点焊产品质量缺陷及解决方法 PPT
- 格式:ppt
- 大小:962.00 KB
- 文档页数:64


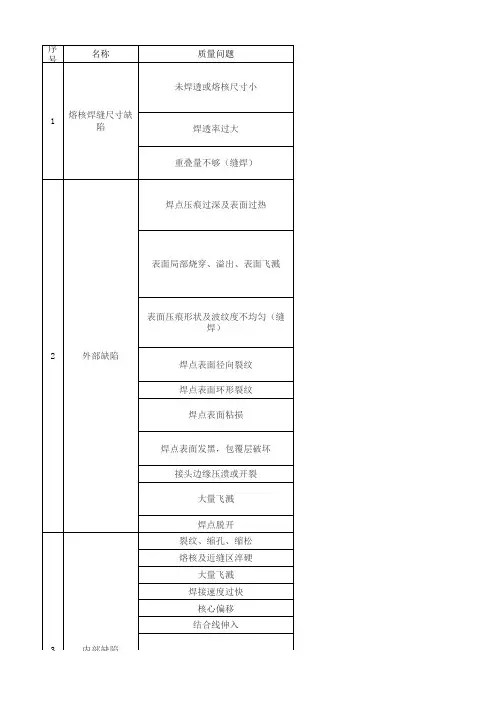
焊接中常见的缺陷及解决方法1.漏焊---漏焊包括焊点漏焊、螺栓漏焊、螺母漏焊等。
原因---主要原因是因为没有自检、互检,对工艺不熟悉造成的。
解决方法---在焊接后对所有焊点(螺母、螺栓等)进行检查,确认焊点(螺母、螺栓等)数量,熟悉工艺要求,加强自检意识,补焊等。
2.脱焊---包括焊点、螺母、螺栓等脱焊。
(除材料与零部件本身不合格) 以下3种可视为脱焊:①.接头贴合面未形成熔核,呈塑料性连接;②.贴合面上的熔核尺寸小于规定值;③.熔核核移,使一侧板焊透率达不到要求。
产生脱焊原因:①.焊接电流过,焊接区输入热量不足;②.电极压力过大,接触面积增大,接触电阻降低,散热加强;③.通电时间短,加热不均匀,输入热量不足;④.表面清理不良,焊接区电阻增大,分流相应增大;⑤.点距不当,装配不当,焊接顺序不当,分流增大。
解决方法:在调整焊接电流后,对焊点做半破坏检查(试片做全破坏检查),目视焊点形状;补焊,检查上次半破坏后的相关焊点。
3.补焊---多焊了工艺上不要求焊接的焊点。
原因---不熟悉工艺或焊接中误操作焊钳。
解决方法---熟悉工艺或加强操作技能。
注意:两个或多于两个的连续点焊不能有偏焊现象,边缘及拐角处也不能存在偏焊的现象。
(如两个连点偏焊,至少要有一个焊点需要重新点焊。
)4.焊渣---由于电流过大或压力过小,造成钢板的一部分母材在高温熔合时沿着两钢板贴合面被挤出而形成的冷却物.原因---主要原因是电流和压力的变化,以及焊钳操作不当引起的。
解决方法---调整焊接参数与电极压力,加强操作技能及清除焊渣。
5.飞溅---飞溅分为内部飞溅和外部飞溅两种。
内部飞溅---高温液态金属在电极压力的作用下,沿着最薄弱的两钢板间贴合而挤出。
产生原因①.电流过大,电极压力不足;②.板间有异物或贴合不紧密。
外部飞溅---电极与焊件之间融合金属溢出的现象.产生原因①.电极修磨得太尖锐;②.电极或焊件表面有异物;③.压力不足;④.电极冷却条件差,散热不良。