交流伺服系统在细纱机电子凸轮上的运用_张玮昂
- 格式:pdf
- 大小:242.77 KB
- 文档页数:5
伺服电机在纺织机械中的应用在现代工业中,伺服电机作为一种高性能、高响应的动力装置,在各个领域得到了广泛的应用。
尤其在纺织机械行业,伺服电机的应用更是不可或缺的。
本文将探讨伺服电机在纺织机械中的应用及其优势。
一、伺服电机的特点伺服电机是一种能够精确控制旋转角度、速度和位置的电机。
其具有高精度、高响应速度、低惯量和高效率等特点,适用于各种需要精密控制的场合。
在纺织机械中,各种工艺的要求复杂多样,因此需要一种能够灵活调节的动力设备,而伺服电机恰好能够满足这一需求。
二、1. 电子织机在电子织机中,伺服电机被广泛应用于控制纬纱、纬密和提花等工艺。
通过精确的位置控制,能够保证织机的稳定运行,并提高织物的质量和生产效率。
2. 缝纫设备在缝纫设备中,伺服电机主要用于控制缝纫头上的移动,在各种缝纫工艺中起到至关重要的作用。
通过伺服电机的精确控制,能够实现不同样式的缝纫,提高缝纫机的稳定性和生产效率。
3. 大型织机在大型织机中,伺服电机被广泛应用于控制织机上的织纱和提花等工艺。
通过对织机进行精准的控制,能够保证织物的质量和工艺效果,提高生产效率和节约能源。
三、伺服电机在纺织机械中的优势1. 高精度伺服电机具有高精度的位置控制和速度控制能力,能够满足纺织机械对精密度的要求,保证产品的质量。
2. 高响应速度伺服电机的响应速度快,能够快速调整转速和位置,适应不同工艺的需求,提高生产效率。
3. 低惯量伺服电机的惯量小,能够实现快速启停和快速加减速,减少能源消耗,提高节能效果。
4. 高效率伺服电机具有高效率的转换能力,能够将电能转化为机械能,减少能量损耗,提高生产效益。
综上所述,伺服电机在纺织机械中具有重要的应用和优势,能够满足纺织行业对精密度、效率和节能的需求,推动纺织机械的进步和发展。
随着科技的不断进步,相信伺服电机在纺织机械中的应用前景将更加广阔。
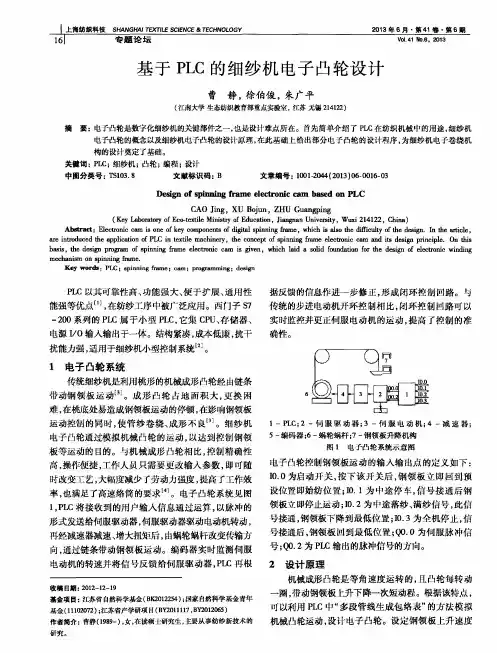
高速启停纺织专用细纱机伺服控制系统设计提高伺服控制系统速度的变化率可以提高纺织细纱机的生产效率。
用一台PLC控制两组伺服驱动电机,两台电机启停时间错开,通过机械装置合成可使速度变化率达500次/min;系统采用速度反馈控制,利用RS232与上位机通讯以实现参数的设置和监控。
详细介绍了基于PLC纺织细纱机伺服控制系统的硬件原理和软件设计方法。
实际运行结果表明:该系统设计合理,工作可靠,满足了纺织细纱机生产的需要。
一、引言细纱机是纺织厂的专用设备,具有前后两个辊子。
由于前面辊子的速度比后面辊子快,从前辊子进去的粗纱在两个辊子之间得到拉延,从后面辊子输出的纱就变细了。
花式纱不是均匀粗细,而是粗细相间。
要得到粗细相间的纱,只需让后辊子的转速时快时慢即可。
本文设计了一套机械差动齿轮减速箱,减速箱的两个输入:一是前辊子通过减速齿轮传动后辊子的运动;另一是一台永磁同步伺服电机,通过控制系统使其频繁启停控制。
目前永磁同步电机控制系统最大启停次数可达280次/min。
差动齿轮系的输出端接后辊子。
如伺服电机不转,后辊子匀速旋转,纺出的是普通纱,如伺服电机频繁启停,经差动轮系合成后,后辊子速度时快时慢,纺出来的就是花式纱了。
根据生产的需要,需要提高细纱机的车速,以提高纺纱的生产率,为保持原来花式细纱粗细相间的节距,后辊子转速变化率需要提高到500次/min,要求伺服电机启停率也要500次/min。
目前,国内外生产的伺服驱动系统难以满足要求。
作者设计了一套驱动控制系统,采用两台永磁同步电机伺服系统,每台电机启停250次/min,两台电机启停时间错开,通过机械装置将其合成为500次/min。
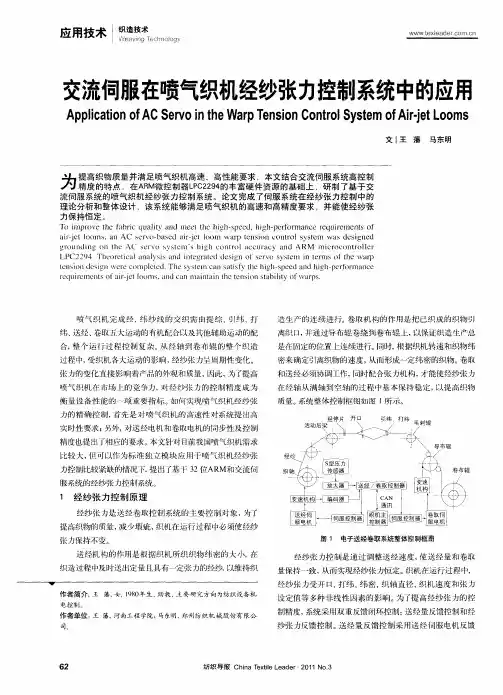
二、差动齿轮系的设计差动齿轮系的工作原理如图1所示,来自于前辊子的转速经过齿轮减速后作为差动齿轮系的一个输入,另一个输入由两台伺服电动机通过机械合成而成,能实现启停500次/min。
从图可见,若两台伺服电动机不转,差动齿轮系输出到后辊子的为一个低于前辊子的均匀速度,此时细纺机纺出为普通纱。
變頻器、交流伺服系統在細紗機中的應用摘要:細紗機採用可編程序控制器(PLC)、變頻器、交流伺服控制器及觸摸屏控制,簡化了機構.提高了精度。
利於穩定紡紗張力.減少斷頭,減少毛羽。
根據產品的要求,通過人機舉面調節參數十分方便。
關鍵字: PLC;變頻調速器;交流伺服控制器細紗是紡紗過程中的最後一道工序。
細紗機性能的好壞直接影響到紗的品質。
傳統的細紗機的錠子、羅拉及鋼領板的升降都靠主電機傳動.主電機多使用雙速電機。
慢速只用於啟動.高速為正常工作且速度不變。
這樣使得錠子速度不變.在紡紗過程中斷頭率較高由丁產品不同在錠子及牽伸羅拉傳動之問以及前後牽伸羅拉之間使用較多的變換齒輪以改變紗的撚度及牽伸倍數。
而紗的成型與卷繞則依靠鋼領板的升降與級升通過成型凸輪及棘輪機構實現。
由於種種原因.造成了細紗機變換齒輪數量多.成型凸輪在桃尖有衝擊、在桃底有停頓等現象。
同時實現級升的蝸輪蝸杆機構容易磨損。
因此紡紗的品質及卷繞的品質不容易證會造成後續工序高速退繞剝可能產生脫圈等不良情況。
隨著徽電於及電腦技術的不斷發展,將可編程序控制器及交流伺服控制器和網路等技術應用於細紗機的控制之中。
解決了傳統細紗機的不足.簡化了機構,提高了精度。
淒加工的紗的品質有了很大的提高。
1 控制系統的組成控制系統由人機介面(觸摸屏)、PLC、交流伺服控制系統、減速器等組成。
觸摸屏與PLC間通過MPI方式適時傳送。
各種參數可方便地通過觸摸屏設定、修改。
PLC與各交流電機及交流伺服電機間經向量型變頻詞速器及交流伺服調速器通過Profibus—DP進行通訊即時傳遞。
錠子的轉數由主電機傳動,依紡紗的情況進行詞速。
根據工藝要求可以改變牽伸機構輸出羅拉的轉數,以滿足不同產品的需要。
鋼領板的生降與級升根據要求可選擇合適的數據。
而變頻器與伺服控制器之間的同步則利用SIMOLINK來進行。
下麵重點介紹一下錠子的控制以及鋼領板的控制。
2 紡紗張力與錠子的變速細紗鞏在紡紗卷繞中要形成氣圈(見圖1).因此紗會產生張力。
变频器、交流伺服系统在细纱机中的应用摘要:细纱机采用可编程序控制器(PLC)、变频器、交流伺服控制器及触摸屏控制,简化了机构.提高了精度。
利于稳定纺纱张力.减少断头,减少毛羽。
根据产品的要求,通过人机举面调节参数十分方便。
关键词: PLC;变频调速器;交流伺服控制器细纱是纺纱过程中的最后一道工序。
细纱机性能的好坏直接影响到纱的质量。
传统的细纱机的锭子、罗拉及钢领板的升降都靠主电机传动.主电机多使用双速电机。
慢速只用于启动.高速为正常工作且速度不变。
这样使得锭子速度不变.在纺纱过程中断头率较高由丁产品不同在锭子及牵伸罗拉传动之问以及前后牵伸罗拉之间使用较多的变换齿轮以改变纱的捻度及牵伸倍数。
而纱的成型与卷绕则依靠钢领板的升降与级升通过成型凸轮及棘轮机构实现。
由于种种原因.造成了细纱机变换齿轮数量多.成型凸轮在桃尖有冲击、在桃底有停顿等现象。
同时实现级升的蜗轮蜗杆机构容易磨损。
因此纺纱的质量及卷绕的质量不容易证会造成后续工序高速退绕剥可能产生脱圈等不良情况。
随着徽电于及计算机技术的不断发展,将可编程序控制器及交流伺服控制器和网络等技术应用于细纱机的控制之中。
解决了传统细纱机的不足.简化了机构,提高了精度。
凄加工的纱的质量有了很大的提高。
1 控制系统的组成控制系统由人机界面(触摸屏)、PLC、交流伺服控制系统、减速器等组成。
触摸屏与PLC间通过MPI方式适时传送。
各种参数可方便地通过触摸屏设定、修改。
PLC与各交流电机及交流伺服电机间经矢量型变频词速器及交流伺服调速器通过Profibus—DP进行通讯实时传递。
锭子的转数由主电机传动,依纺纱的情况进行词速。
根据工艺要求可以改变牵伸机构输出罗拉的转数,以满足不同产品的需要。
钢领板的生降与级升根据要求可选择合适的数据。
而变频器与伺服控制器之间的同步则利用SIMOLINK来进行。
下面重点介绍一下锭子的控制以及钢领板的控制。
2 纺纱张力与锭子的变速细纱巩在纺纱卷绕中要形成气圈(见图1).因此纱会产生张力。
(19)中华人民共和国国家知识产权局
(12)实用新型专利
(10)申请公布号
CN201400734Y
(43)申请公布日2010.02.10(21)申请号CN200920035201.X
(22)申请日2009.03.24
(71)申请人南通大富豪纺织有限公司
地址226300 江苏省通州市金沙镇横河南路50号
(72)发明人曹彩云;侯维陆;赵峰
(74)专利代理机构
代理人
(51)Int.CI
权利要求说明书说明书幅图
(54)发明名称
细纱机钢领板传动系统的成型凸轮
(57)摘要
本实用新型公开了一种用于A513细
纱机钢领板传动系统的成型凸轮,其中心有
一个和基圆同心的轴孔,在轴孔壁上有一条
与轴线平行的键槽,该凸轮由引导钢领板上
升部分和引导钢领板下降部分组成,这两部
分对应的圆心角之比为2∶1,最大半径与最
小半径之差为48mm。
使用本实用新型所述的
成型凸轮纺纱,可改善管纱成型,对减少管
纱高速退绕时脱圈有显著效果。
法律状态
法律状态公告日法律状态信息法律状态
法律状态公告日法律状态信息法律状态2010-02-10授权授权
2015-05-13专利权的终止专利权的终止
权利要求说明书
细纱机钢领板传动系统的成型凸轮的权利要求说明书内容是....请下载后查看
说明书
细纱机钢领板传动系统的成型凸轮的说明书内容是....请下载后查看。
细纱纬纱卷绕成形凸轮的改进
张毅
【期刊名称】《棉纺织技术》
【年(卷),期】1994(22)2
【总页数】1页(P54)
【作者】张毅
【作者单位】无
【正文语种】中文
【中图分类】TS103.325
【相关文献】
1.PSDP—A9系列伺服之电子凸轮在细纱机卷绕成形上的应用 [J], 程健;
2.施耐德电气电子凸轮(CAM)在环锭细纱机卷绕成形上的应用 [J], 唐海丽
3.FA507—66型细纱机纺纬纱装置成形凸轮的探讨 [J], 刘用松;刘蔚
4.细纱机成形凸轮的冲击分析及改进措施 [J], 顾宁熙;王水根
5.细纱机卷绕机构成形凸轮的精确设计 [J], 方晓初
因版权原因,仅展示原文概要,查看原文内容请购买。
细纱机电子凸轮成形一、电子凸轮成形系统优势:1、传统的机械凸轮成形在调整工艺参数的时候,需要更换部件,工作量大,停机时间长。
而电子凸轮操作简便灵活,停机时间短。
2、机械凸轮经过长时间运行后,会出现凸轮磨损,因而造成凸轮打顿,影响成形质量。
而电子凸轮不存在此类现象。
3、电子凸轮的成形由于是通过程序软件设计实现卷绕成形的,参数设置范围广,成形要好于机械凸轮,这点从络筒机的速度可以得到验证,在相同情况下比较,通过电子凸轮成形的满纱管在络筒机上的运行速度要大大高于机械凸轮。
4、电子凸轮提高了细纱机二次开车的留头率,由于电子凸轮在编程上的灵活性,通过调整钢领板落纱下降速度、开车下降速度和落纱停车位置等,可以提高二次开车的细纱留头率。
5、解决纬纱脱圈问题纺纬纱,常规机械凸轮成型很难满足布机的工艺要求,造成在布机上脱圈现象严重,使用电子凸轮成形后,可以按照特殊工艺要求纺保险纱,从而解决了布机脱圈问题。
在实际应用中获得用户认可,效果非常好。
6、纺纱动程可以任意调整在纺不同的纱,工艺要求不同,有的纱脱圈可以通过加大纺纱动程解决,由于机械凸轮纺纱动程不可以任意修改,而电子凸轮成形的动程可以任意修改,在防止脱圈办法更多。
7、增加满管顶部缠绕圈功能电子凸轮可以在落纱的时候,上升到纱管顶部适当的位置,完成缠绕几圈,以便络筒机能快速准确的找头。
这个是传统机械凸轮无法做到的,该功能可根据用户需求增加使用。
二、电子凸轮成形系统的组成:1、电气部分主要由交流伺服系统、PLC可编程控制器、开关电源、触摸屏和接近开关组成,系统的输入部分由细纱机信号接入,即风机启动,主机启动,中途落纱,钢领板下降信号。
系统的输出通过PLC输出模块给主机,即下纲领板信号、关主电机信号、满纱信号、主机刹车信号和伺服故障信号。
所有工艺参数和点动操作都在触摸屏上完成。
2、机械部分主要由星型涡轮减速机构、伺服电机、链轮、链条和辅助部件构成。
三、调试说明:. 1、首先将电气部分安装到位,按照图纸正确接线,伺服驱动器的输入信号与主机输入信号共用,伺服输入信号的24V电源来自主机的24V电源,输入信号有风机启动、主机启动(低速启动和高速启动)、中途停车、中途落纱、紧急停车。
电子凸轮控制在多工位设备中的应用实践[摘要]本文主要以电子凸轮控制多工位压力机为例,对如何借助电子凸轮对机械臂实施连续运动的有效控制,重点探讨凸轮运动之下电子曲线的总体规划方法,与实际工艺各项要求相结合,将运动轨迹整个曲线模型有效确立起来,获取平滑凸轮整个运动曲线。
同时,依托PLC及synchronous系统软件,满足速度和加速度、加加速度等动态性能方面需求,确保机械臂的多轴维持平稳运行状态,此次课题研究仅供业内相关人士参考。
[关键词]多工位;电子凸轮;设备;控制;应用实践前言伴随现阶段人们对工艺技术和产品品质总体精细化层面要求逐步提升,凸轮机总体结构更具复杂性,加工作业难度倍增,随之而来的是成本增加。
在一定程度上,虽然机械凸轮可以与不同从轴实际运动规律相对应,但柔性较差,执行机构的运行轨迹倘若有变化,就需开展凸轮机械机构制造,将改变凸轮。
通过灵活运用电子凸轮,不但能解决各种问题,且控制灵活度及可靠性相对较高,动态性能也相对良好。
1、关于电子凸轮的概述电子凸轮,属于对机械凸轮实施模拟的智能化控制装置,借助位置传感装置,把位置信息实时反馈至CPU当中,CPU把所接收获取到位置信号实施解码及运算处理各项操作,依照着相应的设定要求,处于指定位置上面完成设定且输出相应的电平信号各项操作[1]。
该电子凸轮及其控制系统通常选取旋变为位置传感装置,能够借助通讯端口及PC或是手持编程器等维持良好的通信状态。
PC及手持编程器则可提供给广大用户用以编程操作,为用户提供更具便捷的编程操作界面。
电子凸轮整个控制系统当中,往往配置PLC这种可编程的逻辑控制装置,内含输入、输出及中央处理器。
借助输入模块,接收外部的传感装置或是开关等设施设备信号,而输出模块负责控制执行装置或是其余类型的设施设备,依托PLC当中输入及输出模块、中央处理器等,促使信号采集及其处理、输出各项功能得以实现,所输出信号能够直接用于对伺服电机、步进电机当中驱动装置实施有效控制,还能够借助控制装置对信号实施集中处理,对变频器等各种不同的驱动装置实施有效控制,达到运动控制良好目的。