吸收塔安装及焊接工艺
- 格式:docx
- 大小:1.63 MB
- 文档页数:7
吸收塔安装及焊接工艺
摘要:吸收塔是脱硫系统的心脏,应按图纸精细制作,按标准、图纸精心检测,确保施工质量。
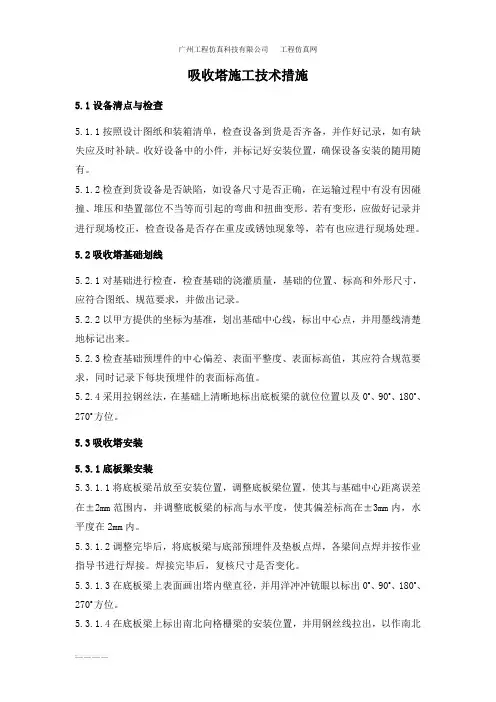
一、塔底梁安装工艺控制要点
(1)就位找正:配制好格调平垫铁,垫铁应平整、无毛刺、层间接触严实;依底梁安装图、基础划线、标高控制点,将梁就位、找正、找平并与预埋钢板点焊固定;水平尺测量梁纵横水平度,水平度≤3mm/10m;水平仪测量标高,全部梁顶面标高误差≤3mm,全部底梁找正、点焊固定后,需经监理/业主复核验收,如图1、图2。
(2)焊接:由中心向四周对称焊接(工字钢梁、垫铁与予埋钢板的焊接,工字钢对接部位的焊接),防止焊接变形,随时通过水准仪、水平尺监控标高、水平度的变化;焊接完毕后,按图纸复核尺寸、标高、水平度;如图3、图5。
(3)打磨:工字钢焊缝焊接完成后,梁顶部焊缝打磨与梁平齐,使后面安装底板时能与工字钢顶面接触严密;如图4。
图1: 塔底梁安装水平尺细致测量水平度 图2: 塔底梁安装水平仪准确测量标高
图3:底梁焊接及与预埋钢板焊接 图4:梁顶部焊缝打磨与梁平齐 图5:梁与预埋钢板、垫铁焊接牢固
(4)检查、清理:工字钢焊接、打磨完成后,基础琢毛、清扫干净,经监理/业主复核验收梁位置尺寸、标高、水平度误差,合格后准备下一道二次灌浆工序;如图6。
图6: 吸收塔底梁焊接打磨完成后、基础琢毛、清理干净效果图
2.6 吸收塔底板安装工艺控制要点
图7: 吸收塔地板铺设效果图
(1)底板铺设:按底板布置图,塔底板从塔基础中心向外铺设,底板初步铺设完成后,a.检查底板与基础面是否紧贴,对变形、翘曲的底板校形、压平;b.调整底板间的对接间隙,钢板对接间距为4±0.5mm,二底板对接缝上在工字钢底梁的中心线上,底梁应与对接的两块底板紧贴;如右图。
(2)底板焊接:地板焊接时从中间向四周对称施焊、先点焊固定后间断焊接;多名焊工由中间向四周相向分段退焊;地板焊接时应确保地板焊接时应确保底板与基础面紧贴,底板平整、无变形、无空鼓。。为防止变形,采用如下措施:
a.底板应先与预埋格栅梁焊接;
b.逐条焊缝分段(间隔长500mm)对称退焊; c.封底焊宜采用φ3.2焊条(小电流),或采用CO2气体保护焊;
d.焊接底板时,此块底板压上足够的压重,使其与地面紧贴。
图8: 吸收塔地板压配重焊接,确保底板与基础面紧贴,无变形、无空鼓。
二、塔筒体安装工艺控制要点
倒装法:边柱倒装法、液压顶升倒装法
边柱倒装法:利用均布在罐内侧的提升机具提升与壁板下部固定的胀圈,使上节壁板随胀圈一起上升到预定高度,组焊上下壁板。
液压顶升法:是由边柱倒装法发展而来的,优点是提升均匀、安全可靠。施工一次投入大。
图9:倒装法:边柱倒装法、液压顶升法
2.1 施工质量控制要点:
焊接要点:
(1)焊缝边缘与母材圆滑过渡,接头良好,成形美观,不可漏焊,焊缝外形尺寸符合设计要求及相关规范要求,焊缝余高0~2mm,焊缝宽窄差0~3mm,不允许低于母材。 (2)焊缝表面不允许存在裂纹、未熔合、气孔、夹渣、咬边弧坑、凹槽、焊瘤及粗糙的焊波等缺陷。对接焊缝的咬边深度,不得大于0.5mm; 咬边的连续长度,不得大于100mm。
对接接头的错边量,应符合设计、规范的要求。
(3)焊接宜采用CO2气体保护焊,焊接速度快,工作效率高,焊缝平整,建议推广应用。
(4)壁板坡口形式宜采用内坡口,水平焊缝下板采用平口,上板采用内坡口,方便焊缝成型,方便内壁打磨。
(5)焊接参考相关标准:《钢制焊接常压容器》、《立式圆筒形钢制焊接油罐施工及验收规范》、《石油化工立式圆筒形钢制储罐施工工艺标准》、DL/T869-2004《火力发电厂焊接技术规程》 《火电施工质量检验及评定标准》(焊接篇)
图10: 塔底板焊缝效果图
图11:CO2气体保护焊效果图 图12:
壁板定位焊缝
图13
清理完成后层间焊缝 图14:
壁板焊缝完成效果图
图15:
塔外壁焊缝
图16: 塔内壁焊缝、打磨效果图
图17:横梁与壁板的焊缝效果图
图18: 人孔、法兰管口与壁板的焊缝效果图
2.2.主要质量通病及预防措施 序号 质量通病 预防措施
1 塔底板与基础底面未贴实,有空鼓、变形凸起 二次灌浆抹面与底梁要平齐,底板与底梁焊接时对称焊接,压配重,
2 塔底板周边变形翘起 底板与第1圈壁板周边焊接前,焊支撑防变形
3 塔周长、直径,壁板垂直度偏差超标 壁板焊接前尺寸测量准确,定位牢固,考虑焊接收缩余量,对称焊接
4 内部支撑梁标高、水平度、水平间距偏差超标 焊接前,2人测量,定位准确
5 烟气出入口膨胀节法兰面不平,对角线偏差大 法兰面校平,对角线尺寸测量准确,对称焊接
6 接管口法兰尺寸不正确, 对照图纸,测量准确
7 法兰接管口安装位置不对,标高、方位角度偏差大 塔开孔前,精确测量放线。 8 焊缝漏焊,贴合金部位漏焊 抓好自检、复检
9 塔内防腐打磨不满足要求 抓好自检、复检,对缺陷标记整改
10 焊缝咬边、气孔、裂纹、弧坑、未焊透、夹渣等缺陷多 培训焊工,抓好自检、复检
3.引用标准、说明
3.1特别说明:由于各工程的图纸要求不一样,采用的规范、标准可能不相同,验收标准的依据不一样,各项目具体进行质量检验时,验收标准中的数据以图纸为准,质量检验根据国家现行规范和设计指标要求进行。
3.2《钢制焊接常压容器》、《立式圆筒形钢制焊接油罐施工及验收规范》、《石油化工立式圆筒形钢制储罐施工工艺标准》、DL/T869-2004《火力发电厂焊接技术规程》 《火电施工质量检验及评定标准》(焊接篇)
参考文献:[1]任国华,贾玉凤,酆烽.湿法脱硫 PH 值控制策略的优化[J].
化工管理,2015(03).
[2]苏大雄,钱枫.石灰湿法脱硫过程中 pH 条件对结垢的影响 研究[J].环境污染与防治,2005(03).
[3]杨奇.湿法脱硫系统无垢运行最佳 pH 值研究[J].智能城 市,2016(02)
1