8-A10S-95尿素厂耐腐蚀不锈钢的休氏试验和金相检验
- 格式:pdf
- 大小:997.35 KB
- 文档页数:10
1.范围1.1本标准规定了X2CrNiMo25-22-2(尿素级)材料的化学成分、机械性能、试验和检验要求。
本标准的要求适用于在钢厂最终热处理之后材料的全部厚度。
设备制造完毕后,所有与介质接触部分的材料满足耐腐蚀要求的厚度为5mm。
对于堆焊层,本标准要求适用于最终热处理和/或机加工后,从接触工艺介质一侧表面的最低点量起,最小厚度为3mm。
对于需要再次机械加工的堆焊垫片密封面,其堆焊层的厚度应增加。
以使垫片密封面经加工后,需满足要求的厚度最少为6mm。
1.2 材料的一般要求应符合下列标准:奥氏体不锈钢材料应遵循:ASTM或ASME第Ⅱ篇,UNS 8310, 规范条例2038德国标准:DN17400 或DIN17458X2CrNiMo25-22-2/W. S. N. 1.4466X2CrNiMo25-22-2/W. S. N. 1.44651.3 本标准应与有关的采购说明书一起使用,以便完全理解买方要求。
1.4 管子、板、棒等禁止由钢材供货厂商进行焊接修理。
2. 材料的化学成分2.1 钢的化学成分(重量百分比)应为:(最小~最大值)C≤0.020 Mo 1.9~2.3 N 0.10~0.16Cr 24.5~25.5 Mn ≤2.0 P≤0.020Ni 21.0~23.0 Si≤0.40 S≤0.0152.2 奥氏体形成元素(Ni、C、N、Mn)应在最终热处理和焊接后能获得完全奥氏体组织(最高铁素体含量0.6%)3.熔敷金属的化学成分X2CrNiMo25-22-2焊接材料的熔敷金属的化学成分(重量百分比)应为:C≤0.040 Mo 1.9~2.7 N ≤0.10Cr≥240 Mn≥3.0 P≤0.030Ni≥21.0 Si≤0.50 S≤0.020 如使用与上述化学成分的焊接材料时,卖方或制造厂在制造前应获得买方认可。
铁素体奥氏体形成元素的平衡应在焊后状态和/或在最终热处理奥氏体的铸态组织(最大铁素体含量为0.6%)。
中国五环化学工程公司工程设计标准:8-A10S-95尿素厂耐腐蚀不锈钢的休氏试验和金相检验目录1. 范围2. 设备3. 硝酸溶液4. 程序5. 金相检验6. 检验报告1. 范围1.1 本标准与CWCEC 工程设计标准8-A9S-95一起说明了耐腐蚀钢的取样,休氏试验和金相检验,本标准与ASTM A-262实践C 沸腾硝酸试验(简称BNA 试验)单元试验装置基本相同。
1.2 休氏检验的目的在于决定奥氏体不锈钢材料对于各种型式的腐蚀是否敏感以及敏感到什么程度。
1.3 此外,本试验可以用来决定已经采用和将要采用的热处理的影响,也可以发现焊接工艺对耐腐蚀性能的影响及检测焊缝本身的耐腐蚀性能。
2. 设备应具备下列设备:2.1 一个容积至少为一升的锥形烧瓶,装有一个指形冷却器(见图1)。
用于试验一块具有总表面积为20~30cm 2的试样。
用于1立升烧瓶冷却器尺寸图1 锥形烧瓶和指形冷却器(耐热玻璃)冷却器应能够冷凝全部蒸汽。
这可用一张湿润的石蕊试纸放在烧瓶的瓶口处来进行检查。
如果石蕊试纸变红,冷却器就必须通过更多的水。
2.2 玻璃钩或玻璃支架用以自由悬挂或支承溶液中的试验试样,为防止延迟沸腾,应加入玻璃珠。
2.3 为了把试验溶液加热到沸点并在整个试验期间保持沸腾,应设置一个电热板。
2.4 需要一台称重精度可达1毫克的分析天平。
重量百分比约为61%,比重1.38) 2.5 需要一个盛有25%体积比的硝酸(HNO3和4%体积比的氢氟酸(HF重量百分比为40%)且不含氯离子之类杂质溶液的酸洗槽。
该酸洗槽是用来去除试样上由于焊接.退火和(或)机诫加工而产生的所有氧化皮、残渣和铁屑。
2.6 需要抛光设备,浸蚀剂和一台用于测定腐蚀形态和深度的金相显微镜。
3. 硝酸溶液:3.1 溶液应用蒸馏水将化学纯(大约70%)的硝酸(比重约1.42)稀释到重量百分比为65±0.2%的浓度。
3.2硝酸中最大容许的杂质量其重量百分比如下:蒸发残渣0.0005%)0.0002%硫酸盐(SO4砷:0.000003%氯:0.00007%铅:0.0005%铁:0.0001%氟:0.0001%磷酸盐(PO)0.00002%43.3 按上述方法配制的硝酸溶液应为65±0.2%重量百分比的浓度,此数值应采用滴定法或测定比重来检查。
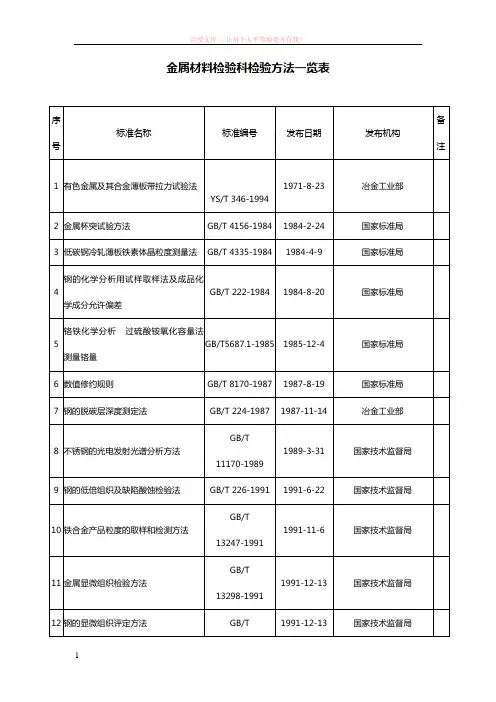
金属材料检验科检验方法一览表序号标准名称标准编号发布日期发布机构备注1 有色金属及其合金薄板带拉力试验法YS/T 346-19941971-8-23 冶金工业部2 金属杯突试验方法GB/T 4156-1984 1984-2-24 国家标准局3 低碳钢冷轧薄板铁素体晶粒度测量法GB/T 4335-1984 1984-4-9 国家标准局4钢的化学分析用试样取样法及成品化学成分允许偏差GB/T 222-1984 1984-8-20 国家标准局5铬铁化学分析过硫酸铵氧化容量法测量铬量GB/T5687.1-1985 1985-12-4 国家标准局6 数值修约规则GB/T 8170-1987 1987-8-19 国家标准局7 钢的脱碳层深度测定法GB/T 224-1987 1987-11-14 冶金工业部8 不锈钢的光电发射光谱分析方法GB/T11170-19891989-3-31 国家技术监督局9 钢的低倍组织及缺陷酸蚀检验法GB/T 226-1991 1991-6-22 国家技术监督局10 铁合金产品粒度的取样和检测方法GB/T13247-19911991-11-6 国家技术监督局11 金属显微组织检验方法GB/T13298-19911991-12-13 国家技术监督局12 钢的显微组织评定方法GB/T 1991-12-13 国家技术监督局13299-199113 钢中石墨碳显微评定方法GB/T13302-19911991-12-13 国家技术监督局14奥氏体不锈钢中α-相面积含量金相测定法GB/T13305-19911991-12-13 国家技术监督局15钢铁及合金光电发射光谱分析方法通则GB/T14203-19931993-3-1 国家技术监督局16 铁合金化学分析用试样的采取和制备GB/T 4010-1994 1994-6-13 国家技术监督局17 钢的共晶碳化物不均匀度评定法GB/T14979-19941994-6-13 国家技术监督局18 金属夏比缺口冲击试验方法GB/T 229-1994 1994-10-1 国家技术监督局19 复合板力学及工艺性能试验方法GB/T 6396-1995 1995-4-11 国家技术监督局20 镀锡钢板(带)镀锡量试验方法GB/T 1838-1995 1995-6-1 国家技术监督局21 出口生铁检验规程SN/T 0508-1995 1995-12-25 国家进出口商品检验局22 生铁分析方法LFBJ-032 1996-9-19 辽宁进出口商品检验局23 生铁分析方法LFBJ-034 1996-9-19 辽宁进出口商品检验局24变形铝、镁及其合金加工制品拉伸试验用试样GB/T16865-19971997-6-16 国家技术监督局25 钢件的正火与退火GB/T16923-19971997-7-25 国家技术监督局26 钢件的淬火与回火GB/T16924-19971997-7-25 国家技术监督局27 金属管扩口试验方法GB/T 242-1997 1997-11-11 国家技术监督局28 金属管弯曲试验方法GB/T 244-1997 1997-11-11 国家技术监督局29 金属管卷边试验方法GB/T 245-1997 1997-11-11 国家技术监督局30 金属管压扁试验方法GB/T 246-1997 1997-11-11 国家技术监督局31变形铝及铝合金化学成分分析取样方法GB/T17432-19981998-7-15 国家质量技术监督局32钢及钢产品力学性能试验取样位置及试样制备GB/T 2975-1998 1998-10-16 国家质量技术监督局33 进出口碳钢、低合金钢中铝、砷、铬、钴、铜、磷、锰、钼、镍、硅、锡、钛、钒含量的测定-电感耦合等离子体原子发射光谱法SN/T 0750-1999 1999-5-5 国家出入境检验检疫局34 金属材料弯曲试验方法GB/T 232-1999 1999-11-1 国家质量技术监督局35 金属线材扭转试验方法GB/T 239-1999 1999-11-1 国家质量技术监督局36金属维氏硬度试验第1部分:试验方法GB/T4340.1-19991999-11-11 国家质量技术监督局37铝及铝合金光电(测光法)发射光谱分析方法GB/T 7999-2000 2000-8-28 国家质量技术监督局38爱泼斯坦方圈测量电工钢片(带)磁性能的方法GB/T 3655-2000 2000-10-25 国家质量技术监督局39 低压流体输送用焊接钢管GB/T 3091-2001 2001-9-15国家质量监督检验检疫总局40 金属材料室温拉伸试验方法GB/T 228-2002 2002-3-10国家质量监督检验检疫总局41 金属线材反复弯曲试验方法GB/T 238-2002 2002-7-15国家质量监督检验检疫总局42碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 4336-2002 2002-9-11国家质量监督检验检疫总局43金属布氏硬度试验第1部分:试验方法GB/T 231.1-2002 2002-12-31国家质量监督检验检疫总局44 金属平均晶粒度测量方法GB/T 6394-2002 2002-12-31国家质量监督检验检疫总局45钢铁、镍及钴合金中碳、硫、氮、氧的分析方法ASTM E1019-03 2003 ASTM46 钢产品镀锌层质量试验方法GB/T 1839-2003 2003-9-12国家质量监督检验检疫总局47磁性基体上非磁性覆盖层覆盖层厚度测量磁性法GB/T 4956-2003 2003-10-29国家质量监督检验检疫总局48非磁性基体金属上非导电覆盖层覆盖层厚度测量涡流法GB/T 4957-2003 2003-10-29国家质量监督检验检疫总局49 阴极铜直读光谱分析方法YS/T 464-2003 2003-12-29 国家发展和改革委员会50 金属洛氏硬度试验第1部分:试验方法 GB/T 230.1-2004 2004-5-9中国国家标准化管理委员会51 钢中非金属夹杂物含量的测定GB/T 2005-5-13 国家标准化管理委员会10561-200552钢和铁化学成分测定用试样的取样和制样方法GB/T20066-20062006-2-5国家质量监督检验检疫总局金属材料检验科收费标准根据国家发展改革委、财政部关于印发的《出入境检验检疫收费办法》(发改价格(2003)2357号)精神和要求,将进出口金属材料、铁合金检验收费标准(参照执行)公示如下:编号检验项目计费单位收费标准(元) 备注1 金属机械加工制样只502 铁合金制样样1003 热处理批304 拉伸样405 钢丝绳(单丝)样306 弯曲样207 冲击样508 硬度样309 钢材金相样10010 钢材晶间腐蚀样12011 粒度试验项6012 钢材元素每元素10013 原子吸收分析仪每项10014 等离子发射光谱仪每项10015 断裂强度和伸长率每项6016 收缩率每项5017 有害元素(汞、铅、镉、砷、铬、硒、锑、铋、锡)每项15018 水分项50上述未列检测项目,参照相关规定双方协商而定。
压力容器定期检验规则Pressure V essels Periodical Inspection Regulation目录第一章总则 (1)第二章年度检查 (3)第三章全面检验 (9)第四章耐压试验 (17)第五章安全状况等级评定 (19)第六章附则 (24)附件一移动式压力容器定期检验附加要求 (26)附件二医用氧舱定期检验要求 (34)附件三安全阀校验要求 (47)附录1 压力容器年度检查报告 (52)附录2 压力容器全面检验报告 (55)附录3 耐压试验报告 (75)附录4 特种设备检验意见通知书 (76)第一章总则第一条为了保证在用压力容器定期检验工作的质量,确保压力容器安全运行,防止事故发生,根据《特种设备安全监察条例》、《压力容器安全技术监察规程》(以下简称《容规》)的有关规定,制定本规则。
第二条本规则适用于属于《容规》适用范围的压力容器的年度检查和定期检验。
其中,在用罐车(以下简称罐车)、在用罐式集装箱(以下简称罐式集装箱)的年度检查和定期检验,除符合本规则正文的有关要求外,还应当遵照本规则附件一《移动式压力容器定期检验附加要求》的规定。
第三条年度检查,是指为了确保压力容器在检验周期内的安全而实施的运行过程中的在线检查,每年至少一次。
固定式压力容器的年度检查可以由使用单位的压力容器专业人员进行,也可以由国家质量监督检验检疫总局(以下简称国家质检总局)核准的检验检测机构(以下简称检验机构)持证的压力容器检验人员进行。
第四条压力容器定期检验工作包括全面检验和耐压试验。
(一)全机检验是指压力容器停机时的检验。
全面检验应当由检验机构进行。
其检验周期为:1、安全状况等级为1、2级的,一般每6年一次;2、安全状况等级为3级的,一般3~6年一次;3、安全状况等级为4级的,其检验周期由检验机构确定。
压力容器安全状况等级的评定按本规则第五章进行。
(二)耐压试验是指压力容器全面检验合格后,所进行的超过最高工作压力的液压试验或者气压试验。

尿素设备中的尿素级不锈钢材料目前生产尿素的CO2气提法和NH3气提法采用的多是高合金奥氏体不锈钢,甚至钛材,国内已开始在大型尿素装置的甲铵泵泵体上采用高铬双相不锈钢以代替316L(尿素级)钢。
80年代以来,日本东洋工程公司开发的ACES法尿素新工艺中气提塔、甲铵冷凝器和高压分解塔三台高压设备都采用了DP-12(含有微量钨和铜的25Cr-7Ni-3Mo-N钢)和R-5(00Cr25Ni6.5Mo1.5N)双相不锈钢,前者用于制造气提管、冷凝管、分解管和输送管道等,后者则用于高压设备的壳体。
通用名 EN 10088-2/EN 10297-2W.Nr ASME SA-240/SA-213/SA-789/SA-790/SA-479UNS GB 4237-2007/ GB13296-2007STAMICARBON工程技术规范Snamprogetti 五环(原化四院)工程技术规范316L UG X2CrNiMo18-14-3(MOD.) 1.4435 316L(MOD.) S31603尿素级022Cr17Ni12Mo2STAC BC.01(spec. 18005)SPC.CR.VR.51030-A10S-9525-22-2 X1CrNiMoN25-22-2X2CrNiMoN25-22-2 1.44661.4465310MoLN(CODE CASE 2038)S31050(00Cr25Ni22Mo2) STAC BC.05 SPC.CR.VR.51014-A32S-95SAFUREX(SAF 2906) N/A S32906(CODE CASE 2295-2)S32906STAC BE.06DP-12(SUS329J4L) S3*******Cr25Ni7Mo3WCuNDP-28W CODE CASE 2496 S32808Ferralium 255 X2CrNiMoCuN25-6-3 1.4507 S3255003Cr25Ni5Mo3Cu2NHVD-1 X5CrNiMoCuN25-8 1.4592SAF 2205 X2CrNiMoN23-5-3 1.4462 S3*******Cr22Ni5Mo3N STAC BE.01NTK R-4(SUS329J1) 1.4460 S329000Cr26Ni5Mo2NTK R-5 25Cr-6Ni-1.6Mo-0.17N S3120000Cr25Ni6Mo2N尿素生产工艺 设备名称 目前使用的尿素级不锈钢 最新进展气提塔/分布器X2CrNiMoN25-22-2 SAFUREX甲铵冷凝器X2CrNiMoN25-22-2/X2CrNiMo18-14-3 (MOD.)SAFUREX高压管线X2CrNiMo18-14-3 (MOD.)/X2CrNiMoN25-22-2 SAFUREXCO2气提法(STAMICARBON)池式反应器/X2CrNiMoN25-22-2 SAFUREX冷凝器 甲铵冷凝器X2CrNiMoN25-22-2 喷嘴 X2CrNiMoN25-22-2 高压管线 X2CrNiMo18-14-3 (MOD.)NH3气提法(Snamprogetti)气提塔 Ti 合金(Ti-3) 双金属管:X2CrNiMoN25-22-2/Zr702气提塔 DP12/DP28W 甲铵冷凝器25Cr-22Ni-2Mo高压分解塔 DP12ACES(东洋)高压泵、阀NTK R-4(SUS329J1)尿素级不锈钢的要求1) 化学成分化学成分(%)材料CSiMnPSNiCr MoNCu PRENCPTX2CrNiMo18-14-3 (MOD.) ≤0.030≤1.00 ≤2.00 ≤0.040≤0.03013.0~15.017.0~18.5 2.20~3.00 0.14~0.22 ≥26<10℃X2CrNiMoN25-22-2 ≤0.020≤0.40≤0.020≤0.01521.0~23.024.5~25.5 1.9~2.3 0.10~0.16 ≥3445℃SAFUREX(SAF 2906) ≤0.030≤0.50 0.80~1.55.8~7.528.0~30.0 1.5~2.6 0.30~0.40 0.8≥4375℃DP-12(SUS329J4L)5.5~7.524.0~26.0 2.5~3.5 0.10~0.30 W:0.10~0.50 DP-28W ≤0.03 ≤0.05 ≤1.10 ≤0.030≤0.0307.0~8.2 27.0~27.9 0.8~1.20.30~0.40 W:2.10~2.50Ferralium 255≤0.04 ≤1.00 ≤1.50 ≤0.040≤0.030 5.5~6.5 24.0~27.0 3.00~3.90 0.15~0.25 ≥40 HVD-1 ≤0.08 8 26 32SAF 2205 ≤0.03≤2.04.5~6.521.0~23.02.5~3.50.08~0.20NTK R-4(SUS329J1)≤0.03 ≤1.00 ≤1.00 ≤0.040≤0.030 4.00~6.0023.00~26.00 1.00~2.50 ≤0.15NTK R-525Cr-6.5Ni-3Mo-0.2N-Cu-W2)供货状态应为固溶状态;3)应为单相奥氏体组织,不应有连续网状碳化物或σ相,铁素体含量应≤0.5%(磁性法); 4) 材料供货状态的机械性能要求: 材料抗拉强度T.S.(MPa)屈服强度Y.S.0.2(MPa)延伸率(%)硬度 HBX2CrNiMo18-14-3 (MOD.) ≥485 ≥170 ≥35 X2CrNiMoN25-22-2 ≥580 ≥270 ≥25SAFUREX(SAF 2906) ≥800 ≥650 ≥25 ≤310 DP-12 ≥690 ≥450 ≥25DP-28W ≥800 ≥550 ≥15 Ferralium 255 ≥750 ≥550 ≥15 HVD-1 缺少参考资料SAF 2205 ≥620 ≥450 ≥25 ≤290 NTK R-4(SUS329J1)NTK R-5(SUS329J4L) ≥820 ≥620 ≥25机械性能应符合相应标准的要求。
中国五环化学工程公司工程设计标准:8-A14S-95高压尿素设备自动堆焊的超声波检验中国五环工程有限公司前身是创建于1958年的化学工业部第四设计院,原系国务院国资委直接管理的中国化学工程集团公司的全资子公司和化学工业领域重点骨干科技型企业,现为中国化学工程股份有限公司设计板块的旗下公司。
五环工程是具有工程建设项目全过程承包和管理功能的国际型工程公司。
公司拥有工程设计综合甲级资质和工程咨询、工程监理、工程造价咨询、建设项目环境影响评价等多项甲级资质,并享有对外工程咨询、工程设计及工程承包经营权,是首批获得全国AAA级信用企业资格的工程公司。
195.12孙德元刘佑义王湘平版次日期修改说明编制校对审核目录1.范围2.总则3.自动堆焊的表面状态4.超声波检验的检验区域5.检验方法6.超声波检验的对比试块7.检验程序8.超声波检验的验收标准和要求9.返修区域10.超声波检验的记录1. 范围本工程设计标准叙述了高压尿素设备自动堆焊区域采用超声波检验的下述内容。
--- 缺陷验收标准--- 试验方法要求2.总则2.1 超声波检验应在完成液体渗透试验后进行。
2.2 超声波设备和纵波法检验焊缝的一般规定也适用于本标准。
3. 自动堆焊的表面状态表面应为焊态, 但不得有焊接飞溅或疏松的附着物并应清洗干净。
4. 超声波检验的区域4.1对能够实施超声波检验作业的整个堆焊表面都应进行检验。
检验工作应借助带隔离体的双晶探头检验平行于焊道轴线的平面。
每层应重点检查下述区域:--- 焊道间的交界区域(面积)--- 所有的起弧/终弧区域(面积)5. 检验方法5.1 检验可在堆焊面或从其反面上进行。
5.2 对缺陷的检测应采用纵波法(脉冲反射法)。
5.3 传感器面积最大为775mm2。
应使用2.25MHz的公称频率,但是为达到必需的分辨率也可采用其它频率。
6. 超声波检验的对比试块6.1 对比试块应采用与产品部件相同的焊接工艺制作的堆焊对比试块。
金相检验标准汇总表金相检验标准GB/T 10561-89 钢中非金属夹杂物含量的测定标准评级图显微检验法 GB/T 10561-2005 钢中非金属夹杂物含量的测定标准评级图显微检验法 GB/T 1979-2001 结构钢低倍组织缺陷评级图GB/T 6394-2002 金属平均晶粒度测定方法GB/T 6394-2002 系列图 I(无孪晶晶粒++浅腐蚀100×)GB/T 6394-2002 系列图?(有孪晶晶粒++浅腐蚀+100×)GB/T 6394-2002 系列图?(有孪晶晶粒+深腐蚀75×) GB/T 6394-2002 系列图?(钢中奥氏体晶粒++渗碳法100×) GB 224-1987 钢的脱碳层深度测定法GB 226-1991 钢的低倍组织及缺陷酸蚀检验法GB 2828-1987 逐批检查记数抽样程序及抽样表GB 4236-1984 钢的硫印检验方法GB 16840.4-1997 电气火灾原因技术鉴定方法第4部分:金相法 GB/T 9450-2005 钢件渗碳淬火硬化层深度的测定和校核 GB/T 13298-1991 金属显微组织检验方法GB/T 18876.1-2002 应用自动图像分析测定钢和其他金属中金相组织、夹杂物含量和级别的标准试验方法第1部分GB/T 4340.1-1999 金属维氏硬度第一部分:试验方法 GB/T 14999.4-94 高温合金显微组织试验方法GB/T 230.1-2004 金属洛氏硬度试验第 1 部分: 试验方法 ( A, B, C, D, E, F, G, H, K, N, T标尺)GB/T 231.1-2002 金属布氏硬度试验第 1 部分: 试验方法 GB/T 3488-1983 硬质合金显微组织的金相测定GB/T 3489-1983 硬质合金孔隙度和非化合碳的金相测定 GB/T 4194-1984 钨丝蠕变试验,高温处理及金相检查方法 GB/T 5617-1985 钢的感应淬火或火焰淬火后有效硬化层深度的测定 GB/T 6401-1986 铁素体奥氏体型双相不锈钢中α-相面积含量金相测定法 GB/T 7216-1987 灰铸铁金相GB/T 8493-1987 一般工程用铸造碳钢金相GB/T 8755-1988 钛及钛合金术语金相图谱GB/T 9441-1988 球墨铸铁金相检验GB/T 9450-1988 钢件渗碳淬火有效硬化层深度的测定和校核 GB/T 9451-1988 钢件薄表面总硬化层深度或有效硬化层深度的测定 GB/T 11809-1998 压水堆核燃料棒焊缝金相检验GB/T 13305-1991 奥氏体不锈钢中α--相面积含量金相测定法 GB/T 13320-1991 钢质模锻件金相组织评级图及评定方法 GB/T 13925-1992 铸造高锰钠金相GB/T 17455-1998 无损检测表面检查的金相复制件技术 GB 1814-1979 钢材断口检验方法GB 2971-1982 碳素钢和低合金钢断口检验方法GB/T 7998-2005 铝合金晶间腐蚀测定方法GB/T 1298-2008 碳素工具钢GB/T 1299-2000 合金工具钢GB/T 1954-1980 铬镍奥氏体不锈钢焊缝铁素体含量测量方法 GB/T 3086-1982 高碳铬不锈轴承钢技术条件GB/T 3246.1-2000 变形铝及铝合金制品显微组织检验方法 GB/T 3246.2-2000 变形铝及铝合金制品低倍组织检验方法 GB/T 7998-2005 铝合金晶间腐蚀测定方法GB/T 3508-1983 内燃机铸造铝活塞金相检验标准GB/T 4194-1984 钨丝蠕变试验、高温处理及金相检查方法 GB/T 4197-1984 钨钼及其合金的烧结坯条、棒材晶粒度测试方法 GB/T 4296-2004 变形镁合金显微组织检验方法GB/T 4297-2004 变形镁合金低倍组织检验方法GB/T 4335-1984 低碳钢冷轧薄板铁素体晶粒度测定法 GB/T 4342-1991 金属显微维氏硬度试验方法GB/T 4462-1984 高速工具钢大块碳化物评级图GB/T 4677.6-1984 金属和氧化覆盖层厚度测试方法截面金相法 GB/T 5168-1985 两相钛合金高低倍组织检验方法GB/T 5594.8-1985 电子元器件结构陶瓷材料性能测试方法显微结构的测定GB/T 5617-2005 钢的感应淬火或火焰淬火后有效硬化层深度的测定 GB/T 5680-1998 高锰钢铸件GB/T 5929-1986 轻工产品金属镀层和化学处理层的厚度测试方法金相显微镜法 GB/T 6462-2005 金属和氧化物覆盖层厚度测量显微镜法 GB/T 6463-2005 金属和其它无机覆盖层厚度测量方法评述 GB/T 6846-1986 确定暗室照明安全时间的方法GB/T 8014.1-2005 铝及铝合金阳极氧化氧化膜厚度的测量方法第1部分测量原则 GB/T 8014.2-2005 铝及铝合金阳极氧化氧化膜厚度的测量方法第2部分质量损失法GB/T 8014.3-2005 铝及铝合金阳极氧化氧化膜厚度的测量方法第3部分分光束显微镜法GB/T 8493-1987 一般工程用铸造碳钢金相GB/T 8756-1988 锗晶体缺陷图谱GB/T 8760-2006 砷化镓单晶位错密度的测量方法GB/T 9095-1988 烧结铁基材料渗碳或碳氮共渗硬化层深度的测定 GB/T9451-2005 钢件薄表面总硬化层深度或有效硬化层深度的测定 GB/T 9790-1988 金属覆盖层及其他有关覆盖层维氏和努氏显微硬度试验 GB/T 10849-1989 铸造铝硅合金变质GB/T 10850-1989 铸造铝硅合金过烧GB/T 10851-1989 铸造铝合金针孔GB/T 10852-1989 铸造铝铜合金晶粒度GB/T 11250.1-1989 复合金属覆层厚度的测定金相法 GB/T 11354-2005 钢铁零件渗氮层深度测定和金相组织检验 GB/T 13320-2007 钢质模锻件金相组织评级图及评定方法 GB/T 14999.1-1994 高温合金棒材纵向低倍组织酸浸试验法 GB/T 14999.2-1994 高温合金横向低倍组织酸浸试验法 GB/T 14999.3-1994 高温合金棒材纵向断口试验法GB/T 14999.4-1994 高温合金显微组织试验法GB/T 14999.5-1994 高温合金低倍、高倍组织标准评级图谱 GB/T 15749-1995 定量金相手工测定方法GB/T 18876.1-2002 应用自动图像分析测定钢和其他金属中金相组织、夹杂物含量和级别的标准试验方法第1部分钢和其他金属中夹杂物或第二相组织含量的图像分析与体视学测定GB/T 18876.2-2006 应用自动图像分析测定钢和其它金属中金相组织、夹杂物含量和级别的标准试验方法第2部分:钢中夹杂物级别的图像分析与体视学测定 GB/T 13299-1991 金相组织评级图及评定方法 GB/T 13788-2000 冷轧带肋钢筋JBJB/T 5074-2007 低、中碳钢球化体评级JB/T 3829-1999 蠕墨铸铁金相JB/T 9205-1999 珠光体球墨铸铁零件感应淬火金相检验 JB/T 7946.1-1999 铸造铝合金金相铸造铝硅合金变质 JB/T 7946.2-1999 铸造铝合金金相铸造铝硅合金过烧 JB/T 9204-1999 钢件感应热处理金相检验JB/T 5664-1991 重载齿轮失效判据JB/T 6141.1-1992 重载齿轮渗碳层球化处理后金相检验 JB 3782-1984 汽车钢板弹簧金相检验标准JB/T 1460-2002 高碳铬不锈钢滚动轴承零件热处理技术条件 JB/T 2122-1977 铁素体可锻铸铁金相JB/T 2330-1993 内燃机高磷铸铁气缸套金相检验 JB/T 2798-1999 铁基粉末冶金烧结制品金相标准 JB/T 2850-1993 Cr4MO4V高温轴承钢滚动轴承零件热处理技术条件 JB/T 5069-1991 钢铁零件渗金属层金相检验方法 JB/T 5082.1-2008 内燃机气缸套第1部分:硼铸铁金相检验 JB/T 5108-1991 铸造黄铜金相JB/T 6016-1992 内燃机单体铸造活塞环金相检验 JB/T 6075-1992 氮化钛涂层金相检验方法JB/T 6141.3-1992 重载齿轮渗碳金相检验JB/T 6141.4-1992 重载齿轮渗碳表面碳含量金相判别法 JB/T 6290-1992 内燃机筒体铸造活塞环金相检验 JB/T 6366-1992 55SiMoVA钢滚动轴承零件热处理技术条件 JB/T 6720-1993 内燃机进、排气门金相检验JB/T 6724-1993 内燃机球墨铸铁活塞环金相检验 JB/T 6954-1993 灰铸铁接触电阻加热淬火质量检验和评级其他DL/T 674-1999 火电厂用20钢珠光体球化评级标准 DL/T 652-1998 金相复型技术工艺导则YB/T 153-1999 优质碳素结构钢和合金结构钢连铸方坯低倍组织缺陷评级图YB 935-1978 贵金属及其合金的金相试样制备方法YB 4061-1991 铁路机车车辆用车轴YB/T 036.4-1992 冶金设备制造通用技术条件高锰钢铸件 YB/T 4002-1991 连铸钢方坯低倍组织缺陷评级图 YB/T 4003-1997 连铸钢板坯低倍组织缺陷评级图CB 1030-1983 蠕状石墨铸铁金相检验CB/T 3694-1995 现场金相复型检验方法CB 1156-92 锡基轴承合金金相检验CB 1196-1988 船舶螺旋桨用铜合金相含量金相测定方法 CB 3380-91 船用钢材焊接接头宏观组织缺陷酸蚀试验法CB 3385-1991 钢铁零件渗氮层深度测定方法TB/T 2254-1991 机车牵引用渗碳淬硬齿轮金相检验标准 TB/T 2255-1991 高磷铸铁金相TB/T 2448-1993 合金灰铸铁单体铸造活塞环金相检验 TB/T 2450-1993ZG230-450铸钢金相检验TB/T 2451-1993 铸钢中非金属夹杂物金相检验 TB/T 3031-2002 铁路用辗钢整体车轮径向全截面低倍组织缺陷的评定QJ 1675-1989 变形铝合金过烧金相试验方法QCN 29018-1991 汽车碳氮共渗齿轮金相检验 JJG 335-1991 标准显微维氏硬度块CJ/T 31-1999 液化石油气钢瓶金相组织评定。
中国五环化学工程公司工程设计标准:8-A12S-95高压尿素设备手工不锈钢堆焊的焊工操作技能评定中国五环工程有限公司前身是创建于1958年的化学工业部第四设计院,原系国务院国资委直接管理的中国化学工程集团公司的全资子公司和化学工业领域重点骨干科技型企业,现为中国化学工程股份有限公司设计板块的旗下公司。
五环工程是具有工程建设项目全过程承包和管理功能的国际型工程公司。
公司拥有工程设计综合甲级资质和工程咨询、工程监理、工程造价咨询、建设项目环境影响评价等多项甲级资质,并享有对外工程咨询、工程设计及工程承包经营权,是首批获得全国AAA级信用企业资格的工程公司。
296.2孙德元刘佑义王湘平版次日期修改说明编制校对审核目录1.范围2.总则3.焊接试板制备4.试样制备5.检验6.报告和认可7.重新评定1.范围1.1本标准适用于耐腐蚀堆焊的高压尿素设备手工不锈钢堆焊的焊工操作技能评定。
1.2 假若除了验证耐腐蚀性能以外的原因,还必须进行焊工其它方面操作技能考核, 例如国家规范有要求时,这些焊工操作技能评定应补到本标准规定的评定中。
1.3 当推荐其它代用方法, 例如爆炸焊接与手工焊接相结合时,卖方应将其焊接工艺说明书连同针对代用方法考核焊工的建议程序一起提交买方, 供买方审查和认可。
2. 总则2.1操作技能评定试板的检验可由制造厂的实验室或买方认可的独立实验室进行。
焊工应按焊接工艺进行焊接操作。
2.2 当出现下列任何一种变动时, 焊工必须进行新的操作技能评定试验:--- 焊接材料的商标、型号或尺寸有改变时;--- 焊接位置改变时;--- 耐尿素腐蚀层的焊后热处理温度超过20 C以上时;--- 电流种类(AC或DC)或极性改变时;--- 安培或电压幅值改变时;--- 当没有完整的操作技能评定的检验报告时。
重新评定应按本标准第7章进行。
手工堆焊应遵循最终经评定合格的焊接工艺。
2.3 当焊工的焊接试板存在的裂纹和其它焊接缺陷不符合要求时,在下列情况下可重做评定:--- 当要求立即重做评定时, 该焊工应焊接两块试板,这两块试板都应通过试验要求。
不锈钢耐腐蚀试验方法的种类和试验步骤?根据国家标准,不锈钢耐腐蚀试验方法可分为下列几种:(1)不锈钢10%草酸浸蚀试验方法(GB4334.1-84)适用于检验奥氏体不锈钢晶间腐蚀的筛选试验方法,试样在10%草酸溶液中电解浸蚀后,在显微镜下观察被浸蚀表面的金相组织,以判定是否需要进行硫酸-硫酸铁、65%硝酸、硝酸-氢氟酸以及硫酸-硫酸铜等长时间热酸试验。
必要时也可以作为独立的无损检验方法。
试验步骤:1)将100g草酸溶解于900ml蒸馏水或去离子水中,配制成10%草酸溶液。
对含钼钢种可将100g过硫酸铵溶解于900ml蒸馏水或支离子水中,制成10%过硫酸铵溶液,代替10%草酸溶液。
2)把浸蚀试样作为阳极,倒入10%草酸溶液,以不锈钢板或不锈钢片作为阴极,接通电路。
电流密度为1A/cm2,浸蚀时间90s,浸蚀溶液温度20~50℃。
用10%过硫酸铵溶液浸蚀时,电流密度为1A/cm2,浸蚀时间5~10min。
3)试样浸蚀后,用流水洗净。
在金相显微镜下观察试样的全部浸蚀表面,放大倍数为200~500倍,根据其组织特征确定是否进行其它耐腐蚀试验。
(2)不锈钢硫酸-硫酸铁腐蚀试验方法(GB4334.2-84)适用于将奥氏体不锈钢在硫酸-硫酸铁溶液中煮沸试验后,以腐蚀率评定晶间腐蚀倾向的一种试验方法。
试验步骤:1)将硫酸用蒸馏水或去离子水配制成50±0.3%(质量百分比)的硫酸溶液,然后取该溶液600ml加入25g硫酸铁加热溶解配制成试验溶液。
2)测量试样尺寸,计算试样面积(取三位有效数字)。
3)试验前后称质量(准确到1mg)。
4)溶液量按试样表面积计算,其量不小于20ml/cm2。
每次试验用新的溶液。
5)试样放在试验溶液中用玻璃支架保持于溶液中部,连续沸煮沸120h。
每一容器内只放一个试样。
6)试验后取出试样,在流水中用软刷子刷掉表面的腐蚀产物,洗净、干燥、称重。
试验结果以腐蚀率评定为 W前-W后腐蚀率=──────(g/m2.h) St式中 W前──试验前试样的质量(g); W后──试验后试样的质量(g);S──试样的表面积;t──试验时间(h)。
中国五环化学工程公司工程设计标准:8-A11S-95不锈钢高压尿素设备自动堆焊和手工堆焊的焊接工艺评定中国五环工程有限公司前身是创建于1958年的化学工业部第四设计院,原系国务院国资委直接管理的中国化学工程集团公司的全资子公司和化学工业领域重点骨干科技型企业,现为中国化学工程股份有限公司设计板块的旗下公司。
五环工程是具有工程建设项目全过程承包和管理功能的国际型工程公司。
公司拥有工程设计综合甲级资质和工程咨询、工程监理、工程造价咨询、建设项目环境影响评价等多项甲级资质,并享有对外工程咨询、工程设计及工程承包经营权,是首批获得全国AAA 级信用企业资格的工程公司。
2 96.2 孙德元刘佑义王湘平版次日期修改说明编制校对审核CWCEC目录1. 范围2. 总则3. 试板制备4. 试样制备5. 检验6. 验收报告CWCEC1. 范围1.1 本标准适用于不锈钢高压尿素设备耐腐蚀堆焊材料的焊接工艺评定. 如果焊接工艺评定合格,则意味着焊工或焊接操作者以及焊接设备评定合格。
1.2 假若除了验证耐腐蚀性能以外的原因, 还必须进行其它方面焊接工艺评定, 例如国家规范有要求时, 这些焊接工艺评定项目应补充到本标准规定的评定中。
1.3 当推荐其它替代的堆焊方法, 例如爆炸焊接与手工或自动堆焊相结合时, 卖方应将其焊接工艺说明书提交买方审查和认可。
2.总则2.1 下述焊接被定义为自动堆焊:--- 埋弧带极堆焊--- 等离子堆焊--- 电渣焊2.2 除了在制造厂的实验室中做的检验外, 如必要的话, 焊接工艺评定试板的检验也将由买方或买方委托的独立的检验部门进行, 检验的结果将决定是否合格。
2.3 在设备产品制造使用的焊接材料的规格尺寸、炉号和焊剂的批号有任何变更时, 应在焊接状态下进行抗尿素腐蚀的试验。
2.4 当发生下列任何一种变更时, 要求另作评定:-- 焊接材料的商业牌号、类型或规格尺寸改变时;-- 焊接位置改变时;-- 比规定的最高层间温度超过20︒C时;-- 耐尿素腐蚀堆焊层的焊后热处理温度超过20︒C时;-- 基层材料与实际产品用材不同时;-- 电流种类(AC或DC)或极性改变时;-- 安培或电压幅值改变时;CWCEC对于自动堆焊, 除了上述之外, 还应考虑下列任何一种变更因素:-- 焊速变化超过10%时;-- 焊道之间的搭接宽度变化超过25%时;-- 焊剂或气体的商业牌号或型号变化时;-- 焊接头的位置变化时;-- 气体流量减少10%以上时;-- 由单焊丝改为多焊丝时;-- 当没有完整的工艺评定试验报告时。
中国五环化学工程公司工程设计标准:8-A13S-95不锈钢高压尿素设备管子与管板连接焊的焊接工艺评定中国五环工程有限公司前身是创建于1958年的化学工业部第四设计院,原系国务院国资委直接管理的中国化学工程集团公司的全资子公司和化学工业领域重点骨干科技型企业,现为中国化学工程股份有限公司设计板块的旗下公司。
五环工程是具有工程建设项目全过程承包和管理功能的国际型工程公司。
公司拥有工程设计综合甲级资质和工程咨询、工程监理、工程造价咨询、建设项目环境影响评价等多项甲级资质,并享有对外工程咨询、工程设计及工程承包经营权,是首批获得全国AAA级信用企业资格的工程公司。
2 96.2 孙德元刘佑义王湘平版次日期修改说明编制校对审核CWCEC目录1. 范围2. 总则3. 试板制备4. 试样制备5. 检验6. 验收报告7. 重新评定CWCEC1. 范围1.1 本工程设计标准适用于高压汽提塔、高压冷凝器和高压洗涤器的管子与管板连接焊的焊接工艺评定。
如果焊接工艺合格,则意味着与之相关的焊工或焊接操作者以及焊接设备也是合格的。
1.2 假若除了验证耐腐蚀性能以外的原因还必须进行其它方面焊接工艺评定, 例如国家规范有要求时, 这些焊接工艺评定项目应补充到本标准规定的评定中。
1.3 制造厂应提交供审查和认可的焊接工艺说明书(WPS)。
当推荐其它替代的连接焊方法时, 例如爆炸焊接或其它特别的连接方法时, 卖方应将其焊接工艺说明书提交买方审查和认可。
2. 总则2.1 管子与管板焊接组合由制造厂负责选定, 并须通过买方审查。
对耐尿素腐蚀复合材料,管子与管板连接焊的可能组合形式如下表1所列: 表1 焊接第一层到第二层*GTAW + 焊丝SMAW 工艺方法手工焊半自动焊自动焊手工焊不加丝手工焊是是否否是GTAW 半自动焊是是是否是自动焊是是否是是加丝手工焊是是否否是GTAW 半自动焊是是是否是自动焊是是否是是SMAW 手工焊是否否否是焊第二层第三层**工艺方法手工焊半自动焊自动焊手工焊加丝手工焊是是否否GTAW 自动焊否否是否SMAW 手工焊是是否是CWCEC注: *** 必须有第2层. 仅有一层是不允许的。
尿素级不锈钢管道的焊接1 前言公司先后在贵州大化和云南沾化两套30万吨合成氨50万吨尿素/年的尿素装置中对尿素级不锈钢管道进行了焊接,并取得了较好的质量,也积累了一些经验。
下面将就尿素级奥氏体不锈钢的材料、焊接性、焊接工艺、焊接过程控制等做一下介绍。
2 尿素级奥氏体不锈钢简介尿素装置具有高温、高压、易燃、易爆和易腐蚀等特点。
尿素装置工程中,尿素级不锈钢管道的焊接是重点。
用于尿素装置中的奥氏体不锈钢不同于常规的奥氏体不锈钢。
尿素级奥氏体不锈钢材料的化学成分符合德国不锈钢材料标准中材料号1.4435(317L)1.4429(00Cr17Ni13Mo2N)或美国AISI316L的要求,但对Cr、Ni、Mo的最低含量另外做了限制,其目的是通过化学成分的控制使不锈钢在最终热处理后(包括焊接熔敷金属)能获得全奥氏体组织,并使铁素体的含量不超过0.6%。
此外,对晶间腐蚀倾向试验(休氏试验)和选择性腐蚀提出了要求,这类不锈钢通常称为尿素级(Urea Grade)316L或改良型(Mod)316L,尿素级或改良型奥氏体不锈钢广泛用于尿素高压设备以及相应的管道。
国外一些著名的不锈钢厂商均生产尿素级316L不锈钢,其中最有影响的是荷兰斯太米邦公司的316Lmod,其他有瑞典Sandvk公司的3R60uG、Avesta公司的832sKRN,日本神户制钢所的KES-UI。
目前,国内生产的一些尿素级不锈钢还不能完全满足质量要求,尿素装置用的尿素级不锈钢材料主要来源于进口。
几种尿素级不锈钢的化学成分见下表:3 尿素级不锈钢的可焊性尿素级不锈钢与其他奥氏体不锈钢一样有良好的焊接性能,但由于焊接过程是一个在短时间内完成的一个复杂的冶金过程,焊接接头的力学性能、金相组织及耐腐蚀性能难以达到母材的水平。
焊缝是装置中的一个薄弱环节,大多设备、管道的腐蚀和损坏经常发生在焊缝附近,因此正确选用焊接材料和制定合理的焊接工艺在尿素级不锈钢的焊接制造中是至关重要的。
不锈钢材料在大型尿素装置中的应用王群【摘要】阐述了大型尿素装置的腐蚀问题与防腐措施,介绍了不锈钢材料在大型尿素装置中的应用,对新型不锈钢材料的推广应用进行了展望。
%This paper expounds the corrosion issues and anticorrosion measures of large urea plants and introduces the application of stainless steel materi-als in large urea plants and looks into the application promotion of new stainless steel materials .【期刊名称】《化肥设计》【年(卷),期】2016(000)001【总页数】5页(P29-32,50)【关键词】尿素装置;腐蚀;防腐措施;不锈钢【作者】王群【作者单位】中国五环工程有限公司,湖北武汉 430223【正文语种】中文【中图分类】TQ050.4腐蚀是大型尿素装置生产中一个十分重要的问题。
尿素生产都是在高温高压下进行,其工艺过程的原料、中间产物和最终产品等介质,都具有一定的腐蚀性。
合成法生产尿素的主要原料是氨和二氧化碳,在高温高压下进行如下化学反应:NH2CONH2+H2O。
1.1 腐蚀原因尿素设备腐蚀的原因比较复杂,主要有以下几点。
(1)设备结构设计不合理,使某些部位气体和液体分布不均匀,造成局部温度过高或缺氧而加剧腐蚀。
(2)选材不当或用错钢材、衬里或焊接材料。
(3)制造加工和焊接工艺条件控制不当,焊接质量差,出现弧坑、飞溅和裂纹等缺陷。
(4)检验水平低,制造中遗留的缺陷没有被发现或没有进行处理。
(5)工艺操作指标控制不严,偏离最佳操作范围,没有遵守操作规程,发生超温、超压等现象;开、停车次数过多,封塔时间过长。
(6)无科学的检修方法,在用材和检修工艺上有缺陷,检修质量差。