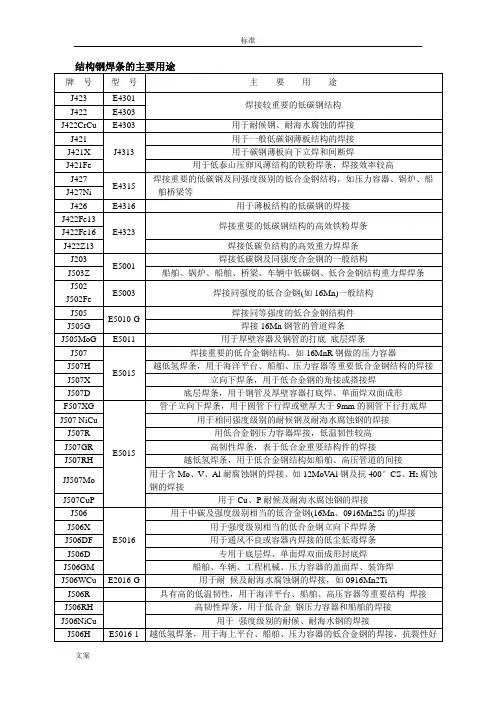
各种焊条焊丝的主要用途及选择
- 格式:doc
- 大小:62.27 KB
- 文档页数:20
焊条的组成和应用及焊条的选择4课时。
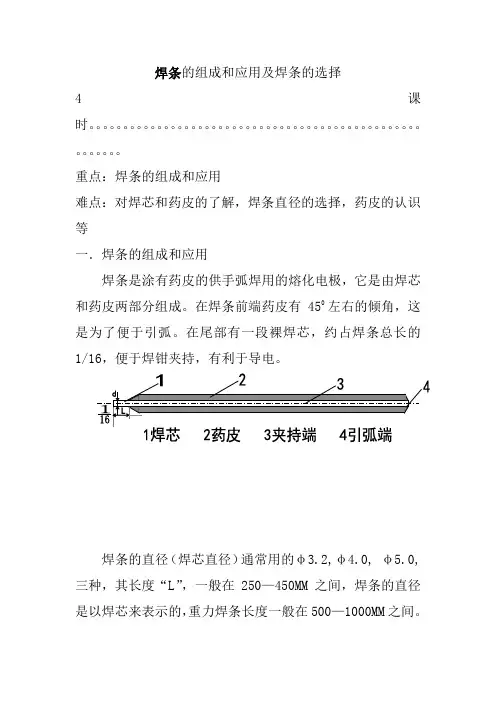
重点:焊条的组成和应用难点:对焊芯和药皮的了解,焊条直径的选择,药皮的认识等一.焊条的组成和应用焊条是涂有药皮的供手弧焊用的熔化电极,它是由焊芯和药皮两部分组成。
在焊条前端药皮有450左右的倾角,这是为了便于引弧。
在尾部有一段裸焊芯,约占焊条总长的1/16,便于焊钳夹持,有利于导电。
焊条的直径(焊芯直径)通常用的φ3.2,φ4.0, φ5.0, 三种,其长度“L”,一般在250—450MM之间,焊条的直径是以焊芯来表示的,重力焊条长度一般在500—1000MM之间。
手工电弧焊时,焊条即为电极,在焊条熔化后又作为填充金属,直接过渡到熔池,与液态母材熔合形成焊缝金属。
(一),焊芯焊条中被药皮包覆的金属芯称焊芯。
焊芯一般是一根具有一定长度及直径的钢丝。
焊接时焊芯有两个作用,一是传导焊接电流,产生电弧把电能转为热能,二是焊芯本身熔化作为填充金属与液体母材金属熔化形成焊缝。
手弧焊时,焊芯金属约占整个焊缝金属的50%—70%,所以焊芯的化学成分,直接影响焊缝的质量,因此,做焊芯用的钢丝都是经过特殊冶炼的,并规定了它的牌号与成分,这种焊接专用钢丝,用来制造焊条就是焊芯。
如果用于埋弧焊(自动埋弧焊),气体保护焊,气焊等熔焊方法作填充金属时,则称为焊丝。
1.焊芯中含有多种合金元素,对焊缝的质量有着不同程度的影响,其中有:碳C,锰Mn,硅Si ,铬Gr,镍Ni,硫S,磷P,等。
1)低碳钢焊芯的含碳量一般≤0.1%2)焊重要结构时磷的含量不得大于0.03%2.焊芯的分类及牌号1),碳素结构钢丝H08 Mn A(焊08锰高)H:焊接用钢丝 08:含碳是为0.08% Mn:主要含金元素为Mn含碳量1%左右A:高级优质钢碳素结构钢:焊08(H08)焊08高(H08A)焊15高(H15A)2),合金结构钢H 08 Mn2 Si (焊08锰2硅)H:焊接用的钢丝 08:含碳量为0.08%Mn2 Si:主要合金元素( Mn2含锰量为2%左右 Si:含硅量为1%左右)如:焊08锰2 钼钒高(H08Mn2MoVA)3),不锈钢H 0 0 Gr19Ni9 (焊0铬19 镍9)H:焊接用钢丝 00:含碳量为≤0.03%(超低碳)Gr9Ni9:主要合金元素为(Gr19含量为19%左右,Ni9 含镍量为9%左右)如:焊铬5钼(HGr5M)焊芯牌号末尾注有“A”表示焊芯含磷量均小于0.03% (二),药皮压涂在焊芯表面的涂料层叫药皮1.药皮的作用就是提高焊接电弧的稳定性,保持熔化金属不受外界空气的影响,防止空气对熔池的侵入,保证焊缝金属顺利脱氧,添加合金,提高焊缝性能,保证焊接质量。
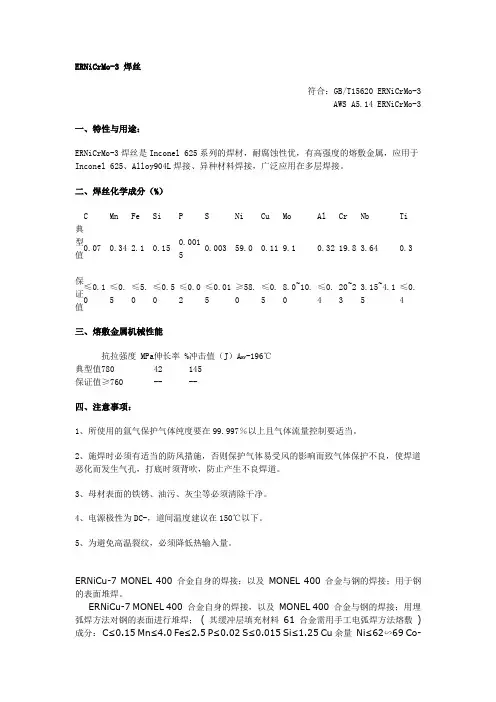
ERNiCrMo-3 焊丝符合:GB/T15620 ERNiCrMo-3AWS A5.14 ERNiCrMo-3一、特性与用途:ERNiCrMo-3焊丝是Inconel 625系列的焊材,耐腐蚀性优,有高强度的熔敷金属,应用于Inconel 625、Alloy904L 焊接、异种材料焊接,广泛应用在多层焊接。
二、焊丝化学成分(%)C Mn Fe Si P S Ni Cu Mo Al Cr Nb Ti 典型值0.07 0.34 2.1 0.15 0.00150.003 59.0 0.11 9.1 0.32 19.8 3.64 0.3保证值≤0.10 ≤0.5 ≤5.0 ≤0.50 ≤0.02 ≤0.015 ≥58.0 ≤0.5 8.0~10.0 ≤0.4 20~23 3.15~4.15 ≤0.4 三、熔敷金属机械性能抗拉强度 MPa 伸长率 % 冲击值(J )A KV -196℃ 典型值 780 42 145保证值 ≥760 -- --四、注意事项:1、所使用的氩气保护气体纯度要在99.997%以上且气体流量控制要适当。
2、施焊时必须有适当的防风措施,否则保护气体易受风的影响而致气体保护不良,使焊道恶化而发生气孔,打底时须背吹,防止产生不良焊道。
3、母材表面的铁锈、油污、灰尘等必须清除干净。
4、电源极性为DC-,道间温度建议在150℃以下。
5、为避免高温裂纹,必须降低热输入量。
ERNiCu-7 MONEL 400 合金自身的焊接;以及 MONEL 400 合金与钢的焊接;用于钢的表面堆焊。
ERNiCu-7 MONEL 400 合金自身的焊接,以及 MONEL 400 合金与钢的焊接;用埋弧焊方法对钢的表面进行堆焊; ( 其缓冲层填充材料 61 合金需用手工电弧焊方法熔敷 ) 成分: C≤0.15 Mn≤4.0 Fe≤2.5 P≤0.02 S≤0.015 Si≤1.25 Cu 余量 Ni≤62∽69 Co-A1≤1.25 Ti1.5∽3.0镍合金焊条的国标对照镍合金焊条型号GB/T:ENi-0说明:钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。
常用金属及焊接材料选择引言在工程、制造和建筑等行业中,焊接是一项常见且重要的工艺。
选择合适的金属和焊接材料对于焊接质量和连接强度起着关键作用。
本文将介绍一些常用的金属和焊接材料选择准则,以帮助您做出正确的选择。
常用金属选择在焊接过程中,我们经常会遇到各种金属材料,如钢铁、铝、铜等。
以下是一些常用金属的特点和适用范围:1. 钢铁:钢铁是一种常见且广泛使用的金属材料。
它具有较高的强度和耐热性,适用于制作结构件和承受重压的零件。
2. 铝:铝是一种轻质金属,具有良好的导热和导电性能。
它常用于制造航空器、汽车零件和电子产品。
3. 铜:铜是一种导电性能极佳的金属材料,常用于电气工程和通信设备制造。
4. 不锈钢:不锈钢具有抗腐蚀性和耐高温性能,适用于制作需防止腐蚀的部件,如管道和。
焊接材料选择选择适合的焊接材料可以确保焊缝的质量和连接的牢固性。
以下是一些常用的焊接材料及其适用范围:1. 焊条:焊条是一种常见的焊接材料,用于手工电弧焊。
根据不同金属材料的需求,可以选择不同类型的焊条。
2. 焊丝:焊丝常用于半自动和全自动焊接。
常见的焊丝材料包括铝焊丝、钢焊丝和铜焊丝,根据具体应用需求选择合适的焊丝。
3. 焊剂:焊剂是一种用于清洁和保护焊缝的材料。
它可以帮助焊接过程中的氧化物和污染物溶解和蒸发,提高焊缝的质量。
4. 辅助材料:除了上述焊接材料外,还有一些辅助材料可以帮助焊接过程中的操作和修补。
例如,焊接帽可以保护焊接点免受外部环境的影响,焊接胶可用于焊接接头的固定等。
结论在进行焊接工作时,正确选择金属和焊接材料是确保焊接质量和连接强度的关键。
了解常用金属的特点和适用范围,以及选择适合的焊接材料,可以帮助您在工程、制造和建筑等领域取得良好的焊接效果。
记住根据具体应用需求做出选择,并遵循相关的安全操作规范,确保焊接过程的安全性和可靠性。
焊条基本介绍和用途焊条是一种常用的焊接材料,也被称为焊丝。
它是由金属材料制成的,通常呈圆柱形。
焊条的外层被包裹着一层药皮,用于保护焊条内部的金属,并在焊接过程中提供必要的保护和稳定性。
焊条通常用于手工电弧焊、氩弧焊和气保焊等焊接工艺中。
焊条的基本组成主要包括焊芯和药皮两部分。
焊芯是焊条内部的金属材料,用于提供焊接时所需的熔化金属。
不同类型的焊条焊芯组成不同,可以根据具体的焊接要求选择合适的焊条。
药皮主要由矿物质、合金粉末和药剂等组成,它的作用是在焊接过程中形成保护气体和熔化金属的保护渣。
焊条有着广泛的用途。
首先,它常用于金属结构件的连接。
在建筑、桥梁、船舶和机械制造等领域,焊条是常见的焊接材料。
其次,焊条也常用于修复和加固工作。
无论是修复破损的金属构件还是加固结构的薄弱部位,焊条都能发挥重要作用。
此外,焊条还可以用于制造和加工工艺中的连接和固定。
使用焊条进行焊接时,需要注意以下几点。
首先,选择合适的焊条类型。
不同的焊接任务需要不同类型的焊条,如碳钢焊条、不锈钢焊条和铸铁焊条等。
其次,准备工作要充分。
在焊接之前,需要将焊接部位清洁干净,去除污垢和氧化物,以确保焊接质量。
接下来,选择适当的焊接电流和电压。
这取决于焊条的直径和焊接材料的性质。
最后,焊接过程中要保持稳定的焊接速度和角度,以确保焊接质量。
虽然焊条在焊接过程中提供了许多便利,但也有一些限制。
首先,焊条的使用需要一定的技术要求和经验。
焊接操作不当可能导致焊接质量下降甚至焊接失败。
其次,焊条存在一定的焊接变形和热影响区。
在焊接过程中,焊接热量会导致焊接材料的变形和周围金属的热影响,从而影响结构的精度和性能。
此外,焊条的使用也会产生焊接渣和废弃物,对环境造成一定的污染。
焊条作为一种常用的焊接材料,在各个领域都有着广泛的应用。
它具有连接金属结构件、修复和加固工作的功能。
在使用焊条进行焊接时,需要选择合适的焊条类型,做好准备工作,并掌握适当的焊接技术。
焊丝与实芯焊丝选用方法、电弧长度与焊接速度控制要点、焊接工艺性能要求(一)、焊丝选用要点:⑴、焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等待)、成本等综合考虑。
⑵、焊丝选用要考虑的顺序如下:①、根据被焊结构的钢种选择焊丝对于碳钢及低合金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝。
对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致相似,以满足耐热性和耐腐蚀性等方面的要求。
②、根据被焊部件的质量要求(特别是冲击韧性)选择焊丝与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料。
③、根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。
(二)、焊接工艺性能要求:⑴、包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等。
⑵、对于碳钢及低合金钢的焊接(特别是半自动焊),主要是根据焊接工艺性能来选择焊接方法及焊接材料。
(三)、实芯焊丝的选用方法:1、埋弧焊焊丝:⑴、焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。
⑵、埋弧焊焊丝的选用既要考虑焊剂成分的影响,又要考虑母材的影响。
⑶、为了得到不同的焊缝成分和力学性能,可以采用一种焊剂(主要是熔炼焊剂)与几种焊丝配合,也可以采用一种焊丝与几种焊剂(主要是烧结焊剂)配合。
2、低碳钢和低合金钢埋弧焊焊丝:⑴、低锰焊丝(如H08A)常配合高锰焊剂用于低碳钢用强度较低的低合金钢焊接。
⑵、中锰焊丝(如H08MnA、H10MnSi)主要用于低合金钢焊接,也可配合低锰焊剂用于低碳钢焊接。
⑶、高锰焊丝(H10Mn2、H08Mn2Si)用于低合金钢焊接。
一、铝及铝合金焊接材料应用纯铝焊丝ER1100性能特点:纯铝焊丝,铝含量≥99.5%,有极好的抗腐蚀性能,很高的导热与导电性能,以及极好的可加工性能。
对经阳极化处理的材料,需要配色时十分理想,推荐用于焊接1000系列铝合金。
典型化学成份:Si≤0.03、Cu≤0.002、Zn≤0.013、Fe≤0.18 、Mn≤0.003,AL 余量用途广泛用于铁路机车、电力、化学、食品等行业。
铝硅合金焊丝ER4047性能特点:本品为含硅12%的合金焊丝,适合焊接各种铸造及挤压成型铝合金。
低熔点及良好的流动性使母材焊接变形很小。
典型化学成份:Si 12、Mg≤0.10、Fe≤0.80、Cu≤0.03、Zn≤0.20、Mn≤0.15,AL余量用途:焊接或堆焊轻质合金加工业。
铝硅合金焊丝ER4043性能特点:本品为含硅5%的合金焊丝,适合焊接铸铝合金典型化学成份:Si 5、Mg≤0.10、Fe≤0.04、Cu≤0.05 ,AL余量用途:船舶、机车、化工、食品、运动器材、模具、家具、容器、集装箱铝镁合金焊丝ER5356性能特点:本品为含镁5%的合金焊丝,是一种用途广泛的通用型焊材,适合焊接或表面堆焊5%镁的铸锻铝合金,强度高,可锻性好,有良好的抗腐蚀性。
本品也能为经阳极化处理的焊接提供良好的配色。
典型化学成份:Mg 5、Cr 0.10、(Fe+Si)0.3、Cu≤0.05、Zn 0.05、Mn 0.15、Ti 0.1,AL余量用途:自行车、铝滑板车等运动器材,机车车厢、化工压力容器、兵工生产、造船、航空等行业。
铝镁合金焊丝ER5183性能特点:本品为含镁3%的合金焊丝,适用于焊接或表面堆焊同等级的铝合金材料。
典型化学成份:Mg 3.5,Cr 0.2,Fe 0.15,Cu≤0.05, Zn 0.10,Mn 0.05,Ti 0.1,AL余量用途:化工压力容器、核工业、造船、制冷行业、锅炉、航空航天工业等三、CrMo耐热钢、低温钢焊接材料一、不锈钢手工焊条二、不锈钢药芯焊丝三、不锈钢实芯焊丝一、镍及镍合金焊材镍及镍合金焊材广泛应用于如离岸钻井平台,陆基或船基燃汽轮机,各种航天、航空发动机的高温燃烧室、核电、热电厂的相关设备、汽车的新型排气系统、军用武器装备以及石油精炼及各种化工设备等。
续表1
不锈钢焊条的主要用途
常用钢号推荐选用的焊接材料(JB/T4709—2000)
文案
常用钢号推荐选用的焊接材料(JB/T4709—2000)
文案
文案
文案
文案
碳钢焊条型号表示方法
E ×××××如E-4303
R耐吸潮焊条
耐吸潮和力学性能有特殊规定
附加代号,-1对冲击性能有特殊规定
表示药皮类型及焊接电流种类
表示焊条的焊接位置,“0”或”“1”表示全位置焊接,“2”表示适用于平焊及平焊角
表示熔敷金属抗拉强度的最小值
表示焊条
文案
碳钢焊条型号表示方法
E ×××××××如E-5015-1
附加元素,直接用元素符号表示
熔敷金属化学成分分类代号表示
表示药皮类型及焊接电流种类
表示焊条的焊接位置,“0”或”“1”表示全位置焊接,“2”表示
适用于平焊及平焊角
表示熔敷金属抗拉强度的最小值
表示焊条
不锈钢焊条型号表示方法
E
两位数字,表示药皮类型、焊接位置及焊接电流种类
元素符号,表示特殊要求的化学成分
三位数,熔敷金属化学成分代号(表1-1-7)
表示焊条
碳钢和低合金高强钢气保焊焊丝的选用
碳钢和低合金高强钢气保焊焊丝的选用
耐热钢气保焊焊丝的选用
异种耐热钢焊接用焊丝的选用
注:1.预热温度/℃:
a 250~350;
b 200~300;
c 150~250;
d 150~225;
e 100~200;
f 100
2.回火温度/℃。
实心焊丝和药芯焊丝的用途实心焊丝和药芯焊丝的用途如下,仅供参考:实心焊丝主要用于埋弧焊、熔化极保护电弧焊以及钨极氩弧焊、等离子电弧焊和电渣焊等工艺的填充焊丝。
一般都是通过冷拉工艺制成圆形截面,并以圆盘的形式供应,但也可以以条状的冷轧带的形式制造。
实芯焊丝是一种没有焊剂的焊丝,又称“光焊丝”,由塑性良好的低碳钢或低合金钢制成。
焊接过程中需要通过外部加热源提供足够的热量,将焊丝和工件熔化并形成焊缝,可以满足如抗氧化、耐磨损和高温下耐腐蚀等特殊性能要求,提高焊接效率和堆焊层质量,同时还能适用于风大、湿度大等环境下的焊接。
不过焊接过程中不含焊剂,实芯焊丝焊接过程中容易产生气孔,焊缝质量不稳定,因此,对焊接工件的表面处理要求高。
药芯焊丝主要用于二氧化碳气体保护焊、埋弧焊和自保护焊等焊接工艺,一般应用于堆焊行业,比如钢铁冶金、水泥建材、煤矿、电力、化工、环保等行业的磨损件修复。
此外,药芯焊丝还用于大型焊接结构工程的施工。
在焊接时,药芯焊丝内部填充相应成分的焊剂混合物和焊丝、焊件会在高温下发生作用,同时形成较薄的液态溶渣包裹溶滴并覆盖溶池,从而对熔池形成保护。
药芯焊丝是一种内部带有焊剂的焊丝,用薄钢带卷成圆形或异形钢管,内填一定成分的药粉,经拉制成的有缝药芯焊丝,或用钢管填满药粉拉制成的无缝药芯焊丝。
焊机与手弧焊焊条的药皮类似,成分中含有稳弧剂、脱氧剂等,其中稳弧剂使得电弧更稳定,熔滴过渡均匀,且采用气渣联合保护,获得良好成形,焊接质量稳定。
药芯焊丝熔敷速度快,生产效率高在相同焊接电流下药芯焊丝的电流密度大,熔化速度快,其熔敷率约为85%-90%,生产率比焊条电弧焊高约3-5倍,从而起到保护和净化焊缝的作用。
总的来说,实心焊丝和药芯焊丝在应用场景上存在差异。
选择使用哪种类型的焊丝取决于具体的焊接需求和场景。
焊材选型大全1.埋弧焊焊丝埋弧焊时焊剂对焊缝金属起保护和冶金处理作用,焊丝主要作为填充金属,同时向焊缝添加合金元素,并参与冶金反应。
(1)低碳钢和低合金钢用焊丝低碳钢和低合金钢埋弧焊常用焊丝有如下三类。
A、低锰焊丝(如H08A):常配合高锰焊剂用于低碳钢及强度较低的低合金钢焊接。
B、中锰焊丝(如H08MnA,H10MnS):主要用于低合金钢焊接,也可配合低锰焊剂用于低碳钢焊接。
C、高锰焊丝(如H10Mn2 H08Mn2Si):用于低合金钢焊接(2)高强钢用丝这类焊丝含Mn1%以上,含Mo0.3%~0.8%,如H08MnMoA、H08Mn2MoA,用于强度较高的低合金高强钢焊接。
此外,根据高强钢的成分及使用性能要求,还可在焊丝中加入NI、CR、V及Re等元素,提高焊缝性能。
抗拉强度590Mpa级的焊缝金属多采用MN-MO系焊丝,如H08MNMOA等。
(3)不锈钢用焊丝采用的焊丝成分要与被焊接的不锈钢分成基本一致,焊接铬不锈钢时,采用HoCr14 H1Cr13 H1Cr17等焊丝;焊接铬-镍不锈钢时,采用H0Cr19Ni9 HoCr19Ni9 HoCr19Ni9Ti等焊丝;焊接超低碳不锈钢时,应采用相应的超低碳焊丝,如HOOCr19Ni9等,焊剂可采用熔炼型或烧结型,要求焊剂的氧化性小,以减少合金元素的烧损。
目前国外主要采用烧结焊剂焊接不锈钢、我国仍以熔炼焊剂为主,但正在研制和推广使用烧结焊剂。
2.气体保护焊用焊丝气体保护焊分为惰性气体保护焊(TIG焊和MIG焊)、活性气体保护焊(MAG焊)以及自保护焊接。
TIG焊接时采用纯Ar,MIG焊接时一般采用Ar+2%O2或Ar+5%CO2。
MAG焊接时主要采用CO2气体。
为了改善CO2焊接的工艺性能,也可采用CO2+Ar或CO2+Ar+O2混合气体或是采用药芯焊丝。
(1)TIG焊焊丝TIG焊接有时不加填充焊丝,被焊母材加热熔化后直接连接起来,有时加填充焊丝,由于保护气体为纯Ar,无氧化性,焊丝熔化后成分基本不发生变化,所以焊丝成分即为焊缝成分。
焊条电弧焊焊条电弧焊是用焊条进行焊接的方法。
焊条电弧焊是利用焊条与焊件之间稳定燃烧的电弧,使焊条和焊件熔化,从而获得牢固的焊接接头。
焊接过程中,药皮不断地分解、熔化而生成气体及熔渣,保护焊条端部、电弧、熔池及其附近区域,防止大气对熔化金属的有害污染。
焊芯也在电弧热作用下不断熔化,进入熔池,成为焊缝的填充金属。
焊条电弧焊具有设备简单、应用灵活、成本低等优点,对焊接接头的装配尺寸要求不高,可在各种条件下进行各种位置的焊接,是目前生产中应用最广泛的焊接方法。
但在焊接过程中有强烈的弧光和烟尘,劳动条件差,生产效率低,对工人的技术水平要求较高,焊接质量也不稳定。
一般用于单件小批量生产中焊接碳素钢、低合金结构钢、不锈钢和铸铁的补焊等。
焊条电弧焊的电源种类常用的焊条电弧焊电源有交流弧焊机、直流弧焊机和逆变焊机。
(1)交流弧焊机交流弧焊机是一种特殊的降压变压器,具有结构简单、噪声小、成本低等优点,但电弧稳定性差。
该焊机即使用于酸性焊条焊接,有适用于碱性焊条焊接。
(2)直流弧焊机直流弧焊机分为焊接发电机(旋转式)与弧焊整流器(整流式)两种。
(3)逆变焊机逆变焊机是近几年发展起来的新一代焊接电源,它从电网吸取三相380V交流电,经整流波成直流,然后经逆变器变成频率为2000~30000HZ的交流电,再单相全波整流和滤波输出。
它具有体积小、重量轻、节约材料、高效节能、适应性强等优点,现已逐渐取代目前的整流弧焊机。
2焊条(1)焊条的组成和作用焊条电弧焊使用的焊接材料,是由心部的金属焊芯和表面皮涂层构成。
焊芯在焊接过程中既是导电的电极,同时本身也融化作为填充金属,与熔化的母材共同形成焊缝金属。
焊芯的质量直接影响焊缝的质量。
焊丝中硫、磷等杂质的质量分数很低。
药皮是压涂在焊芯表面的涂料层,主要作用是在焊接过程中造气造渣,起保护作用,防止空气进入焊缝,防止焊缝高温金属被氧化、脱氧、脱硫、脱磷、和渗合金等,并具有稳弧、脱渣的作用以保证焊条具有良好的工艺性能,形成美观的焊缝。
焊条的规格及用途焊条是一种焊接材料,包括焊接电弧材料和焊接辅助材料。
它常用于各种金属制品的连接,如钢结构、铁路轨道、汽车制造、航空航天、石油化工、船舶建造等行业。
焊条的规格和用途多种多样,在以下几个方面进行了详细介绍。
1. 直径:焊条的直径一般在1.6mm到6.4mm之间,直径较小的适用于细小的焊接工作,而直径较大的适用于对焊接强度要求较高的工作。
2. 长度:焊条的长度通常为300mm或350mm。
300mm长的焊条适用于手工电弧焊接,而350mm长的焊条适用于半自动焊接和自动焊接。
3.电流极性:焊条可以根据电流极性分为直流焊条和交流焊条。
直流焊条适用于直流焊接机,可以提供更稳定的电弧和焊接质量,而交流焊条适用于交流焊接机,通常用于低电压焊接。
4.焊接位置:焊条的规格还可以根据焊接位置进行分类,如水平焊、垂直焊、仰角焊和横焊等。
每个焊接位置的规格有着不同的要求和特点。
5.焊接材料:焊条的规格还与焊接材料有关,如焊接碳钢、低合金钢、不锈钢、铸铁和铝等。
不同的焊接材料需要不同的焊条规格来保证焊接质量。
焊条的用途焊条广泛应用于各个领域,其主要用途如下:1.钢结构建设:焊条在钢结构建设中扮演着重要的角色。
焊条可以用来连接钢材构件和加固钢结构,以提供更好的强度和稳定性。
这些焊接应用包括建筑桥梁、高层建筑、舞台设备等。
2.汽车制造:汽车制造过程中需要使用焊接技术来连接不同的部件,焊条成为了必不可少的焊接材料。
焊条可以用于连接车身零部件、发动机支架、车轮总成等。
3.航空航天工业:航空航天工业对焊接的要求非常高,焊条在这个领域也广泛应用。
焊条可以用于航空器的制造和维修,如飞机机身、发动机部件等。
4.石油化工:石油化工行业需要耐高温和耐腐蚀的材料,焊条可以提供这些特性。
焊条可以用于石油管道、储罐、炉排等设备的制造和维修工作。
5.船舶建造:焊条在船舶建造领域有着广泛的应用。
焊条可以用于连接船体、船体构件、船尾部件等,以及修补船舶结构。
D132 EDPCrMo-A2-03 常温中硬度堆焊,适于矿山机械堆焊与修补D167 EDPMn6-15 常温高硬度堆焊,用于农业、建筑机械等的磨损部分的堆焊D172 EDPCrMo-A3-03 常温高硬度堆焊,用于堆焊齿轮、挖泥斗等磨损面D212 EDPCrMo-A4-03 常温高硬度堆焊,用于堆焊挖斗、矿山机械等受磨损的机件表面D256 EDNn-A-16 高锰钢堆焊,用于各种破碎机等受冲击磨损部位的堆焊D276 EDCrNn-B-16 耐气蚀高铬锰钢堆焊D307 EDD-D-15 高速钢刀具、刃口堆焊D317 EDRCrMoWV-A3-15 冷冲模及切削刀具的堆焊D322 EDRCrMoWV-A1-03 同D317D337 EDRCrW-15 热煅模堆焊D397 EDRCrMnMo-15 热煅模堆焊D502 EDCr-A1-03 轴及中温高压阀门堆焊,堆焊金属具有空淬特性D507 EDrCrW-15 同D502D507Mo EDRCrMnMo-15 中温高压阀门堆焊,堆焊金属具有空淬特性D512 EDCr-B-03 轴及过热蒸汽阀门堆焊,堆焊金属具有空淬特性D516MA EDCrMn-A-16 中温高压阀门堆焊,堆焊金属具有空淬特性D517 EDCr-B-15 轴及过热蒸汽阀门堆焊,堆焊金属具有空淬特性D547 EDCrNi-A-15 高温高压阀门堆焊,抗擦伤性强D547Mo EDCrNi-B-15 高温高压阀门堆焊,堆焊金属时效强化效果显着D557 EDCrNi-C-15 同D547MoD577 EDZCrMn-C-15 中温高压阀门堆焊,堆焊工艺简单,易于操作D608 EDZ-A1-08 抗磨粒磨损表面堆焊D658 Fe-Cr-B 高铬钼石墨型焊条,堆焊高温耐磨,耐腐蚀的部件D667 EDZCr-C-15 抗强烈磨损表面堆焊,耐磨损、耐腐蚀和耐气蚀能力良好D698 Fe-Cr-B 用于破碎机,搅拌机的磨损修复,如砖机搅刀、水泥厂塔盘等D707 EDW-A-15 碳化钨型,抗强烈磨损表面堆焊D717 ------ 用于耐岩石强烈磨损的机械零件D968 Fe-Cr-B 铬、硼含量较高,广泛用于矿山、建材、石料破碎等易磨损件的修复铬镍不锈钢焊条A002、A022、A022Mo、A042、A052、A062、A102、A107、A132、A137、A172、A202、A207、A212、A237、A222、A302、A302SL、A307、A312、A402、A407、A412、A422、A502、A507、A607、A902牌号GB(AWS)主要用途A002 E308L-16 用于超低碳00Cr19Ni10不锈钢结构的焊接A022 E316L-16 用于超低碳00Cr18Ni12Mo系列不锈钢结构的焊接A022Mo E317L-16 用途同A022,耐蚀性更优于A022A042 E309MoL-16 抗蚀性能优异.用于超低碳00Cr23Ni13Mo2不锈钢结构的焊接A052 ------ 用于超低碳00Cr18Ni24Mo5不锈钢结构及异种钢的焊接A062 E309L-16 抗晶间腐蚀能力强,用于超低碳00Cr18Ni24Mo5不锈钢结构及异种钢的焊接A102 E308-16 焊接工艺性能优异,用于一般的不锈钢结构的焊接A107 E308-15 同A102,可全位置焊接A132 E347-16 抗晶间腐蚀能力强,用于重要耐腐蚀含钛稳定的0Cr19Ni11Ti不锈钢的焊接A137 E347-15 用途同A132,可全位置焊接A172 E307-16 抗裂性好,焊ASTM307钢及异种钢A202 E316-16 用于非氧化性酸介质工作的0Cr18Ni12Mo2不锈钢结构的焊接A207 E316-15 同A202,可全位置焊接A212 E318-16 同A202,抗晶间腐蚀性能好A237 E318V-15 用于一般耐热及耐腐蚀的0Cr18Ni10及0Cr18Ni12Mo不锈钢结构焊接A222 E317MoCu-16 在硫酸介质中抗腐蚀性能优异,用于焊接相同类型的含铜的不锈钢A302 E309-16 用于0Cr24Ni13类型的不锈钢及复合钢、异种钢、高铬钢、高锰钢等结构焊接A302SL E309Mo-16 对渗铝层保护好,焊接Q235、20g、Cr5Mo等钢材表面渗铝部件A307 E309-15 用途同A302,可全位置焊接A312 E309Mo-16 异种钢焊接效果好,用于0Cr24Ni13Mo2类型不锈钢、异种钢、复合钢的焊接A402 E310-16 用于在高温条件下工作的0Cr26Ni21耐热不锈钢及铬钢、异种钢的焊接A407 E310-15 同A402,可全位置焊接A412 E310Mo-16 同A402,在抗裂、耐蚀、耐热方面优于A402、A407A422 ------ 用于0Cr25Ni20Si2奥氏体耐热钢及异种钢的焊接A502 ED16-25MoN-16 用于焊接呈淬火状态下的低、中合金钢、异种钢结构.以及同类型的热强钢A507 ED16-25MoN-15 同A502,可全位置焊接A607 E330MoMnWNb-15 用于工作温度850-900℃高温条件下0Cr20Ni32、Cr18Ni37等不锈钢焊接A902 E320-16 耐蚀性优异,抗氧化能力强,用于硫酸、硝酸、磷酸和氧化性酸腐蚀介质中铬不锈钢焊条G202、G207、G217、G302牌号GB(AWS)主要用途G202 E410-16 用于0Cr13及1Cr13不锈钢结构的焊接.也可用于耐蚀堆焊G207 E410-15 用途同G202,可全位置焊接G217 E410-15 用于0Cr13、1Cr13、2Cr13不锈钢结构焊接G302 E430-16 用于耐硝酸腐蚀、耐热的Cr17不锈钢结构的焊接铜及铜合金焊条Cu107 、Cu207、Cu227 、Cu237 牌号GB(AWS) 主要用途Cu107 ECu 紫铜.耐大气,海水腐蚀.导电性好。
焊条焊丝产品知识点总结一、焊条焊丝的种类1. 按用途分类:(1)焊接结构件的钢芯焊条。
(2)焊接铸铁件的铸铁焊条。
(3)镍铬合金焊条。
(4)铝焊丝。
2. 按焊接方法分类:(1)熔化极气体保护焊丝。
(2)熔化极无气保护焊丝。
(3)焊剂芯焊丝。
3. 按焊接材料分类:(1)焊接结构件的钢芯焊条。
(2)焊接不锈钢的不锈钢焊条。
(3)焊接铝合金的铝焊丝。
(4)焊接镍合金的镍焊丝。
二、焊条焊丝的特点1. 焊条的直径较大,一般为2~6毫米;焊丝的直径较小,一般为0.8~2.4毫米。
2. 焊条的包装一般为草皮包装或纸管包装,焊丝的包装一般为塑料盘或钢盘包装。
3. 焊条和焊丝有不同的化学成分和物理性能。
常用的焊条和焊丝根据其化学成分和机械性能的不同,可分为焊接碳素钢的焊条和焊丝、焊接低合金钢的焊条和焊丝、焊接不锈钢的焊条和焊丝、焊接铝及铝合金的焊条和焊丝、焊接钛及钛合金的焊条和焊丝。
4. 焊条的形状呈直条或螺旋状,焊丝的形状呈圆形或扁平形。
5. 焊条和焊丝的可塑性、延展性和韧性都很好,易加工成各种形状。
三、焊条焊丝的选用原则1. 根据焊件的材料和要求,选择相应种类的焊条或焊丝。
2. 考虑焊接工艺条件的限制,选择适合的焊条或焊丝。
3. 考虑工程性能的要求,选择具有相应机械性能和化学成分的焊条或焊丝。
4. 选择焊条或焊丝时,应考虑其用途和成本,使其在工艺条件下能够得到满足。
四、焊条焊丝的存储要求1. 焊条焊丝在存储期间,应放在通风、干燥、无腐蚀性气体的库房中储存。
2. 焊条焊丝应放在远离火种和发热设备的地方储存。
3. 焊条焊丝应放在与墙壁或地面保持一定距离的架子上储存。
4. 焊条焊丝的存储期限一般为6个月,超过存储期限的焊条焊丝,应进行烘烤处理后方可使用。
五、焊条焊丝的使用注意事项1. 在使用焊条焊丝前,应先进行表面清理,并将表面油污、锈垢等杂质清除干净。
2. 在使用焊条焊丝时,应根据焊接工艺条件调整焊接电流、电压和焊接速度,并选择合适的焊接方法。
焊条的型号及用途焊条是一种常用的焊接材料,它由主要的焊接金属、焊剂和包覆材料组成。
不同的焊条型号和材料适用于不同的焊接工艺和焊接金属,下面是一些常见的焊条型号及其用途的介绍。
1.AWSE6010焊条AWSE6010焊条是一种碳钢焊条,适用于直流焊接,能够穿透轻质工件和薄板,特别适用于焊接薄板细管和高速钢构件。
2.AWSE6011焊条AWSE6011焊条也是一种碳钢焊条,适用于直流或交流焊接。
它具有优秀的焊接性能和穿透能力,适用于焊接低碳钢和薄板构件。
3.AWSE7018焊条AWSE7018焊条是一种常用的低氢焊条,适用于直流或交流焊接。
它具有优良的焊接性能和高强度焊缝的特点,适用于焊接高强度结构钢、轨道、船舶和桥梁构件。
4.AWSE6013焊条AWSE6013焊条是一种碳钢焊条,适用于直流或交流焊接。
它具有良好的焊接性能和美观的焊缝,适用于焊接低碳钢和薄板构件。
5.AWSE308L-16焊条AWSE308L-16焊条是一种不锈钢焊条,适用于直流或交流焊接。
它具有良好的耐腐蚀性和抗裂性能,适用于焊接不锈钢结构和设备。
6.AWSE7014焊条AWSE7014焊条是一种碳钢焊条,适用于直流或交流焊接。
它具有良好的焊接性能和较高的焊接效率,适用于焊接低碳钢和中厚板构件。
7.AWSE6016焊条AWSE6016焊条是一种碳钢焊条,适用于直流或交流焊接。
它具有良好的焊接性能和较低的氢含量,适用于焊接低碳钢和薄板构件。
8.AWSE6018焊条AWSE6018焊条是一种碳钢焊条,适用于直流或交流焊接。
它具有良好的焊接性能和高强度焊缝的特点,适用于焊接高强度结构钢、轨道和车辆构件。
这些仅仅是一些常见的焊条型号及其用途,实际上还有许多其他型号的焊条,根据不同的焊接需求和焊接材料,选择合适的焊条是十分重要的。
在使用焊条时,还需要按照相应的焊接规范和操作要求进行操作,以保证焊接质量和安全。
金属焊条使用说明一、奥氏体不锈钢的焊条选用要点: 不锈钢主要用于耐腐蚀,但也用作耐热钢和低温钢。
因此,在焊接不锈钢时, 焊条的性能必须与不锈钢的用途相符。
不锈钢焊条必须根据母材和工作条件(包 括工作温度和接触介质等)来选用。
1、 一般来说,焊条的选用可参照母材的材质,选用与母材成分相同或相近的焊条。
如:A102 对应 0Cr19Ni9;A137 对应 1Cr18Ni9Ti。
2、由于碳含量对不锈钢的抗腐蚀性能有很大的影响,因此,一般选用熔敷金属含 碳量不高于母材的不锈钢焊条。
如 316L 必须选用 A022 焊条。
3、奥氏体不锈钢的焊缝金属应保证力学性能。
可通过焊接工艺评定进行验证。
4、 对于在高温工作的耐热不锈钢(奥氏体耐热钢),所选用的焊条主要应能满足焊 缝金属的抗热裂性能和焊接接头的高温性能。
(1)、 对 Cr/Ni≥1 的奥氏体耐热钢,如 1Cr18Ni9Ti 等,一般均采用奥氏体-铁素体不 锈钢焊条,以焊缝金属中含 2-5%铁素体为宜。
铁素体含量过低时,焊缝金属抗裂 性差;若过高,则在高温长期使用或热处理时易形成 σ 脆化相,造成裂纹。
如 A002、 A102、A137。
在某些特殊的应用场合,可能要求采用全奥氏体的焊缝金属时,可采用比如 A402、A407 焊条等。
(2)、对 Cr/Ni<1 的稳定型奥氏体耐热钢,如 Cr16Ni25Mo6 等,一般应在保证焊缝 金属具有与母材化学成分大致相近的同时,增加焊缝金属中 Mo、W、Mn 等元素 的含量,使得在保证焊缝金属热强性的同时,提高焊缝的抗裂性。
如采用 A502、 A507。
15、对于在各种腐蚀介质中工作的耐蚀不锈钢,则应按介质和工作温度来选择焊 条,并保证其耐腐蚀性能(做焊接接头的腐蚀性能试验)。
(1)对于工作温度在 300℃以上、 有较强腐蚀性的介质,须采用含有 Ti 或 Nb 稳定 化元素或超低碳不锈钢焊条。
堆焊焊剂常用各种焊丝型号一、一般常用焊丝1、DY-YJ502(Q)钛型渣系的药芯焊丝。
工艺、力学性能优良,能够进行全位置焊接,特别是优良的低温韧性,以达到船级社3y级认证。
广泛用于造船、钢结构、桥梁等。
2、DY-YJ507(Q)碱型渣系的药芯焊丝。
力学性能优良,扩散氢含量低,具有优良的低温抗裂性能。
-40度冲击功可达到80以上。
用于机械制造、水电、石油化工设备等。
3、DY-YJ607(Q)碱型渣系的药芯焊丝。
力学性能优良,扩散氢含量低,适用于60公斤级高强高韧性钢的焊接。
4、YJ502CrNiCu(Q)钛型全位置焊接药芯焊丝。
用于耐大气腐蚀钢的焊接。
如海洋平台的焊接用。
5、YJ502Ni(Q)钛型全位置焊接药芯焊丝。
低温冲击吸收功高,满足-40度气温下金属结构的使用。
二、耐热钢系列药芯焊丝1、DY-YR302(Q)钛型渣系的药芯焊丝,适用于和耐热钢的焊接用,广泛用于锅炉压力容器行业。
2、DY-YR312(Q)适用于12CrMoV珠光体耐热钢的焊接,广泛用于锅炉压力容器行业。
3、DY-YR317(Q)碱性渣系药芯焊丝。
适用于12CrMoV珠光体耐热钢的焊接,具有优良的低温冲击性能。
4、DY-YR402(Q)用于耐热钢焊接。
三、不锈钢用气保护焊药性焊丝1、DY-YA308(Q)18%Cr-8%Ni不锈钢焊接用。
2、DY-YA308L(Q)超低碳18%Cr-8%Ni不锈钢焊接用。
3、DY-YA309(Q)异种钢焊接或复合钢板及堆焊不锈钢时过渡层焊接用。
4、DY-YA316(Q)18%Cr-12%Ni不锈钢焊接用。
四、气保护堆焊药芯焊丝1、DY-YD350(Q)广泛用于堆焊金属间磨损部件和轻度的土砂磨损的部件,HRC35.2、DY-YD450(Q)适于堆焊耐土砂磨损和耐金属间磨损的部件,HRC45.3、DY-YD600(Q)广泛用于耐土砂磨损的部件,HRC55-60.五、埋弧堆焊药芯焊丝1、DY-YD14(M)主要用于碳钢和低合金钢零部件的修复或作其它堆焊材料的过渡层,HRC26±2.2、DY-YD224B(M)主要用于热轧辊和其它耐磨损件的堆焊和修复,HRC59.3、DY-YD420(M)含铬13%的马氏体型堆焊药芯焊丝,耐腐蚀,耐磨损。
.
.
.
越低氢焊条,用于海上平台、船舶、压力容器的低合金钢的焊接,抗裂性好J506H E5016-1 1
续表
.
.
不锈钢焊条的主要用途
. .
.
.
续表2
.
.
续表3
.
.
.
.
常用钢号推荐选用的焊接材料(JB/T4709—2000)
.
.
常用钢号推荐选用的焊接材料(JB/T4709—2000)
.
.
常用钢号推荐选用的焊接材料(JB/T4709—2000)
.
.
14Cr1MoR E5515-B2 R307H —————
. .
.
.
碳钢焊条型号表示方法E-4303
×如× E ×××
耐吸潮焊条R
耐吸潮和力学性能有特殊规定
对冲击性能有特殊规定-1 附加代号,
表示药皮类型及焊接电流种类
21”表示焊条的焊接位置,“0或”“”表示全位置焊接,“”表示适用于平焊及平焊角.
.
表示熔敷金属抗拉强度的最小值
表示焊条
.
.
碳钢焊条型号表示方法如E-5015-1
××××E ×××
附加元素,直接用元素符号表示
熔敷金属化学成分分类代号表示
表示药皮类型及焊接电流种类
表示焊条的焊接位置,“0”或”“1”表示全位置焊接,“2”表示适用于平焊及平焊角
表示熔敷金属抗拉强度的最小值
表示焊条
不锈钢焊条型号表示方法
E ×××—××
两位数字,表示药皮类型、焊接位置及焊接电流种类
元素符号,表示特殊要求的化学成分
三位数,熔敷金属化学成分代号(表1-1-7)
表示焊条
.
.
碳钢和低合金高强钢气保焊焊丝的选用
.
.
碳钢和低合金高强钢气保焊焊丝的选用
. .
耐热钢气保焊焊丝的选用
.
.
异种耐热钢焊接用焊丝的选用
620 690;③750①;②℃:/注:1.预热温度100 e 100~200;f ;;;;a 250~350b 200~300c 150~250d 150~225 /2.回火温度℃.。