焊接件几何尺寸公差
- 格式:xls
- 大小:18.00 KB
- 文档页数:1
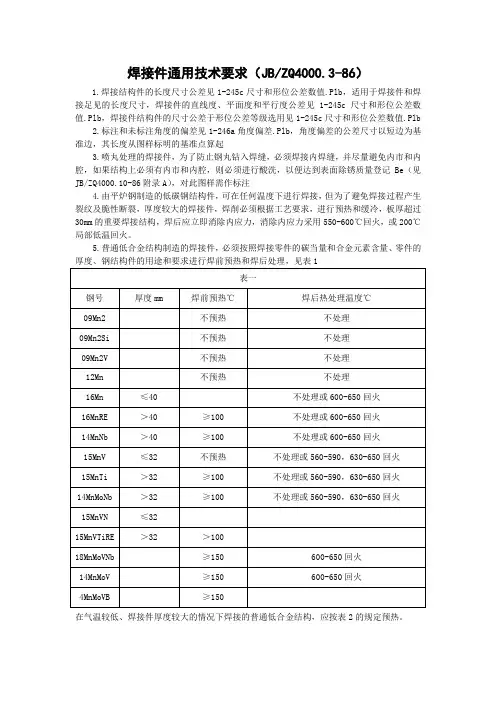
焊接件通用技术要求(JB/ZQ4000.3-86)1.焊接结构件的长度尺寸公差见1-245c尺寸和形位公差数值.Plb,适用于焊接件和焊接足见的长度尺寸,焊接件的直线度、平面度和平行度公差见1-245c尺寸和形位公差数值.Plb,焊接件结构件的尺寸公差于形位公差等级选用见1-245c尺寸和形位公差数值.Plb2.标注和未标注角度的偏差见1-246a角度偏差.Plb,角度偏差的公差尺寸以短边为基准边,其长度从图样标明的基准点算起3.喷丸处理的焊接件,为了防止钢丸钻入焊缝,必须焊接内焊缝,并尽量避免内市和内腔,如果结构上必须有内市和内腔,则必须进行酸洗,以便达到表面除锈质量登记Be(见JB/ZQ4000.10-86附录A),对此图样需作标注4.由平炉钢制造的低碳钢结构件,可在任何温度下进行焊接,但为了避免焊接过程产生裂纹及脆性断裂,厚度较大的焊接件,焊削必须根据工艺要求,进行预热和缓冷,板厚超过30mm的重要焊接结构,焊后应立即消除内应力,消除内应力采用550-600℃回火,或200℃局部低温回火。
5.普通低合金结构制造的焊接件,必须按照焊接零件的碳当量和合金元素含量、零件的厚度、钢结构件的用途和要求进行焊前预热和焊后处理,见表1在气温较低、焊接件厚度较大的情况下焊接的普通低合金结构,应按表2的规定预热。
6.有密封内腔的焊接件,在热处理之前,应在中间隔板上适当的位置加工Φ10mm孔,使其空腔与外界相通,需在外壁上钻孔的,在热处理后要重新堵上。
7.焊缝射线探伤应符合GB3323-82的规定,要进行力学性能试验的焊接,应在图样或订伙技术要求中注明,焊缝的力学性能试验种类、试样尺寸按GB2649-81-GB2656-81的规定,试样板焊后与工件经过相同的热处理,并事先经过外观无损探伤检查。
8.焊件要进行密封性检验和耐压试验时,应按本标准要求进行,对耐压试验有要求时,应在图样或订货要求注明试验压力和试压时间。
焊接件公差标准焊接件是机械制造中常见的一种连接方式,其质量直接影响着整体产品的性能和可靠性。
而焊接件的公差标准,则是保证焊接件质量的重要因素之一。
本文将围绕焊接件公差标准展开讨论,以期为相关领域的从业人员提供一定的参考和指导。
首先,焊接件的公差标准是指在焊接过程中所允许的尺寸偏差范围。
在焊接件的设计和制造过程中,由于各种因素的影响,如材料的热胀冷缩、焊接变形等,都会导致焊接件的尺寸产生偏差。
因此,设定合理的公差标准对于确保焊接件的质量至关重要。
其次,焊接件的公差标准应当根据具体的焊接工艺和要求进行制定。
不同的焊接方法、材料和使用环境都会对焊接件的公差标准提出不同的要求。
例如,对于要求较高的焊接件,其公差标准应当相对较小,以确保焊接件的精度和稳定性;而对于一般要求的焊接件,其公差标准可以适当放宽,以降低制造成本和提高生产效率。
另外,焊接件的公差标准还应当考虑到焊接件的使用要求和性能指标。
例如,对于需要密封性能的焊接件,其公差标准应当更加严格,以确保焊接件在使用过程中不会出现泄漏等问题;而对于一般要求的焊接件,其公差标准可以适当放宽,以降低制造成本和提高生产效率。
最后,制定和执行严格的焊接件公差标准是确保焊接件质量的关键。
只有通过科学合理的公差标准,才能有效地控制焊接件的尺寸偏差,保证焊接件的精度和稳定性,从而提高产品的质量和可靠性。
综上所述,焊接件的公差标准在焊接制造中具有重要的意义。
通过合理制定和执行公差标准,可以有效地控制焊接件的尺寸偏差,提高产品的质量和可靠性,为相关领域的从业人员提供一定的参考和指导。
希望本文的内容能够对焊接件公差标准的理解和应用提供一定的帮助。

焊接结构的长度和角度的一般公差1、直线尺寸的公差,见表1表1 直线尺寸的公差公称尺寸范围,mm公差等级2~30 30~120 120~400400~10001000~20002000~40004000~80008000~1200012000~1600016000~20000B ±1 ±2 ±2 ±3 ±4 ±6 ±8 ±10 ±12 ±142、角度尺寸的公差,见表2短角边长度可以用来根据表2确定采用哪个公差。
角边的长度也可以假设其扩大到一个指定的参考点。
在这种情况下,有关的参考点应该被标注在图纸上。
表2 角度尺寸的公差公差公称尺寸1范围,mm(长度或短角边) ^-400 400-1000 1000以上公差Δa(度或分)B ±45' ±30' ±20'计算的和圆整的公差t,mm/m 1B ±13' ±9' ±6'1)给出的值相当于总公差的正切值。
要乘以短角边的长度(单位为m)3、直线度公差、平坦度公差和平行度公差直线度公差、平坦度公差和平行度公差由下面的表3指定,这些公差既用于焊接件、焊接装配件或焊接结构件的总体尺寸,也用于所标注尺寸的部分。
其它形式公差和位置公差,例如同轴度公差和对称性公差,还尚未规定。
如果出于功能的原因需要这类公差,这类公差将按照prEN ISO 1101的规定标注在图纸上。
表3直线度公差、平坦度公差和平行度公差公称尺寸1范围, mm(表面的长边)公差等级30~120 120~400400~10001000~20002000~40004000~80008000~1200012000~1600016000~2000020000以上公差t, mmF 1 1.5 3 4.5 6 8 10 12 14 164、测试使用的测试和测量装置应该适合于其用途并有相应的精度。
焊接公差标准焊接是一种常见的金属连接方法,它在工业生产中扮演着非常重要的角色。
在焊接过程中,公差标准是至关重要的,它直接影响着焊接件的质量和性能。
本文将就焊接公差标准进行详细介绍,以便读者更好地了解和掌握相关知识。
首先,焊接公差标准是指在焊接过程中所允许的偏差范围。
这个范围是由国家标准或行业标准规定的,旨在保证焊接件的质量和安全。
公差标准通常包括尺寸公差、形位公差和表面质量要求等内容。
尺寸公差是指焊接件在尺寸方面所允许的偏差范围。
在焊接过程中,由于热变形等因素的影响,焊接件的尺寸往往会产生一定的变化。
因此,为了保证焊接件的装配和使用要求,尺寸公差的控制显得尤为重要。
形位公差是指焊接件在形状和位置方面所允许的偏差范围。
焊接件的形状和位置偏差会直接影响其与其他零部件的配合情况,因此形位公差的控制对于保证焊接件的装配质量至关重要。
表面质量要求是指焊接件表面的光洁度、平整度、氧化皮和焊渣等方面的要求。
焊接件的表面质量直接关系到其外观和使用寿命,因此在焊接过程中要严格控制表面质量,确保其符合相关标准要求。
总的来说,焊接公差标准的制定和执行对于保证焊接件的质量和性能至关重要。
在实际生产中,我们应该严格按照相关标准要求进行操作,确保焊接件的质量达到标准要求。
除了以上提到的内容,我们还需要注意以下几点:首先,焊接人员要具备良好的焊接技术和操作技能,严格按照焊接工艺规程进行操作,确保焊接质量。
其次,焊接设备和焊接材料也要符合相关标准要求,确保焊接过程中的质量和安全。
最后,焊接过程中要严格执行质量控制要求,对焊接件进行全面的检测和评定,确保其质量符合标准要求。
总之,焊接公差标准是保证焊接件质量和性能的重要保障,我们应该充分重视并严格执行相关标准要求,确保焊接件的质量达到标准要求。
焊接公差标准
焊接作为一种常见的金属连接方式,其质量的好坏直接关系到产品的使用性能和安全性。
而焊接公差标准作为评定焊接质量的重要指标,对于保证焊接质量具有重要的意义。
本文将对焊接公差标准进行详细介绍,以便广大焊接工作者和相关人员更好地了解和掌握焊接公差标准的相关知识。
首先,焊接公差标准是指在焊接过程中所允许的偏差范围和要求。
焊接公差标准的制定是为了保证焊接接头的质量,确保其能够满足设计要求和使用要求。
焊接公差标准一般由国家标准、行业标准或企业标准等制定,具有一定的权威性和约束力。
其次,焊接公差标准通常包括尺寸公差、形位公差和表面质量要求等内容。
尺寸公差是指焊接件的尺寸允许偏差范围,包括焊缝尺寸、焊接件尺寸等;形位公差是指焊接件的形状、位置、方向等要求,包括焊接面的平直度、垂直度、倾斜度等;表面质量要求是指焊接件表面的光洁度、无损伤、无气孔、无裂纹等要求。
另外,焊接公差标准的制定需要考虑到具体的焊接材料、焊接工艺、焊接设备等因素。
不同的焊接材料具有不同的热膨胀系数、
热导率、力学性能等特点,因此在制定焊接公差标准时需要进行相
应的修正和调整。
同时,不同的焊接工艺和焊接设备对焊接质量也
会产生影响,因此在制定焊接公差标准时需要考虑这些因素的影响。
总之,焊接公差标准是确保焊接质量的重要保障,对于提高焊
接质量、保证产品质量具有重要的意义。
只有严格遵守焊接公差标准,才能够保证焊接接头的质量稳定、可靠,从而确保产品的使用
性能和安全性。
因此,各个相关行业的从业人员都应该加强对焊接
公差标准的学习和掌握,不断提高焊接质量,推动焊接行业的发展。

ISO13920:1996焊接结构的一般尺寸公差和形位公差
1、线性尺寸公差
2、角度尺寸公差
采用角度的短边作为基准边,其长度可以延伸到某一特定的基准点,基准点标注在图样上。
如下图所示:
3、直线度、平面度和平行度
3.1直线度
3.2平面度
3.3平行度
ISO2768—1:1989机加工一般公差:
未单独注出公差的线性和角度尺寸的公差本标准适用于下列未注公差的尺寸:
1)线性尺寸:直径、半径、距离、倒圆半径和倒角高度;2)角度尺寸,包括通常不注明角度值的角度尺寸;
3)机加工组装件的线性和角度尺寸。
线性尺寸的极限偏差值(mm)。
对焊大小头公差标准对焊大小头公差标准是指在焊接接头中,焊缝的大小和焊接部位的尺寸偏差。
大小头公差的控制对于保证焊缝质量和焊接部位尺寸的准确性非常重要。
下面是对焊大小头公差标准的相关参考内容。
1. GB/T 9444-2008《焊接尺寸公差》GB/T 9444-2008是中国国家标准中关于焊接尺寸公差的规定。
该标准规定了焊接接头尺寸公差的计算方法、公差限制、焊缝几何形状公差等。
通过该标准的参考内容,可以得到焊接接头合理的尺寸公差范围,确保焊接质量。
2. ISO 2553:2019《焊接和相关工艺. 焊缝的几何形状. 符号表示和表示位置》ISO 2553:2019是国际标准化组织制定的关于焊缝几何形状符号表示和表示位置的标准。
该标准规定了焊缝几何形状的符号表示方法、公差限制以及表示位置等。
通过参考ISO2553:2019,可以统一焊缝几何形状的表示和公差限制,确保焊接质量的可靠性和可测量性。
3. AWS A2.4/A2.4M-2012《Standard Symbols for Welding, Brazing, and Nondestructive Examination》AWS A2.4/A2.4M-2012是美国焊接学会制定的与焊接、钎焊和无损检测相关的标准符号。
该标准规定了焊接接头尺寸公差的计算和表示方法、焊缝几何形状符号的表示方法等。
通过参考该标准,可以清晰明确地表示焊缝尺寸公差,便于焊接工程师、检验员和操作工人之间的沟通和理解。
4. ASME B31.3-2018《Process Piping》ASME B31.3-2018是美国机械工程师学会制定的关于工艺管道的标准。
该标准包括了对焊接接头尺寸公差的要求。
通过参考该标准,可以得到与焊接尺寸公差相关的具体要求、合理的焊接尺寸公差范围,以及对各种焊接类型的要求。
5. DIN EN ISO 13920:1996《焊接、钎焊和相关工艺. 焊缝形状的三级公差》DIN EN ISO 13920:1996是国际标准化组织和德国标准化协会共同制定的关于焊缝形状三级公差的标准。
焊接尺寸公差标准按什么公差等级标题:焊接尺寸公差标准:深入剖析不同公差等级的选择与应用导言:焊接作为金属材料连接的主要方法,其质量受到焊接尺寸公差标准的严格约束。
公差等级的选择对焊接接头的功能、安全性以及可靠性都有着直接影响。
本文将对焊接尺寸公差标准,特别是不同公差等级的意义、选择和应用进行全面探讨。
目录:1. 引言2. 焊接尺寸公差标准的意义与背景3. 不同公差等级的定义与分类3.1 公差等级的基本概念3.2 常见的焊接尺寸公差标准4. 公差等级的选择原则与方法4.1 结构强度与机械性能要求4.2 公差等级的选择策略5. 不同公差等级的应用案例分析5.1 低公差等级在高精度焊接中的应用5.2 高公差等级在大型结构焊接中的应用6. 个人观点与总结7. 结语1. 引言焊接尺寸公差标准是为确保焊接接头质量,满足设计要求而制定的重要技术规范。
焊接尺寸公差标准中包含了对焊缝的尺寸、形状、倾斜度、表面质量等方面的要求,其合理选择和正确应用对焊接接头的机械性能、结构稳定性以及外观质量等有着重要影响。
2. 焊接尺寸公差标准的意义与背景焊接尺寸公差标准的制定旨在规范焊接工艺,提高焊接质量,保证焊接接头的可靠性。
它不仅对焊接人员提供了具体的操作指导,也为设计师提供了重要参考,以确保焊接部件与整体结构的协调一致性。
3. 不同公差等级的定义与分类3.1 公差等级的基本概念公差等级是指焊接尺寸公差标准中所定义的不同要求级别。
一般来说,公差等级越高,对焊接接头的要求越严格,对尺寸和形状的容差范围越小。
3.2 常见的焊接尺寸公差标准常见的焊接尺寸公差标准包括ISO焊接标准、AWS焊接标准、EN焊接标准等。
这些标准都按照不同的公差等级对焊接接头的尺寸进行了分类和规定,以适应不同焊接对象和要求的应用场景。
4. 公差等级的选择原则与方法4.1 结构强度与机械性能要求公差等级的选择应充分考虑焊接接头的结构强度和机械性能要求。
一般来说,对于高载荷、高应力的焊接接头,应选择较低的公差等级;而对于载荷相对较低、机械性能要求不高的焊接接头,则可以选择较高的公差等级。
焊接精度标准
焊接精度标准是指用于评定焊接过程中产生的焊接接头几何形状、尺寸、位置等是否符合要求的指标。
以下是一些常见的焊接精度标准:
1.焊缝尺寸偏差:根据焊接材料和工艺要求,针对焊缝的宽度、高度、凸起
或凹陷等尺寸要求制定偏差范围,一般以毫米或百分比来表示。
2.焊接尺寸公差:对于焊接件及其组装结构上的尺寸要求,根据设计要求和
应用领域的规范制定公差范围,用于评定焊接件的尺寸精度是否满足标准。
3.焊缝位置偏差:描述焊接缝相对于焊接件或其他约束元素的位置关系。
例
如,焊缝边缘与设计位置的偏离,由公差范围来定义。
4.焊缝形状:常见的焊缝形状包括直线焊缝、锯齿形、波浪形等。
焊缝形状
的标准通常与特定的焊接过程和要求相关,确保焊接平稳、牢固。
5.焊接变形:当焊接时产生的热量引起焊接件的膨胀或收缩,导致焊接变形。
焊接变形的种类包括弯曲、扭转、收缩等。
焊接变形的标准用于评定焊接
件在力学、装配等方面是否满足要求。
具体的焊接精度标准会根据不同的国家、行业和应用领域的要求而有所不同。
因此,在进行焊接工作前,应明确适用的标准和规范,并严格按照标准要求执行,以确保焊接质量和结构的可靠性。
焊接件通用技术要求一、主题内容与适用范围本标准规定了本公司产品焊接件的技术要求,试验方法和检验规则。
本标准适用于本公司生产的各机型农机及其它焊接件的制造和检验。
若本标准规定与图纸要求相矛盾时,应以图纸要求为准。
本标准适用于手工电弧焊、CO2气体保护焊等焊接方法制造的焊接件。
二、技术要求1、材料用于制造组焊件的原材料(钢板、型钢和钢管等)、焊接材料(焊条、焊丝、焊剂、保护气体等) 进厂时,须经检验部门根据制造厂的合格证明书验收后,才准入库。
对无牌号、无质证书的原材料和焊材,必须进行检验和鉴定。
其成份和性能符合要求时方准使用。
1.1焊接材料:1)焊条、焊丝应存放于干燥、通风良好的库房内,各类焊条必须分类、分牌号堆放,避免混乱。
搬运过程轻拿轻放,不要损伤药皮。
焊条码放不可过高2)仓库内,保持室温在0°C以上,相对湿度小于60%。
3)各类存储时,必须离地面高300mm,离墙壁300mm以上存放,以免受潮。
4)一般焊条一次出库量不能超过两天的用量,已经出库的焊条,必须要保管好。
焊条使用前应按其说明书要求进行烘焙,重复烘焙不得超过两次。
1.2原材料1.2.1各种钢材在划线前,不能有较大的变形,其形状公差不得超出下列规定:1)钢板的平面度不应超过表1规定表1 钢板平面度公差值f简图测量工具1000:f厚度δ≤16 f=2 1米平尺2)型材的直线度和垂直度公差不超过表2的规定表23)歪扭不超过表2的规定,当超过规定,本公司无法矫正时,经检验部门同意,可用于次要结构。
1.2.2下料:1.2.2.1尺寸偏差:钢材可采用机械剪切、气割、等离子切割、火焰切割、激光切割等下料方法,零件切割后的尺寸偏差应符合下列规定:剪板机下料零件尺寸的极限偏差按表3规定:气割、等离子切割、火焰切割的零件尺寸的极限偏差按表4规定表3 剪板机下料零件尺寸的极限偏差mm表4 气割、等离子切割、火焰切割零件尺寸的极限偏差mm当板厚小于或等于18mm时,气割孔直径尺寸的极限偏差按表5规定:当板厚>18-30时,极限偏差按表5放大0.5mm;当板厚>30时,极限偏差按表5放大1mm。