线棒工序工艺流程简介
- 格式:doc
- 大小:112.50 KB
- 文档页数:6
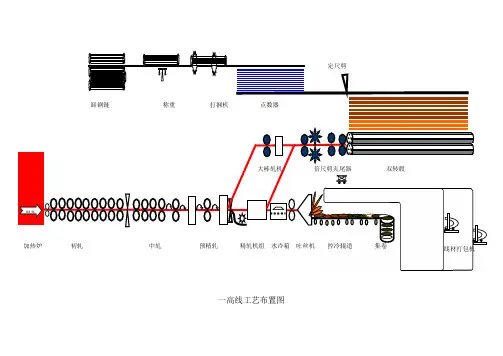
定尺剪卸钢链称重打捆机点数器钢坯大棒轧机倍尺剪夹尾器双转毂加热炉初轧中轧预精轧精轧机组水冷箱工艺布置图二高线加热炉 钢坯出炉 2 4 8 6 10 12 14 15-16 17-18 6架粗轧机 1#剪 6架中轧机 2#剪 2架中轧机 4架预精轧机组 NTM RSM 集卷站1、 一高线1.1 一高线简介线棒工序一高线作业区为线棒材复合生产线,其中线材生产线是国内最早引进的现代化高速线材生产线之一,其轧机关键设备从德国德马克公司引进,电控系统从瑞典ABB 公司成套引进。
2001年底,酒钢公司又在原高线厂房成品跨增加大规格直条棒材精轧机、棒材高速上料系统及精整设备,使其成为即具备盘卷线材生产能力,又具备直条棒材生产能力的线、棒复合生产线。
新建的棒材生产线关键设备达到世界领先水平,是国内第一条速度超过30m/s 的单线棒材生产线,其主要机械设备由意大利西马克公司引进,电控系统从德国西门子公司引进。
一高线具有线、棒材共50万吨的年设计生产能力,其中高速棒材产能30万吨,高速线材产能20万吨,棒材捆重4吨,线材卷重1吨,目前已达到60万吨的能力,可进行线材和棒材的交替生产,以满足不同用户的需求。
一高线采用大断面连铸方坯,一火成材,大压缩率使组织均匀、致密,先进的自动张力控制和多活套无张力控制保证了轧件通条尺寸均匀,线材精轧机组采用大辊径碳化钨辊环,产品表面光洁美观,精轧前、精轧内和精轧后都采取了有效的轧件水冷措施,产品理化性能得以合理控制,其优良的加工使用性能得到了用户的一致好评。
目前一高线可生产普通碳素钢、焊接用钢、中高碳钢和合金结构钢五大类钢钟,这些钢种都具有成熟的生产工艺和质量控制手段,投放市场以来深受用户的欢迎。
1.2 一高线工艺流程生产时从原料库将150方、6米长(150mm ×150mm ×6000mm )的钢坯吊放到加热炉上料台架上,进行入炉加热,按加热工艺规定将钢坯加热好后,用出钢机将钢坯推出炉子进行轧制。
⑴、 轧制Ø5.5mm ~Ø14mm 高速线材时,钢坯经9架粗轧机组、4架中轧机组、4架预精轧机组及10架线材精轧机组轧制出成品,然后立即进入4段水冷箱进行控制冷却,通过水冷将线材降至所需要的温度,进入吐丝机布圈后落在空冷运输辊道上,散卷线材在空冷辊道上完成最终相变,使机械性能和内部组织达到工艺需求,然后进行集卷、剪头、打包、检查、取样、挂标志牌,最后卸卷入库。
→→→→→⑵、 轧制Ø8mm ~Ø16mm 的光面直条或带肋钢筋时,钢坯经10架线材精轧机组轧制出成品;轧制Ø18mm ~Ø32mm 的光面直条或带肋钢筋时时,钢坯经4架预精轧机组轧制后,经运输导槽弯曲导送至2架棒材精轧机组轧制出成品。
线材精轧机组和棒材精轧机组生产出来的各种规格的棒材产品,各自经过水冷箱喷水冷却,进行在线水冷降温,然后送至成品倍尺剪分段剪切,分段后的倍尺交替进入双转毂并经尾部制动器制动减速抛入冷床冷却。
冷却后的倍尺,经输送辊道运输至冷剪剪成商品定尺。
定尺进行检查、短尺及废次品剔出、计数与分离、收集、打捆、称重、挂标志牌、卸卷,最后用天车吊入成品库。
一高线轧制Ø8mm ~Ø32mm 的圆钢或螺纹棒材工艺流程1.3 主要设备产能及性能指标加热炉功能:将钢坯加热至1050℃~1150℃技术性能:200m 2蓄热式步进加热炉,最大加热能力为每小时110吨,加热钢坯长度为5.7m~6.25m 。
主要特点:上海嘉德公司设计,烟台工业炉厂制造,燃烧介质为纯高炉煤气,这是酒钢公司第二座畜热式加热炉。
粗中轧功能:将钢坯轧制成Ø52mm 的圆钢。
技术性能:1~4架轧辊直径600mm ,5~9架480mm ,中轧10~13架350mm 。
主要特点:太原矿山机械厂制造,水平二辊轧机,单线连续式布置,直流调速电机单独传动。
预精轧功能:将粗中轧过来的红坯轧制成Ø17mm~Ø21.5mm 的圆钢。
技术性能:14~17架轧辊直径275mm 。
主要特点:德国德马克公司进口,14、16架为悬臂水平轧机,15、17架为悬臂立式机架,单线连续式布置,直流调速电机单独传动。
小棒及线材精轧机组功能:将预精轧过来的红坯轧制成Ø5.5mm~Ø14mm线材或Ø8mm~Ø16mm棒材成品。
技术性能:18~27架轧辊直径210mm,15°/75°交替布置的悬臂式精轧机,直流调速电机集体传动。
主要特点:德国德马克公司进口,高速无扭轧制,全部碳化钨辊环,表面光洁、尺寸精度高。
线材水冷箱及空冷辊道功能:将线材冷却到设定温度,得到所需的组织和性能。
技术性能:水冷箱共分4段,正向水嘴20个,反向水嘴4个,全长33.86m。
空冷辊道为链传动,运送速度0.05-1.3 m/s,总长度76.7m。
主要特点:德国德马克技术,太原矿山机械厂制造,标准型斯太尔摩控制冷却线,通过对冷却喷咀、辊道速度、风机风量的调整来满足不同钢种的冷却需要。
吐丝机功能:将精轧过来的线材布成均匀的圆圈落在空冷辊道上。
技术性能:卧式型吐丝机,倾斜度为10°,最大吐丝速度117m/s。
主要特点:德国德马克公司进口,可对成圈直径进行调整,最大1250mm,最小850mm。
集卷功能:收集散卷,然后推到P-F运输线的C形钩上。
技术性能:垂直90度倾翻,液压传动,工作压力10 MPa。
主要特点:太原矿山机械厂制造,集卷外径1250mm,内径850mm。
打包机功能:线材打包。
技术性能:两台,最大压紧力40t,打包重量为1t,工作周期45s。
主要特点:瑞典森得斯公司进口,全自动型,可保证良好的产品打包质量。
P-F运输功能:将C形钩上的线材运输到打包机打包,然后运至卸卷站。
技术性能:全长380 m,钩子总数54个。
主要特点:太原矿山机械厂制造,盘卷运输速度15m/min。
卸卷及入库功能:将P-F运输线上的线材运送到卸卷台上,由天车吊运入库。
技术性能:液压马达-链传动,储存能力3t。
主要特点:太原矿山机械厂制造,卸卷时间36s/卷。
棒材主要设备大棒夹送辊功能:夹送轧件咬入大棒精轧机。
技术性能:轧件直径Ø18mm~Ø32mm,轧件速度2.7~13.8m/s。
主要特点:太原矿山机械厂制造,碳化钨辊环,直流电机驱动可调速。
大棒精轧机功能:将预精轧或中轧过来的红坯轧制成Ø18mm~Ø32mm棒材成品。
技术性能:018、019架轧辊直径Ø350mm。
主要特点:太原矿山机械厂制造,短应力线二辊式平立布置,直流调速电机单独传动,无扭转、无张力轧制,通条尺寸均匀。
大棒水冷箱功能:控制棒材成品温度,减少氧化铁皮。
技术性能:正向水嘴4个,反向水嘴2个,总供水压力0.6 MPa,全长8.45m。
主要特点:太原矿山机械厂制造,可实现棒材在线热处理,提高产品表面质量和机械性能。
小棒夹送辊功能:运送轧件顺利通过小棒水冷箱。
技术性能:轧件直径Ø8mm~Ø16mm,轧件速度16.5~40m/s。
主要特点:太原矿山机械厂制造,碳化钨辊环,直流电机驱动可调速。
小棒水冷箱功能:控制棒材成品温度,减少氧化铁皮。
技术性能:正向水嘴15个,反向水嘴2个,总供水压力0.6 MPa,全长22m。
主要特点:太原矿山机械厂制造,可实现棒材在线热处理,提高产品表面质量和机械性能。
倍尺分段剪功能:将棒材剪切成规定的倍尺长度。
技术性能:两个,分高速倍尺剪和低速倍尺剪。
高速倍尺剪为连续式圆盘飞剪,剪切断面210mm2,剪切规格Ø16mm以下;低速倍尺剪为起停式回转飞剪,剪切断面810mm2,剪切规格Ø18~Ø32mm。
最大倍尺长度84m,最小倍尺长度66m。
主要特点:意大利小西马克公司进口,剪切精度高,并可有效实现倍尺的优化剪切。
尾部制动器功能:操作初期夹送轧件,操作后期制动轧件。
技术性能:两个,上下气动同步对称开合式,碳化钨辊环,轧件直径Ø8mm~Ø32mm,轧件速度4~40m/s。
主要特点:意大利小西马克公司进口,将高速运行的棒材制动减速到设计要求的速度,可有效提高轧制速度。
双转毂功能:接收轧件,并将轧件抛入冷床。
技术性能:转毂数2个,每一转毂4个槽,全长90m,工作周期0.5s。
主要特点:意大利小西马克公司进口,双通道式棒材上料系统,配合尾部制动器可实现高速棒材轧制的要求。
冷床功能:用于各种规格高温轧件在冷床上自然冷却和自矫直。
技术性能:长度9.382m,宽度90m,齿条间距300mm(高温段)/600mm(低温段)。
主要特点:西安冶金机械厂制造,床面最大载荷50t,工作周期1.5s。
定尺冷剪机功能:用于冷态轧件切头、切尾及定尺长度剪切。
技术性能:剪切力4900kN,剪刃长度950mm。
主要特点:西安航空机械厂制造,定尺长度范围:6.0~12.0m。
棒材计数器功能:用于棒材打捆前计数。
技术性能:计数速度10根/s,计数精度99.8%(≤Ø12mm),100%(>Ø12mm)。
主要特点:意大利小西马克公司进口,光电全自动式,计数精度高。
打捆机功能:对成品棒材进行打捆。
技术性能:两台,最大打捆直径350 mm,最小打捆直径150 mm,最高打捆重量4吨,工作周期7s。
主要特点:瑞典森得斯公司进口,全自动型棒材打捆机,可保证良好的产品打包质量。
2、二高线2.1 二高线工艺简介线棒工序二高线作业区,是酒钢公司依据总体发展战略规划新建的一条高速线材生产线,以生产高附加值优质线材产品为主。
二高线贯彻了酒钢建设“短、平、快”项目的原则,采用当今世界最为先进、成熟、可靠的工艺和设备,主要轧机设备由美国摩根公司引进,电控系统从德国西门子公司引进。
二高线设计年产量40万吨,线材卷重2吨。
目前已达到60万吨的年产能,生产钢种有优质碳素钢、焊丝钢、焊条钢、冷镦钢和普通碳素钢盘条。
二高线采用短流程热装工艺,加热炉为步进梁蓄热式加热炉,使用纯高炉煤气及热送热装工艺,充分利用低热值能源,从而达到高效节能的生产要求。
从预精轧开始全部采用碳化物辊环,配合微张力及活套控制,从而保证了产品尺寸的高精度,通条均匀性和良好的表面质量。
粗中轧机采用了高刚度轧机,严格控制各道次的轧件断面尺寸,预精轧、精轧轧机均采用无扭轧制技术,既可保证线材表面质量,又可消除因扭转轧制引起的生产事故,减定径轧机选用V型结构无扭机组,设备重心低、机组稳定性高,可实现低温轧制要求,同时采用一套多种来料的简单孔型系列以达到尺寸高精度和“自由规格”的轧制能力。