稳定的物理性能,因此在汽车引擎室等高温环境下有着良好的应用前景。
同时,PBT材料具有良好的耐化学性,能够抵抗酸、碱、油脂等化学介质的侵蚀,保持材料的稳定性和耐久性。
此外,PBT材料还具有优异的电性能和绝缘性能。
它具有较高的表面电阻和体积电阻,能够有效地阻止电流的流动,因此在电子电器领域有着广泛的应用。
同时,PBT材料的绝缘性能良好,能够有效地阻止电流的泄漏,保障电气设备的安全稳定运行。
最后,PBT材料具有良好的加工性能和表面性能。
它具有良好的流动性和成型性,能够通过吹塑、注塑等工艺制成各种复杂形状的制品。
同时,PBT材料的表面光滑,色泽良好,易于涂装和印刷,能够满足产品外观的要求。
综上所述,PBT材料具有优异的机械性能、耐热性、耐化学性、电性能、绝缘性能、加工性能和表面性能,被广泛应用于汽车零部件、电子电器、家居用品等领域。
随着工业技术的不断发展,PBT材料的应用领域将会更加广泛,为各行业的发展提供更多可能性。
德国巴斯夫BASF Ultradur PBT(聚对苯二甲酸丁二醇脂):B4406特性:PBT注射成型,阻燃级,应用于零部件要求加强耐火(例如插头及插座连接器,机壳).供应PBT 德国巴斯夫系列产品:PBT B2550 PBT高流动性等级.PBT B4030G6 PBT-GF30 30%玻璃纤维增强,抗冲击改性.PBT B4040G10 (PBT+PET)-GF50注射成型.PBT B4040G2 (PBT+PET)-GF10注射成型.PBT B4040G4 (PBT+PET)-GF20注射成型.PBT B4040G6 (PBT+PET)-GF30注射成型.PBT B4300M5 PBT-M25注射成型.PBT B4300G10 PBT-GF50注射成型.PBT B4300G6 PBT-GF30注射成型,高流动.PBT B4300GM42 PBT-(GF20+M10) 注塑级,含玻璃纤维和矿物加固.PBT B4300K4 PBT-GB20注射成型,应用(如光学仪器精密部件,燃料水平的传感器,煤气表外壳).PBT B4300K6 PBT-GB30注射成型.应用(如光学仪器精密部件,燃料水平的传感器,煤气表外壳).PBT B4300ZG6 注射成型,,低翘曲注塑级.PBT B4330G6HR PBT-GF30 30%玻璃纤维增强,抗冲击改性.PBT B4406 PBT注射成型,阻燃级.PBT B4406G2 PBT-GF10注射成型.加强耐火性,(如继电器外壳,开关,照明组件,插件和插座连接器).PBT B4406G3 PBT-GF15注射成型.加强耐火性,(如继电器外壳,开关,照明组件,插件和插座连接器).PBT B4406G4 PBT-GF20注射成型.加强耐火性,(如继电器外壳,开关,照明组件,插件和插座连接器).PBT B4406G6 PBT-GF30注射成型.加强耐火性,(如继电器外壳,开关,照明组件,插件和插座连接器).PBT B4520 PBT中等粘度,注射成型.PBT B6550L PBT 高粘度,挤出级.PBT S4090GX (PBT+ASA)-GF14低翘曲,易流动,注射成型.本公司代理及经销各国工程塑料,如(沙特基础、德国拜耳、德国巴斯夫、美国GE、美国杜邦、台湾奇美、日本宝理、美国陶氏、日本旭化成)等系列品牌工程塑料。
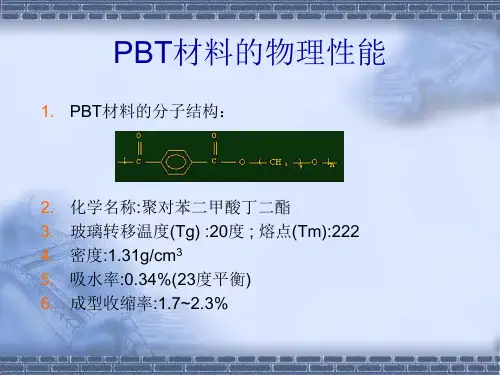
PBT1、理化特性PBT为乳白色半透明到不透明、结晶型热塑性聚酯。
具有高耐热性、韧性、耐疲劳性,自润滑、低摩擦系数,耐候性、吸水率低,仅为%,在潮湿环境中仍保持各种物性(包括电性能),电绝缘性,但体积电阻、介电损耗大。
耐热水、碱类、酸类、油类、但易受卤化烃侵蚀,耐水解性差,低温下可迅速结晶,成型性良好。
缺点是缺口冲击强度低,成型收缩率大。
故大部分采用玻璃纤维增强或无机填充改性,其拉伸强度、弯曲强度可提高一倍以上,热变形温度也大幅提高。
可以在140℃下长期工作,玻纤增强后制品纵、横向收缩率不一致,易使制品发生翘曲。
不易燃烧,燃烧时无液体流下,离开火焰后在5秒钟内熄灭,(相似于PC)。
PBT是最坚韧的工程热塑材料之一,它是半结晶材料,有非常好的化学稳定性、机械强度、电绝缘特性和热稳定性。
这些材料在很广的环境条件下都有很好的稳定性。
PBT吸湿特性很弱。
非增强型PBT的张力强度为50MPa,玻璃添加剂型的PBT张力强度为170MPa。
玻璃添加剂过多将导致材料变脆。
PBT的;结晶很迅速,这将导致因冷却不均匀而造成弯曲变形。
对于有玻璃添加剂类型的材料,流程方向的收缩率可以减小,但与流程垂直方向的收缩率基本上和普通材料没有区别。
一般材料收缩率在%~%之间。
含30%玻璃添加剂的材料收缩%~%之间。
熔点(225℃)和高温变形温度都比PET材料要低。
维卡软化温度大约为170℃。
玻璃化转换温度(glass trasitio temperature)在22℃到43℃之间。
由于PBT 的结晶速度很高,因此它的粘性很低,塑件加工的周期时间一般也较低。
2、应用领域由于PBT具有耐热性、耐候性、耐药品性、电气特性住、吸水性小、光泽良好,已广泛应用于改性工程塑料、抽丝、光缆等领域,现分类介绍如下:(1)PBT改性工程塑料 PBT作为工程塑料是一种综合性能优良的新型工程塑料,机械性能和电性能优异、耐化学腐蚀、易成型、低吸湿,在电子电气、汽车和机械制造领域获得了广泛的应用。
pbt塑胶材料标准
聚对苯二甲酸丁二酯(PBT)是一种(半)结晶聚合物,是聚酯的一种。
PBT塑胶材料的标准如下:
- 外观颜色:外观颜色可能因PBT塑胶材料的型号而有所不同。
- 规格级别:通常为注塑级。
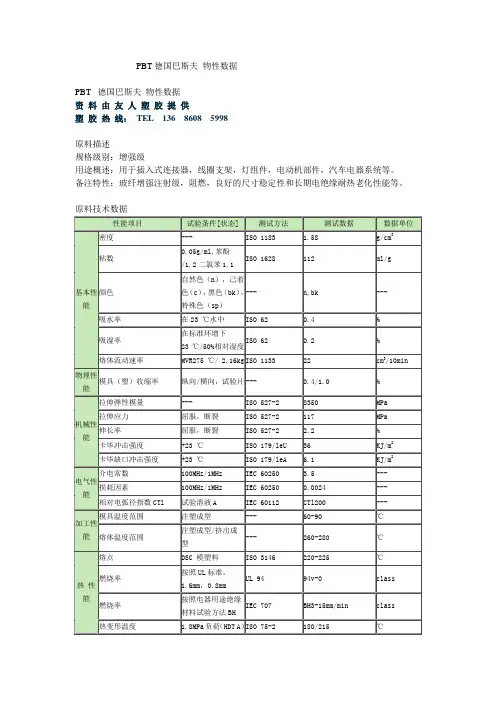
- 机械性能:拉伸强度为113MPa,弯曲强度为185MPa,简支梁冲击强度(无缺口)为3.3KJ/m。
- 电气性能:介电常数为3.3,介电强度为22KV/mm,体积电阻为10Ω·m。
- 热性能:热变形温度为201℃,阻燃性为V-0级。
PBT塑胶材料具有性质稳定、机械强度高、耐热性好等优点,但也存在对热水和紫外线敏感等缺点。
在使用PBT塑胶材料时,应根据实际需求选择合适的型号和性能,并注意安全和环保。
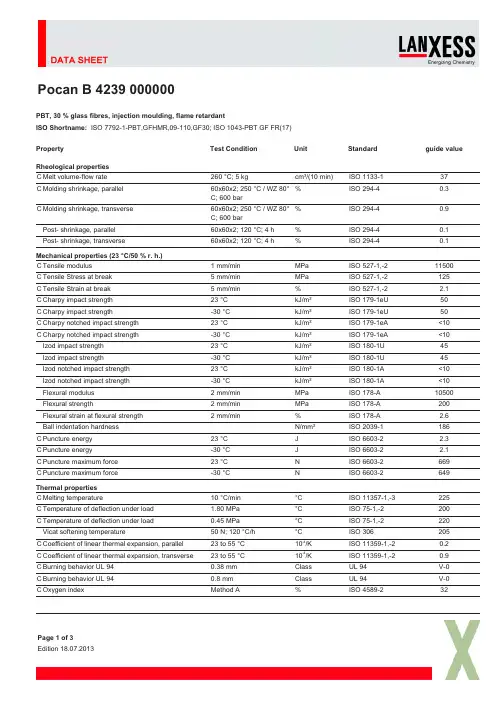
PBT,30%glass fibres,injection moulding,flame retardantISO Shortname:ISO 7792-1-PBT,GFHMR,09-110,GF30;ISO 1043-PBT GF FR(17)PropertyTest ConditionUnitStandardguide valueRheological properties C Melt volume-flow rate 260°C;5kgcm³/(10min)ISO 1133-137C Molding shrinkage,parallel 60x60x2;250°C /WZ 80°C;600bar%ISO 294-40.3C Molding shrinkage,transverse 60x60x2;250°C /WZ 80°C;600bar%ISO 294-40.9Post-shrinkage,parallel 60x60x2;120°C;4h %ISO 294-40.1Post-shrinkage,transverse60x60x2;120°C;4h%ISO 294-40.1Mechanical properties (23°C/50%r.h.)C Tensile modulus 1mm/min MPa ISO 527-1,-211500C Tensile Stress at break 5mm/min MPa ISO 527-1,-2125C Tensile Strain at break 5mm/min %ISO 527-1,-2 2.1C Charpy impact strength 23°C kJ/m²ISO 179-1eU 50C Charpy impact strength -30°C kJ/m²ISO 179-1eU 50C Charpy notched impact strength 23°C kJ/m²ISO 179-1eA <10C Charpy notched impact strength -30°C kJ/m²ISO 179-1eA <10Izod impact strength 23°C kJ/m²ISO 180-1U 45Izod impact strength -30°C kJ/m²ISO 180-1U 45Izod notched impact strength 23°C kJ/m²ISO 180-1A <10Izod notched impact strength -30°C kJ/m²ISO 180-1A <10Flexural modulus 2mm/min MPa ISO 178-A 10500Flexural strength2mm/min MPa ISO 178-A 200Flexural strain at flexural strength 2mm/min%ISO 178-A 2.6Ball indentation hardness N/mm²ISO 2039-1186C Puncture energy 23°C J ISO 6603-2 2.3C Puncture energy -30°C J ISO 6603-2 2.1C Puncture maximum force 23°C N ISO 6603-2669C Puncture maximum force -30°C NISO 6603-2649Thermal properties C Melting temperature10°C/min °C ISO 11357-1,-3225C Temperature of deflection under load 1.80MPa °C ISO 75-1,-2200C Temperature of deflection under load 0.45MPa °C ISO 75-1,-2220Vicat softening temperature50N;120°C/h °C ISO 306205C Coefficient of linear thermal expansion,parallel 23to 55°C 10-4/K ISO 11359-1,-20.2C Coefficient of linear thermal expansion,transverse 23to 55°C 10-4/K ISO 11359-1,-20.9C Burning behavior UL 940.38mm Class UL 94V-0C Burning behavior UL 940.8mm Class UL 94V-0C Oxygen indexMethod A%ISO 4589-232Pocan B 4239000000Page 1of 3PropertyTest Condition Unit Standard guide valueThermal conductivity23°CW/(m·K)ISO 83020.24Resistance to heat (ball pressure test)°C IEC 60695-10-2213Temperature index (Tensile strength)20000h °C IEC 60216-1155Halving interval (Tensile strength)°C IEC 60216-19.3Relative temperature index (Tensile strength)°C UL 746B 140Temperature index (Tensile impact strength)20000h °C IEC 60216-1130Halving interval (Tensile impact strength)°C IEC 60216-18.4Relative temperature index (Tensile impact strength)°C UL 746B 110Temperature index (Electric strength)20000h °C IEC 60216-1145Halving interval (Electric strength)°C IEC 60216-112Relative temperature index (Electric strength)°C UL 746B 125Glow wire test (GWFI)0.8mm °C IEC 60695-2-12960Glow wire test (GWIT)0.8mm °C IEC 60695-2-13725Glow wire test (GWIT) 1.6mm °C IEC 60695-2-13725Glow wire test (GWIT)3.0mm °CIEC 60695-2-13725Electrical properties (23°C/50%r.h.)C Relative permittivity 100Hz -IEC 60250 3.9C Relative permittivity 1MHz -IEC 60250 3.8C Electric strength1mm kV/mm IEC 60243-135C Comparative tracking index CTI Solution AV IEC 60112275Electrolytic corrosion RatingIEC 60426A/B 1Other properties (23°C)C Density kg/m³ISO 11831670Bulk densitykg/m³ISO 60800Processing conditions for test specimens C Injection molding-Melt temperature °C ISO 294250C Injection molding-Mold temperature °CISO 29480Processing recommendations Drying time circulating air dryer h -4-8Drying temperature circulating air dryer °C -120Residual moisture content %Acc.to Karl Fischer 0-0.02Melt temperature (Tmin -Tmax)°C -240-260Mold temperature°C-80-100C These property characteristics are taken from the CAMPUS plastics data bank and are based on the international catalogue of basic data for plastics according to ISO10350.Pocan B 4239000000Page 2of 3DisclaimerDisclaimer for sales productsThis information and our technical advice -whether verbal,in writing or by way of trials -are given in good faith but without warranty,and this also applies whereproprietary rights of third parties are involved.Our advice does not release you from the obligation to verify the information currently provided -especially that contained in our safety data and technical information sheets -and to test our products as to their suitability for the intended processes and uses.The application,use and processing of our products and the products manufactured by you on the basis of our technical advice are beyond our control and,therefore,entirely your own responsibility.Our products are sold in accordance with the current version of our General Conditions of Sale and Delivery.Test valuesUnless specified to the contrary,the values given have been established on standardized test specimens at room temperature.The figures should be regarded as guide values only and not as binding minimum values.Kindly note that,under certain conditions,the properties can be affected to a considerable extent by the design of the mould/die,the processing conditions and the coloring.Processing noteUnder the recommended processing conditions small quantities of decomposition product may be given off during processing.To preclude any risk to the health and well-being of the machine operatives,tolerance limits for the work environment must be ensured by the provision of efficient exhaust ventilation and fresh air at theworkplace in accordance with the Safety Data Sheet.In order to prevent the partial decomposition of the polymer and the generation of volatile decomposition products,the prescribed processing temperatures should not be substantially exceeded.Since excessively high temperatures are generally the result of operator error or defects in the heating system,special care and controls are essential in these areas.LANXESS DEUTSCHLAND GMBH |D -51369LEVERKUSEN ©LANXESS DeutschlandGmbHPocan B 4239000000Page 3of 3。
PBT注塑技术参数1.PBT的典型应用范围:(1)家用器具:如食品处理(搅拌)机、真空吸尘器、头发干燥器、咖啡机、电风扇等。
(2)电器元件:如开关、马达盖(电机盒)、保险丝盒、计算器键盘、连接器等。
(3)汽车工业:散热器格窗、车身嵌板、车轮盖、门窗部件等。
2.PBT的化学和物理特性:(1)PBT是最坚韧的工程热塑材料之一,它是半结晶材料,有非常好的化学稳定性、机械强度、电绝缘特性和热稳定性。
这些材*斗在很广的环境条件下都有很好的稳定性。
(2)非增强型PBT的拉伸强度为SOMPa,添加玻璃纤维的PBT拉伸强度为170MPa o玻璃纤维过多将导致材料变脆。
(3)PBT的结晶很迅速,这将导致因冷却不均匀而造成弯曲变形。
(4)对于有玻璃纤维类型的材料,流程方向的收缩率可以减小,但与流程垂直方向的收缩率基本上和普通材料没有区别。
(5)一般材料收缩率在1.4%~2.0%。
含30%玻璃纤维的材料收缩0.4%~0.6%之间。
(6)熔点(225℃)和高温变形温度都比PET材料要低。
由于PBT的结晶速率很高,因此它的黏度很低,塑件加工的周期时间一般也较短。
3注塑麻(1)干燥温度:这种材料在高温时对水解非常敏感,因此在成型前干燥材料是非常重要的。
建议干燥温度条件(在空气中)12(TC6~8小时或150o C2-4小时。
湿度必须小于0.03%。
当使用去除湿烘干机时,建议干燥120。
C2.5小时。
(2)熔胶温度:注射温度PBT的分解温度为280℃.所以实际生产中一般控制在225~270。
C之间,目标250o Cβ成型范围窄,低于240℃易凝结,270。
C以上易产生热降解。
(3)模具温度:A.未加玻纤40~60。
C加玻纤70~110°C,各部位的温度差不超过10。
&B.要很好地设计模具的冷却腔道以减小塑件的弯曲变形。
C膜具的散热一定要快而均匀。
D.建议模具冷却腔道的直径为12mmβ4.注射压力:100〜140MPa。
宝瑞塑胶P
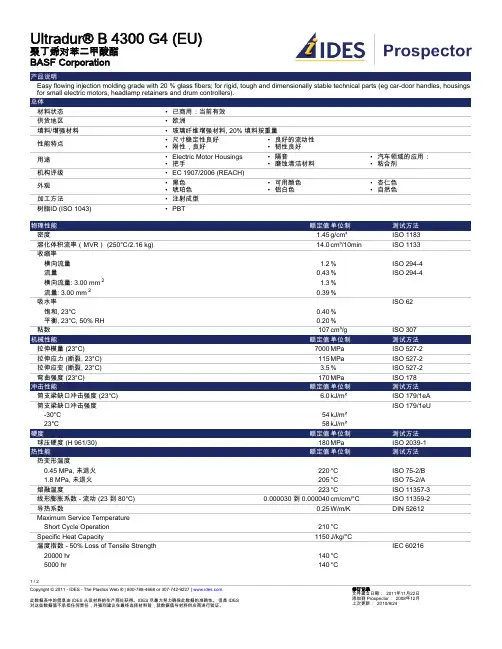
巴斯夫的Ultradur B 4300 G2 10%玻璃填充PBT
类别:聚合物,热塑性聚酯,TP ; 聚对苯二甲酸丁二酯(PBT),聚对苯二甲酸丁二酯(PBT),10%的玻璃纤维填充
材质说明:ULTRADUR B4300 G2是一个简单的流动注射成型PBT的10%玻璃纤维增强刚性,坚韧,尺寸稳定的零件。
应用:程序开关,温控器配件,小型电机外壳的车辆,前照灯帧,摄像头,汽车雨刮臂,印
描述性属性
颜色自然,有色,黑色,特殊颜色
商业地位北美和欧洲
形式微丸
冲击改性没有
NSF标准。
61 是
主要的加工技术注塑成型
处理注塑成型
特殊特性:热稳加热、光稳亮、润滑油、脱模剂、紫外线稳定或平稳渡过。