微氧条件下EGSB反应器处理焦化废水的可行性分析
- 格式:pdf
- 大小:104.12 KB
- 文档页数:1


污水处理项目可行性分析概述本文对污水处理项目的可行性进行分析,包括市场需求、技术可行性、经济可行性以及环境可行性等方面的论述。
通过这些分析,我们可以评估该项目的可行性,为决策者提供参考。
一、市场需求分析污水处理是一项重要的环保工程,随着城市化进程和环境保护意识的提高,对污水处理设施的需求也在逐年增加。
在该市场上,我们需要考虑的主要因素包括市场规模、竞争情况以及政府政策等。
通过调查研究,我们可以了解到该市场的潜在需求,并分析潜在客户的特点,为项目的顺利运行提供依据。
二、技术可行性分析在污水处理项目中,技术可行性是关键因素之一。
我们需要评估可行性研究应用的技术水平,包括污水收集系统、污水处理技术以及处理后的排放标准等。
同时,我们还需要考虑设备的稳定性、可靠性以及维护保养成本等因素。
通过技术可行性分析,我们可以评估项目在技术层面上的可行性,并为项目的工程设计和实施提供依据。
三、经济可行性分析经济可行性是判断一个项目是否值得投资的重要依据。
在污水处理项目中,我们需要评估项目的投资规模、投资回报率以及运营成本等因素。
此外,我们还需要考虑项目的财务指标,如净现值、内部收益率和投资回收期等,来评估项目的盈利能力和回报期。
通过经济可行性分析,我们可以评估项目是否具有投资价值,并为决策者提供投资决策的依据。
四、环境可行性分析在进行污水处理项目之前,我们必须充分考虑环境可行性。
我们需要评估项目对环境的影响,包括污染物排放、土地利用以及噪音污染等。
同时,我们还需要评估项目对环境保护政策和法规的合规性以及项目的可持续性。
通过环境可行性分析,我们可以评估项目对环境的影响程度,并提出相应的防护措施和环境管理计划。
结论通过对污水处理项目的可行性分析,我们可以评估该项目是否具备投资价值,并为项目的顺利实施提供决策依据。
市场需求分析、技术可行性分析、经济可行性分析以及环境可行性分析是项目可行性分析的重要内容。
在分析过程中,我们需要综合考虑各种因素,以达到一个科学、准确的评估结果。

焦化废水治理研究项目可行性研究报告一、项目背景及意义:焦化工业是我国重要的基础工业,但同时也是环境污染较为严重的行业之一,其中废水排放问题备受关注。
焦化废水污染涉及多种有害物质,对水环境和生态系统造成严重破坏。
因此,开展焦化废水治理研究项目具有重大的科学意义和应用价值。
二、项目目标:该项目旨在深入研究焦化废水的特点和治理技术,为社会提供可持续发展的焦化废水治理方法。
三、项目内容:1.研究焦化废水的组成和特点,对废水中各种有害物质进行分析和检测,确保治理技术的针对性和有效性。
2.研究焦化废水的处理技术,包括物理、化学和生物方法,在实验室和现场进行大量的实验和试验,优化废水处理工艺。
3.考察国内外同类项目的成功经验和应用案例,总结经验并加以借鉴,提出适合本项目的治理技术和方案。
4.对废水治理后的水质进行监测和评估,确保治理效果达到国家环境标准或更高要求。
四、项目可行性分析:1.市场需求分析:随着环保意识的增强和相关法规政策的实施,焦化废水治理市场前景广阔。
由于焦化废水的特殊性,需要专业化的技术团队和设备来进行治理,因此市场竞争压力相对较小。
2.技术可行性分析:目前焦化废水处理技术已经相对成熟,通过在实验室和现场的试验和实践,本项目将及时解决技术难题并提出有效的解决方案。
3.经济可行性分析:废水治理项目需要投入大量的资金进行研发和设备采购,但是由于市场需求较高且市场前景乐观,可以通过技术许可或合作开发等方式回收资金,并通过出售废水处理设备实现盈利。
4.社会和环境可行性分析:焦化废水治理项目的实施有助于改善环境质量,保护水资源,减少水污染对生态系统的影响,具有积极的社会效益和环境效益。
五、项目实施计划:1.项目启动阶段:制定详细的项目计划和进度安排,组建项目团队,搜集相关资料和数据。
2.技术研究阶段:进行焦化废水的分析和检测,开展废水处理技术的研究和优化,确定最佳的治理工艺。
3.实验验证阶段:在实验室和现场进行大量的试验和实践,确保治理效果的有效性和稳定性。

《等离子体-光催化-微曝气协同处理焦化废水》篇一等离子体-光催化-微曝气协同处理焦化废水等离子体、光催化与微曝气协同处理焦化废水的高效策略研究摘要:本文针对焦化废水处理难题,提出了一种新型的协同处理技术,即等离子体、光催化与微曝气相结合的处理方法。
通过综合利用物理、化学及光化学反应的原理,旨在提升焦化废水的处理效率和效果,实现污染物的有效去除与资源化利用。
本文详细阐述了该技术的理论基础、实验设计、处理效果及潜在应用前景。
一、引言焦化废水因含有大量的有毒有害物质和难以生物降解的有机物,其处理一直是环境保护领域的难题。
传统的处理方法如生物法、化学沉淀法等虽然可以部分去除污染物,但往往存在处理效率低、效果不稳定的问题。
近年来,随着科技的发展,等离子体技术、光催化技术以及微曝气技术逐渐成为废水处理领域的研究热点。
本文将这三种技术进行有机结合,探索其协同处理焦化废水的可能性。
二、理论基础与技术概述1. 等离子体技术:利用高频电场或高能射线使气体部分电离,产生富含活性粒子的等离子体,从而对污染物进行高效氧化降解。
2. 光催化技术:利用光催化剂在光的激发下产生强氧化性物质,如羟基自由基等,对有机物进行氧化分解。
3. 微曝气技术:通过微小的气泡将氧气或空气引入废水中,提高水中的溶解氧含量,促进好氧微生物的生长和有机物的生物降解。
三、实验设计与方法1. 实验材料:选择某焦化厂排放的典型焦化废水作为研究对象。
2. 实验装置:构建包括等离子体发生装置、光催化反应器及微曝气系统的综合处理装置。
3. 实验方法:分别进行单技术处理和协同处理的实验,记录不同条件下的处理效果。
4. 分析方法:采用化学分析法、光谱分析法等手段对处理前后的水质进行检测和分析。
四、实验结果与分析1. 单技术处理效果:等离子体技术能有效去除废水中的有毒有害物质;光催化技术对难降解有机物有较好的去除效果;微曝气技术能显著提高废水的可生化性。
2. 协同处理效果:将三种技术结合后,焦化废水的处理效果得到显著提升,多种污染物的去除率均有明显提高。

常温处理生活污水微氧EGSB反应器启动运行特性董春娟;刘晓;吕炳南【期刊名称】《南京理工大学学报(自然科学版)》【年(卷),期】2011(035)002【摘要】为了研究微氧膨胀颗粒污泥床(EGSB)去除生活污水中的有机物和氮、磷(N,P)营养物的快速启动和稳动运行特性,在15~26℃常温下运行EGSB反应器9个多月,对微氧EGSB反应器内颗粒污泥的培养过程以及稳定运行阶段化学需氧量(COD)、N、P的去除规律进行了研究.通过给EGSB反应器内适量曝气,为EGSB 反应器内的颗粒污泥提供溶解氧以产生微氧环境,以曝气柱内的曝气速率来控制回流水中的溶解氧量.研究结果表明,在15~26℃时微氧颗粒污泥的成功培养需要近4个月.当水力停留时间(HRT)为3.9~4.8 h,进水流量为2.5~3.1 L/h,进水COD、NH3-N、总氮(TN)和总磷(TP)的质量浓度分别在213~867,26.5~72.1,31.7~81.7和3.8~17.3 mg/L范围内波动,稳定运行微氧EGSB反应器时,COD、NH3-N、TN和TP的平均去除率分别达到了93.4%,83.8%,74.7%和44.0%;出水平均浓度分别为29,10.0,14.0和4.7 mg/L,水质分别达到ⅠA、ⅠB、ⅠA和Ⅲ级标准;出水浊度在6 NTU左右.微氧EGSB反应器进口处氧化还原电位宜控制在+15 mV左右.微氧使得颗粒污泥沉速降低,最小颗粒污泥沉速低至11 m/h,没有出现污泥流失.稳定运行阶段污泥中混合液悬浮固体浓度达到28g/L左右,混合液中可挥发性悬浮固体与悬浮固体的质量比为0.74~0.77,说明微氧EGSB反应器已成功启动并稳定运行.%To obtain the rapid startup and stable operation of the micro-aerobic expanded granular sludge bed(EGSB) reactor for simultaneous removal of carbon and nutrients (N and P) treating actual domesticsewage under ambient temperature, the EGSB reactor is operated for approximately 9 months consisting of startup stage and stable operation stage for the research on the formation of miero-aerobic granules and the simultaneous removal of the COD, N, and P at ambient temperature (15 ~26℃ ). By controlling the oxygenation rate in the aeration column, different concentrations of dissolved O2 are generated in the circulating fluid which supplies dissolved O2 to the granule sludge bed in the EGSB reactor and to generate micro-aerobic environments. The results show that it takes only about four months for the successful startup of the micro-aerobic EGSB for the treatment of actual domestic sewage under ambient temperature. About 5 months' stable operation, the microaerobic EGSB reactor treating actual domestic sewage at ambient temperature (15 ~26℃ ) runs well. With 213 ~ 867,26.5 ~ 72.1,1.7 ~ 81.7 and 3.8 ~17.3mg/L infiuent COD, NH3-N ,TN, and TP concentrations,gradually increasing influent flow from 2.5 to 3.1 L/h and shortening HRT from 3.9 to 4.8 h, the average removal of COD, NH3-N, TN and TP can attain 93.4%, 83.8% ,74.7%,and 44.0%. And the effluent COD, NH3-N, TN and TP concentration are 29,10.0,14.0 and 4.7 mg/L, respectively, which accords with the IA, lB, lA and Ⅲ distinction of the GB 18918-2002. The effluent turbidity is about 6 NTU. At the stable operation stage, the redox potential in the inlet of the micro-aerobic EGSB reactor should be kept at about + 15 mV. At the stable operation stage the settled velocity of the granules decreases to 11 m/h. But the granules are still held in the EGSB reactor without any washout. Moreover, the micro-aerobic EGSB reactor can keepthe sludge concentration about 28 g/L and the mass ratio of mixed liquor volatile suspended solids to mixed liquor suspended solids as 0.74 ~ 0.77, which means the successful startup and stable operation for the micro-aerobic EGSB reactor.【总页数】5页(P284-288)【作者】董春娟;刘晓;吕炳南【作者单位】太原大学环境工程系,山西太原030009;哈尔滨工业大学市政与环境工程学院,黑龙江哈尔滨150090;哈尔滨工业大学市政与环境工程学院,黑龙江哈尔滨150090【正文语种】中文【中图分类】X703【相关文献】1.EGSB反应器微氧处理生活污水的研究 [J], 李伟;董春娟;刘晓2.处理焦化废水微氧EGSB反应器运行特性研究 [J], 翟伟;董春娟;申曙光;李峰;樊红辉3.常温下低浓度EGSB反应器的启动运行 [J], 王征;王成端4.常温下EGSB反应器的启动运行 [J], 王征;王成端5.常温EGSB反应器对生活污水的处理 [J], 刘晓;董春娟;吕炳南;陈素云;汪艳霞因版权原因,仅展示原文概要,查看原文内容请购买。


EGSB处理扑热息痛生产废水工程应用摘要:以扑热息痛生产废水为处理对象,研究了EGSB(厌氧颗粒污泥膨胀床)反应器+CASS工艺处理扑热息痛废水的运行规律。
经过大约8个月的运行,结果表明:进水CODcr和NH3-N浓度分别为15000mg/L和120mg/L,最总出水CODcr和NH3-N分别做到200mg/L和20mg/L,去除率分别为98.7%和83.3%,其中EGSB厌氧反应器容积负荷可达7.1kgCODcr/(m3•d)。
关键词:厌氧颗粒污泥膨胀床;扑热息痛废水;高浓度有机废水Abstract: taking acetaminophen production for the treatment of wastewater object, and study the EGSB (anaerobic granular sludge expansion bed) reactor + CASS process acetaminophen wastewater operation rule. After about 8 months of operation, and the results showed that the water CODcr and NH3-N concentration respectively for 15000 mg/L and 120 mg/L, the total water CODcr and NH3-N do 200 mg/L respectively and 20 mg/L, removal rate were 98.7% and 83.3%, with EGSB anaerobic reactors load capacity up to 7.1 kgCODcr / (m3 d.).Keywords: anaerobic granular sludge expansion bed; Acetaminophen wastewater; High concentration organic wastewater1、前言扑热息痛是常用的解热镇痛药物,化学成分为对乙酰氨基笨酚(醋氨酚),分子式为C8H9NO2,经过几十年的生产实践,扑热息痛的生产已经形成一套成熟的生产工艺,即传统的二步生产法,是以对硝基氯苯为原料,经水解、酸化还原制成对氨基苯酚,再经过酰化得到对乙酰氨基苯酚[1]。


厌氧颗粒污泥膨胀床反应器(EGSB)废水处理工程技术规范目录1 适用范围12 规范性引用文件13 术语和定义24 设计水量和设计水质35 总体要求46 工艺设计57 检测和过程控制118 主要辅助工程129 施工与验收1210 运行与维护15GB 50203 砌体工程施工质量验收规范GB 50204 混凝土结构工程施工质量验收规范GB 50205 钢结构工程施工质量验收规范GB 50209 建筑地面工程施工质量验收规范GB 50222 建筑内部装修设计防火规范GB 50268 给水排水管道工程施工及验收规范GB 50275 压缩机、风机、泵安装工程施工及验收规范GB/T 18883 室内空气质量标准GBJ 19 工业企业采暖通风及空气调节设计规范GBJ 22 厂矿道路设计规范GBJ 87 工业企业噪声控制设计规范GBZ 1 工业企业设计卫生标准GBZ 2 工作场所有害因素职业接触限值CJJ 60 城市废水处理厂运行、维护及其安全技术规程HGJ 212 金属焊接结构湿式气柜施工及验收规范HJ/T 91 地表水和废水监测技术规范JGJ 80 建筑施工高处作业安全技术规范NY/T 1220.1 沼气工程技术规范第1 部分:工艺设计NY/T 1220.2 沼气工程技术规范第2 部分:供气设计《建设项目(工程)竣工验收办法》(国家计委计建设(1990)1215 号)《建设项目竣工环境保护验收管理办法》(国家环境保护总局令(2001)第13 号)3 术语和定义下列术语和定义适用于本标准。
3.1 厌氧颗粒污泥膨胀床反应器expanded granular sludge blanket reactor (简称EGSB反应器)指由底部的污泥区和中上部的气、液、固三相分离区组合为一体的,通过回流和结构设计使废水在反应器内具有较高上升流速,反应器内部颗粒污泥处于膨胀状态的厌氧反应器。
3.2 外循环external the circle指将通过顶层三相分离器的出水经动力提升,与进水相混合的一种循环方式。

废水处理可行性分析在现代工业化发展的进程中,废水处理成为了一个日益重要的话题。
废水处理的可行性分析,就是通过对废水处理项目的经济、技术、环境等方面的分析,来评估废水处理方案的可行性和可持续性。
本文将从经济、技术和环境三个方面对废水处理的可行性进行分析。
一、经济可行性分析废水处理项目的经济可行性对于企业的决策至关重要。
首先,废水处理项目需要投入大量的资金,包括建设投资和运营成本。
因此,项目的回报期、投资回收期以及财务指标如净现值和内部收益率等都需要进行详细的分析和计算。
其次,废水处理项目的经济可行性还需考虑到废水处理后的资源价值和环境效益。
例如,通过合理的废水处理方式,可以利用废水中的有机物、氮、磷等元素产生有机肥料,从而实现资源的再利用。
此外,废水处理也有助于减少水污染对环境的影响,保护生态系统的可持续发展。
综上所述,废水处理项目的经济可行性需要全面考虑投资回收期、财务指标以及资源价值和环境效益等多个因素。
二、技术可行性分析废水处理技术的可行性分析主要涉及到废水处理技术的先进性、适用性和可操作性。
首先,废水处理技术应该具备先进性,即能够达到国家或地方的排放标准,并且具备一定的处理效率和处理能力。
其次,废水处理技术的适用性也是评估其可行性的重要指标。
不同行业、不同废水性质可能需要不同的处理技术,因此,应该选择适合特定废水处理的技术方案。
最后,废水处理技术的可操作性需要考虑到技术设备的可靠性和维护成本。
废水处理项目的长期运营需要耗费大量的人力、物力和财力,因此,技术的可操作性对项目的可行性至关重要。
三、环境可行性分析废水处理项目的环境可行性分析主要涉及到对环境的影响和对环境的保护。
废水处理项目应该能够降低废水对环境的污染,减少有害物质的排放。
此外,废水处理项目还应该符合国家和地方的环境保护政策和法规,确保项目的合法性和可持续性发展。
同时,废水处理项目还应该考虑到环境资源的可持续利用,例如,通过废水处理过程中产生的能源的回收利用,从而实现废物的资源化利用,减少对环境的负面影响。

废水处理可行性分析废水处理是一项重要的环保工作,对于保护水资源,减少污染排放具有重要意义。
而废水处理的可行性分析则是评估废水处理方案的行之有效性和经济可行性的过程。
在这篇文章中,我们将就废水处理的可行性进行深入分析,以期为环保工作提供可行的指导方案。
一、废水处理现状与需求分析首先,我们需要对当前废水处理的现状进行分析。
了解各个行业废水排放的情况、废水中主要污染物的种类和浓度、以及现有的废水处理设施和技术水平。
同时,还要对社会、法律法规以及企业自身对废水处理的需求进行了解。
只有通过全面的现状与需求分析,才能为后续的可行性分析提供准确的数据和判断依据。
二、可行性分析的关键指标在进行废水处理可行性分析时,有几个关键指标需要重点考虑:1. 处理效果:废水处理方案要能够有效去除、降解污染物,以达到国家和地方环保标准的要求。
2. 经济可行性:废水处理方案需要在一定的投资成本下,能够实现长期稳定、经济高效的运营。
3. 技术可行性:废水处理方案所采用的技术要成熟、可靠,并具备可操作性,以保证方案的可行性和长期的可持续性。
4. 社会效益:废水处理方案要能够为当地社会和环境带来积极的影响,提高生活质量和生态环境。
三、可行性分析方法在进行废水处理可行性分析时,可以采用多种方法和工具,如成本效益分析、风险评估、环境影响评价等。
同时,也需要结合具体的废水处理方案,考虑到地域、气候、人口密度等因素进行综合评估。
在可行性分析中,需要综合权衡各个指标的重要性和相互关系,以便为后续的决策提供科学参考。
四、案例分析与评价在废水处理可行性分析的全过程中,通常会涉及到多个废水处理方案的比较与评价。
以某个特定的工业企业为例,我们可以比较不同废水处理方案的投资成本、运营成本、处理效果、社会效益等指标,并给出综合评价。
通过案例分析,可以更加直观地了解废水处理可行性分析的具体应用和效果。
五、可行性分析结果与决策在完成废水处理可行性分析后,需要对分析结果进行总结和归纳。

EGSB反应器处理有机污水的可行性研究刘新长沙新环保科技有限公司摘要:在常温下采用厌氧污泥颗粒膨胀床(EGSB)技术处理生活污水,接种颗粒污泥。
实验结果表明采用EGSB厌氧工艺处理生活污水,出水水质较好,COD,SS去除率都在70%-90%以上。
实验证实了EGSB 技术处理生活污水的可行性,为以后城市污水处理的选择提供了发展思路。
关键词:厌氧生物处理EGSB反应器生活污水常温在废水处理工艺中,厌氧生物处理技术作为一种有机废水处理工艺越来越被人关注,它相比好氧生物处理技术具有容积负荷高,净化效率高,能耗低污泥产量少和产生洁净能源甲烷等优点。
随着对厌氧消化理论的不断深入研究, 人们相继开发了多种高效厌氧生物反应器, 如厌氧滤池(AF) 、升流式厌氧污泥床(UASB) 反应器、厌氧附着膜膨胀床(AAFEB) 及厌氧流化床( AFB) 反应器等,它们被广泛应用于城市废水和各种有机工业废水的处理,特别是内循环( IC)反应器及厌氧颗粒污泥膨胀床(EGSB)反应器等第三代高效厌氧反应器的出现推动了厌氧处理技术在高浓度有机废水处理领域的进一步发展。
本研究就EGSB自制实验反应器装置在常温下处理高浓度生活污水,考察了EGSB反应器的运行效能,探讨了高效厌氧反应器处理低浓度有机废水的影响因素及颗粒污泥特性; 并对反应器的结构及运行控制参数进行了优化, 为EGSB反应器常温下处理生活污水及其他低浓度有机废水工业化应用提供技术参考。
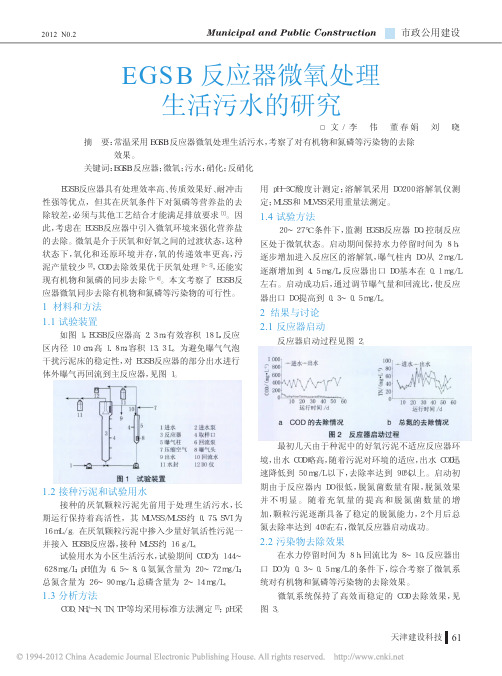
1实验装置,材料,测试方法实验装置试验用的EGSB 反应器采用圆形有机玻璃制成, 反应器中反应区高度1 000 mm, 直径为90 mm。
反应器总有效容积为7. 6 L, 其中三相分离器部分的容积1. 24 L, 反应区容积为6. 36 L。
沿反应器高度设置5 个采样口。
废水经计量泵由底部进入EGSB 反应器, 从其顶部的三相分离器出水口流出,所产生的气体先经过水封后再由湿式气体流量计计量(如图1所示)实验水质试验用水取自生活小区的生活污水, 进水水质见表1。

EGSB反应器在制药废水处理中的应用梁静;周峰【摘要】概述了制药废水具有有机物含量高,成分复杂,水质变化较大等特点及EGSB反应器具有有机物去除效率高,抗冲击负荷能力强等优点;通过EGSB反应器对VC生产废水,青霉素生产废水,链霉素有机废水和头孢类抗生素生产废水的处理效果来阐明EGSB反应器在制药废水处理中的应用价值.【期刊名称】《能源与环境》【年(卷),期】2011(000)003【总页数】2页(P85-86)【关键词】制药废水;EGSB反应器;抗生素废水;VC生产废水【作者】梁静;周峰【作者单位】石药集团维生药业有限公司,河北石家庄,050035;无锡通源环保技术工程有限公司,江苏无锡,214122【正文语种】中文【中图分类】X787自改革开放以来,我国医药业发展迅速,其产值年均增长率保持在16.6%左右,“八五”期间以每年22%的增长率快速发展,“九五”期间仍保持每年17%增长率的发展速度。
医药产业的规模在2001年和2002年总值分别达到2770亿和3300亿元人民币,分别占全国GDP的2.9%和3.2%,可见我国制药产业发展迅速。
制药产业的发展不仅带来了经济效益,同时提供了大量的就业岗位。
然而,随着人们对生活水平要求的提高及水资源严重短缺的现状,制药行业生产过程中产生的废水越来越被广泛关注。
1 制药废水特征及其常规处理方法制药废水通常具有有机物含量高,成分复杂,水质变化较大等特点而被公认为较难处理的废水。
通常制药废水因药物产品不同、生产工艺不同而存在较大差异,COD值和BOD5值高且波动性大,废水的BOD5/COD值差异较大,NH3-N浓度高,固体悬浮物SS浓度高[1]。
通常制药厂采用间歇生产,产品的种类变化较大,这就进一步造成了废水的水质、水量及污染物的种类变化较大[2]。
由于制药工业废水种类多,故针对不同的废水处理方法也多种多样。
制药废水处理方法一般有以混凝沉淀法、吸附法、吹脱法等为代表的物化法,以厌氧反应器、CASS工艺、生物接触氧化等为代表的生物法,还有以物化和生化组合使用的组合工艺。

厌氧序批式反应器预处理焦化废水研究焦化废水是在生产焦炭、煤气、焦油及其它焦化产品的过程中产生的废水。
由于焦化废水含高浓度的氨氮和许多难生物降解有机物,对环境危害较大。
厌氧预处理可以将焦化废水中难以生物降解的有机物转化为一些易于生物降解的有机物,为后续的好氧生物降解创造良好条件,从而提高整个系统的处理效率[1]。
本课题研究厌氧序批式反应器(ASBR)对焦化废水进行预处理的可行性及工艺特性。
1 试验材料与方法1.1 ASBR反应器实验运行系统小试规模ASBR反应器置于35℃恒温室中。
实验用水取自太原市煤气公司焦化厂经过除油、蒸氨工序之后的焦化废水。
实验装置如图1所示。
1.2 生物化学甲烷势(BMP)测定方法容积为500mL的葡萄糖瓶作为生物化学甲烷势(BMP)测定用反应器。
BMP的测定步骤:取100mL颗粒污泥置于500mL的葡萄糖瓶中,加适量的背景无机营养液和350mL的焦化废水中(ρ(CODcr)=800mg/L),用氮气吹走葡萄糖瓶中的空气以保证厌氧状态并用医用橡皮塞密封瓶口。
将葡萄糖瓶置于35℃的环境中进行培养。
同时进行空白测定:即在另一葡萄糖瓶中只加入100mL的颗粒污泥,而不加入焦化废水,其它步骤同上。
每日分别记录水样和空白的甲烷产气量,直至产气停止。
由于葡萄糖瓶中排出的气体包含有甲烷和CO2,而CO2不能代表厌氧条件下CODcr的相应减少量,故应将产生的CO2用0.1mol/L的NaOH吸收。
当水样和空白都不再产气时,BMP测定结束。
此时,水样总产气量减去空白总产气量就是BMP的测定结果。
1.3 实验内容①用焦化废水对ASBR反应器中的以蔗糖为基质培养的厌氧颗粒污泥进行驯化;②测定焦化废水的BMP;③研究ASBR工艺厌氧预处理焦化废水的工艺条件和工艺特性。
2 结果与讨论2.1 驯化过程实验中采用逐步增加以蔗糖为基质的进水中焦化废水所占CODcr的比例,同时逐步降低有机负荷的方法对以蔗糖为基质培养出来的接种厌氧颗粒污泥进行驯化,使微生物逐步适应低浓度有毒难降解的焦化废水的特性。

EGSB厌氧反应器处理小麦淀粉废水以及副产沼气的应用实例作者:张根源来源:《创新科技》 2013年第12期张根源(郑州大学环境技术咨询工程公司,河南郑州450000)[摘要] 河南浚县某小麦淀粉厂采用EGSB 厌氧反应器和A/O 活性污泥工艺处理高浓度小麦淀粉废水并对沼气进行净化提纯。
在中温条件下,污水处理整体工艺对废水中COD、BOD5 和SS 去除率分别达98.7%、99.2%、和94.3%,出水水质满足当地排放要求。
沼气经过净化提纯后,甲烷含量达到95%以上、硫化氢含量小于20mg.m-3,实现了沼气的高值利用。
[关键词] 小麦淀粉废水;EGSB 厌氧反应器;A/O 活性污泥;沼气[中图分类号] X703.1 [文献标识码] A淀粉作为一种重要的化工原料,目前已经广泛应用于食品、化工、纺织、造纸等行业[1-2]。
淀粉工业是以小麦、玉米、马铃薯、大米等农产品为原料生产淀粉或淀粉深加工产品行业[3]。
小麦作为世界上最重要的农作物之一,在中国无论是栽培面积还是总产量加工技术。
随着小麦深加工产业加工技术的发展,虽然,小麦淀粉在生产过程中单位产品耗水量不断降低,但与此相应的是小麦淀粉生产废水的有机物浓度也逐渐增加,其主要成分为淀粉、糖类和蛋白质。
若直接排放,这些高浓度废水不仅会造成资源的严重浪费,而且也会造成严重的环境污染。
厌氧反应过程中,将产生大量的沼气。
这部分沼气经调压、脱硫和脱碳等工艺处理后,可能够满足天然气GB17820-1999二类气指标,具备较高的可利用价值。
河南浚县某小麦淀粉厂年产小麦淀粉30万吨,废水经“EGSB厌氧反应器+A/O活性污泥池”工艺处理后,取得了较好地处理效果。
EGSB厌氧反应器产生的沼气经净化处理后全部用于燃气发电机组,为解决当地电力资源短缺提供了一条有效途径。
1 废水水量、水质该淀粉厂在淀粉加工过程中,高浓度废水主要包括A淀粉、B淀粉、谷朊粉脱水工段的工艺废水和蛋白饲料干燥过程的产生的污冷凝水。