醋酸工艺流程
- 格式:docx
- 大小:35.88 KB
- 文档页数:3
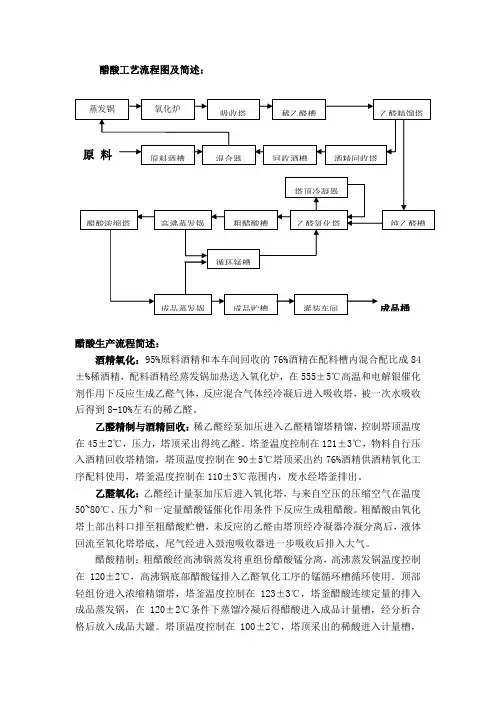
醋酸工艺流程图及简述:
醋酸生产流程简述:
酒精氧化:95%原料酒精和本车间回收的76%酒精在配料槽内混合配比成84±%稀酒精,配料酒精经蒸发锅加热送入氧化炉,在555±5℃高温和电解银催化剂作用下反应生成乙醛气体,反应混合气体经冷凝后进入吸收塔,被一次水吸收后得到8-10%左右的稀乙醛。
乙醛精制与酒精回收:稀乙醛经泵加压进入乙醛精馏塔精馏,控制塔顶温度在45±2℃,压力,塔顶采出得纯乙醛。
塔釜温度控制在121±3℃,物料自行压入酒精回收塔精馏,塔顶温度控制在90±5℃塔顶采出约76%酒精供酒精氧化工序配料使用,塔釜温度控制在110±3℃范围内,废水经塔釜排出。
乙醛氧化:乙醛经计量泵加压后进入氧化塔,与来自空压的压缩空气在温度50~80℃、压力~和一定量醋酸锰催化作用条件下反应生成粗醋酸。
粗醋酸由氧化塔上部出料口排至粗醋酸贮槽,未反应的乙醛由塔顶经冷凝器冷凝分离后,液体回流至氧化塔塔底,尾气经进入鼓泡吸收器进一步吸收后排入大气。
醋酸精制:粗醋酸经高沸锅蒸发将重组份醋酸锰分离,高沸蒸发锅温度控制在120±2℃,高沸锅底部醋酸锰排入乙醛氧化工序的锰循环槽循环使用。
顶部轻组份进入浓缩精馏塔,塔釜温度控制在123±3℃,塔釜醋酸连续定量的排入成品蒸发锅,在120±2℃条件下蒸馏冷凝后得醋酸进入成品计量槽,经分析合格后放入成品大罐。
塔顶温度控制在100±2℃,塔顶采出的稀酸进入计量槽,
经计量后放入稀酸大罐。
![醋酸生产工艺流程 [醋酸生产工艺流程设计]](https://uimg.taocdn.com/d714a089172ded630a1cb630.webp)
醋酸生产工艺流程 [醋酸生产工艺流程设计]1 醋酸生产工艺流程设计 1.1 工艺路线简介制醋酸的方法主要有:(1)生料固态酿造法。
(2)酶法液化通风回流喷淋制醋.(3)空气自吸式发酵罐液态深层发酵制醋。
1.2 工艺流程设计空气自吸式发酵罐液态深层发酵制醋节省了空气压缩系统,减少了设备投资,便于实现自动化和连续化,应用范围广。
主要工艺流程:(1)菌种选择; (2)原料预处理; (3)糖化; (4)酒精发酵; (5)醋酸发酵;(6)压滤;(7)配兑和灭菌;(8)陈酿。
2 设计任务批量生产17吨醋酸发酵罐设计 2.1 技术参数生产规模:年产5000t(醋酸含量4% 质量分数)制度:全年工作300日,三班作业。
项目数量温度控制冷却水温-35℃ pH控制 4.8pH DO控制 20% 2.2.1 物料衡算理论上1g酒精能生产1.30g醋酸,实际的醋酸得率一般以理论得率的80%计算,实际上1g酒精能生产1g左右的醋酸。
2.3结果预算根据计算结果得到可供选择的发酵罐如表2所示:表2 17t/d醋酸精馏塔型号公差容积17 m3 公差容积20 m3 公差容积30m3 塔釜加热电压v 122.5 132.5 117.5 进料量(l/min) 8 9 11 额定压力(MPa) 25 35 50 最高温度(℃) 80 80 80 进料位置下下下 2.4 醋酸精馏塔设计 2.4.1 生产能力的计算每生产1t食醋需酒精发酵成熟醪体积:641.7L = 0.642m3 每天生产食醋17t,醋酸精馏塔填充量70%,则每天需要醋酸蒸馏塔的总容积:17×0.642/0.70 = 15.59m3 2.4.2 醋酸精馏塔数量N的确定:若取公称容积15m3的,实际容积为17m3. N1 = ﹙15.59×8﹚/17 = 7.3 (个)若取公称容积17m3精馏塔7个若取公称容积20m3的精馏塔,实际容积为22m3. N2 = ﹙15.59×8﹚/22 = 5.6 (个)若取公称容积20m3精馏塔6个。
醋酸发酵的工艺流程
《醋酸发酵的工艺流程》
醋酸发酵是一种利用醋酸菌将酒精发酵成醋酸的生物工艺过程。
其制作工艺流程一般包括以下几个步骤。
1. 培养醋酸菌
首先在适宜的温度和湿度条件下,培养醋酸菌。
培养醋酸菌的基质可以选择米饭、玉米粉等,也可以使用商业上特制的醋酸菌培养基。
培养后的醋酸菌可以用于接种发酵原料。
2. 发酵原料的选择
醋酸发酵的原料主要是含有酒精的发酵液,如葡萄酒、啤酒等。
除此之外,也可以选择用果蔬压榨出来的汁液作为原料,比如苹果汁、葡萄汁等。
3. 接种醋酸菌
将培养好的醋酸菌接种进发酵原料中,然后置于适宜温度下静置。
在此过程中,醋酸菌会利用酒精进行发酵产生醋酸。
4. 发酵
发酵持续进行一段时间后,醋酸菌会将酒精转化为醋酸。
在此过程中最好保持适当的氧气供应,以促进醋酸菌的生长和发酵活性。
5. 过滤和储存
待发酵完成后,通过过滤将醋酸液中的杂质去除,然后进行储
存。
醋酸液可以用于直接食用,也可以进行进一步的加工,比如制作成果醋、陈醋等。
在储存的过程中,要注意避免酸液受到污染或氧气接触,以免影响品质。
醋酸发酵的工艺流程相对简单,但要保证产品质量和生产效率,需要严格控制发酵条件,确保醋酸菌的生长和活性。
同时也要注意提高产品的卫生质量,避免外界污染对酸液的影响。
制醋的工艺流程
《制醋的工艺流程》
制醋是一种古老的发酵工艺,通过将酒精发酵成醋酸来制作醋。
下面是制醋的一般工艺流程:
1. 酿造酒精:首先,要选择适合醋制作的原料,如苹果、葡萄、大米等,并将其发酵成酒精。
这一步需要控制好酒精的酿造温度和时间,以确保酒精质量。
2. 发酵醋酸菌:将醋酸菌加入酒精中,启动醋的发酵过程。
通常使用的醋酸菌有乙酸杆菌和乳酸杆菌,它们能够将酒精转化为醋酸。
3. 发酵过程:将发酵醋酸菌和酒精混合物装入特制的发酵罐中,然后保持在适宜的温度和湿度下,让醋酸菌进行发酵。
这个过程一般需要数月到一年的时间,要不断监控发酵的情况,确保发酵正常进行。
4. 过滤和储存:当发酵结束后,将醋液进行过滤处理,去除杂质和沉淀物。
然后将过滤后的醋液储存在干净的容器中,以备后续使用。
以上就是制醋的一般工艺流程。
制醋的工艺需要严格的操作和控制,才能确保醋的质量和口感。
随着现代工艺的发展,制醋的方法也在不断改进和完善,希望未来能够制造出更加优质的醋产品。
摘要 (2)一、概述 (3)(一)醋酸生产的历史 (3)(二)醋酸的物理性质 (3)(三)醋酸的化学性质 (4)(四)醋酸的主要生产方法及比较 (5)二、工艺流程设计 (6)(一)工艺原理 (6)(二)工艺条件 (7)(三)反应器 (8)(四)工艺流程 (8)三、物料衡算 (10)(一)设计依据 (10)(二)氧化塔物料衡算(1,2,3,4四个塔和在一起算) (10)(三)脱低沸物塔物料衡算 (13)(四)脱高沸物塔物料衡算 (14)(五)醋酸回收塔物料衡算 (15)摘要醋酸,也叫乙酸、冰醋酸,化学式CH3COOH,是一种有机一元酸,为食醋内酸味及刺激性气味的来源。
纯的冰醋酸(无水乙酸)是无色的吸湿性液体,凝固点为16.7℃(62℉),凝固后为无色晶体。
尽管根据醋酸在水溶液中的解离能力它是一种弱酸,但是醋酸是具有腐蚀性的,其蒸汽对眼和鼻有刺激性作用。
醋酸是一种用途广泛的基本有机产品, 也是化工、医药、纺织、轻工、食品等行业不可缺少的重要原料。
随着醋酸衍生产品的不断发展, 以醋酸为基础的工业不仅直接关系到化学工业的发展,而且与国民经济的各个行业息息相关,醋酸生产与消费正引起世界各国的普遍重视,为了满足经济发展对醋酸的需求,开展了此年产10万吨醋酸项目。
本设计采用成熟的乙醛氧化法合成醋酸。
首先确定乙醛氧化法生产醋酸工艺流程,然后对整个工艺过程进行物料和能量衡算。
关键词:醋酸,工艺流程,物料衡算一、概述醋酸不仅是一种简单的羧酸,还是一个重要的化学试剂。
醋酸也被用来制造电影胶片所需要的醋酸纤维素和木材用胶粘剂中的聚乙酸乙烯酯,以及很多合成纤维和织物。
在家庭中,醋酸稀溶液常被用作除垢剂。
食品工业方面,在食品添加剂列表E260中,醋酸是规定的一种酸度调节剂.液态乙酸是一个亲水(极性)质子化溶剂,与乙醇和水类似。
因为介电常数为6.2,它不仅能溶解极性化合物,比如无机盐和糖,也能够溶解非极性化合物,比如油类或一些元素的分子,比如硫和碘。
醋的生产工艺醋是一种常见的调味品,广泛应用于食品烹饪、腌制制品以及药物工业等领域。
醋的生产工艺可以分为两个主要的步骤:酿造和酸化。
下面将详细介绍醋的生产工艺。
1. 原料准备醋的主要原料是含有淀粉或糖的物质,如大米、小麦、玉米、苹果等。
这些原料会被发黏酵母菌发酵成乙醇,然后再被醋酸菌氧化为醋酸。
此外,还需要准备一些辅助材料,如酵母菌、醋酸菌和水。
2. 酿造过程首先,将原料进行研磨或切碎成适当大小的颗粒。
然后,将原料和水混合,制成酿造原料。
接着,将酿造原料加热至适当的温度,以促进淀粉或糖的分解。
这个过程被称为糖化,其目的是将淀粉或糖转化为可被酵母菌发酵的简单糖类。
糖化完成后,将酿造原料冷却至适宜的温度,并添加选定的酵母菌。
酵母菌会通过发酵作用将糖类转化为乙醇。
发酵过程一般需要经历数天到数周的时间,期间需注意保持适宜的温度和湿度,以维持酵母菌的生长和发酵活动。
3. 酸化过程当发酵完成后,将得到的乙醇溶液加入适量的水中形成醋原液。
醋原液的酸度一般较低,需要通过酸化过程进一步转化为醋酸。
酸化过程主要是指将醋原液暴露在含有醋酸菌的环境中,利用这一类微生物的氧化反应,将乙醇置换为醋酸。
醋酸菌通过代谢乙醇来生存,并产生醋酸。
酸化过程可以通过传统的酿造方法,如表面酸化或陈化酸化。
表面酸化需要将醋原液均匀地倒在大坛或浅盘上,让酸化菌在液体表面形成一层发酵膜。
陈化酸化则是将醋原液放置在特定的容器中,经过长时间的自然陈化,酸化菌会逐渐在液体中繁殖并发酵,使醋原液发酵成为醋。
在酸化过程中,要注意保持适宜的酸化温度和湿度,并避免其他微生物的感染,以确保醋酸菌能够顺利进行酸化反应。
4. 精制和成熟酸化完成后,醋需要进行精制和成熟过程。
精制是指将酸化后的液体进行过滤、澄清和消毒,以去除杂质和不可溶性物质。
之后,将醋液置于适宜的容器中进行成熟,使其味道更加浓郁和醇香,一般需要经过数个月至数年。
5. 包装和贮存成熟的醋液再经过严格的包装和贮存,以确保质量的稳定和延长保质期。
醋的生产工艺流程
《醋的生产工艺流程》
醋是一种常见的调味品,也是一种常见的发酵制品。
醋的生产工艺流程主要包括原料准备、发酵、发酵液处理、成品制备和包装等步骤。
首先是原料准备。
醋的主要原料是含有碳水化合物的物质,如米、糯米、面粉、果汁、蜜、糖、玉米等。
这些原料经过清洗、研磨,将淀粉转化为糖,为后续的发酵做好准备。
接下来是发酵。
原料经过蒸煮、糖化后,将其放入发酵罐中,加入酵母或发酵酵母,并放置在适宜的温度和湿度条件下进行发酵。
发酵过程中,酵母菌会将糖分解成醇和二氧化碳,并转化为醋酸。
然后是发酵液处理。
经过一定时间的发酵后,发酵液中的醋酸浓度会逐渐增加,而且会产生一些悬浮物和沉淀物。
需要进行澄清、陈化和调节酸度等处理,以获得清澈、口感适宜的发酵液。
接着是成品制备。
处理好的发酵液经过过滤、热处理等工艺,得到成品醋。
同时根据需要,还可以添加一些调味品和防腐剂,使醋的口感更好,保存更久。
最后是包装。
成品醋通过灌装、密封、贴标等工艺,装入适宜的包装容器中,并进行包装和码垛等处理,以便储存和销售。
通过以上工艺流程,醋的生产从原料准备到最终包装完成,经过了严格的控制和处理,保证了产品质量和安全。
同时,这些工艺流程也充分体现了醋的发酵制作过程,使得醋成为了一种既美味又健康的食品。
第二章醋酸生产工艺第五节甲醇羰基化制醋酸一、工艺流程叙述1、羰基化工艺发展历史:甲醇羰基合成法有“高压法”和“低压法”之别。
1950年联邦德国的BASF 公司首先开发出钴系催化剂,该法反应条件苛刻,温度为250℃,压力为70Mpa,而且副产品多,该法称为“高压法”。
国外曾建有4套装置,目前已全部停产。
1968年美国Monsanto(孟山都)开发出铑-碘催化剂体系,反应条件温和,温度为180-190℃,压力为2.7-2.9Mpa,该法称为“低压法”。
1978年美国Celeance(塞拉尼斯)公司采用传统Monsanto法建设了一套27万吨/年的装置,1980年Celeance公司对传统的Monsanto工艺进行改进,推出了Celeance AO Plus(酸最优化)工艺。
1982年英国BP(碧辟)公司引进Monsanto技术建成了一套17万吨/年的装置,并于1986年买下Monsanto低压甲醇羰基化生产醋酸技术的专利权,其后BP公司在Monsanto法基础上对工艺流程做了局部改进,形成Monsanto/BP法,英国BP公司对Monsanto/BP法工艺不断进行改进,于1996年推出了BP Cativa工艺。
西南化工研究院、清华大学、中科院化学所等国内多家科研院所自70年代就开始进行低压甲醇羰基化合成醋酸工艺技术的开发研究,由于当时材料不过关,又无法从国外进口,一直没有实现工业化生产。
90年代,江苏索普集团公司联合西南院、中科院化学所、上海化工设计院、西安五二四厂、上海石化总公司、合肥通用所等单位进行国内首套低压甲醇羰基化合成醋酸工业化装置的开发建设,首先完成了300吨/年中试装置的建设、试验,在此基础上完成了10万吨/年醋酸装置的工艺软件包开发、工程设计、特材(锆材、哈氏合金等)设备的研制、加工制作,历时8年,装置于1998年元月5日一次投料试车成功,当年达产,2000年进行2.5万吨/年扩能改造。
文献综述醋酸是一种有机化合物,又叫乙酸(ethanoic asid)别名:醋酸(acetic acid),冰醋酸(glacial acetic acid)。
分子式:C2H4O2(常简写为HAc)或CH3COOH。
是典型的脂肪酸。
被公认为食醋内酸味及刺激性气味的来源。
纯的无水乙酸(冰醋酸)是无色的吸湿性液体,凝固点为16.7度,凝固后为无色晶体。
尽管根据乙酸在水溶液中的解离度证明他是一种弱酸,但是乙酸是具有腐蚀性的,其蒸气对眼和鼻有刺激性作用。
乙酸是一种简单的羧酸,是一个重要的化学试剂。
乙酸也被用来制作电影胶片,所需要的醋酸纤维素和木材用胶粘剂中的聚乙酸乙烯脂,以及很多合成纤维和织物。
在家庭中,乙酸稀溶液常被用作除垢剂。
食品工业方面,在食品添加剂列表E260中,乙酸是规定的一种酸度调节剂。
醋酸是一种用途广泛的基本有机产品,也是化工,医药,纺织,轻工,食品等行业不可取少的重要原料。
随着醋酸衍生物的不断发展,以醋酸为基础的工业不仅直接关系到化学工业的发展,而且与国民经济的各行各业息息相关,醋酸生产与消费正引起各国的普遍重视,醋酸生产工艺及相关问题的研究开发正在日益加深和发展。
从最初的粮食发酵,木材干馏生产醋酸开始,合成醋酸的工艺路线主要有乙醛氧化法,乙炔电石法,乙醇氧化法,乙烯氧化法,丁烷氧化法和羟基合成法等。
这些方法都各有他的优点和缺点。
在选择合成醋酸的路线时,应与当地的原料资源情况密切联系起来,因地制宜,按醋酸用量的大小,工业技术条件等作综合的平衡。
本设计采用成熟的乙醛氧化法合成醋酸,首先确定乙醛氧化法生产醋酸工艺流程,其次对整个工艺过程进行物料和能量衡算,然后对其中的单元设备————精馏塔进行设备设计,最后对此进行经济效益分析。
白醋酿造工艺流程白醋是一种常见的调味品,具有酸味和清爽的口感,广泛应用于烹饪、腌制和调味等方面。
白醋的酿造工艺经历了多个步骤,下面将详细介绍白醋酿造的工艺流程。
第一步:原料准备白醋的主要原料是粮食,如稻米、小麦、玉米等。
首先需要将这些粮食进行清洗和筛选,去除杂质和异物。
然后将粮食浸泡在水中,进行蒸煮或煮熟,以破坏淀粉颗粒的结构,释放出淀粉。
第二步:淀粉糖化将蒸煮或煮熟的粮食放入发酵罐中,加入适量的酵母和酵母营养物质。
酵母能够分解淀粉中的糖分,将淀粉转化为糖,这个过程称为糖化。
在这个过程中,发酵罐需要保持适宜的温度和湿度,以提供酵母生长和糖化反应所需的条件。
第三步:发酵在糖化完成后,将发酵罐密封,让酵母进行发酵作用。
发酵过程中,酵母会将糖分解为酒精和二氧化碳。
这个过程需要一定的时间,通常需要几周到几个月不等,具体的时间取决于酿造白醋的种类和工艺。
第四步:醋酸发酵当发酵完成后,将发酵得到的酒液转移到醋酸发酵罐中。
醋酸发酵是白醋酿造过程中的关键步骤。
在醋酸发酵罐中,将醋酸菌接种到酒液中,醋酸菌能够将酒液中的酒精转化为醋酸。
这个过程需要适宜的温度和湿度,以提供醋酸菌生长和醋酸发酵所需的条件。
第五步:熟化和调味经过醋酸发酵后,得到的液体称为原醋。
原醋需要进行熟化和调味的过程,以提高其口感和品质。
在熟化过程中,原醋会经历一定的时间,使醋酸和其他成分得到均衡和稳定。
同时,也可以根据需要添加适量的盐和其他调味料,以增加酸味和风味。
第六步:过滤和澄清经过熟化和调味后,原醋需要进行过滤和澄清的过程。
通过过滤和澄清,可以去除悬浮物和杂质,使醋液更加纯净和透明。
过滤和澄清可以使用滤网、滤纸等器具进行,也可以利用重力沉淀和离心机等方法加速分离。
第七步:包装和贮存经过过滤和澄清后的白醋可以进行包装和贮存。
通常将白醋装入玻璃瓶、塑料瓶或桶中,并加盖密封。
在贮存过程中,需要注意保持适宜的温度和湿度,以防止醋液变质和发酵。
以上就是白醋酿造的工艺流程。
食用醋酸生产工艺
醋酸是一种常见的食品添加剂和工业原料,它广泛应用于食品、医药、化工等领域。
以下是一种常见的食用醋酸生产工艺。
原料准备:
1. 纯净的醋酸酸液:通过醋酸乙酯酯交换反应、发酵或乙烯氧化法等方法得到。
2. 原料醋:选用优质、纯净的发酵醋作为原料。
工艺流程:
1. 醋酸发酵: 将原料醋注入醋酸发酵罐中,加入适量的醋母菌,利用醋母菌对乙醇进行氧化,将其转化为醋酸。
2. 发酵反应控制:在较低的温度和适宜的pH值和空气供应条
件下,控制发酵过程,使醋酸继续稳定生成。
3. 发酵结束:发酵达到一定时间后,可通过检测酸度等指标确定发酵是否结束,一般需要几周到几个月的时间。
4. 母液处理:将发酵完毕的母液进行过滤和离心分离,得到含有醋酸的液体。
5. 纯化处理:通过蒸馏、萃取、净化等工艺,将液体中的杂质去除,获得纯净的醋酸酸液。
6. 醋酸酸液处理:对醋酸酸液进行稳定剂的添加、匀浆处理等操作,使其达到食品级别的要求。
7. 灌装包装:将处理好的醋酸酸液进行灌装,根据需要进行瓶装或桶装等包装形式。
以上是一种常见的食用醋酸生产工艺,生产过程中需要严格控制发酵条件和纯化过程,确保生产出的醋酸质量合格、无害。
同时,生产过程中还需注意环保问题,尽量降低废水、废气的排放,并采取相应的处理措施。
醋的生产工艺流程及设备
醋的生产工艺流程及设备可以简单分为以下几个步骤:
1. 原料准备:选择优质的醋酸发酵原料,常见的原料有谷物(如大麦、玉米、稻谷)和水果(如苹果、葡萄)。
2. 糖化发酵:将原料经过研磨和糖化处理后,加入酵母进行发酵。
发酵条件一般为温度控制在25-30摄氏度,PH值在
3.0-
4.0之间。
此步骤一般需要发酵10-30天,产生的乙醇会转化为乙酸。
3. 酸化发酵:将发酵好的液体加入发酵罐中,加入醋酸菌(如醋杆菌)进行酸化发酵。
酸化发酵的条件一般为温度控制在30-35摄氏度,PH值在
4.0-
5.0之间。
此步骤一般需要发酵10-30天,乙酸含量逐渐增加。
4. 澄清过滤:酸化发酵完成后,通过澄清过滤将液体中的杂质和固体颗粒去除。
5. 储存和熟化:将澄清过滤后的液体倒入储酒罐或木桶中,进行熟化和陈放。
熟化的时间一般为数月到数年,过程中乙酸含量进一步增加,味道也逐渐变得浓郁。
常见的醋生产设备包括:熟化罐、发酵罐、搅拌机、搅拌桨、避光罐、过滤器、储酒罐或木桶等设备。
具体设备的选购和配置可以根据生产规模和需求进行调整
和定制。
醋酸工艺流程范文醋酸是一种常用的有机酸,在化工、医药、食品等行业广泛应用。
其工艺流程包括乙烯气相氧化、醋酸酸化和醋酸提纯等步骤。
下面将详细介绍醋酸的工艺流程。
1.乙烯气相氧化乙烯气相氧化是制备醋酸的第一步。
乙烯通过加热变为气态后与空气中的氧气反应,生成醋酸。
这一步通常在反应器中进行,反应器内壁涂有醋酸合成催化剂,如钯或铑。
将乙烯和空气送入反应器中,经过一系列反应和循环冷却等步骤,将生成的醋酸气体分离和冷凝,得到含有醋酸的混合物。
2.醋酸酸化醋酸酸化是将含有醋酸的混合物中的杂质去除,提纯醋酸的过程。
首先,将含醋酸的混合物加入醋酸塔中,进行酸化反应。
在醋酸塔中,醋酸与酸化剂(通常为硫酸)反应生成醋酸铵,同时杂质被酸化剂吸附和分解。
酸化反应后的物质继续流入分离塔,并分离出固体杂质、水等。
3.醋酸提纯醋酸提纯是将酸化后的液体进一步净化,去除其中的杂质和水分。
首先,将酸化液体送入萃取塔中,通过加热和蒸馏的方式,将醋酸和其中的水分分开。
得到的醋酸含有少量水分和其他杂质,需要进行后续的处理。
进一步提纯醋酸的方法有多种,其中常用的方法是经过精馏和脱色。
精馏是通过加热和减压,将醋酸中的水分和杂质分离出来。
进一步,将提纯后的醋酸加入脱色塔中,加入活性炭等脱色剂,通过吸附和过滤等方式去除醋酸中的色素和杂质。
4.醋酸包装醋酸提纯后,可以根据需要进行包装。
常见的包装形式有桶装、瓶装等。
在包装前,需要对醋酸进行检验,确保其品质符合要求。
同时,对包装容器进行消毒和清洁,以确保醋酸的卫生安全性。
以上就是醋酸的工艺流程。
整个过程中需要严格控制各个环节的工艺参数,确保产品质量符合要求。
此外,还应注意安全和环保问题,在工艺流程中采取相应的措施,减少对环境的污染和安全风险。
醋酸工艺流程
文件排版存档编号:[UYTR-OUPT28-KBNTL98-UYNN208]
1.1 公司生产工艺、装置、储存设施等基本情况:
醋酸工艺流程图及简述:
醋酸生产流程简述:
酒精氧化:95%原料酒精和本车间回收的76%酒精在配料槽内混合配比成84±%稀酒精,配料酒精经蒸发锅加热送入氧化炉,在555±5℃高温和电解银催化剂作用下反应生成乙醛气体,反应混合气体经冷凝后进入吸收塔,被一次水吸收后得到8-10%左右的稀乙醛。
乙醛精制与酒精回收:稀乙醛经泵加压进入乙醛精馏塔精馏,控制塔顶温度在45±2℃,压力,塔顶采出得纯乙醛。
塔釜温度控制在121±3℃,物料自行压入酒精回收塔精馏,塔顶温度控制在90±5℃塔顶采出约76%酒精供酒精氧化工序配料使用,塔釜温度控制在110±3℃范围内,废水经塔釜排出。
乙醛氧化:乙醛经计量泵加压后进入氧化塔,与来自空压的压缩空气在温度50~80℃、压力~和一定量醋酸锰催化作用条件下反应生成粗醋酸。
粗醋酸由氧化
塔上部出料口排至粗醋酸贮槽,未反应的乙醛由塔顶经冷凝器冷凝分离后,液体回流至氧化塔塔底,尾气经进入鼓泡吸收器进一步吸收后排入大气。
醋酸精制:粗醋酸经高沸锅蒸发将重组份醋酸锰分离,高沸蒸发锅温度控制在120±2℃,高沸锅底部醋酸锰排入乙醛氧化工序的锰循环槽循环使用。
顶部轻组份进入浓缩精馏塔,塔釜温度控制在123±3℃,塔釜醋酸连续定量的排入成品蒸发锅,在120±2℃条件下蒸馏冷凝后得醋酸进入成品计量槽,经分析合格后放入成品大罐。
塔顶温度控制在100±2℃,塔顶采出的稀酸进入计量槽,经计量后放入稀酸大罐。