电机制造工艺学
- 格式:ppt
- 大小:258.00 KB
- 文档页数:33



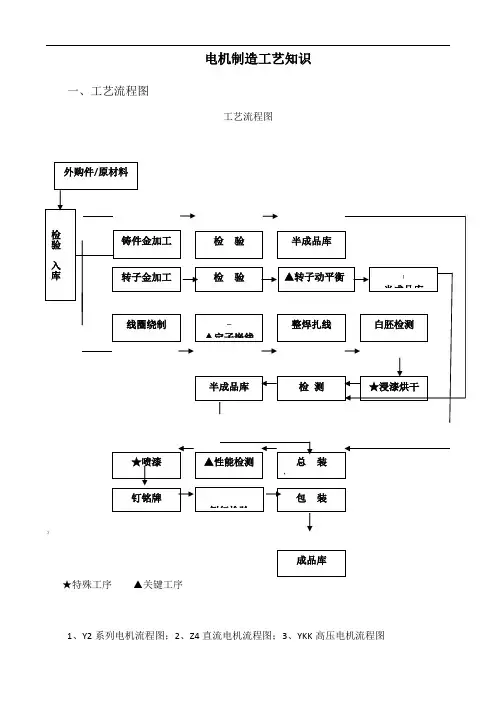
电机制造工艺知识一、工艺流程图工艺流程图》★特殊工序 ▲关键工序1、Y2系列电机流程图;2、Z4直流电机流程图;3、YKK 高压电机流程图二、关键工艺/(1)水压试验(2)磨削(3)校动平衡(4)转子铸铝(5)定子铁心压装(6)绕组浸渍1、校动平衡(1)电机的转动部件(转子、风扇)由于结构不对称(如键槽、记号槽),材料质量不均匀或制造加工时的误差等原因,而造成转动体机械上的不平衡,就会使该转动体的重心对轴线产生偏移,转动时由于偏心的惯性作用,将产生不平衡的离心力或离心力偶,电机在离心力的作用下将产生振动。
(2)转子不平衡的影响电机转子不平衡所产生的振动对电机的危害很大:1)消耗能量,使电机效率降低;|2)直接伤害电机轴承,加速其磨损,缩短使用寿命;3)影响安装基础和与电机配套设备的运转,使某些零件松动或疲劳损伤,造成事故;4)直流电枢的不平衡引起的振动会使换向器产生火花;5)产生机械噪声;(3)平衡精度等级有11种:G1、、2、绕组浸渍(1)绝缘浸渍是电机在制造过程中或制造后以及电机定子绕组或转子绕组在嵌线装配后,按一定的工艺方法浸渍绝缘漆,以提高绝缘的耐热性、耐潮性、耐化学腐蚀性,提高电机绝缘的各中电气性能,降低介质损耗,提高绝缘的力学性能,改善导热性,降低电机温升,延长电机绝缘寿命,延长电机使用寿命。
绝缘浸渍是电机制造的关键工序。
·(2)常用的浸渍方法:a、普通沉浸;b、连续沉浸;c、滚浸;d、浇漆;e、滴漆;f、真空浸漆;g、VPI真空压力浸漆;(3)绝缘分为七个等级:A(105℃)、E(120℃)、B(130℃80K)F(155℃100K)、H(180℃125K)、C(180℃以上)4、VPI简介:V:Vacuum 真空P:Pressure 压力I:Impregnation 浸渍真空压力浸渍(简称VPI)绝缘是50年代末始于美国西屋公司,60年代开始发展的绝缘处理技术。
国内已采用VPI绝缘技术的电机生产厂大多采用中胶VPI绝缘技术。
电机制造工艺1、电机制造工艺的特征和电机制造工艺的内容1.1 电机制造工艺是机械制造工业中的一部分,和一般机械制造工艺比较,电机制造工艺具有以下特征:1.1.1电机产品种类繁多,每一品种又按照不同的容量、电压、转速、安装方式、防护等级、冷却方式及配用负载等,分为许多不同的形式和规格。
1.1.2电机各零部件之间除了有机械方面的联系外,还有磁、电、热等方面的相互作用,零部件制造质量要求严格,个别零部件中的缺陷很容易影响产品不能正常运行,甚至报废。
1.1.3电机制造工艺内容比较复杂,除了一般机械制造中的机械加工工艺外,还有铁心、绕组等零部件制造所特有的工艺,其中手工劳动量的比重相当大,工件质量也较难稳定。
1.1.4电机制造所用的原材料,除一般金属结构材料外,还有导磁材料、导电材料、绝缘材料,材料的品种规格多。
1.1.5电机制造中,使用非标准设备的数量相当多,所需的非标准工艺装备也较多。
1.2 电机制造工艺内容1.2.1机加工工艺:包括转子加工、轴加工。
1.2.2铁芯制造工艺:包括磁极铁芯的冲片制造、冲片叠压。
1.2.3绕组制造工艺:包括线圈制造,绕组嵌装及其绝缘处理(包括短路环焊接)。
1.2.4鼠笼转子制造工艺:包括转子铁芯的叠压,转子压铸。
1.2.5电机装配工艺:包括支架组件的铆压,电机的主副定子铆压和装配等。
在电机制造中,同样的设计结构和同一批原材料所制成的产品,其质量往往有相差很大的现象(铁耗值相差可达40%,线圈绝缘耐压强度相差可达80%,电机的使用寿命相差好几倍。
)其所以如此,除原材料、外购件、外协件的因素外,一个重要的原因就是工艺不够完善或未认真按工艺规程加工。
(如:转子铸铝、转子加工、支架铆压、定子短路环铆压等等),在制造过程中所造成的缺陷,不是零部件检查时容易发觉出来的,如果将有缺陷的零部件用到产品上去,就会造成产品质量下降和使用寿命降低。
在当前电机品种的生产规模越来越大,自动化的程度越来越高,对所用电机的运行可靠性和质量稳定性的要求越来越严格。
电机生产工艺知识第一节铁心制造一、材料1、主要材料:软磁铁心是电机主磁路的导磁体,电机主要功能性部件之一。
微电机常用的几种软磁铁心材料有硅钢片、电工纯铁、铁镍合金、铁镍合金、软磁铁氧体等。
2、铁心冲片材料的要求:电工钢板的质量要求,主要是它的电磁性能。
a、低损耗包括磁滞损耗和涡流损耗。
b、高导磁件能。
导磁性能越高,在磁通量不变的情况下,可缩小磁路的截面积,节约励磁绕组用铜量,减少电机体积。
c.良好的冲片性。
电工钢板应具有适宜的硬度,不能过脆或过软。
表面要光滑、平整且厚度均匀,以利模具冲制和提高叠压系数。
d、成本低使用方便。
二、冲片加工1、冲片加工工艺步骤:a、硅钢片的剪裁。
在工艺上的主要问题是根据选定的材料确定剪裁力和剪床。
b、铁心冲片冲裁是在冲床上通过冲裁模实现的。
卷料或经过剪裁得到的钢片条料,在冲床上经过冲模的冲裁即得到所需的冲片。
根据所用冲裁模的不同,相应有单式冲裁、复式冲裁、多工序组合冲裁、级进式冲裁等。
c、毛刺及其消除。
冲模间隙过大,冲模安装不当或冲模刃口磨钝等,都会使冲片产生毛刺。
减小毛刺的基本措施是:在冲模制造时,严格控制凸凹模的间隙,而且要保证冲裁时有均匀的间隙;冲裁过程中,要保持冲模工作正常,经常检查毛刺的大小。
d、冲片的退火处理。
软磁材料在出厂时,有的已具有标准规定的磁性能。
有的材料则需待加工后进行最后的退火处理才具有规定的磁性。
e、冲片加工的自动化:对大批量生产的微电机,冲片及铁心加工的自动化是提高生产效率、保证产品质量、降低产品成本的重要途径。
采用高速自动冲床和多工位级进式冲模、使用卷料钢片连续冲裁,这是比较先进冲裁方式。
2、铁心冲片的质量检查:冲片质量主要反映在四个方面:(1)冲片尺寸、形状的准确度。
(2)毛刺的大小。
(3)冲片绝缘层的质量。
(4)冲片的铁耗和导磁性能。
由于冲片绝缘不是经常检查以及一般只检查冲片叠压后的铁心损耗,故冲片加工质量的检查,主要是冲片的尺寸精度与毛刺。