轴类零件数控加工编程实例
- 格式:doc
- 大小:799.00 KB
- 文档页数:19
实训项目四 轴类零件的加工
模块一 外圆轮廓加工
课题一 单一指令加工
一、实训目的和要求
1.运用单一指令,掌握轴类零件的外圆轮廓车削加工工艺的制定
2.掌握零件加工程序的调试和图形校验
二、实训难点和重点
1.掌握数控车床外圆轮廓车削加工的单一指令的使用
2.能够正确地对零件进行数控车削工艺分析
3.通过对轴类零件外圆轮廓车削的加工,掌握数控车床的编程技巧
三、实训内容
(一)实训内容
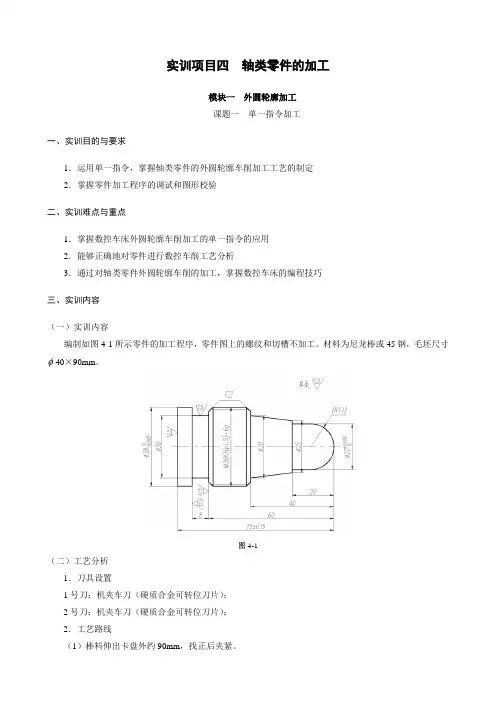
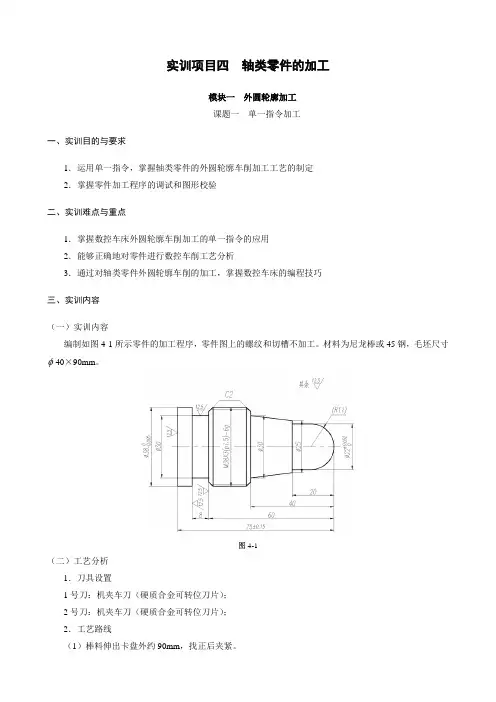
编制如图4-1所示零件的加工程序,零件图上的螺纹和切槽不加工。材料为尼龙棒或45钢,毛坯尺寸40×90mm。
图4-1
(二)工艺分析
1.刀具设置
1号刀:机夹车刀(硬质合金可转位刀片);
2号刀:机夹车刀(硬质合金可转位刀片);
2.工艺路线
(1)棒料伸出卡盘外约90mm,找正后夹紧。
(2)用1号刀,进行零件的轮廓粗加工。
(3)用2号刀,进行零件的轮廓精加工。
3.加工工艺卡片
单位名称 ××× 产品名称或代号 零件名称 零件图号
××× 轴 ×××
工序号 程序编号 夹具名称 使用设备 加工车间
××× ××× 三爪卡盘 ××× 数控实训基地
工步号 工步内容 刀具号 刀具规格
(mm) 主轴转速S
(r/min) 进给速度F
(mm/min) 背吃刀量
(mm) 备注
1 粗车左端部分外轮廓 T01 20×20 600 100 4.0 自动
2 精车左端部分外轮廓 T02 20×20 1000 60 1.0 自动
编制 审核 批准 年月日 第页 共页
(三)程序编制
1.FANUC0imate-TC系统
(1)粗加工程序
O1000 程序名
G54G98G21; 采用G54坐标系,分进给,公制单位
S600M3; 主轴正转,600r/min
T0101; 换1号外圆粗加工刀
G0X42Z0;
车端面 G1X-1F100;
Z2;
G0X39;
G1Z-80F100; 粗车Φ39外圆
X45;
G0Z2;
G1X31F100; 粗车Φ31外圆
Z-40;
X45;
G0Z2;
G1X23F100; 粗车Φ23外圆
Z-20;
X26;
X31Z-40; 粗车螺纹右倒角
X45;
G0Z2;
G1X19F100;
G3X23Z-2R11; 第一次粗车R11圆弧
X35;
G0Z2;
G1X15F100;
G3X23Z-4R11; 第二次粗车R11圆弧
X35;
G0Z2;
G1X11F100;
G3X23Z-6R11; 第三次粗车R11圆弧
X35;
G0Z2;
G1X7F100;
G3X23Z-8R11; 第四次粗车R11圆弧
X35;
G0Z2;
G1X3F100;
G3X23Z-10R11; 第五次粗车R11圆弧
X35;
G0X100; 快速退刀
Z100;
M05; 主轴停
M30; 主程序结束
(2)精加工程序
O1001 程序名
G54G98G21; 采用G54坐标系,分进给,公制单位
S1000M3; 主轴正转,1000r/min
T0202; 换2号外圆精加工刀
G0X45Z2;
X0;
G1Z0F60;
G3X22Z-11R11; 精车R11圆弧
G1Z-20;
X25; 精车台阶
X30Z-40; 精车圆锥
X34; 精车台阶
X37.8Z-42; 精车倒角
Z-80; 精车Φ38外圆
X50; 退出加工范围
G0X100; 快速退刀
Z100;
M05; 主轴停
M30; 主程序结束
2.华中HNC-21T/22T系统
指令编程和FANUC—0i编程基本一致,把“G98”改成“G94”或者省略“G98”。
3.Sinumerik802D系统
(1)粗加工程序
%_N_LATHE01_MPF 程序名
;$PATH=/_N_MPF_DIR 传输格式
M42; 主轴高速档
S600M3; 主轴正转,600r/min
T01D01; 换1号外圆粗加工刀
G90G94G21 绝对编程,分进给,公制单位
G0X42Z0;
车端面 G1X-1F100;
Z2;
G0X39;
G1Z-80F100; 粗车Φ39外圆
X45;
G0Z2;
G1X31F100;
Z-40; 粗车Φ31外圆
X45;
G0Z2;
G1X23F100;
Z-20; 粗车Φ23外圆
X26;
X31Z-40;
X45;
G0Z2;
G1X19F100;
G3X23Z-2CR=11; 第一次粗车R11圆弧
X35;
G0Z2;
G1X15F100;
G3X23Z-4CR=11; 第二次粗车R11圆弧
X35;
G0Z2;
G1X11F100;
G3X23Z-6CR=11; 第三次粗车R11圆弧
X35;
G0Z2;
G1X7F100;
G3X23Z-8CR=11; 第四次粗车R11圆弧
X35;
G0Z2;
G1X3F100;
G3X23Z-10CR=11; 第五次粗车R11圆弧
X35;
G0X100; 快速退刀
Z100;
M05; 主轴停
M02; 主程序结束
(2)精加工程序
%_N_LATHE02_MPF 程序名
;$PATH=/_N_MPF_DIR 传输格式
M42; 主轴高速档
S1000M3; 主轴正转,1000r/min
T02D01; 换2号外圆精加工刀
G90G94G21 绝对编程,分进给,公制单位
G0X45Z2;
X0;
G1Z0F60;
G3X22Z-11CR=11; 精车R11圆弧
G1Z-20;
X25; 精车台阶
X30Z-40; 精车圆锥
X34; 精车台阶
X37.8Z-42; 精车倒角
Z-80; 精车Φ38外圆
X50; 退出加工范围
G0X100; 快速退刀
Z100;
M05; 主轴停
M02; 主程序结束
课题二 复合指令加工
一、实训目的和要求
1.运用复合加工指令,掌握轴类零件的外圆轮廓车削加工工艺的制定
2.掌握零件加工程序的调试和图形校验
二、实训难点和重点
1.掌握数控车床外圆轮廓车削加工的复合指令的使用
2.能够正确地对零件进行数控车削工艺分析
3.通过对轴类零件外圆轮廓车削的加工,掌握数控车床的编程技巧
三、实训内容
(一)实训内容
编制如图所3-1示零件的加工程序,零件图上的螺纹和切槽不加工。材料为尼龙棒或45钢,毛坯尺寸40mm。
(二)工艺分析
1.刀具设置
1号刀:机夹车刀(硬质合金可转位刀片);
2号刀:机夹车刀(硬质合金可转位刀片);
2.工艺路线
(1)棒料伸出卡盘外约90mm,找正后夹紧。
(2)用1号刀,进行零件的轮廓循环粗加工。
(3)用2号刀,进行零件的轮廓精加工。
3.加工工艺卡片
单位名称 ××× 产品名称或代号 零件名称 零件图号
××× 轴 ×××
工序号 程序编号 夹具名称 使用设备 加工车间
××× ××× 三爪卡盘 ××× 数控实训基地
工步号 工步内容 刀具号 刀具规格
(mm) 主轴转速S
(r/min) 进给速度F
(mm/min) 背吃刀量
(mm) 备注
1 粗车左端部分外轮廓 T01 20×20 600 100 4.0 自动
2 精车左端部分外轮廓 T02 20×20 1000 60 1.0 自动
编制 审核 批准 年月日 第页 共页
(三)程序编制
1.FANUC0imate-TC系统
O1003 程序名
G54G98G21; 采用G54坐标系,分进给,公制单位
S600M3; 主轴正转,600r/min
T0101; 换1号外圆粗加工刀
G0X42Z0;
车端面 G1X-1F100;
Z2;
G0X42;
G71U2R1 复合循环调用-粗车加工,N100~N200为循环部分轮廓 G71P100Q200U1W0.1F100
N100G1X0;
Z0;
G3X22Z-11R11; 车R11圆弧
G1Z-20;
X25; 车台阶
X30Z-40; 车圆锥
X34; 车台阶
X38Z-42; 车倒角
Z-80; 车Φ38外圆
N200X40
G0X100; 快速退刀
Z100;
M5
M0
S1000M3; 主轴正转,1000r/min