西南铝_1_4_项目热连轧设备的安装质量监理_何金玉
- 格式:pdf
- 大小:131.71 KB
- 文档页数:3
锅炉安装改造维修管理制度(第4版)发放编号:受控状态:□是□否2023年7月1日发布 2023年8月1日实行目录1、《管理评审制度》2、《文献管理制度》3、《质量记录管理制度》4、《协议管理制度》5、《材料、零部件管理制度》6、《材料代用制度》7、《图样资料审查制度》9、《工艺管理制度》10、《焊工管理制度》11、《焊接材料管理制度》12、《焊接工艺评估制度》13、《焊接工艺管理制度》14、《焊接过程质量控制制度》15、《焊接返修制度》16、《热解决管理制度》17、《热解决分包管理制度》18、《无损检测人员管理制度》19、《无损检测工艺管理制度》20、《无损检测过程控制制度》21、《无损检测记录、报告管理制度》22、《无损检测分包管理制度》23、《理化检查管理制度》24、《理化检查分包管理制度》25、《检查与实验工艺管理制度》26、《检查与实验状态标记制度》27、《开箱验收制度》28、《检查与实验控制制度》29、《设备管理制度》30、《计量管理制度》31、《不合格品(项)管理制度》32、《用户服务与意见解决制度》33、《质量信息反馈与解决制度》34、《内部质量审核制度》35、《人员培训、考核及其管理制度》36、《锅炉安装调试制度》37、《安全生产制度》38、《接受质量技术监督部门监督检查制度》39、《起重与吊装管理制度》40、《筑炉工程管理制度》管理评审制度1、目的进行管理评审,保证质量保证体系的适应性、充足性和有效性,满足质量方针和目的的规定,为此特制订本制度。
2、合用范围本制度合用于公司全局性的管理评审。
3、职责3.1 总经理主持管理评审。
3.2 质保工程师负责制订管理评审计划,协助总经理做好管理评审的准备与组织工作,整理评审资料形成管理评审报告。
4、管理程序4.1 管理评审计划每年初由质保工程师制订管理评审计划,编制JL0201-2023《管理评审计划表》报总经理批准,管理评审计划应涉及下列内容:a.管理评审的目的;b.管理评审的内容与范围;c.评审组成员(由总经理聘用公司领导成员、各质控系统负责人、部门负责人或胜任的独立人员代表组成);d.时间安排(一般每年12月或次年1月)。
矿山提升机安装中新工艺新技术的应用摘要本文结合笔者工作实际,根据矿山提升机在安装运行中存在的一些问题,从电力系统的角度,阐述了新工艺新技术的应用,从而有效地提高了矿山提升机安装的安全度和效率。
关键词矿山提升机;安装;新工艺;新技术中图分类号td534 文献标识码a 文章编号 1674-6708(2011)42-0160-02矿山生产中有很多非常重要的生产设备,矿山提升机又是众多重要的生产设备中的一种最为关键的设备。
矿山提升机的正常有效地安装,影响着整个安全性能、生产性能、消耗性能等方面的高低,直接关系到人身、设备的安全和矿山生产的正常运作。
1 矿山提升机在安装中存在的主要的问题1)罐笼因受安装系统弊端的影响,严重制约了工作性能和安全性能的正常发挥,其主要表现在:只能能够保证在井口和井底正常地停车,在井筒中间的其它一些“水平”的停车不到位,经常产生不是过高,就是过低误差较大;2)当遇到井底积水较深等缘故时,原先设计好的尾绳装置却没有办法实施正常有效地安装使用;3)在矿山提升机的电控柜中,其模拟调节板恒温性能较差,受外界的温度影响较大,它的控制参数经常变化,常常造成一些影响提升机正常稳定运行的故障发生,这种现象严重影响了矿山工作人员的安全和矿山生产的正常高效地运行。
2 矿山提升机安装中新工艺新技术的应用为确保矿山提升机在副井各中段部位的停车准确和运行安全,必须对安装停车的控制电路以及防尾绳扭结装置进行仔细观察、深入分析探究发现,电控柜中模拟调节板恒温性能较差,受温度因素影响较大的问题,我们应用pcl控制系统中的新工艺新技术使系统更加安全可靠。
1)运用“磁控停车装置”新工艺新技术,使停车控制准确到位由于该系统是依靠四根主提升钢丝绳与滚筒衬垫钢丝绳之间的摩擦力带动罐笼来运行的。
每次停车(尤其是在碰到突发事故紧急制动时)都会因为钢丝绳和滚筒之间出现滑绳而造成停车不准;调零、停车开关也会因为机械传动的位移和塑料凸轮的磨损等原因造成的误动作而出现停车不准;此外,由于钢丝绳的弹性伸长也容易造成停车不到位。
西南铝业(集团)有限责任公司热连轧生产线退火炉及辊道施工方案西南铝工程项目部2023年3月15日目录1、编制原则与编制依据1.1 编制原则1.2 编制依据2、工程概况2.1 工程介绍2.2 工程特点3 、主要施工方法3.1 退火炉施工流程3.2 辊道施工流程3.3 退火炉及辊道施工缝的留设3.4 土石方工程3.5 模板工程3.6 钢筋工程3.7 预埋螺栓及预埋件施工3.8 砼工程3.9 砼的养护及成品保护4 、质量标准5 、施工进度安排及劳动力组织6 、质量、安全及文明施工保证措施7 、附图1、编制原则及依据1.1、编制原则本施工方案作为热连轧工程退火炉、辊道部分施工的作业指导书,在编制本方案时,力求做到内容详尽,技术先进可行,作业程序科学合理,力争起到促进该工程快速优质建成的要求。
1.2、编制依据本方案编制依据由如下文件规范等组成:1.2.1西南铝热连轧生产线退火炉、辊道施工图图纸J204.180T19及J204.180T151.2.2西南铝热连轧升级改造项目工程地质勘察报告1.2.3《工程测量规范》GB50026—931.2.4《建筑地基基础工程施工质量验收规范》GB50202—20021.2.5《地下防水工程质量验收规范》GB50208—20021.2.6《建筑防腐工程施工及验收规范》GB50212—911.2.7《砼结构工程施工质量验收规范》GB50204—20021.2.8《砼强度检验评定标准》GBJ107—871.2.9《建筑工程施工质量验收统一标准》GB50300—20011.2.10《钢筋焊接及验收规范》JGJ18—961.2.11《地下工程防水技术规范》GB50108—2001131.2.12《砼泵送技术规程》JGJ/T10—951.2.13《砼质量控制标准》GB50164—921.2.14《建筑施工安全检查标准》JGJ59—991.2.15《建筑施工高处作业安全技术规程》JGJ80—911.2.16《建筑施工扣件式钢管脚手架安全技术规程》JGJ130—20011.2.17与本工程相关的国家现行强制性标准及规定1.2.18本公司现行有效的技术文件、质量文件、安全文明施工文件以及GB/T19001—2000,新版质量保证体系运行文件等。
西南铝热连轧设备基础工程施工测量方案一、工程概况及工程特点详见施工组织设计二、编制依据1、粗轧机本体及主电机室施工图J204.180T9.2、粗轧液压地下室施工图J204.180T10.3、粗轧乳液地下室施工图J204.180T11.4、精轧机本体及主电机室施工图J204.180T12.5、精轧液压地下室施工图J204.180T13.6、精轧乳液地下室施工图J204.180T14.7、轧机辊道基础施工图J204.180T15.8、业主提供的控制点、基准点及热连轧主厂房测量控制网.9、《工程测量规范》GB50026—93三、编制原则及要求该工程属于由1个粗轧和4个精轧机等多组机列形成连续轧制生产高精尖铝带材的工艺设备,简称“1+4”,它的设备基础是由一个轧制中心线连贯成组的基础群,对设备安装的连续性和精度要求较高。
单个设备基础本身螺栓的位置、标高,基础与基础之间的位置、距离和标高,都必须十分精确。
测量是指导施工和检查施工的准备,在整个设备基础施工中,从基础的定位、土方开挖、模板支设、钢筋安装到地脚螺栓的埋设固定,都需要进行各种测量,如给点、给线、定位和抄平。
施工测量的准确与否,常直接影响到机械设备的安装质量和工程的顺利进行,如一旦出现较大误差,将会造成返工或拖延工期,给工程带来损失。
所以,对于该设备基础工程的施工,测量控制与细部测设是一项十分重要的工作,必须强调精确地作好测量控制,保证施测质量。
四、施测方法<一> 施测准备工作施测前做好各项充分的准备是确保测量精度的重要条件,测量准备工作包括以下内容:1、校对图纸施测前应对设备基础中心线分布图、平面图与断面图、螺栓平面布置图等进行认真细致的学习、审查、核对、模清设计意图,如出现尺寸或线条标注错误,或图纸不清晰,应及时找技术或设计人员改正。
必要时还应该对工艺、电气、管道等有关专业的图纸,是否与地脚螺栓预埋件及其它有关部位发生冲突。
螺栓平面布置图,一般还应与设备图和现场已到设备实物螺栓孔洞核对,要经核对无误后,方可据此测量安装螺栓。
西南铝/1+40项目热连轧设备的安装质量监理何金玉(中色科技股份有限公司,河南 洛阳 471039)摘要:根据西南铝/1+40热连轧工程设备的特点及要求,提出了质量监理控制的要点及实施方法。
关键词:安装;安装质量;监理;控制要点中图分类号:TG335.13 文献标识码:B 文章编号:1005-4898(2005)06-0036-03Quality Supervision on the Installation of SWA /1+40Hot Tandem ApparatusHE Jin -yu(China Nonferrous Metals Processing Technology Co.,Ltd,Luoyang 471039,China)Abstract:In view of the characteristics and requirements of installations of SWA /1+40hot tandem project,the main points of supervision and controlling and actions were put forward.Key words:installation;quality;supervision;controlling points收稿日期:2005-09-25作者简介:何金玉(1964-),河南郑州人,同济大学供热通风专业毕业高级工程师,从事工程设计及监理工作。
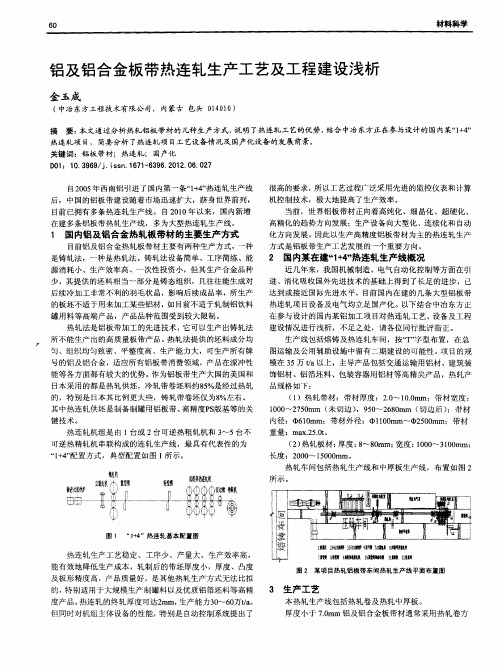
概述西南铝/1+40热连轧工程是我国第一条现已投产的铝板带热连轧机列,其设计年产铝板带35万吨。
产品规格宽度800~1000mm,厚度2~6mm 。
其核心设备精轧机的轧制速度为450m/min,轧制力3500KN,卷取强力25吨。
该工程轧机机列机械设备主要有:热粗轧机机组、四台精轧机机组、立辊轧机机组、卷取机机组、二台铝锭加热炉机组、150mm 剪切机组、60mm 剪切机组、重型传输辊道机组、中型传输辊道机组、轻型传输辊道机组等。
该工程主要设备由中国六冶机电安装公司及重庆西南铝安装检修公司负责安装;由洛阳金诚建设监理有限公司实施监理。
由于该工程工艺先进、设备复杂、设备安装量大,为此设备安装的质量将直接影响到日后的产品质量及生产能力,因此,对于安装调试质量必须严格控制,科学监理。
1 安装质量监理依据¹设备安装合同、监理合同等合同文件;º施工图、设计变更等设计文件;»现行的有关标准、规范、规程或规定。
2 安装质量监理目标及主要监理工作监理工作的目标为:按照监理合同的要求,根据安装合同确定的质量目标,跟踪监控设备安装和调试过程,使设备局部及整体性能、运行功能及生产能力达到设计及合同的要求,使设备安装调试质量符合国家的技术规范和质量标准。
为此必须做好#36#5铝加工6 科苑论坛 2005l 6总第165期以下主要工作:¹审核安装单位的安装人员资格,特别是审核特种作业人员的资格证、安装队伍的资质、安装指挥系统、后勤物资供应系统、质量管理体系、技术管理体系、安全监督系统等;º审核设备安装调试所依据的技术标准及验收规范;»审查安装单位制定的设备安装调试技术方案和安装措施;¼检查复核设备基础是否满足设备安装的要求;½审核安装调试用的机具和检测仪器,保证仪器应符合规定的精度要求,并在有效的鉴定期内;¾确定质量见证点及见证方式,并向安装单位交底;¿对安装单位报送的主要材料、主要设备报审表及其质量证明资料进行审核;À跟踪监督设备安装调试过程,检查验收设备安装调试中的过程性结果;Á对安装调试过程进行巡视和检查,对重要部位、重要工序、重要时刻和隐蔽工程进行现场监督;Â对安装调试过程中出现的质量隐患和质量问题,要求安装单位按程序进行整改;l v召开现场协调会,协调安装调试各方的工作。
3监理控制要点及实施鉴于本项目设备安装的复杂性,安装前必须根据设备的安装要求制定出监理的控制要点及监理检验方法,并在监理过程中严格实施,确保安装质量符合要求。
对于确定的关键项,应进行旁站监理。
311轧机底座安装监理控制要点序号控制要点控制标准/m mÑ级Ò级监理检验方法及实施1标高根据基准点安装?0.30?0.50实测内径千分尺或水准仪检查根据已安设备安装?0.10?0.20实测平尺和水平仪检查2中心线根据中心标板安装?0.30?0.50实测挂线、尺量检查根据已安设备安装?0.10?0.20实测挂线、尺量或经纬仪检查3水平度单个底座0.02/10000.05/1000旁站平尺和水平仪检查两个底座间0.02/10000.05/1000旁站平尺和水平仪检查4平行度单个底座相对中心线0.02/10000.05/1000旁站内径千分尺或经纬仪检查两个底座间0.02/10000.05/1000旁站内径千分尺或经纬仪检查注:¹Ñ级适用于高速冷轧机、铝箔轧机(下同);ºÒ级适用于热粗轧机、热精轧机(下同)。
312轧机机架安装监理控制要点序号控制要点控制标准/mmÑ级Ò级监理检验方法及实施1垂直度机架窗口面0.02/10000.05/1000旁站挂线、内径千分尺和经纬仪检查机架窗口侧面0.02/10000.05/1000旁站挂线、内径千分尺和经纬仪检查2水平度两机架窗口底面0.02/10000.05/1000旁站水平仪检查机架上部框架0.02/10000.05/1000旁站水平仪检查3两机架窗口中心线的水平偏移0.10/10000.20/1000旁站挂线、内径千分尺检查4机架窗口在水平方向扭斜0.10/10000.20/1000旁站挂线、内径千分尺检查5机架中心线偏移0.300.50旁站挂线、钢尺检查6两机架水平度0.02/10000.05/1000旁站平尺、内径千分尺和经纬仪检查7横梁与底座接触间隙用0.05mm塞尺检查四周75%不入,局部允许0.1mm间隙8横梁与机架接触间隙用0.05mm塞尺检查四周75%不入,局部允许0.1mm间隙313轧辊调整装置及轧辊平衡装置监理控制要点序号控制要点控制标准/mmÑ级Ò级监理检验方法及实施1减速机纵向0.02/10000.05/1000旁站平尺、水平仪检查横向0.02/10000.05/1000旁站平尺、水平仪检查2压下螺母与机架镗孔端面接触间隙四周70%不入,局部间隙允许0.05实测用0.04m m塞尺检查3各减速机轴承同轴度0.040.08旁站挂线、内径千分尺检查314轧机传动装置安装监理控制要点31411轧机主减速机安装监理控制要点序号控制要点控制标准/mmÑ级Ò级监理检验方法及实施1主减速机纵向水平0.05/10000.08/1000旁站平尺、水平仪检查2主减速机横向水平0.05/10000.08/1000旁站平尺、水平仪检查3主减速机纵向中心线0.300.50实测挂线、尺量检查4主减速机横向中心线0.500.80实测挂线、尺量检查5主减速机标高?0.30?0.50实测用水准仪检查31412齿轮机座安装监理控制要点序号控制要点控制标准/mmÑ级Ò级监理检验方法及实施1齿轮机座窗口垂直度0.03/10000.05/1000旁站挂线、水平仪、测微头检查2齿轮机座侧面垂直度0.08/10000.15/1000旁站挂线、水平仪、测微头检查3齿轮机座窗口两面平行度0.05/10000.10/1000旁站内径千分尺检查4齿轮机座纵向水平度0.02/10000.05/1000旁站平尺、水平仪检查5齿轮机座横向水平度0.02/10000.05/1000旁站平尺、水平仪检查6齿轮机座纵向中心线0.300.50实测挂线、尺量检查7齿轮机座横向中心线0.500.80实测挂线、尺量检查8齿轮机座安装标高?0.30?0.50实测用水准仪检查#37#2005l6总第165期科苑论坛5铝加工6315轧机液压缸横移式换辊装置安装监理控制要点序号控制要点控制标准/m mÑ级Ò级监理检验方法及实施1更换工作辊轨道水平度纵向0.20/10000.50/1000旁站用水准仪检测横向0.20/10000.50/1000旁站用水准仪检测2更换工作辊道中心线偏差0.300.50旁站挂线,尺量3两轨道在同一截面下的高度0.200.30实测用水平仪检查4轨道标高?0.20?0.30实测平尺,水平仪或水准仪5轨道跨距?0.50?1.0实测内径千分尺或尺量6更换支承辊道水平度纵向0.20/10000.30/1000旁站用水平仪检查横向0.20/10000.30/1000旁站用水平仪检查7支承辊滑道中心线偏差0.200.30旁站挂线,尺量8滑道标高?0.30?0.50实测水准仪检测9两滑道间距?0.30?0.50实测内径千分尺或尺量10两滑道在同一截面上的高度差0.200.30实测水准仪检测11液压缸安装标高0.300.50实测水准仪检测12液压缸纵向中心偏差0.300.80实测挂线,尺量13液压缸横向中心偏差0.300.80实测挂线,尺量14液压缸水平度0.10/10000.20/1000实测水平仪检查316上切式剪切机安装监理控制要点序号控制要点控制标准/m m监理检验方法及实施1剪切机安装中心线偏差Z0.5实测经纬仪2剪切机安装标高?0.5实测水准仪3剪切机安装水平度Z0.1/1000实测框式水准仪4机架两侧镗孔中心相对偏差Z0.1/1000实测拉钢丝5同一组剪刃间缝隙差Z0.5实测塞尺检查6同一组剪刃间高度差Z0.1实测塞尺检查7同一组剪刃间侧面差Z0.05实测千分尺8离合器工作温度不超过60e实测电子温度测量仪9飞轮轮缘径向跳动(飞轮直径[1000m m)0.1实测百分表10飞轮轮缘径向跳动(飞轮直径>1000m m)0.15实测百分表11飞轮轮缘端面跳动(飞轮直径[1000m m)0.2实测百分表12飞轮轮缘端面跳动(飞轮直径>1000m m)0.3实测百分表3.7下切式剪机安装监理控制要点序号控制要点控制标准/mm监理检验方法及实施1剪切机安装中心线偏差Z0.5实测经纬仪2剪切机安装标高?0.25实测水准仪3剪切机安装水平度Z0.1/1000实测式水准仪4各部瓦轴工作温度不超过60e实测电子温度测量仪4监理工作成效设备安装过程中,监理工程师根据事前确定的监理控制要点及控制标准,坚持过程与结果并重的原则,采用审查质量文件、抽查检查、报验检查、巡回检查、跟踪检查以及旁站监督等方式对工序质量、隐蔽工程质量等进行严格控制。