技术:甲醇废水回收利用技术
- 格式:docx
- 大小:279.63 KB
- 文档页数:5
石油和化工节能 2005年第3期 ·27·甲醇废水的回收和利用高凤华 赵世俊 宋引文(济南化肥厂有限责任公司 山东济南250101)摘要 应用燃烧裂解法回收甲醇废水,节能降耗和综合利用能源,降低外排水中的COD 含量,取得了环保和经济双重效益。
主题词 燃烧裂解 废热锅炉 造气炉 效益随着经济的快速发展,对环境保护的要求越来越高,可用资源越来越少,搞好废水废液的回收利用十分重要。
结合我公司实际工艺情况,本着节能降耗和资源综合利用的原则,决定对甲醇废水进行回收利用。
我公司甲醇生产为合成氨联醇工艺,流程为:固定层煤气发生炉制气→常压变换→脱碳→甲醇合成→铜洗→氨合成,脱碳净化气在中温中压条件下,借助铜基催化剂的作用使一氧化碳、二氧化碳与氢气进行化合反应生成粗甲醇,对粗甲醇采用常压双塔萃取精馏,甲醇精馏后的甲醇废水作为工业废水排掉,尤其在第二套甲醇装置投入运行后,废水排放量增加了一倍。
1 甲醇废水的来源及组成回收的甲醇废水有两部分组成:(1)甲醇残液:由于粗甲醇中含有高级醇烯烃,高级烯烃和有机酸等杂质,大部分集中于塔底部,在主塔底部排出部分废水,我们称甲醇残液,每生产1吨精甲醇约有400-500kg 残液生成。
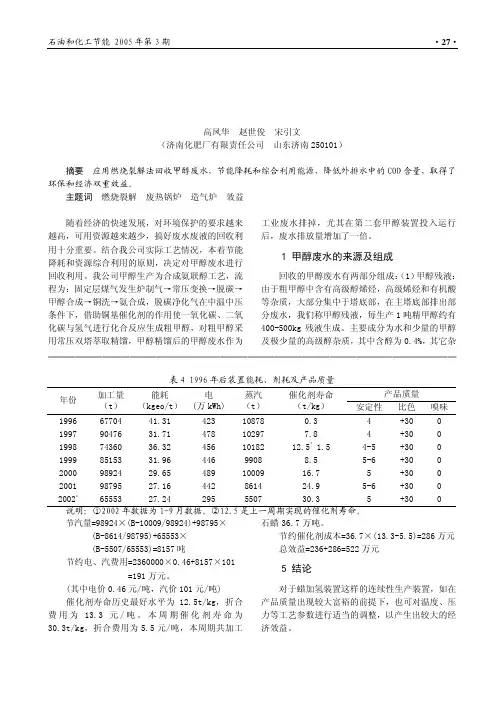
主要成分为水和少量的甲醇及极少量的高级醇杂质,其中含醇为0.4%,其它杂 ﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌﹌表4 1996年后装置能耗、剂耗及产品质量产品质量年份加工量(t)能耗 (kgeo/t) 电 (万kWh)蒸汽 (t)催化剂寿命 (t/kg)安定性比色嗅味1996 67704 41.31 423 10878 0.3 4 +30 0 1997 90476 31.71 478 10297 7.8 4 +30 01998 74360 36.32 456 10182 12.5*1.54-5 +30 0 1999 85153 31.96 446 9908 8.5 5-6 +30 0 2000 98924 29.65 489 10009 16.7 5 +30 0 2001 98795 27.16 442 8614 24.9 5-6 +30 02002*65553 27.24 295 5507 30.3 5 +30 0 说明:①2002年数据为1-9月数据。
煤制甲醇工艺及三废处理措施摘要:随着科学技术的发展,煤相关化工生产企业逐渐加大生产力度。
与此同时环境污染现象愈演愈烈,严重危害社会的安全和人们健康,因此加强工艺控制,降低废物排放是环境保护的重点任务。
煤制甲醇工艺的改进可以为资源应用价值的全面开发提供有利的支撑,实现三废治理措施的完善,有助于煤制甲醇工艺的优化调整。
基于此,本文分析了煤制甲醇的主要生产工艺,结合煤制甲醇工艺的特点,制定了三废治理工作的改进策略,对保证新时期煤制甲醇工艺的创新和发展具有重要意义。
关键词:煤制甲醇;三废处理;措施1、煤制甲醇的主要生产工艺1.1煤制甲醇的联醇生产工艺在甲醇联产工艺的应用过程中,需要调查分析煤制甲醇生产企业的特点和工作处理能力,确保甲醇联产工艺技术应用方案完全适应煤制甲醇相关产品的具体制备需要,确保煤制甲醇相关工作在创新探索中逐步完善和优化。
要重视水洗和铜洗工艺,特别是分析甲醇合成工艺在碳化中的突出作用,优化调整措施,以适应甲醇生产工艺改进的需要,更好地满足煤制甲醇工艺创新应用的需要。
甲醇联合生产工艺的应用必须更加重视合成氨的特性,使甲醇生产活动的各个环节都能清晰明了,从而开发出甲醇联合生产工艺的价值。
要研究串联联醇生产工艺的突出优点,明确该工艺所能满足的各种条件,保证联醇生产工艺的压力在可控范围内,反应温度在200℃之间和300℃。
甲醇联产工艺的应用还必须更加重视催化剂的使用,使合成氨的应用能够有效地达到净化效果,更全面地开发甲醇联产工艺的价值。
要重视铜锌的应用,总结分析相应的催化剂选择条件,结合联醇生产工艺的工艺特点,实现氨净化技术的合理构建,从而有效体现联醇生产工艺相关资源的充分利用,为联醇生产工艺更好地满足循环经济发展需要,有效适应煤制甲醇工艺的推广提供帮助[1]。
1.2焦炉煤气制甲醇工艺焦炉煤气是工业生产中常见的煤气。
焦炉煤气的有效应用为甲醇制备工艺的改进提供了充分的支持。
在制定焦炉煤气制甲醇工艺方案的过程中,要更加注重甲醇生产的工艺特点,开发煤炭原料的应用价值,使焦炉煤气的突出价值得到体现,更完全适应甲醇制备的实际需要。
专注物料浓缩分离提纯技术
膜分离技术从废液中回收有机溶剂
对于许多含有机溶剂的废液,通过分子筛膜及膜分离过程强化成套装备技术,将有机溶剂从废液中回收利用,在降低废液处理费用的同时还可回收有机溶剂,实现废水资源化利用,且有利于环保,一举三得。
化工废水
化学工业品、化工产品种类多样,成分复杂,多数有剧毒,分离困难,不易净化;在土壤、生物等内部集聚不易分解,易造成土壤污染;在水体中具有明显的耗氧性质,易使水质恶化。
公司采用陶瓷膜和有机膜集成工艺,可实现各类有机化工生产废水的达标排放、回用及零排放,可回收利用含甲醇、乙醇废水,含乙腈废水,含异丙醇、叔丁醇废水,含乙酸乙酯废水,含四氢呋喃废水等。
含油废水
实验室通过研制出系列性能优异的抗污染陶瓷基功能膜,开发出水处理成套技术。
该技术采用连续进料和错流过滤处理的方式,对海上油/气田污水进行深度处理,可高效去除污水中油、悬浮物、微生物、生物毒性等,渗透通量
200~500L/(m2h),产水水质达到低渗油田A1回注标准或海洋排放水质指标标准,且满足海上平台安装、使用、维修及安全要求,具有处理效率高、化学药品添加量少、装置体积小、重量轻、自动化程度高、运行稳定、维护方便等优点,有效降低海上油/气田含油污水处理成本,整体技术水平达到国际领先。
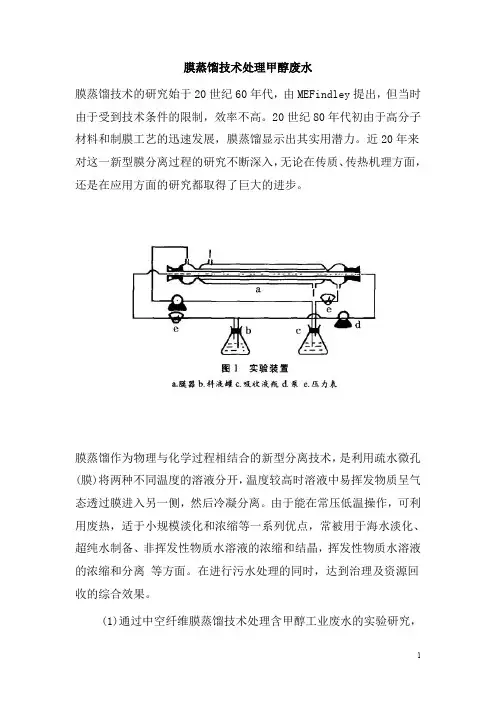
膜蒸馏技术处理甲醇废水膜蒸馏技术的研究始于20世纪60年代,由MEFindley提出,但当时由于受到技术条件的限制,效率不高。
20世纪80年代初由于高分子材料和制膜工艺的迅速发展,膜蒸馏显示出其实用潜力。
近20年来对这一新型膜分离过程的研究不断深入,无论在传质、传热机理方面,还是在应用方面的研究都取得了巨大的进步。
膜蒸馏作为物理与化学过程相结合的新型分离技术,是利用疏水微孔(膜)将两种不同温度的溶液分开,温度较高时溶液中易挥发物质呈气态透过膜进入另一侧,然后冷凝分离。
由于能在常压低温操作,可利用废热,适于小规模淡化和浓缩等一系列优点,常被用于海水淡化、超纯水制备、非挥发性物质水溶液的浓缩和结晶,挥发性物质水溶液的浓缩和分离等方面。
在进行污水处理的同时,达到治理及资源回收的综合效果。
(1)通过中空纤维膜蒸馏技术处理含甲醇工业废水的实验研究,证明聚偏氟乙烯中空纤维膜具有较好的稳定性和渗透性能。
膜蒸馏过程中,甲醇通量与料液温度、料液相甲醇浓度、料液相流量、膜两侧温差以及吸收液的流量成正比。
在料液中甲醇浓度为10mg/ml,料液温度为45~C,载液温度为20~C,两侧流速为l1.5ml/min的条件下,甲醇膜通量约为0.45x10-3kg/m2*h。
(2)对于浓度高达10mg/l 的甲醇废水溶液经处理后可降至0.03mg/1以下,可直接排人江河湖泊中,或作农业灌溉水。
(3)该法处理甲醇废水流程简单,只要根据甲醇含量的不同选择不同的参数。
此法易于控制和管理,可实现废水不废,化害为利的目的,经济意义甚为显著。
两段UASB工艺处理甲醇废水一般情况下,由甲醇直接转化为甲烷是最主要的途径,乙酸的形成要依赖于CO 或HCO3 -以及微量元素。
从吉布斯自由能来看,由甲醇生成乙酸可自发进行,厌氧生物处理甲醇的反应器中存在由甲醇形成乙酸的可能性与条件。
因此,甲醇废水的厌氧处理存在着这样的潜在危险,即乙酸的大量产生导致反应器中pH值下降而使产甲烷菌失去生物活性。
甲醇精馏系统的简介及优化摘要:近年来,随着科学技术的发展和能源结构的改变,甲醇开辟了许多新的用途,甲醇化工已成为化学工业中一个重要的领域。
随着产量的增加,对精甲醇产品的质量也有了更高的要求,部分新上甲醇项目要求甲醇质量符合美国联邦AA级(O-M-232E)标准。
其中对乙醇的含量有了更苛刻的规定(乙醇≤10ppm)。
在这样一个形势下,甲醇精馏系统的节能降耗和精甲醇品质成为各厂家关心的主要话题。
关键词:精馏流程指标优化一、现有甲醇精馏系统简介1.两塔流程双塔流程中粗甲醇的精馏分为两个阶段,先在预塔中脱除轻馏分,主要是二甲醚。
脱除轻馏分的甲醇再送入重馏分塔-主塔,进一步把高沸点的重馏分杂质分离,从而可得到高纯度的精甲醇。
因在主塔塔顶其中有时可能混有极少的低沸点杂质,所以在距塔顶3~7块塔板上进行精甲醇采出。
双塔精馏流程对乙醇的分离程度较差,由于它的挥发度和甲醇比较接近,分离较为困难。
在一般双塔流程中,根据粗甲醇质量不同,精甲醇中乙醇含量约为400~600mg/kg。
远远达不到美国AA级标准。
2.三塔流程粗甲醇进入预精馏塔,在预精馏塔中除去其中残余溶解气体和低沸物,预后甲醇经加压泵升压后,进入加压塔,加压塔的操作压力约为0.5-0.6(G)MPa,塔顶操作温度约为121℃。
加压塔采用低压蒸汽加热的热虹吸式再沸器向塔内提供热量。
塔顶甲醇蒸汽进入常压塔再沸器,利用气相甲醇的冷凝潜热加热常压塔的塔釜,同时气相甲醇被冷却。
加压塔底部排出的甲醇溶液送至常压塔下部,常压塔塔顶得甲醇蒸汽冷凝后一部分回流,一部分作为产品采出。
塔釜废水泵送至污水处理装置。
二、甲醇精馏系统指标1. 甲醇蒸汽消耗一般双塔精馏蒸汽消耗为1.8吨蒸汽/吨精甲醇,但其设备投资少,流程简单。
目前新上甲醇精馏流程采用较少。
普通三塔甲醇精馏系统(预塔、加压塔、常压塔)蒸汽耗量约1.2吨蒸汽/吨精甲醇。
甲醇质量一定的情况下影响甲醇蒸汽耗量的主要因素是精馏塔操作的回流比。
【作者简介】靳沛文(1992~),女,陕西西安人,工程师,从事化工工艺与系统的设计与研究。
一种甲醇尾气回收工艺的节能优化及流程模拟Energy Saving Optimization and Process Simulation of Methanol Tail GasRecovery Process靳沛文,袁野(华陆工程科技有限责任公司,西安710065)JIN Pei-wen,YUAN Ye(Hualu Engineering &Technology Co.Ltd.,Xi ’an 710065,China)【摘要】对传统甲醇尾气回收工艺进行分析,指出其中存在的消耗新鲜水量非常大,不符合生产经济性,以及吸收塔底部排放的污水对水生生物和生态系统具有破坏性等问题,并针对以上问题对含甲醇尾气回收工艺进行优化,减少吸收塔系统中的水资源消耗和污水产生,实现甲醇的高效回收利用。
同时,总结优化后方案的主要技术要点,旨在为工业废气处理和甲醇回收提供可行的节能优化方案。
【Abstract 】The traditional methanol tail gas recovery process was analyzed,and it was pointed out that the consumption of fresh water wasvery large,which was not in line with the production economy,and the sewage discharged from the bottom of the absorption tower was destructive to aquatic organisms and ecosystems.In view of the above problems,the methanol tail gas recovery process was optimized to reduce water resources consumption and sewage generation in the absorption tower system,and realize efficient recovery and utilization of methanol.At the same time,the main technical points of the optimized scheme are summarized,aiming at providing feasible energy-saving optimization schemes for industrial waste gas treatment and methanol recovery.【关键词】甲醇尾气回收;环境保护;节能优化【Keywords 】methanol tail gas recovery;environmental protection;energy saving and optimization 【中图分类号】X783【文献标志码】A【文章编号】1007-9467(2024)04-0076-03【DOI 】10.13616/ki.gcjsysj.2024.04.2251引言随着工业的快速发展,工业废气的治理和资源回收问题日益受到关注。
甲醇重整制氢提纯技术解释说明以及概述1. 引言1.1 概述在能源短缺和环境问题日益突出的背景下,寻找清洁高效的能源替代品已成为当今社会的迫切需求。
氢气作为一种理想的清洁能源,具有高效、环保、可再生等特点,在能源领域具有广阔的应用前景。
甲醇重整制氢提纯技术是一种常用且有效的产氢方法,其可以将甲醇与水蒸汽在催化剂的作用下反应生成氢气,并使用一系列的分离与纯化步骤将产出的混合气体中杂质去除,得到高纯度的氢气。
1.2 文章结构本文将围绕甲醇重整制氢提纯技术展开详细介绍和解释。
首先,在第2部分中我们将对甲醇重整制氢提纯技术进行详细解释,包括甲醇重整概述、制氢过程以及氢气提纯方法。
接着,在第3部分中我们将概述该技术,从原理介绍、工艺流程到设备配置和要求进行全面说明。
随后,在第4部分中我们将探讨甲醇重整制氢提纯技术在工业应用场景下的实际运用情况,以及对环境的影响与管理措施。
最后,在第5部分中,我们将对本文进行总结,并展望该技术的未来发展前景。
1.3 目的本文旨在全面阐述甲醇重整制氢提纯技术,包括其技术原理、工艺流程、设备要求及配置等方面的内容。
同时,通过介绍其应用领域和发展前景,希望能够进一步推动该技术在能源领域的广泛应用,并为相关研究和实践提供参考和指导。
2. 甲醇重整制氢提纯技术解释:2.1 甲醇重整概述:甲醇重整是一种能够将甲醇转化为氢气的化学过程。
这个过程通常在高温和高压下进行,利用催化剂作用下的反应来转换甲醇分子结构并释放出氢气。
2.2 制氢过程:甲醇通过催化反应,首先在重整反应器中转化为一系列中间产物。
然后,在低温水煤气变换(LTS)反应器中,通过进一步催化转换,生成含有较高浓度氢气的混合物。
首先,在重整反应器中,甲醇与水蒸汽在高温(约250-350摄氏度)和压力条件下经过催化剂的作用发生反应。
这个过程被称为甲醇重整。
结果是产生了一系列有机物和少量一氧化碳(CO)、二氧化碳(CO2) 的混合物。
其次,在低温水煤气变换(LTS)反应器中,产生的混合物通过进一步的催化反应被清除了CO,并且部分CO2也会被还原。
高温汽提焚烧法处理甲醇废水汽提法的去除对象是挥发性溶解物,借助废水与蒸汽的直接接触,使废水中的挥发性物质按照一定的比例扩散到气相中,从而把挥发性污染物从废水中分离出来。
汽提法是让废水与水蒸汽直接接触,使废水中的挥发性有毒有害物质按一定比例扩散到气相中去,从而达到从废水中分离污染物的目的。
汽提法的基本原理与吹脱法相同,只是所使用的介质不同,汽提是借助于水蒸汽介质来实现的。
汽提法分离污染物的工艺视污染物的性质而异,一般可归纳为以下两种:1简单蒸馏对于与水互溶的挥发性物质,利用其在气——液平衡条件下,在气相中的浓度大于在液相中的浓度这一特性。
通过蒸汽直接加热,使其在沸点(水与挥发物两沸点之间的某一温度)下,按一定比例富集于气相。
2蒸汽蒸馏对于与水互不相溶或几乎不溶的挥发性污染物。
利用混合液的沸点低于两组分沸点这一特性,可将高沸点挥发物在较低温度下加以分离脱除。
焚烧法处理废液是将含高浓度有机物的废液在高温下进行氧化分解,使有机物转化为水、二氧化碳等无害物质。
焚烧法一般用于高浓度有机废水的处理,一般要求大于100g/L,且需要蒸发浓缩设施以及焚烧炉,污染物经焚烧处理后可转化为无害的二氧化碳和水,实际是利用高温进行有机物的深度氧化。
热值较低的废水由于和燃物比例小,不足以维持焚烧温度所以往往要先浓缩(如用蒸发和蒸馏法)再焚烧或领先辅助燃料进行焚烧。
废液中有机物的质量分数一般在10%以上或CODCR>300g/L时,用焚烧法处理比用其他方法有利。
国外使用焚烧法较多,在国际上焚烧技术排领先位置的有欧洲的芬兰、德国等几个国家,在美洲有加拿大、美国和亚洲的日本。
我国尽管起步较迟,但在国内建有代表性、成功的焚烧处理项目据资料统计有板有38项样板工程。
在国内众多的焚烧装置介绍资料中发现有几个共性特点:凡是焚烧高浓度有机废液、有机废气或混烧废液、废气的焚烧炉型极大多数采用立式炉。
这与焚烧的介质是液体特别有关系。
尤其是有机废液焚烧介质的化学组分与焚烧工况有直接的关系。
甲醇合成装置尾气甲醇综合回收利用工艺摘要:甲醇合成装置中精馏预塔不凝气、闪蒸气及罐区呼吸阀排气中均含有少量甲醇,且呼吸阀排气现场放空,不仅造成浪费,而且不符合环保要求。
为了环保和节能起见,我们通过一系列技术改造,对以上三种气体中的甲醇进行回收利用,在确保达标排放的同时,还能创造一定的经济效益,最终达到节能减排增效的目的。
关键词:甲醇合成;预塔不凝气;闪蒸气;回收利用;节能;减排中图分类号:TQ423.2 文献标识码:A陕西润中清洁能源有限公司60万吨/年甲醇项目合成装置采用瑞士卡萨利技术,精馏系统采用四塔精馏技术,罐区设置粗甲醇中间罐、精甲醇中间罐、异丁基油罐及精甲醇成品罐。
在实际生产过程中,预塔不凝气中甲醇夹带损失尤为明显,闪蒸气和罐区呼吸阀排气中含有微量甲醇,甲醇排放损失均高于设计值。
为了响应国家“节能减排”号召,降低甲醇排放损失,进一步降低甲醇生产成本,提升企业核心竞争力。
我公司通过多次讨论研究,计划对以上损失点进行节能减排技术改造,以达到安全环保和节能降耗的目的。
1、主要工艺原理甲醇和水可以任意比例互溶,也就是说甲醇在水中的溶解度是无限大的。
而常温常压下,1体积的水只能吸收1体积的的CO2。
因此水对甲醇尾气的吸收具有一定的选择性。
用极少量的脱盐水吸收尾气中的雾状甲醇和气态甲醇,使其变成甲醇水溶液,从而回收利用。
2、精馏预塔不凝气甲醇回收我公司甲醇精馏系统原设计预塔不凝气放空温度40℃,压力0.05MPa,预塔不凝气设计流量304Nm³/h,气相甲醇含量24.69%(V),其它主要组分为:H2:0.0347%、N2:0.0396%、CO:0.0458%、CO2:58.43%、CH4:0.0658%,Ar:0.0286%、H2O:0.0002%、二甲醚:10.15%、MFOR:4.54%。
折算出对应气相甲醇流量为74.8Nm³/h。
在夏季高温期,由于预塔热负荷控制不合理、环境温度高导致预塔空冷器换热温差小及水冷器换热差等因素影响,预塔不凝气温度均高于设计值,平均温度在54℃,随着放空温度的上升,气相中甲醇饱和蒸汽分压上升,对应甲醇流量呈线性上升趋势,预塔不凝气流量随之增加,甚至超出流量计量程,甲醇夹带损失严重。
焦炉煤气制甲醇转化工段余热回收利用的技术研究作者:申彦清来源:《中国化工贸易·上旬刊》2016年第06期摘要:焦炉煤气制甲醇工艺自出现以来,一直属于较好的节能降耗项目,其对能源的回收效率高,并且处理了焦炉废气,十分符合当前社会发展需要,但即使如此,甲醇装置在能源利用方便仍存在其不足之处,具有较大的改进和优化空间。
本文所提出的甲醇余热利用的技术研究项目,即是一个很好的对甲醇装置深度优化的过程。
关键词:能源;甲醇;余热回收工业余热主要是指工矿企业用能及热能转换设备在生产使用过程中排放出的废气、废水、废热等品位较低的能源,通过利用余热回收技术将这些低品位能源进行回收利用,从而将这些能源提供至工业生活所需的热源或者作为建筑供热使用,既可以大幅度降低工业企业的污染排放,又可以减少工业企业的能源消耗,一举两得。
工业余热资源非常丰富且广泛存在于各种生产过程中,尤其在化工、建材、冶金和轻工等行业更是具有巨大的余热资源。
这些行业的余热资源不能充分有效的利用,将造成能源的严重浪费,而且也严重的污染了环境。
据统计,我国工业余热利用回收率仅为33.3%,因此在我国工业领域,余热资源回收利用的潜力巨大。
甲醇余热利用的技术研究,属于节能降耗项目。
通过对甲醇转化气余热根据其工艺特点,总结出根据其每个温度段的工艺特点,使用适当的余热回收方式及设备。
1 焦炉煤气制甲醇主要工艺概况通常,焦炉煤气中甲烷的体积分数约23%~26%,而在甲醇合成中,甲烷不参与甲醇的合成反应,其将作为惰性气体存在于合成气中并往复循环。
如何将占焦炉煤气体积分数约25%的烷烃全部转化为合成气的有效组分(氢气和一氧化碳),提高合成效率,最大限度地降低不参加甲醇合成反应的气体组分,减少甲醇合成回路的循环气量,降低吨甲醇产量的煤气消耗,是焦炉煤气制甲醇的关键技术和难点之一。
目前焦炉煤气烷烃转化重整工艺主要为纯氧非催化部分氧化转化工艺。
在纯氧非催化部分氧化转化工艺中,主要的转化反应分两个阶段,第一阶段是甲烷、氢气和一氧化碳的燃烧放热反应;第二阶段为甲烷转化为氢气和一氧化碳阶段,是吸热的二次反应,为整个转化工艺的控制步骤,其主要反应式为:CH4+H2O→CO+3H2+Q(1)CH4+H2O→CO+3H2-Q(2)反应式(2)为吸热反应,因此提高温度,将有利于甲烷的转化。
262区域治理ON THE W AY作者简介:王金玲,生于1986年,本科,研究方向为化工。
煤制甲醇工艺及三废处理措施天津渤化永利化工股份有限公司 王金玲摘要:目前,在大力提倡生态环境保护的背景下,我国长期以来保持“以煤为主”的能源消费结构,对实现减排目标带来了巨大压力。
煤化工是将煤转化为气体、液体、固体燃料及化学品的工业,尤其新型煤化工以生产洁净能源和可替代石油化工产品为主,对于中国减轻燃煤造成的环境污染有着重大意义。
煤制甲醇是典型的新型煤化工工艺之一,工艺路线包括燃料气化、气体脱硫、变换及甲醇合成等。
本文主要就煤制甲醇工艺及三废处理措施进行分析。
关键词:煤制甲醇;工艺;三废处理中图分类号:S963.32+6文献标识码:A文章编号:2096-4595(2020)34-0262-0001一、煤制甲醇工艺概述(一)工艺定位煤制甲醇生产技术是化工生产中的基础原材料生产技术,通过利用来源广泛的煤炭资源转化为甲醇基础化工原材料,来为其他化工生产活动奠定良好的基础。
该生产模式在应用过程中需要充分考虑到生产稳定性以及工艺的水平,许多生产环节都要对压力、温度进行精准控制。
(二)工艺流程作为最简单的饱和醇,甲醇在工业生产中具有广泛的应用,其生产流程可以归纳如下几个环节。
第一个部分是气化,通过煤添加水和高压氧在气化炉中集中反应的方式,形成多种复杂混合气体,包括一氧化碳、氢气、水和甲烷等等。
在该工艺实施过程中需要配合空分装置来实现。
在整个煤气化生产过程中,需要借助于高压二氧化碳载体来进行煤粉的输送,整个化学反应完成后,可以获得粗煤气,这些粗煤气离开气化炉后进入到激冷室当中进行水淬冷处理,随后会排出气化炉,进入到第二个工段。
第二个工段是变换生产,该环节主要针对气体当中的一氧化碳进行变换,通过与水混合,在高温和催化剂的作用下生成大量的氢气。
第三个工段为低温甲醇洗工艺,该工艺会将变换气当中的二氧化碳、硫化物以及其他杂质相继去除掉,主要采用吸收系统与制冷系统来满足生产需求。
化工废水处理方法详解-CAL-FENGHAI.-(YICAI)-Company One1化工废水处理方法化工废水:是指化工厂生产产品过程中所生产的废水,如生产乙烯、聚乙烯、橡胶、聚酯、甲醇、乙二醇、油品罐区、空分空压站等装置的含油废水,经过生化处理后,一般可达到国家二级排放标准,现由于水资源的短缺,需将达到排放标准的水再经过进一步深度处理后,达到工业补水的要求并回用。
化工厂作为用水大户,年新鲜水用量一般为几百万立方米,水的重复利用率低,同时外排污水几百万立方米,不仅浪费大量水资源,也造成环境污染,并且水资源的短缺已对这些工业用水大户的生产造成威胁。
为保持企业的可持续发展及减少水资源的浪费,降低生产成本,提高企业经济效益和社会效益。
需对化工废水进行深度处理(三级处理),作为循环水的补水或动力脱盐水的补水,实现污水回用。
由于水中杂质主要为悬浮颗粒和细毛纤维,利用机械过滤原理,采用微孔过滤技术将杂质去除。
由PLC或时间继电器控制过滤器设备工作状况,实现自动反冲洗、自动运行,提升水泵提供过滤器所需水头,出水直接引入生产系统。
化工废水主要特征分析:1、化工废水成分复杂,反应原料常为溶剂类物质或环状结构的化合物,增加了废水的处理难度;2、该废水中含有大量污染物物质,主要是由于原料反应不完全和原料或生产中使用大量溶剂造成的。
3、有毒有害物质多,精细化工废水中有许多有机污染物对微生物是有毒有害的,如卤素化合物、硝基化合物、具有杀菌作用的分散剂或表面活性剂等;4、生物难降解物质多,B比C低,可生化性差;废水性质:化工产品生产过程中产生的废水表现为:排放量大、毒性大、有机物浓度高、含盐量高、色度高、难降解化合物含量高、治理难度大,但同时废水中也含有许多可利用的资源,而膜技术作为高新技术在化工领域的生产加工、节能降耗和清洁生产等方面发挥着重要。
化工废水预处理物化工艺推荐:一、催化微电解处理技术【技术背景】有机废水特别是高盐高浓度有机废水处理,一直是国内众多环保工作者及管理部门关注的难题。
附件2环境保护技术文件煤制甲醇行业污染防治可行技术指南Guideline on Available Technologies of Pollution Prevention and Control forCoal To Methanol Industry(征求意见稿)环境保护部前言为贯彻执行《中华人民共和国环境保护法》,防治环境污染,完善环保技术工作体系,制定本指南。
本指南以当前技术发展和应用状况为依据,可作为煤制甲醇行业污染防治工作的参考技术资料。
本指南由环境保护部科技标准司组织制订。
本指南起草单位:清华大学。
本指南由环境保护部解释。
1.总则1.1适用范围本指南适用于具有煤直接制甲醇工艺、焦炉气制甲醇工艺或者氨醇联产制甲醇工艺的煤制甲醇企业,其他具有相近工艺的企业可参照采用。
1.2术语和定义1.2.1煤直接气化制甲醇工艺以煤为原料直接气化生产甲醇的工艺。
1.2.2焦炉气制甲醇工艺以焦炉煤气为原料生产甲醇的工艺。
1.2.3联醇联产制甲醇工艺以煤为原料生产合成氨同时联合生产甲醇的工艺。
2.生产工艺及污染物排放2.1 生产工艺及产污环节煤制甲醇工艺分为煤直接气化制甲醇、焦炉气制甲醇、氨醇联产制甲醇三大类。
煤直接气化制甲醇又称单醇生产,其主要工艺流程依次为:煤气化、合成-气变换、脱硫脱碳净化(含硫回收)、甲醇合成、甲醇精馏等。
焦炉气制甲醇工艺以煤焦化产生的焦炉煤气为原料,经焦炉气压缩、脱硫净化、气体转化、甲醇合成、甲醇精馏等工艺环节生产甲醇。
氨醇联产制甲醇工艺是以合成氨生产中需要清除的CO、CO2及原料气中的H2为原料,合成甲醇。
其工艺流程主要包括造气、粗脱硫、变换、脱碳、精脱硫、甲醇合成、甲醇精馏等。
煤制甲醇各工序采用的技术不同,资源、能源利用效率和污染物排放差异较大,这种差异在煤气化工序表现得最为明显。
煤气化技术主要分为固定床、流化床、气流床三种,固定床煤直接气化制甲醇和氨醇联产是传统的煤制甲醇生产工艺;以水煤浆、粉煤气化为代表的气流床气化技术是新型的煤制甲醇生产工艺。
煤制甲醇工艺及三废处理措施摘要:随着人类对地球资源的开发,石油正在逐渐减少,为了防患以未然我国应对可以代替石油的资源进行研究。
目前甲醇是石油最好的替代品之一,并且我国的煤炭资源非常丰富,运用煤制甲醇这个方法来合成甲醇是非常经济的办法。
所以我国需要运用合成甲醇的设备,但是随着科技的发展,甲醇合成工艺设备越来越多。
本文将通过甲醇的实际生产经验,来对设备进行介绍并且对甲醇合成工艺设备的选择进行探讨。
关键词:煤制甲醇;工艺;探讨引言当前阶段,我国的煤制甲醇工艺还存在着较多问题。
和西方国家对比,技术不够完善,其现代化、一致性、综合性的管理与保护也不尽人意;在保护生态环境等社会规划环节也还存在一定的障碍。
本文主要介绍了现阶段我国煤制甲醇工艺存在的问题,提出了相应改进措施,希望能够有助于我国煤制甲醇工艺进行可持续性发展。
1煤制甲醇生产工艺概述作为石油化工的一种原材料,甲醇的作用不言而喻,通过诸多生产工艺,获得质量相对较高的产品,才可以更好地达到市场需求。
生产过程中主要是以煤与气化剂为材料,通过煤气化技术得到粗煤气,其主成分为H2与CO,进行变换反应,调整变换气中H2与CO气体的比例,以符合甲醇合成气的要求,利用相关方法CO2与H2S除去,得到满足标准的合成气,受到催化剂的影响,在合成塔中形成粗甲醇,借助精馏措施形成精甲醇产品。
2煤制甲醇工艺及三废处理措施2.1焦炉气制甲醇工艺焦炉气制甲醇是当前工业企业中最常用的方式之一。
该工艺技术能够实现对以煤作为原材料制得目标甲醇,其中焦炉气就是在煤燃烧过程中产生的各种副产品。
这些副产品包括一氧化碳、二氧化碳、氢气、水、甲烷等物质,在生活中煤的燃烧主要是为满足生产生活需要。
但是其中产生的这些副产品掺杂了很多有害气体,这些有害气体若是直接排放将会对自然造成很大的影响,甚至危害到人的身体健康,因此利用焦炉气制得甲醇成为了当前国内最主要最实用的方法。
在焦炉气制甲醇过程中首先需要将产生于焦化厂的焦煤气进行湿法脱硫,然后将脱硫后的气体送进储气罐中进行缓压缩增压,然后利用预热对焦炉气进行干法脱硫,当焦炉煤气完成蒸汽预热后再进行下一步反应。
甲醇制烯烃工艺污水处理及应用摘要:甲醇制烯烃工艺,以甲醇为原料,经DMTO-I技术转化、烯烃分离精制生产聚合级乙烯和丙烯,乙烯、丙烯再经聚合生成低密度聚乙烯和聚丙烯产品,副产液化气及C4以上馏分作为商品外送。
化工污水是各类污水处理的一个难点,存在物质成分复杂、难处理等特点。
关键词:污水生化含盐废水膜处理浓盐水蒸发废碱液焚烧引言:以甲醇为原料制造聚乙烯、聚丙烯产品的过程中会产生MTO净化水、生活污水、低浓度生产污水、循环水排污水,动力化学水单元排放的盐水等污水,污水需要进一步深度处理才可以回用。
1、污水生化装置污水生化处理装置主要处理MTO装置净化水、各装置生产污水(低浓度生产污水)、生活污水、污染雨水等。
设计处理规模:350m3/h,操作弹性50~130%,装置设计年操作8400小时。
1.1 工艺流程(1)预处理低浓度生产污水和生活污水收集至格栅渠通过格栅去除水中较大的悬浮物,保证后续系统正常运行。
格栅渠集水池设提升泵3台,2用1备,将污水提升至后续的曝气池入口的转鼓细格栅处,去除水中的大的颗粒物和丝状物质,保护后续MBR膜不被丝状物质缠绕和尖利物体损坏膜,影响运行效果。
经过细格栅的污水与经水解酸化处理后的污水在一起进入曝气池进行生化处理。
MTO装置工艺已经设有油水分离装置,但难以完全分离,其废水中难免含有油类物质。
废水中的油类物质以少量浮油、乳化油或分散油等形式存在,且后续生化处理采用MBR工艺,对污水中的油含量要求较高,因此隔油预处理阶段采用隔油池+两级气浮工艺。
设置隔油池2BA001A/B来去除废水中的油及大比重的悬浮物、杂质,然后重力进入CAF气浮池PU002A/B 出水重力进入DAF气浮池PU003A/B。
在进入两级气浮池前均加入PAC及PAM,将废水中的乳化油进行破乳,增强气浮效果。
隔油池设计处理能力为300m3/h, CAF及DAF的设计处理能力均为300m3/h。
MTO生产污水进行隔油气浮预处理后,经泵提升至调节罐TK001A/B均衡水质水量,当有事故发生导致生产污水水量急剧增加或水质急剧恶化,不能正常处理时则提升至事故罐TK002A/B暂存,再由事故罐提升泵P004A/B将污水打入隔油沉淀池BA001A/B,保证后续处理的正常运行,保证出水水质。
一种甲胺废水资源化利用处理工艺关键词:甲胺废水资源化一、废水处理技术比较国内外对有机废水常用的处理方法有物化法、溶剂萃取法、吸附法、汽提法、蒸发浓缩法等。
1、物化法:物化法常作为一种预处理的手段应用于有机废水处理,预处理的目的是通过回收废水中的有用成分,或对一些难生物降解物进行处理,从而去除有机物,提高生化性、降低生化处理负荷,提高处理效率。
2、溶剂萃取法:溶剂采取法是利用不溶的有机溶剂与废水接触,提取废水中的非极性有机物,然后对负载的萃取剂进行进一步处理。
该方法简单可行,适用于可回收有机物的处理,但只能用于非极性有机物。
提取的有机物和提取的废水需要进一步处理,有机溶剂可能造成二次污染。
3、吸附法:根据吸附的主要原理可将其分为物理吸附和化学吸附。
物理吸附是通过分子间作用力进行吸附,化学吸附是通过电子转移形成化学键或形成配位化合物的方式进行吸附。
影响吸附效果的因素较多,主要包括温度、吸附剂结构、吸附剂用量以及污染物性质等,生产中常用的吸附剂包括活性炭、树脂、高分子吸附剂、活性炭纤维等。
吸附法的优点是占地面积小、处理效果好、成本少,不会造成二次污染,但由于吸附剂的吸附容量有限,再生能力弱,这些因素限制了该方法的实际应用。
4、汽提法:是让废水与水蒸气直接接触,使废水中的挥发性有毒有害物质按一定比例扩散到气相中去,从而达到从废水中分离污染物的目的。
汽提法分类污染物的工艺视污染物的性质而异,主要有简单蒸馏和蒸汽蒸馏两种方法。
简单蒸馏适用于与水互溶的挥发性物质,利用其在气—液平衡条件下,在气相中的浓度大于在液性中的浓度这一特性,通过蒸汽直接加热,使其在沸点(水与挥发物两沸点之间的某一温度)下,按一定比例富集于气相。
蒸汽蒸馏适用于与水互不相溶或几乎不相溶的挥发性污染物。
利用混合物的沸点低于两组分沸点这一特性,将高沸点挥发物在较低温度下加以分离脱除。
5、蒸发浓缩法:蒸发浓缩法是通过加热或减压的方法使溶液沸腾,将大部分溶剂蒸发使污染物浓缩并分离析出的方法。
技术 | 甲醇废水回收利用技术
由于污染物复杂多变,工业废水处理工艺各有不同。
而诸如甲醇废水的处理,利用固定化活性炭技术则有利于这类废水的回收再利用。
1、甲醇废水回用工艺和特点
1.1工艺流程
低浓度甲醇废水处理和回用工程的工艺流程如图所示。
来自生产车间的工艺冷凝液和尿素水解水混合后,其水温较高,大约在50-60℃之间,为了给后续的单元提供更好的工作条件,设计中采用换热器对混合液进行冷却。
混合液在曝气罐中的曝气增加了水中的溶解氧含量,为生物活性炭分解废水中的有机污染物提供了更好的条件;同时曝入的空气还可对混合液进一步降温。
实验表明,工艺冷凝液和尿素水解水混合后,会产生一种黄色絮状物,它可能会堵塞活性炭的孔隙并抑制生物工程菌的分解作用。
为了降低该黄色絮状物的影响,在生物活性炭过滤罐之前设置盘式过滤机,以去除杂质和减轻生物炭滤罐的处理负荷。
固定化滤罐中装有人工固定化生物活性炭,主要是利用活性炭较大的比表面积来吸附水中类似甲醇的小粒子有机污染物;而吸附在活性炭上的高效生物工程菌对甲醇等有机污染物具有很强的氧化分解能力,可以有效地降解甲醇等有机物。
1.2工艺特点
人工固定化生物活性炭去除甲醇等有机物的过程包括活性炭的吸附和工程菌的生物降解两方面,活性炭的吸附作用可以在较高的水流速度和较短的接触时间内将低浓度的甲醇吸附在其孔隙内;生长固定在活性炭表面及其孔隙内的的工程菌以甲醇作为营养源并将其分解。
吸附和生物降解的有机结合既延长了活性炭的寿命,又为工程菌分解甲醇提供了便利的条件。
2、主要构筑物、设备及工艺参数
在设计施工中,本着“挖潜改造、节资减耗”的原则,在设备选用中充分考虑了原有设备的利用和改造,主要的构筑物如换热器、曝气罐、水泵等均为工厂原有设备。
2.1换热器
设计中选用盘管式换热器,换热面积312m2,冷却水水温20℃,冷却水水量200 m3/h,材质为碳钢。
混合液经换热器后水温可降至40℃以下。
2.2曝气罐
曝气罐有效容积120 m3,罐内设有曝气头,通入空气量75 m3/h,空气温度20℃。
曝气后的出水温度可降至35℃以下,pH值接近8,满足了后续工艺的要求。
2.3盘式过滤机
盘式过滤机为以色列进口设备,最大处理能力200 m3/h、过滤等级55μm,出水浊度<5NTU。
在盘式过滤机前设有中间加压泵两台,水泵流量150 m3/h,
扬程80m。
2.4固定化生物活性炭滤罐
固定化滤罐直径为2.5m,每台滤罐的有效容积为10m3,装有活性炭5吨,共四台。
固定化滤罐内部采用PVC滤帽配水系统和三角堰进水方式。
3、工程应用运行效果
整个工程于2001年11月开工,2002年3月竣工,在完成了系统的运行调
试和工程菌的驯化和固定化以后,对其除污染效果进行了系统的考察。
3.1生物工程菌的人工固定化
将试验研究获得的假单胞菌属和芽孢杆菌等优势菌属进行扩大培养,待得
到预期的菌量后,向菌液中投加甲醇完成菌液的驯化。
将驯化好的工程菌液加
入清水稀释,由循环泵注入活性炭滤罐并循环, 72h后完成活性炭的生物人工
固定化。
3.2系统对COD的去除效果
工程运行中主要考察了盘式过滤机的进水、出水和固定化生物活性炭滤罐
出水的COD变化。
在经过了运行初期的适应阶段后,各处理单元的出水COD趋
于稳定,其中盘式过滤机和固定化滤罐将COD由40mg/L左右降至12mg/L以下,去除率在70%以上,其出水能够满足进入脱盐系统的要求。
工程运行中还考察了系统对混合液中甲醇的去除效果,表2列出了工程运
行期间的几组典型数据,从中可以看出混合液中甲醇浓度在5.90-6.89mg/L之间,经处理以后,其浓度降至0-0.61mg/L,去除率达到93.6%-100%。
表工艺系统进出水中甲醇浓度的变化
4、经济效益分析
含低浓度甲醇的工艺冷凝液和尿素水解水处理后回用到脱盐水系统,这样
每年可节约原水130×104m3。
目前原水经石灰软化和澄清池澄清后的价格为
1.89元/m3,该工程每年可为企业节约原水费245.7万元。
同时由于工艺冷凝液与尿素水解水中离子含量极低,回用工程可大大延长
脱盐水系统的制水周期并减少再生剂用量。
实验表明,回用工程投产以后阳离
子树脂床平均制水批量由原来的11945 m3提高到18023 m3,再生时的平均耗
酸由原来的2180 Kg下降到1467 Kg。
从减少再生次数、减少再生剂用量、减
少树脂损耗、减少树脂清洗时的水耗和降低工人操作劳动轻度等角度考虑,该
工程的投产可为企业节省费用60余万元。
综合上述的两项费用,该废水回用工程每年可为企业节省资金300余万元;该工程的总投资为242万元,也即其投资回收期为1年。
5、总结
采用人工固定化生物活性炭技术和其它水处理相结合,可以有效地去除化
肥厂工艺冷凝液和尿素水解水中的低浓度甲醇。
(1)该系统可将混合液的COD从40mg/L降至12mg/L以下,去除率在70%
以上。
(2)该系统可将混合液中甲醇从5.90-6.89mg/L降至0-0.61mg/L,去除
率达到93.6%-100%。
(3)处理后的水质能够达到脱盐水系统的进水要求,该类废水的回用可以给企业带来显着的经济效益。