蒸汽消耗理论计算(终)
- 格式:docx
- 大小:21.17 KB
- 文档页数:7
热耗率的计算关键是流量计算主汽流量计算方法:1、DCS 实时点:依据厂家给的几组调节级压力、主汽流量的数据,由调节级压力线性插值得到实时的主汽流量值,并通过调节级温度进行修正。
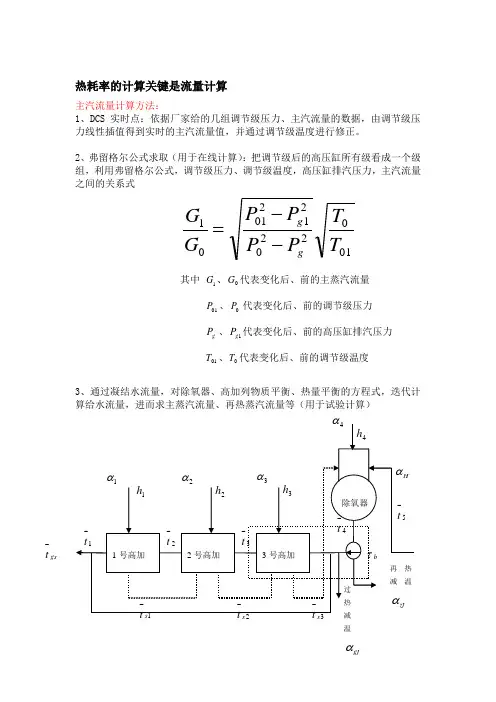
2、弗留格尔公式求取(用于在线计算):把调节级后的高压缸所有级看成一个级组,利用弗留格尔公式,调节级压力、调节级温度,高压缸排汽压力,主汽流量之间的关系式01022*******1T T PP PP G G gg --=其中 1G 、0G 代表变化后、前的主蒸汽流量 01P 、0P 代表变化后、前的调节级压力 g P 、1g P 代表变化后、前的高压缸排汽压力 01T 、0T 代表变化后、前的调节级温度3、通过凝结水流量,对除氧器、高加列物质平衡、热量平衡的方程式,迭代计算给水流量,进而求主蒸汽流量、再热蒸汽流量等(用于试验计算)温gjαgs t -主给水流量看成1,1号高加:)(11121s t h t t ----=-α2号高加:)()(21122232s s s t t t h t t ------+-=-αα 3号高加(将给水泵部分和3号高加看成一个整体):))(()()(322133343s s s b t t t h t t ------++-=+-ααατ高旁泄漏率(%):100*)/()(411------=t t t t a gs 最终给水流量:)100/1/(1a b-=除氧器热量平衡:))(()()()(5332154454------+++-=-*++t t t h t t b s zj gj αααααα 除氧器物质平衡:H zj gj b ααααααα++++=++3214指标偏差经济性分析分为单因素偏差和多因素偏差单因素偏差:分析指标包括排烟过剩氧量、排烟温度、主蒸汽温度、再热汽温度、再热器压损、背压等。
排烟过剩氧量、排烟温度:直接计算它们偏离目标值对锅炉效率的影响主蒸汽温度、再热汽温度、再热器压损、背压:根据汽轮机厂家给出的修正曲线拟合得到各自对热耗率的影响多因素偏差:分析指标包括高加上下端差、除氧器端差、低加上下端差、过再减温水量、高加旁路泄漏率、凝汽器过冷度、连排流量等分析理论:等效热降理论。
蒸汽管道计算实例介绍蒸汽管道通常用于工业领域中,用来传输蒸汽。
为保证蒸汽管道系统的正常运行,需要进行合理的管径和流量计算,以确保适当的压力和流量。
本文将介绍蒸汽管道计算的基本知识,并提供一个实际的计算实例。
基本理论蒸汽管道流量计算公式蒸汽管道的流量计算公式如下:Q = 3600 x D² x C x √P其中,Q表示流量(kg/h),D表示管径(mm),C表示流量系数,P表示差压(MPa)。
蒸汽管道流量系数流量系数C与管道阻力有关,通常可以参考表格获得具体数值。
蒸汽管道阻力蒸汽管道阻力由以下几个因素组成:•管道摩阻:蒸汽在管道内流动时会与管道内壁发生摩擦,产生摩阻力。
•管道弯头:管道中弯头对蒸汽产生阻力。
•管道机件:如减压阀、流量计等都会对蒸汽产生阻力。
计算实例假设我们需要计算一个长度为200m、DN100的蒸汽管道的流量和压力。
已知管道的起点处蒸汽压力为1.6MPa,终点处需要维持1.2MPa的使用压力。
我们可以采用以下步骤来进行计算:1.计算蒸汽在管道中的速度首先,我们需要计算蒸汽在管道中的速度,以确保蒸汽不会在管道内过度加速或减速。
我们可以使用以下公式来计算蒸汽速度:V = Q / (π x D² / 4) / 3600其中,V表示蒸汽的速度(m/s),Q表示流量(kg/h),D表示管径(mm)。
本实例中,管道的流量为2000kg/h,管径为DN100(约为114mm),因此可得到蒸汽速度为11.4m/s。
2.计算流量系数接下来,我们需要计算流量系数C。
由于我们的管道是直线管道,因此流量系数为1。
3.计算差压我们需要计算蒸汽在管道中的压力损失,并最终计算出需要的使用压力。
使用以下公式可以计算蒸汽在管道中的压力损失:ΔP = λ x L / D x (V² / 2g)其中,ΔP表示压力损失(MPa),λ表示管道的摩阻系数,L表示管道长度(m),D表示管径(mm),V表示蒸汽速度(m/s),g表示重力加速度。
能源消耗计算办法企业能源是⼈类⽣存和社会发展的重要物质基础。
能源统计的主要任务是观察企业能源购进、消费和库存的基本情况,反映其数量关系及其构成。
化学⼯业是⼯业部门中能源消耗的⼤户之⼀,通过能源统计,可以对化⼯⽣产与能源消耗的关系进⾏定量分析,观察化学⼯业的发展与能源发展之间的关系,为政府能源管理、制定能源发展战略和能源节约政策等提供依据。
⼀、能源构成能源是指在⼀定条件下能够产⽣各种形式能量(如热能、电能等)的⾃然资源和物质资料。
属于⾃然资源的能源可以从⾃然界直接取得的具有能量的物质,如煤、⽯油、⽔等;属于物质资料的能源是经过加⼯、制造产⽣出各种形式能量的物质产品,如焦炭、煤⽓、汽油、煤油、柴油、电等。
能源分类的⽅法很多,⽬前多采⽤按能源的成因分类,分为⼀次能源和⼆次能源。
⼀次能源⼜称天然能源。
⼀般是指存在于⾃然界中,经过开发但没有经过加⼯转换⽽直接使⽤的能源。
如原煤、天然原油、天然⽓、风能、⽔能和太阳能等。
⼆次能源⼜称⼈⼯能源。
是指由⼀次能源经过加⼯转换⽽⽣产出来的能源,如焦炭、洗煤、焦炉煤⽓、汽油、柴油、燃料油、液化⽯油⽓、电、蒸汽等。
(⼀)当前列⼊统计中的能源有以下⼏种:(1)原煤:指经煤矿开采并除去矸⽯(50毫⽶以上)和杂物(黄铁矿)后,未经洗选加⼯的煤炭。
原煤包括⽆烟煤、烟煤和褐煤。
不包括⽯煤、矸⽯煤、泥炭等低热值煤。
(2)洗精煤:指原煤经洗选、分等级加⼯处理,降低了灰分、硫分等⼀些杂质,适合某些专门⽤途的优质煤。
包括冶炼⽤炼焦精煤和其他⽤炼焦精煤。
(3)其他洗煤:指原煤洗选后,洗精煤以外的其他洗煤产品。
包括洗混煤、洗中煤、洗块煤、洗末煤等。
(4)型煤:指⽤烟煤、⽆烟煤、褐煤及其他各种煤炭制成的固体煤制品。
(5)焦炭:指由炼焦洗精煤经⾼温⼲馏制得。
包括机焦和⼟焦。
(6)其他焦化产品:指炼焦过程中的副产品。
如煤焦油、精苯等。
(7)焦炉煤⽓:指在炼焦过程中⽣成的⼀种可燃⽓体。
(8)其他煤⽓:指除焦炉煤⽓以外的煤⽓。
高线车间技术经济指标表示线材车间各种设备、原材料、燃料、动力、劳动力以及资金等利用程度的指标称为线材车间技术经济指标。
它反映了企业的生产技术水平和生产管理制度执行的情况,是鉴定车间设备和工艺技术是否先进、合理的重要指标,是评定和考核车间各项工作优点的主要依据。
通过对同一类型不同车间技术经济指标的对照,或者对同一车间不同时期技术经济指标的分析比较,可以找出差距,分析原因,提出改进措施。
研究与分析技术经济指标也是研究轧钢车间工作情况的重要方法之一,对促进轧钢生产技术改造与发展有重要意义。
技术经济指标有:综合技术经济指标以及各项原材料和动力指标、车间劳动定员和车间各项费用以及占土地等单项指标。
其中产品产量、质量、作业率、各项材料消耗及劳动力使用等指标是人们分析和研究的主要内容。
线材生产过程中主要原材料及动力消耗指标包括:金属、燃料、电力、轧辊、水、润滑用油、压缩空气、氧气、蒸汽和耐火材料等。
由于生产条件不同,或者由于技术操作水平和生产管理水平不同,不同车间的上述消耗指标会有很大差异。
因此,要时常掌握和研究产品的各种消耗指标,才干了解和改进生产。
各类钢坯是轧钢生产的原料,故而金属消耗是轧钢生产中最为重要的消耗,通常它占产品成本的一半以上。
因此,降低金属消耗对节约金属、降低产品成本有重要意义。
在轧钢生产中, 金属消耗指标通常以金属消耗系数表示, 它的含 义是生产 1t 合格产品需要的钢坯数量。
其计算公式为:(10-1)式中 K 金—金属消耗系数;W —生产投入的钢坯质量, t ;Q —合格钢材的质量, t 。
线材生产过程中产生的金属消耗普通由下列金属损耗所组成: 加 热过程中的金属烧损; 切头切尾损失; 清理钢坯表面缺陷造成的金属 损失; 加热、 轧制和精整所造成的废品以及生产管理原因所造成的金 属损耗等。
(1)烧损。
烧损是金属在高温下的氧化损失,它包括钢坯在加 热过程中产生的氧化铁皮和在轧制过程中产生的二次氧化铁皮, 但前 者是主要的。
能耗费用在炼厂现金操作费用中占有很大比例,其控制的好坏直接影响到炼厂现金操作费用的高低,是炼厂可控费用的主要方面之一。
国内炼化企业与国外同行业相比,在能源管理方面还存在较大差距。
为此,深入了解节能技术、原理以及国外节能评价方法,对进一步促进国内炼油企业的节能工作具有非常重要的现实意义。
炼油厂的能耗计算方法一般采用以下几类:一类是以现有炼厂能耗的平均值(根据操作记录整理)为基础,确定能耗基准值,属于这一类方法的有原阿莫科公司的炼厂能量因数法、纳尔逊的复杂系数法、壳牌集团的能耗系数法等。
我国目前采用的也是这类方法。
另一类是以技术先进、经济合理为前提,“人为地”确定能耗基准,美国埃克森公司采用的就是这种方法,目前较为广泛应用的能源密度指数方法也采用类似方法,该类方法通过制定各工艺装置的标准能耗,计算和比较实际能耗与标准能耗之间的差距,指导节能工作和方向。
1、炼厂能量因数法这种方法由美国阿莫科公司的汤姆逊于八十年代提出,其要点如下。
(1) 以美国各炼厂工艺装置的平均能耗为基础。
原油蒸馏(常压)装置的能耗为28.75万大卡/吨,令其能量因数为1。
(2) 各工艺装置的平均电耗、蒸汽消耗和热能消耗以纳尔逊发表的数据为准。
蒸汽消耗和热能消耗的热效率为80%,电力换算标准为2520大卡/千瓦小时。
(3) 其他工艺装置的能量因数是将该装置每加工一桶原料油所消耗的能量与原油蒸馏装置每加工一桶原油所消耗的能量进行对比,按原油蒸馏装置的能量因数为1换算而得。
(4) 炼厂的能量因数计算方法如下:F = ∑((Ci×Fi ) /Ct)式中: Ci—各装置的实际加工量Fi—各装置的能量因数Ct—常压蒸馏装置的实际加工量(5) 计算装置实际能耗时,以装置实际处理量乘以其能量因数即可。
计算全厂能耗时,以常压蒸馏装置的实际加工量乘以该厂的能量因数。
这种方法的优点是:简化了能耗的概念,易于对各装置间的能耗进行对比,也易于进行炼厂间的能耗对比。
造纸机蒸汽消耗计算
造纸机的蒸汽消耗计算可以基于以下几个因素:
1. 造纸机的规格和型号:不同规格和型号的造纸机在生产过程中所需的蒸汽消耗量会有所不同。
2. 造纸机的生产能力:具有更高生产能力的造纸机通常需要更多的蒸汽来满足生产需求。
3. 纸张品种和质量要求:不同纸张品种和质量要求对蒸汽消耗也会有影响。
例如,生产高档纸张可能需要更多的热量来实现特定的纸张性能。
4. 生产工艺和操作条件:不同的生产工艺和操作条件也会对蒸汽消耗产生影响。
例如,采用传统湿法造纸工艺相比于采用干法造纸工艺来说,蒸汽消耗可能更高。
综上所述,由于造纸机的复杂性和多样性,蒸汽消耗的计算需要基于具体的造纸机参数和生产工艺来进行评估。
一般情况下,制造商或供应商会提供相关的技术数据和指导,以便进行蒸汽消耗的估算。
如果您具体提供造纸机的规格和
型号,我可以尝试为您提供更准确的蒸汽消耗计算。
J线蒸汽耗量计算过程一、温瓶机蒸汽用量1吨330ml玻璃瓶装啤酒温瓶所需的0.6Mpa下饱和蒸汽耗量计算过程,进温瓶机时酒温8℃,出温瓶机酒温49℃,330ml空玻璃瓶重0.278kg,1吨330ml瓶装啤酒的净盖重约7.58kg(25kg/万个)设:温瓶1吨330ml玻璃瓶装啤酒所需总的热量为Q温,酒液带走的热量为Q温1,瓶子带走的热量为Q温2,瓶盖带走的热量为Q温3,机体散热为Q温4,溢流水带走的热量为Q温5,酒液比热容3.851KJ/(kg℃),玻璃比热容:0.79 KJ/(kg℃),铁比热容:0.46 KJ/(kg℃)1.根据热量传递公式:Q=cm△t,(C:比热,m:质量,T1、T2:温度)有:Q温1=3.851 KJ/(kg℃)*1000kg*(49℃-8℃)=157891KJQ温2=0.79 KJ/(kg℃)*(0.278*(1000kg/0.33))*(49℃-8℃)≈27286KJQ温3=0.46 KJ/(kg℃)*(((1000kg/0.33)/10000)*25)*(49℃-8℃)≈143KJ2. 参考啤酒科技杂志文献计算结果,巴氏杀菌机机体散热占整体蒸汽用量的15.6%,J线温瓶机散热面积较小,机体散热按温瓶机使用总量的10%计,则:Q温4= ((Q温1+Q温2+Q温3)/(1-15%))*15%=(157891+27286+143)/0.85*0.15≈32703.5KJ3.生产过程无溢流水排放(忽略瓶身带走热水),则:Q温5≈04.设每吨0.6Mpa的饱和蒸汽冷凝至60℃时释放的热量为Q6,根据饱和蒸汽的压力-焓表查得:0.6MPa压力下蒸汽温度158.8°C,热焓:2756.4KJ/kg;60°C冷凝水热量焓:251.67KJ/kg则:Q6=(2756.4-251.67)*1000=2504700KJ/t5.设1吨330ml玻璃瓶装啤酒温瓶所需的0.6Mpa下饱和蒸汽耗量为T1,由以上1、2、3得:Q温= Q温1+Q温2+Q温3+Q温4+Q温5=157891+27286+143+32703.5+0=218023.5KJ那么,T1= Q温/Q6=218023.5/2504700≈0.087t同理计算得出1吨500ml、600ml玻璃瓶装啤酒温瓶所需蒸汽耗量分别约为0.0863t、0.0866t二、洗瓶机蒸汽用量设生产1吨330ml玻璃瓶装啤酒洗瓶机所需热量为Q洗,洗瓶机喷淋水带走的热量为Q洗1,洗瓶机机体散热为Q洗2,按10t/h新鲜水20°C注入计,Q洗1=4.18*(10000*1*(3030/40000))*(42-20)=69659.7KJ69659.7/2504700=0.028t机体散热按总消耗蒸汽量的10%计,则:Q洗2=Q洗1/0.9*10%=69659.7/0.9*0.1=7739.9KJ因此,洗瓶机总的热耗为:Q洗= Q洗1+Q洗2=69659.7+7739.9=77399.6KJ洗瓶机总蒸汽用量为:T2=Q洗/Q6=77399.6/2504700=0.031t三、蒸汽发生器及CIP加热器蒸汽用量蒸汽发生器及CIP加热器蒸汽用量按整线用量的5%计,设为T3,则:T3=(T1+T2)/0.9*0.1=(0.087+0.031)/0.95*0.05=0.006t四、结论由以上得出:J线生产330ml瓶装啤酒时总的蒸汽用量吨耗≈T1+T2+T3=0.087+0.031+0.006 =0.124t。
楼主对效率的理解有误,透平机输出功率N=GA Hs.毎600,这是你需要的公式,这里:N : kWG:蒸汽流量,kg/h△Hs:等熵焓降,kJ/kg,注意这里是等熵焓降!n:等熵效率,也称内效率,%,一般也就60~70%,这个效率也就是你所言的那个60%的效率。
再来看看你的蒸汽参数:1、汽轮机入口过热蒸汽:压力 P=23.5barg 温度 T=390C,比焓 H=3,218kJ/kg,比熵 S= 6.9933 kJ/kg.C 2、汽轮机出口蒸汽:注意,你既然指定了等熵效率 60%,那么你就应该计算和入口蒸汽比熵相等的熵值的蒸汽参数,其温度压力这俩参数你不能都去指定,而需要你计算:压力P=8barg (压力值你可以指定,这个与背压汽轮机控制出口蒸汽压力的过程是吻合的)比熵S= 6.9933 kJ/kg.C (比熵一定要和入口蒸汽相等!此点非常重要,这是你计算的基准!)根据上述两个条件,即指定的压力和比熵,确定最终汽轮机出口蒸汽参数为:温度T=253.22 C,比焓H=2,954kJ/kg,你的计算错在这里!因为你指定了等熵效率60%,那么你就不能再指定出口蒸汽的温度、压力这两个参数了,你应该指定比熵、压力这两个参数,由这俩参数计算比焓,求出焓降:△Hs=321-82954=265 kJ/kg;因此N=G. △ Hs. n /3600=10000x265x60%/3600=441.7 kW=0.442 M拿计算器摁都成,MW消耗蒸汽量(俗称的汽耗) W=10/0.442=22.6 T/MW,—般工厂用汽轮机用蒸汽参数要比楼主给出的蒸汽参数更高,比如 5MPa, 450C蒸汽,汽耗一般在20T/MW (或者说20kg/kW),你这个汽轮机的数据略高了些,但你的蒸汽参数低啊,经验数据还是差不多的,贵厂的汽轮机发电是不是差不多这个数?呵呵。
[此文档可自行编辑修改,如有侵权请告知删除,感谢您的支持,我们会努力把内容做得更好 ]。
能源名称计量单位当量参考折标系数(吨标煤)等价参考折标系数(吨标蒸汽等级1kg蒸汽能量折算值折合标准煤MPa MJ kg10.00 3.852/0.131433.50/3.684/0.125701.00/3.182/0.108570.30/2.763/0.09427<0.30/2.3030.07858_______________________________________________标准煤折算值:29.308MJ/kg计算公式如下:折合标准煤(kg)=1kg蒸汽能量折算值(MJ)/标准煤折算值(29.308MJ/kg各类能源参考折标系数表煤)原煤吨0.71430.7143洗精煤吨0.90.9其它洗煤吨0.2-0.70.2-0.7煤制品吨0.5-0.7型煤吨0.5-0.7水煤浆吨0.714煤粉吨0.71430.7143焦炭吨0.9714 1.143其他焦化产品吨 1.1-1.5焦炉煤气万立方米 5.714-6.1437.23高炉煤气万立方米 1.286其他煤气万立方米 1.7-12.1天然气万立方米11-13.311-13.3原油吨 1.4286 1.4286汽油吨 1.4714 1.6186煤油吨 1.4714 1.6186柴油吨 1.4571 1.7286燃料油吨 1.4286 1.551液化石油气吨 1.7143 1.886炼厂干气吨 1.5714其他石油制品吨1-1.4热力百万千焦0.0341电力万千瓦时 1.229 3.6煤矸石吨0.17860.1786自来水万立方米 2.571饱和蒸汽:压力1—2.5千克/平方厘米,温度127℃以下,每千克蒸汽的热焓按620千卡计算,1吨蒸汽折0.0886吨标煤;压力3—7千克/平方厘米,温度135—165℃,每千克蒸汽的热焓按630千卡计算,1吨蒸汽折0.09吨标煤压力8千克/平方厘米,温度170℃以下,每千克蒸汽的热焓按640千卡计算,1吨蒸汽折0.0914吨标煤过热蒸汽(压力150千克/平方厘米):200℃以下,每千克蒸汽的热焓按650千卡计算,1吨蒸汽折0.0929吨标煤220—260℃,每千克蒸汽的热焓按680千卡计算,1吨蒸汽折0.0971吨标煤280—320℃,每千克蒸汽的热焓按700千卡计算,1吨蒸汽折0.1吨标煤350—500℃,每千克蒸汽的热焓按750千卡计算,1吨蒸汽折0.1071吨标煤在其它能源消耗量(折标煤)其中的“热水”计算单位为“吨”,因此需要进一步折算,才能适合“基本情况表”的填报要求,按国家标准每吨7000千卡折1千克标准煤计算:3.电力的热值:一般有两种计算方法:一种是按理论热值计算,另一种是按等价煤耗计算。
全国白酒企业蒸汽用量理论说明1. 引言1.1 概述白酒作为中国传统的饮品之一,在近年来得到了越来越多的关注。
白酒企业作为这个行业中不可或缺的一部分,其运营和生产过程中需要大量的蒸汽。
蒸汽在白酒生产过程中扮演着重要的角色,起到加热、蒸馏等关键功能。
因此,对于蒸汽用量进行理论研究和实际应用分析,对于提高白酒生产效率、降低生产成本具有重要意义。
1.2 文章结构本文将以分析白酒企业蒸汽用量为主线,从概述、蒸汽使用情况概述、蒸汽在白酒生产中的重要性及影响因素分析入手,逐步深入探讨蒸汽用量理论说明,并通过实际案例分析与应用研究加以验证。
最后,总结研究结果并展望未来发展方向。
1.3 目的本文旨在通过对全国不同地区各个规模的白酒企业进行调查研究,并结合相关数据统计和比较案例分析,探讨蒸汽在白酒生产中的使用情况、影响因素以及减少蒸汽用量的可行方法与技术措施。
通过本文的研究和分析,旨在为白酒企业提供参考和借鉴,以提高其生产效率和降低生产成本,促进全国白酒行业健康可持续发展。
2. 蒸汽用量与白酒企业:2.1 白酒企业蒸汽使用情况概述在白酒生产过程中,蒸汽是一个重要的能源来源。
白酒企业广泛应用蒸汽用于各个环节,包括发酵、蒸馏、烘干等。
其中,最主要的环节是蒸馏过程,在这一步骤中,著名的白酒都需要经历多次蒸馏,以确保最终产品的纯净度和口感。
2.2 蒸汽在白酒生产中的重要性蒸汽对于白酒生产具有至关重要的作用。
首先,它是提供热能的主要方式之一。
在葡萄汁或其他原料经过发酵后得到固体物质时,通过加热使其转化为气态物质,并随后再次冷凝成液态形式。
这一过程中所需的热能通常由蒸汽来提供。
另外,在白酒生产的分馏过程中也需要大量使用蒸汽。
分馏过程是将原料液体进行升温并使其分解为不同沸点的组成部分,以实现对白酒不同香味和酒精浓度的调控。
为了保证分馏的效果理想,必须精确地控制蒸汽供应的温度、压力和流量等参数。
此外,蒸汽还在白酒的烘干过程中发挥重要作用。
换热器蒸汽耗量计算
换热器蒸汽耗量的计算涉及到多个因素,包括换热器的热负荷、蒸汽的压力和温度、换热器的热效率等。
下面我将从这些方面逐一
进行解释。
首先,要计算换热器蒸汽耗量,需要确定换热器的热负荷。
换
热器的热负荷是指需要传递的热量大小,通常以单位时间内传递的
热量(单位为热量单位/时间单位,如千瓦或BTU/h)来表示。
这个
数值可以通过热负荷计算公式或者实际测量得到。
其次,需要确定蒸汽的压力和温度。
蒸汽的压力和温度是决定
其热能含量的重要参数,通常可以从蒸汽表或者系统参数中获取。
另外,还需要考虑换热器的热效率。
换热器的热效率是指实际
传热量与理论传热量之比,通常以百分比表示。
热效率可以受到换
热器设计、清洁程度、运行条件等因素的影响。
最后,根据换热器的热负荷、蒸汽的压力和温度以及换热器的
热效率,可以利用换热器蒸汽耗量的计算公式进行计算。
这个公式
通常会涉及到热负荷、蒸汽的焓值以及热效率等参数。
需要注意的是,换热器蒸汽耗量的计算是一个复杂的工程问题,涉及到热力学、流体力学等多个领域的知识。
在实际工程中,可能
还需要考虑到一些修正系数、安全系数等因素。
因此,在进行换热
器蒸汽耗量的计算时,最好由专业工程师或技术人员进行详细的分
析和计算,以确保计算结果的准确性和可靠性。
通讯作者:全斌,2008年毕业于贵州大学信息安全专业,现在中石化广元天然气净化有限公司从事设备管理工作。
通信地址:四川省广元市苍溪县元坝镇元坝净化厂生产管理中心,628415。
E mail:275858864@qq.com。
DOI:10.3969/j.issn.1005 3158.2024.01.004热力式除氧器蒸汽耗量影响因素与解决措施全斌(中石化广元天然气净化有限公司)摘 要 为满足净化公司节能降耗的需求,提高锅炉产汽效率,针对热力式除氧器蒸汽消耗过量的问题,文章引入热力式除氧器蒸汽耗量公式,从进水温度、保温状态、运行模式等多个因素进行分析和探讨,同时提出一种以除氧器蒸汽流量与出水流量关联的热焓控制模式的方法,代替传统除氧器定压控制模式,来实现除氧器蒸汽使用的精准控制。
以除氧器蒸汽耗量公式为基础建立数学模型,建立蒸汽流量PID控制回路,最终实现在集散控制(DCS)系统上的蒸汽控制功能,百吨水耗汽量比优化改进方案实施前减少了1.69t,达到蒸汽使用精确控制的目的。
关键词 除氧器;蒸汽消耗;影响因素;改进;控制模型中图分类号:X706 文献标识码:A 文章编号:1005 3158(2024)01 0015 04犐狀犳犾狌犲狀犮犻狀犵犉犪犮狋狅狉狊犪狀犱犆狅狌狀狋犲狉犿犲犪狊狌狉犲狅狀犛狋犲犪犿犆狅狀狊狌犿狆狋犻狅狀狅犳犜犺犲狉犿犪犾犇犲犪犲狉犪狋狅狉QuanBin(犛犻狀狅狆犲犮犌狌犪狀犵狔狌犪狀犖犪狋狌狉犪犾犌犪狊犘狌狉犻犳犻犮犪狋犻狅狀犆狅犿狆犪狀狔犔犻犿犻狋犲犱)犃犅犛犜犚犃犆犜 Inordertomeettheenergy savingandconsumptionreductionneedsofpurificationcompanies,andimprovethesteamproductionefficiencyofboilers,forexcessivesteamconsumptioninthermaldeaerator,thisarticleintroducedthesteamconsumptionformulaofthethermaldeaerator,andanalyzedanddiscussedmultiplefactorssuchasinlettemperature,insulationstate,andoperationmode.Atthesametime,amethodofenthalpycontrolmodebasedonthecorrelationbetweenthesteamflowandoutletflowofdeaeratorwasproposedtoachieveprecisecontrolofstreamusageofdeaerator,replacingthetraditionaldeaeratorconstantpressurecontrolmode.Basedonthesteamconsumptionformulaofthedeaerator,amathematicalmodelwasestablished,andaPIDcontrolloopforsteamflowwasestablished.Asaresult,thesteamcontrolfunctionswasimplementedontheDCSsystem.Thesteamconsumptionof100tonsofwaterwasreducedby1.69tcomparedtothepre implementationoptimizationandimprovementplan,achievingthegoalofprecisecontrolofstreamusage.犓犈犢犠犗犚犇犛 deaerator;steamconsumption;influencingfactors;improvement;controlmodel0 引 言蒸汽是炼化企业生产不可或缺的公用介质,某净化公司蒸汽由动力站燃气锅炉、联合装置尾气焚烧炉及余热锅炉产生,动力站燃气用量在该净化厂综合能耗中占比较大,是企业综合能耗的重要组成部分,节能挖潜是企业节能减排、降本增效工作的重点方向。
蒸汽耗量计算蒸汽系统的优化设计很大程度上取决于是否能精确估计蒸汽的用量。
这样才可以计算蒸汽的管道口径和各种附件的口径如控制阀、疏水阀等,以达到最佳的效果。
确定工厂的蒸汽负荷可以有不同的方法:1.使用传热公式可以分析设备的热输出,可以估计蒸汽的耗量。
计算加热物质所需热量的公式,可以适用于绝大多数的传热制程------Q= m* cp*∆T / t。
Q = 热量 (kJ);m = 物质的质量 (kg);cp = 物质的比热 (kJ/(kg·℃));∆T = 物质的上升温度(℃);t = 加热的时间(s)。
计算非流动型应用的平均换热功率将一定质量的油在10min (600s)内从温度35℃加热到120℃。
油的体积为35L,在该温度范围内比重为0.9,比热为1.9 kJ/(kg·℃)。
确定所需的换热功率:油的质量m = 0.9×35 = 31.5 kgQ =31.5kg×1.9kJ/(kg·℃)×(120-35)℃/600sQ = 8.48 kJ/s(8.48kW)2.蒸汽的耗量可以使用流量测试设备直接测量。
这对于现有的设备可以得到足够精确的数据。
通过收集冷凝水来对一个夹套锅进行测试,在本例中使用一个空的水罐和台秤。
这种方法容易操作,也能达到的精确的测量结果。
3.额定热功率(或设计额定值)通常标志在工厂各个设备的铭牌上,该数据由设备制造商提供。
这些额定值通常以kW表示的热量输出,以kg/h表示的蒸汽耗量取决于使用的蒸汽压力。
如果负荷用kW表示,蒸汽压力给定,蒸汽的流率可以用公式确定:蒸汽中的热量用来做两件事:1.使产品温度改变,也就是说提供“加热”部分。
2.来维持产品的温度(由于自然的热量损失或设计的热量损失),也就是说提供“热量损失”部分。
罐体的能量损耗顶部开口罐体,这些罐体的热负荷计算需要综合考虑其内的物品和材料,并计算蒸发损失。
脱油脂箱-脱油脂是在产品经过机械加工之后但在最终装配之前进行的,从金属表面去掉沉积的油脂或冷却油的工艺。