北京航空航天大学软件FMEA分析介绍
- 格式:pdf
- 大小:3.52 MB
- 文档页数:52
FMEA简述FMEA(Failure mode and effects analysis 失效模式与影响分析)是一种可靠性设计的重要方法。
它实际上是FMA(故障模式分析)和FEA(故障影响分析)的组合。
它对各种可能的风险进行评价、分析,以便在现有技术的基础上消除这些风险或将这些风险减小到可接受的水平。
目的:潜在的失效模式和后果分析作为一种策划用作预防措施工具,其主要目的是发现、评价产品/过程中潜在的失效及其后果;找到能够避免或减少潜在失效发生的措施并不断地改善。
1.能够容易、低成本的对产品或过程进行修改,从而减轻事后修改的危机。
2.找到能够避免或减少这些潜在失效发生的措施;分类:由于产品故障可能与设计、制造过程、使用、供应商以及服务有关,因此FMEA又细分为:DFMEA:设计(Design)FMEAPFMEA:过程(Process)FMEAEFMEA:设备(equipment)FMEASFMEA:体系(system)FMEA其中D/PFMEA最为常见。
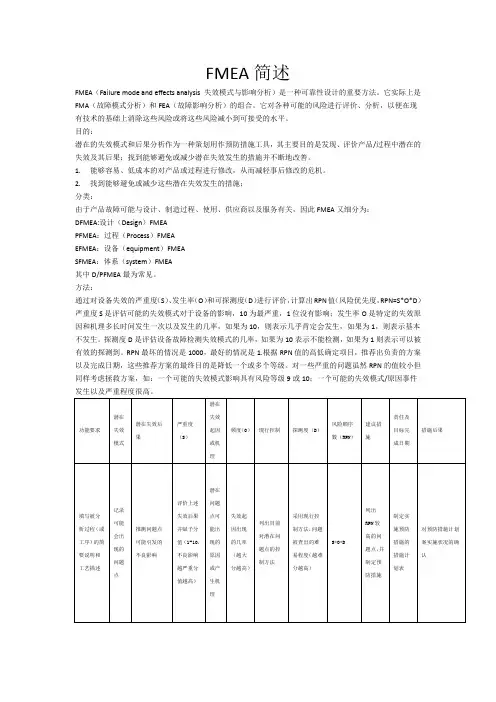
方法:通过对设备失效的严重度(S)、发生率(O)和可探测度(D)进行评价,计算出RPN值(风险优先度,RPN=S*O*D)严重度S是评估可能的失效模式对于设备的影响,10为最严重,1位没有影响;发生率O是特定的失效原因和机理多长时间发生一次以及发生的几率,如果为10,则表示几乎肯定会发生,如果为1,则表示基本不发生。
探测度D是评估设备故障检测失效模式的几率,如果为10表示不能检测,如果为1则表示可以被有效的探测到。
RPN最坏的情况是1000,最好的情况是1.根据RPN值的高低确定项目,推荐出负责的方案以及完成日期,这些推荐方案的最终目的是降低一个或多个等级。
对一些严重的问题虽然RPN的值较小但同样考虑拯救方案,如:一个可能的失效模式影响具有风险等级9或10;一个可能的失效模式/原因事件发生以及严重程度很高。
fmea失效分析FMEA(失效模式与影响分析)是一种常用的风险管理工具,用于识别、评估和修复过程或系统中的潜在失效模式及其可能的影响。
它可以帮助组织在设计、生产或运营过程中及时识别和处理潜在的风险,从而提高产品和服务的质量和可靠性。
FMEA方法通常由一系列步骤组成。
首先,将制定一个团队,由跨职能成员组成,以确保各个方面的声音都被听到。
然后,确定需要进行FMEA分析的过程或系统的范围和目标。
接下来,对每个潜在的失效模式进行识别和描述,并确定其可能的原因。
在此过程中,关注可能的失效模式和与之相关的因果关系。
为了识别潜在的失效模式,通常会使用一些常见的技术和工具,如故障树分析、故障模式分析和经验故障数据等。
在描述失效模式时,需要尽量详细和准确,以便后续的分析和预防措施制定。
在识别和描述失效模式之后,FMEA团队需要对每个失效模式进行评估。
评估的目标是确定失效的频率、严重性和检测能力,以便确定每个失效模式的风险优先级。
频率是指失效模式发生的可能性,严重性是指失效模式造成的影响程度,检测能力是指在失效发生之前是否能够有效地检测到失效模式。
根据这些评估结果,将为每个失效模式分配一个风险优先级指数,用于确定哪些失效模式是最重要和最紧急处理的。
在评估失效模式后,FMEA团队需要制定相应的预防和纠正措施来减少风险。
这些措施可以包括改变设计、重新评估过程、加强培训和监督、使用可靠性工程方法等。
在制定措施时,需要考虑成本效益、可行性和实施时间等因素。
此外,还需要制定一套有效的措施跟踪和验证计划,以确保措施的实施和有效性。
FMEA是一个持续改进的过程。
在实施措施之后,团队需要定期回顾和重新评估失效模式,以了解措施的有效性,并及时修订措施和预防措施,以确保风险的持续控制和管理。
总的来说,FMEA是一个有效的工具,可以帮助组织在设计、生产和运营过程中识别和管理潜在的风险。
通过将风险优先级分配给各种失效模式,组织可以有针对性地制定预防措施来降低风险。
FMEA简介FMEA(Failure Mode and Effect Analysis,失效模式和效果分析)是一种用来确定潜在失效模式及其原因的分析方法。
具体来说,通过实行FMEA,可在产品设计或生产工艺真正实现之前发现产品的弱点,可在原形样机阶段或在大批量生产之前确定产品缺陷。
FMEA最早是由美国国家宇航局(NASA)形成的一套分析模式,FMEA是一种实用的解决问题的方法,可适用于许多工程领域,目前世界许多汽车生产商和电子制造服务商(EM S)都已经采用这种模式进行设计和生产过程的管理和监控。
FMEA简介FMEA有三种类型,分别是系统FMEA、设计FMEA和工艺FMEA,本文中主要讨论工艺FMEA。
1)确定产品需要涉及的技术、能够出现的问题,包括下述各个方面:需要设计的新系统、产品和工艺;对现有设计和工艺的改进;在新的应用中或新的环境下,对以前的设计和工艺的保留使用;形成FMEA团队。
理想的FMEA团队应包括设计、生产、组装、质量控制、可靠性、服务、采购、测试以及供货方等所有有关方面的代表。
2)记录FMEA的序号、日期和更改内容,保持FMEA始终是一个根据实际情况变化的实时现场记录,需要强调的是,FMEA文件必须包括创建和更新的日期。
3) 创建工艺流程图。
工艺流程图应按照事件的顺序和技术流程的要求而制定,实施FMEA需要工艺流程图,一般情况下工艺流程图不要轻易变动。
4)列出所有可能的失效模式、效果和原因、以及对于每一项操作的工艺控制手段:4.1 对于工艺流程中的每一项工艺,应确定可能发生的失效模式.如就表面贴装工艺(SMT)而言,涉及的问题可能包括,基于工程经验的焊球控制、焊膏控制、使用的阻焊剂 (soldermask)类型、元器件的焊盘图形设计等。
4.2 对于每一种失效模式,应列出一种或多种可能的失效影响,例如,焊球可能要影响到产品长期的可靠性,因此在可能的影响方面应该注明。
4.3 对于每一种失效模式,应列出一种或多种可能的失效原因.例如,影响焊球的可能因素包括焊盘图形设计、焊膏湿度过大以及焊膏量控制等。
FMEA概述:潜在失效模式及后果分析(Potential Failure Mode and Effects Analysis)是一种系统化的可靠性定性分析方法。
通过对产品/过程各组成部分进行事前分析,发现、评价产品/过程中潜在的失效模式及起因/机理,查明其发生的可能性及对系统的影响程度,以便采取措施进行预防。
失效(Failure)即实体全部或部分失去了完成其功能的能力。
其中实体是指产品、过程或系统。
潜在是指有可能发生有可能不发生的事情。
1、FMEA的历史:20世纪60年代,FMEA最早是由美国国家宇航局(NASA)形成的一套分析模式;1974年,美国海军建立第一个FMEA标准;1976年,美国国防部首次采用FMEA 标准;70年代后期,美国汽车工业开始运用FMEA;80年代中期,美国汽车工业将FMEA运用于生产过程中;90年代,美国汽车工业将FMEA纳入QS-9000标准;FMEA还被广泛应用于其他行业,如粮食、卫生、运输、燃气等部门;1994年,美国汽车工程师学会SAE发布了SAEJ1739-潜在失效模式及后果分析标准;2001年,SAFJ1739修订,FMEA手册也修订为第三版,并已翻译成中文。
2、应用领域:50年代初期,美国Grumman公司第一次把FMEA思想用于一种战斗机的操纵系统的设计分析,取得较好效果,以后逐渐推广。
60年代中期用于美国航天工业(阿波罗);1974年用于美国海军(1629号军标);1985年IEC公布了FMEA 标准: IEC812,这个标准被我国等同采用为GB 7826-87:《系统可靠性分析技术,失效模式和效应分析(FMEA)程序》;QS-9000 质量体系要求美国汽车工业行动集团(AIAG)VDA6.1 质量体系审核;德国汽车汽车工业联合会(VDA)ISO/TS 16949质量管理体系要求;国际汽车特别工作组(IATF)均将进行FMEA分析作为质量管理体系的重要内容。
F M E A运用计划一.FMEA简介FMEA为Failure Mode and Effect Analysis(失效模式与效能分析)之简称,最早由美国航天工业于六十所代所发展出来的一套信赖度分析的工具.北美福特公司(Automotive Operations)于1972年发展信赖度训练计划时将FMEA包括于内,福特将FMEA分为两个模块:一为设计的FMEA;一为制程的FMEA.而后又陆续出版个别的指导手册,发展使用至今已广为汽车工业所使用,目前亦逐渐用于其它工业之上.福特公司给FMEA所下的定义为,FMEA可视为一系统化的群组活动,其目的在达成:1.辨认及评估与产品设计及制造相关的可失效模式及原因.2.找出可以消除或减少可能失效发生的改正措施,以及3.记录分析的过程.二.实施重点准备FMEA的工作应由负责设计或制造的工程师个人负责,但准备时所须的各种Input则必须为一整体的努力而非负责工程师个人的责任.对复杂的Item,可能要组成一个特定的队伍,队伍成员由其不同专业知识的人员所组成,可能包括设计、制造、装配、服务或品管等人员,或者利用会签的方式,要求以上所提各人员提出意见及反应,以找出负责工程师所不熟悉的可能Failure Mode.另一实施重点是FMEA须适时的实施,FMEA 应该是一个“事件发生前”的行动而非“事实产生后”的练习,要达成FMEA 的最侍佳效果,FMEA一定要在任何未知的设计或制造的Failure产生之前实施,花时间将FMEA做好,则将来的设计或制造程序变更可以较容易及花费较少的执行并减轻设计后期设计变更的危机.FMEA如果能被适当的应用,则FMEA 是一个重复,周期性永不间断的必进程序.三.设计的FMEA(Design FMEA)Design Potential FMEA是一种分析的技巧,提供产品工程师一种手段能尽可能的保证所有的可能Failure Mode及其Cause都已被考虑并加以强调,最终产品及与其相关的所有次组件以至单一零件皆应被评估分析.在整个设计过程中,FMEA提供或协助以下所列的各事项来减少Failure发生的风险:1.协助做设计需求及设计选择方案的客观评估;2.增加可能Failure Mode 及其对系统的Effect,能在产品设计发展阶段被预先考虑的机率;3.提供额外的信息来协助彻底而有效的设计测试及发展的计划;4.因为可能失效模式是依据对“顾客”的影响大小来做优先次序排列,所以可依此而建立一个设计改进及测试的优先系统;5.提供一个开放式的格式来追踪风险降低措施及改进建议;6.针对分析顾客使用考虑,评估设计变更及发展更先进设计提供将来的参考.顾客(Customer)的定义对设计的FMEA来说,顾客的定义应为最终使用者(End User),但是对设计工程师来说,顾客的定义并不只限于此,其顾客也可以是相关制造或装配单位的负责工程师或服务工程师等.注意事项:设计的FMEA并非准备一次就完成的记录,它在设计概念成形后开始,然后在整个产品发展过程中须随着设计变更随时更新来反应现有设计,要一直到最后设计工程图完成后,设计的FMEA才能算基本的告一段落.在制程或装配上会发生的可能失效模式不能包括在设计的FMEA内,而应包括在制程的FMEA内,但是有关这些失效模式的信息,设计工程师必须将它们传递给负责制程FMEA的工程师作为准备制程FMEA的输入.设计的FMEA不能依靠以制程的控制来克服设计上的弱点,但在做设计的FMEA时,必须把一些制程及装配上的技术及实际限制条件列入考虑.例如:1.表面处理的限制;2.钢材硬度的限制;3.制程能力的限制等条件.四.分析方式(Analysis Approach)FMEA有两种不同的分析方式Hardware Approach及Functional Approach,分析方式的选择,依现有资料及设计复杂性的不同而定.Hardware Approach是将设计的每一Hardware Item列出,然后就每一Hardware Item进行分析,将其所有的可能的Failure Mode找出.Functional Approach是将设计的Item所能执行的各种功能分类为不同的Output列出,然后就每一Output进行分析将其所有的Failure Mode找出.当设计为一复杂的系统时,FMEA可使用两者综合的分析方式.FMEA为分析架构可由上至下或由下至上.如果由蓝图,工程或设计资料中能很明确的定义出Hardware Item,则FMEA通常使用Hardware Approach且多使用由下至上的架构.反之若Hardware Item不易定义或系统复杂分析须由Initial Indenture Level 向下层层的分析,则FMEA通常使用Functional Approach,且多使用由上至下的架构.分析方式使用何种分析架构并非绝对,分析可由任一层开始向任一方向进行分析.五.FMEA程序(FMEA Process)FMEA为设计程序的一部份,应在设计初期实施并须随时更新反应所有设计变更.由设计初期至最后完成阶段,每一阶段的设计Review皆应将由FMEA列出主要考虑项目,使用FMEA来考量高风险的Item及其相关活动以订出改正措施,FMEA亦可用来定义特殊测试考虑﹑品质检验点﹑预防保养措施﹑操作条件﹑可用寿命及降低Failure风险至最小的必要信息及活动.FMEA所订出的所有建议措施都必须加以评估,经评估决定不采取行动的措施要有适当的记录建立来做正式处理.以下是实施FMEA的步骤:1.定义要分析的系统,包括内部及接口的功能,所有Indenture Level的预期续效,系统条件及失效的定义;2.建立Block Diagram;3.找出所有可能的失效模式,判定其对邻接的Item或功能,整个系统及所行使命的影响;4.就失效模式评估其可能导致最糟的结果,将结果归类至不同的严重性分类类别内;5.就失效模式订出失效检出方法及补救措施;6.找出消除失效或控制风险的必要改正设计或措施;7.判定改正措施的影响;8.将FMEA记录起来,并将问题汇总,问题包括那些无法由变更设计而解决的问题及降低风险的必要特殊控制.六.FMEA表格内容说明FMEA所使用的表格有两种:一为设计的FMEA,一为制程的FMEA,以下即对两种表格的内容分别介绍.设计FMEA表格内容说明表头各项内容说明1.产品名称:FMEA所分析产品的名称;2.设计责任单位:负责设计该产品的单位名称;3.相关单位:与该产品有关之各单位及组织的名称;4.供货商及制造工厂:自制或外包的厂商或工厂的名称(客户亦须列入)5.产品编号:产品的产品编号(包括自己的编号及客户使用的料号);6.设计定稿日期:填入该产品设计定稿的预期日期;7.负责人:负责制作FMEA表格之人员的姓名﹑职称及分机号码:8.FMEA定稿/更新日期:FMEA表格制作日期及更新日期.表格各项分析内容说明9.零件名称及编号/功能:填入(1)及(5)项之内容并对产品的功能加以叙述,功能定义的愈清楚,愈容易定义出失效模式,如果产品有多种不同的功能及可能的失效模式,各项内容应分开叙述;10.潜在的失效模式:指产品无法达到设计意图﹑续效要求或客户预期的可能产品缺失,针对产品的功能列出所有可能的失效模式,潜在失效模式的假设为有可能发生却非一定发生,建议找出失效模式的方式可参考以前的FMEA﹑测试报告﹑实际使用或信赖度的考量﹑以及对类似产品脑力激荡的结果,在特定的环境或使用状况下可能发生之失效模式亦须列入考虑,描述失效模式应使用技术性的用语,便如龟裂﹑变形﹑腐蚀﹑氧化﹑震动﹑松动﹑开路或短路;11.潜在的失效效应:指如果失效模式发生,失效模式对客户可能造成的影响或效应,描述失效效应应使用客户所经验注意到之用语,例如产品的外观﹑适用性及功能.12.严重度:对失效模式所造成的失效效应严重程度的评估,严重度的大小以1至10的数字来表示,欲降低严重度惟有做设计的变更,评估严重度可参考下列的评估表:严重度指数评估标准1、Negligible(可忽略的),对产品的续效不太可能产生影响,使用者可能不会发觉任何缺失.2﹑3 Mild(轻度的),造成使用者一些轻度的使用不顺,但一般不会感觉到任何续效的变化4﹑5﹑6 Moderate(中度化),使用者使用的不顺仍可忍受,但已感觉到一些续效及外观的变化7﹑8 High(高度的),使用之不顺已达无法忍受的地步,可能有无法达到续效要求的问题发生9﹑10 Very High(极高度的),续效已完全失去或未达到安全规定的要求13.重要产品特性:以,如严重度的指数为9或10且发生及检出率皆大于1时,应判定是否归类为重要产品特性而予以标示.14.潜在的失效原因:导致失效模式产生的原因,就设计的部份来看即为设计上的弱点,一些典型的原因为材料选择错误﹑不好的模具等;15.发生率:对某一特定失效原因发生导致失效模式产生的可能性大小的评估.发生率大小以1至10的数字来表示,欲降低发生率惟有靠设计变更来控制或消除一个或数个失效原因,评估发生率可参考下列的评估表:发生率指数评估标准1、emote(微乎其微),失效原因造成失效模式产生的机会微乎其微2﹑3 Very Low(非常低)失效原因造成失效模式产生的机会非常低4﹑5﹑6 Moderate(很高),失效原因造成失效模式产生的机会较高7﹑8 High(很高),失效原因造成失效模式产生的机会很高9﹑10 Very High(非常高),失效原因造成失效模式产生的机会非常高,几乎一定会发生16.现行的设计确认方式:指防范可能失效原因发生或检出失效原因及模式的各种检查或检测计划:在此栏内须将所有现有的设计确认(DV)列出,DV与防范或检出失效原因直接相关,非现有的DV必须放在议改善方案栏内;17.检出率:指设计确认能检出或防范失效原因发生的能力,检出率大小以1至10的数字来表示,欲增加检出率,DV计划必须加以修改,评估检出率可参考下列的评估表:检出率指数评估标准1﹑2 Very High(非常高),DV几乎一定能找出设计的弱点3﹑4 High(很高),DV能找出设计弱点的可能性很高5﹑6 Moderate(高),DV可能可以找出设计的弱点7﹑8 Low(很低),DV可能不太容易找出设计的弱点9 Very Low(非常低),DV可能找不出设计的弱点10 Min-Detection,DV找不出设计弱点或根本没有DV18.风险指数值(RPN):为严重度﹑发生率及检出率三者指数的乘积,数字本身不具任何意义;表格内改善方案及处臵结果之各项内容说明19.建议改善方案及优先级:经由对严重度﹑发生率及检出率三者指数所做分析的结果订定重要设计弱点的改正措施.改正措施的目的在改善严重度﹑发生率及检出率三者中任一﹑二或全部之指数,依各设计弱点在程度上订定改善措施的优先等级并填入改善优先等级栏内,可能有的等级区分为:A-出货前须改善B-一个月内须改善C-半年至一年内改善D-可能要改善或可能不改善20.执行单位负责人及完成日期:改正措施执行的负责单位,人员姓名及预计的完成日期;21.实际改善措施:实际上执行的改正措施项目,完成的日期及效果;22.处臵结果的风险优先指数:改正措施完成后重新评估三项指数,未列改善措施的项目不需要计算,如有任何项目须进一步的改善措施时,重复(19)至(22)内各项内容.制程FMEA表格内容说明表头各项内容说明1﹑制程﹑制品的名称/编号:被分析的制程﹑制品的名称及编号(包括制程编号或零件编号,产品编号);2.制程责任单位:负责该制品的单位及组织的名称(客户亦须列入);3.相关单位:与该制品有关之各单位及组织的名称;4.供货商及制造工厂:自制或外包的厂商或工厂的名称;5.产品名称/编号:产品的名称及编号(包括自己的编号及客户使用的料号);6.设计定稿日期:填入该产品设计定稿的预计日期;7.负责人:负责制作FMEA表格之人员的姓名﹑职称及分机号码;8.FMEA定稿/更新日期:FMEA表格制作日期及更新日期;9.开始量产日期:量产预定开始日期;表格各项分析内容说明10.制程名称/功能:对被分析之作业或制程目的之描述,如果制程有多种不同的失效模式可能发生则制程应分开叙述;11.潜在的失效模式:指制品无法达到工程或特定要求的可能失效方式.制作制程FMEA时,必须假设进入制程的零件或材料皆为正确的,而且为确保各项考虑的正确性,取得信息的方式应以团队的方式进行,针对每一特定的作业,以零件或制程的特性来表达并列出所有可能的失效模式.建议找出失效模式的方式是比较类似的制程及审查客户对类似零件所做的反应与抱怨.另外,也要具备一些对设计目的了解的知识;12.潜在的失效效应:指如果失效模式发生,失效模式对客户可能造成的影响或效应.在这里所指的客户可为产品使用者或后续的作业,如客户所为使用者,则效应应以使用者所经验或注意到之用语来描述,如指为后作业,则以制程或作业上之续效用语来描述.13.严重度:参考设计FMEA;严重度指数评估标准1、Negligible(可忽略的),对产品的续效不太可能产生影响,使用者可能不会发觉任何缺失,对后续制程可能没有任何影响.2﹑3 Mild(轻度的),造成使用者一些轻度的使用不顺,但一般不会感觉到任何续效的变化,后续制程可能会有一些轻度的重工4﹑5﹑6 Moderate(中度的),使用者使用的不顺仍可忍受,但已感觉到一些续效及外观的变化,后续制程会有不定的重工及修理,机台可能会受损.7﹑8 High(高度的),使用之不顺已达无法忍受的地步,可能有无法达到续效要求的问题发生,后续制程可能会有主要的重工及机台受损.9﹑10 Very High(极高度的),续效已完全失去或未达到安全规定的要求,后续无法进行;14.重要产品特性:参考设计FMEA15.潜在失效原因:对失效模式如何发生的描述,描述的内容必须是能够改善或可控制的事情,针对每一失效模式应尽可能列出所有可能的原因,如果原因只有一个,则找出原因的部分可告一段落,但多数原因皆不只一个,应使用实验设计或其它方式找出主要且易控制的根本原因,在叙述失效原因时,应使用明确的错误或故障用语(例如:机器故障/作业员错误等);16.发生率:指某一特定失效原因而导致失效模式产生之可能性大小加以评估,以1到10的数字为表示,仅有为防范失效原因发生而使用的方法才能列入发生率之评估考虑中,为检出失效原因而做之检测不能列入.评估发生率时,如制程是在管制之内或与其它在统计管制之下之制程相似则须使用这些资料做评估,评估发生率可参考下列评估表:发生率指数评估标准1、emote(微乎其微),失效原因造成失效模式产生的机会微乎其微,或Cpk>=1.672、Evry Low(非常低),失效原因造成失效模式产生的机会非常低,或Cpk>=1.333、Low (很低),失效原因造成失效模式产生的机会很低,或Cpk>1.04﹑5﹑6 Moderate(较高),失效原因造成失效模式产生的机会较高或Cpk<=1.07﹑8 High(很高),失效原因造成失效模式产生的机会很高,或制程未在统计管制之下9﹑10 Very High(非常高),失效原因造成失效模式产生的机会非常高,几乎一定会发生17.现行的管制方式:指防范可能失效原因发生或检出失效原因及模式的各项现行管制方法,这些管制方法可以是防呆夹具或统计制程管制,也可以是制程后的检验或测试,非现有的管制方法必须放在议改善方案栏内;18.检出率:指零件离开生产线前,失效原因能被订出的管制方法检出的机率的大小,检出率大小以1至10的数字来表示,评估检出率可参考下列的评估表: 检出率指数评估标准1﹑2 Very High(非常高),管制方法几乎一定能找出失效的原因3﹑4 High(很高),管制方法能找出失效原因的可能性很高5﹑6 Moderate(高),管制方法可能可以找出失效原因7﹑8 Low(很低),管制方法可能不太容易找出失效原因9 Very Low(非常低),管制方法可能找不出失效原因10、Min-Detection ,管制方法找不出失效原因或根本没有管制方法19.风险指数值(RPN):为严重度﹑发生率及检出率三者指数的乘积,数字本身不具任何意义;表格内改善方案及处臵结果之各项内容说明20.建议改善方案及优先级:参考设计FMEA;欲减少发生率的指数,制程或设计必须加以变更,如欲降低严重度的指数惟有靠设计的变更,而欲改善检出指数,亦须变更制程或设计,但防止不良应较发生不良后再检出更为重要,所以重点应在防止而非检出,例如使用统计制程管制及制程改善而非随机抽样及全检.21.执行单位负责人及完成日期:参考设计FMEA;22.实际改善措施:参考设计FMEA;23.处臵结果的风险优先指数:改正措施完成后重新评估三项指数,未列改善措施的项目不需要计算,如有任何项目须进一步的改善措施时,重复(20)至(23)内各项内容.第11 頁,共11 頁。
SAE-ARP-4761(1996)FMEA是一种系统的,自下而上的方法,用于识别系统,项目或功能的故障模式,并确定对下一个更高级别的影响。
它可以在系统中的任何级别(例如,零件,功能,黑盒等)执行。
软件还可以使用功能FMEA方法进行定性分析。
通常,FMEA用于解决单个故障导致的故障影响。
FMEA的范围应该与请求它的用户协调。
分析可以是部件FMEA或功能FMEA。
如果从功能FMEA导出的故障率允许满足PSSA概率预算,则可以不需要零件FMEA。
FMEA通常包括以下信息。
a、组件、功能或/和功能的识别;b、故障模式和相关的硬件故障率(数值或分类);c、失效效应(直接和/或在下面更高级水平);d、可检测性和检测手段;FMEA也包括以下信息:a、补偿动作(即自动或手动);b、发生故障的飞行阶段;c、故障影响的严重性FMEA可以与概率技术(例如FTA或DD)结合使用以产生定量分析。
此外,FMEA可以用于通过从下到上提供故障效应的补充列表来补充FTA / DD。
故障模式和影响分析(FMEA)1、介绍故障模式和影响分析(FMEA)是一种系统方法,用于识别系统,项目,功能或零件的故障模式,并确定对下一个更高级别设计的影响。
还可以确定每个故障模式的检测方法(如果有的话)FMEA可以是定量或定性分析,并且可以在所有类型的系统(例如,电气,电子或机械系统)上执行。
如果正在执行定量FMEA,则针对每个故障模式确定故障率。
FMEA的结果可以用于生成故障模式和效果概要(FMES),并且通常用于支持系统安全评估(SSA)过程的其他分析技术,例如故障树分析(FTA),依赖关系图 DD)或马尔可夫分析(MA)。
故障的组合通常不被认为是FMEA的一部分。
2、范围通过假定所选级别的具体实现可能失败的方式对给定级别(系统,项目等)执行FMEA。
每个故障模式的影响在给定等级下确定,并且通常是设备的每个操作模式的下一较高等级。
有时,FMEA可能需要专注于特定操作场景以支持自上而下的FTA,DD或MA。


FMEA 技术在航空科研项目风险分析中的应用(作者单位:哈尔滨飞机工业集团有限责任公司)◎玥孟魏光浩引言在科研项目开展过程中,项目风险是相伴相生的。
当前越来越多的航空产品制造企业组织进行风险管理,选择合适的风险规划、识别、分析、应对和监控方法至关重要。
FMEA 潜在失效模式与影响分析相关(Failure Mode and Effect Analysis )是挖掘潜在风险、确定风险优先定级的一种有效的逻辑分析方法。
与其他关键要素分析工具不同,FMEA 的目标是查找系统中所有可能的失效模式,分析其影响及产生的原因,进而从根本上消除产生问题的根源,而非在问题发生后提出解决方法。
一、FMEA 潜在失效模式与影响分析技术应用于航空科研项目可行性分析航空科研项目的工作程序通常分为立项论证、工程研制、产品试验、设计定型和生产定型阶段。
项目经理在立项论证阶段就应对整个项目的风险事项进行识别,组织风险管理规划,制定风险应对策略,以预防、减轻、遏制或消除不良事件的发生及影响;FMEA 潜在失效模式与影响分析技术是一种预防性的可靠性分析工具,用于研究产品系统的每一个组成子系统,对每一个潜在的失效模式进行分析,通过分析产品系统在实际技术、费用和进度方面的风险点,通过不断运用FMEA 潜在失效模式与影响分析技术,确保满足所有客户的需求。
因此FMEA 潜在失效模式与影响分析技术适合应用于航空科研项目。
二、FMEA 航空科研项目风险管理模式构建结合航空产品制造企业科研项目的特点,借助FMEA 技术,本人在航空产品制造企业中拟构建实用的科研项目的全过程风险管理模式,以期完善航空科研项目风险管理体系。
第一步,风险识别。
风险识别是判断那些风险会影响项目并记录其特征的过程。
通过头脑风暴会议、风险核对表、假设分析、鱼刺图等方法识别风险,把影响航空科研项目技术、费用、进度的相关因素,列在FMEA 表格中作为潜在失效模式。
第二步,风险分析。
Ap r12010 Vol128,No.2航 天 控 制Aer os pace Contr ol 软件F M EA实例研究3石 柱 马 宽 郑 重中国航天科技集团公司软件评测中心,北京100048摘 要 软件F ME A(失效模式和影响分析)是硬件或系统F MEA的扩展,并应用于安全关键软件的鉴定,但是,目前缺乏应用经验。
本文阐述了SF ME A的原理、实施过程和要点,提出了适用于某嵌入式软件的失效模式及原因,对失效模式的影响进行了严酷度等级分类,给出了对该软件实施SF ME A的过程和结果。
结果表明了SF MEA的有效性和实用性。
关键词 软件失效模式和影响分析;软件可靠性;软件可靠性分析中图分类号:TP311.5 文献标识码:A文章编号:100623242(2010)022*******A Ca se Study on Software F M EASH I Zhu MA Kuan ZHENG ZhongSoft w are Evaluati on and Testing Center of CASC,Beijing100048,ChinaAbstract Soft w are fa ilure m odes and effect analysis(SF MEA)is the extension of ha rdw a re or syste mF ME A,w hich is used to test and verify safety2critical soft w are.Ho w ever,there is lack of experiences inpractice a t present.In this paper,the principle,process and key points of soft w are F MEA i m ple m entation are described.Then the failu re m odes and their causes of an e m bedded soft w are a re proposed as w ell and the effects of the failure m odes are classified according to their severity.F inally,the process and results of SF MEA on this soft w are are g iven.The results sho w the valid ity and practicality of SF ME A.Key words Soft w are fa ilure m odes and effects analysis;Soft w are reliability;Soft w are reliability analysis 3国防科技工业局民用航天科研预先研究项目 收稿日期:2009207202作者简介:石 柱(1963-),男,湖北崇阳人,研究员,博士生导师,主要研究方向为软件工程、软件可靠性、软件安全性和软件过程改进;马 宽(1980-),男,河北邢台人,工程师,主要研究方向为软件可靠性分析、设计和测试;郑 重(1984-),男,河南信阳人,助理工程师,主要研究方向为软件可靠性度量、软件可靠性测试。