调试详解802d sl
- 格式:pptx
- 大小:5.37 MB
- 文档页数:21
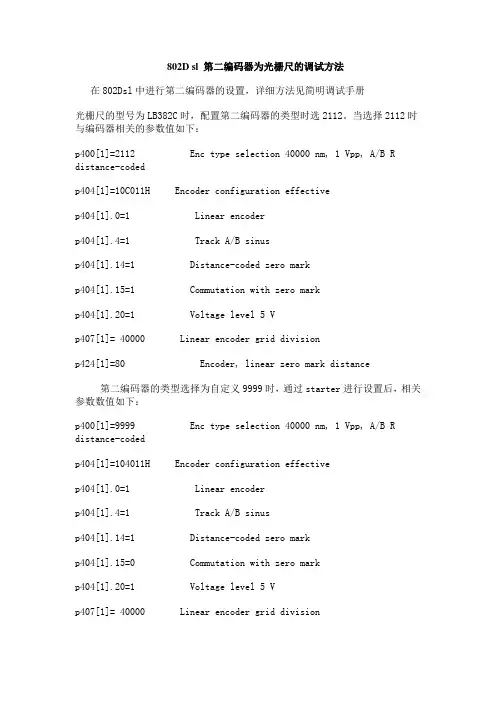
802D sl 第二编码器为光栅尺的调试方法在802Dsl中进行第二编码器的设置,详细方法见简明调试手册光栅尺的型号为LB382C时,配置第二编码器的类型时选2112。
当选择2112时与编码器相关的参数值如下:p400[1]=2112 Enc type selection 40000 nm, 1 Vpp, A/B Rdistance-codedp404[1]=10C011H Encoder configuration effectivep404[1].0=1 Linear encoderp404[1].4=1 Track A/B sinusp404[1].14=1 Distance-coded zero markp404[1].15=1 Commutation with zero markp404[1].20=1 Voltage level 5 Vp407[1]= 40000 Linear encoder grid divisionp424[1]=80 Encoder, linear zero mark distance第二编码器的类型选择为自定义9999时,通过starter进行设置后,相关参数数值如下:p400[1]=9999 Enc type selection 40000 nm, 1 Vpp, A/B Rdistance-codedp404[1]=104011H Encoder configuration effectivep404[1].0=1 Linear encoderp404[1].4=1 Track A/B sinusp404[1].14=1 Distance-coded zero markp404[1].15=0 Commutation with zero markp404[1].20=1 Voltage level 5 Vp407[1]= 40000 Linear encoder grid divisionp424[1]=80 Encoder, linear zero mark distance与编码器相关的驱动参数如下:P424 直线尺零脉冲间距 Encoder, linear zero mark distanceP425 旋转光栅零脉冲间距 Encoder, rotary zero mark distanceP404.14 距离编码零脉冲 distance-coded zero marksP407 直线尺栅距 linear encoder grid divisionP408 旋转编码器脉冲数 rotory encoder pulse Nomuber1.轴数据的设定MD30230 $MA_ENC_INPUT_NR[0,AX1]=2MD31000 $MA_ENC_IS_LINEAR[0,AX1]=1MD31010 $MA_ENC_GRID_POINT_DIST[0,AX1]=0.04MD31040 $MA_ENC_IS_DIRECT[0,AX1]=1MD34000 $MA_REFP_CAM_IS_ACTIVE[AX1]=0MD34060 $MA_REFP_MAX_MARKER_DIST[0,AX1]=80MD34200 $MA_ENC_REFP_MODE[0,AX1]=3MD34300 $MA_ENC_REFP_MARKER_DIST[0,AX1]=80MD34310 $MA_ENC_MARKER_INC[0,AX1]=0.041.第一、第二编码器之间的切换将30230=1 31000=0 切换为电机编码器下在切换的过程中,如果报其他警的话,将所有与光栅尺相关的参数都改为默认即可解决。

一、接线:802D SL端:、注:一般X20 的1脚接103G 2脚接104G 5脚接02,所以接线时最好把103G、104G、02 放在一起。
X5为网线接口,可以用网线进行调试。
驱动端:二、送电,先送802D SL 的电源,进行初始化。
运行RCS 802进行802D的初始化。
如下:先进行以太网的设定:系统连接后,进行初始化。
如下:从WINDOWS 的“开始”中找到通讯工具软件RCS 802,启动并建立在线连接;利用RCS 浏览器在计算机上找到初始化文件,利用鼠标右键选择COPY或Ctrl+C;连线后,在“Control 802D” 中选择“Start‐up archive (NC/PLC)”,用鼠标右键选Paste 或Ctrl+V 复制该文件;后点YES!开始初始化。
结束后,NC 断电、上电后初始化文件生效。
初始化结束!送驱动器控制电源(24V),进行驱动器调试。
(主接触器380V电源不送,之后由PLC送。
) 驱动器调试步骤是:• 装载SINAMICS Firmware – 确保驱动器各部件具有相同的固件版本• 装载驱动出厂设置 – 激活各驱动部件的出厂参数• 拓普识别和确认(快速开机调试) – 读出驱动器连接的拓扑结构以及实际电机的控制参数,设定拓扑结构比较等级802D sl 为简化驱动器SINAMICS S120 调试,专门设计了驱动调试向导,通过调试向导,可轻松实现驱动的调试。
注意:在启动驱动调试向导进行驱动调试之前,必须断掉驱动器的所有使能。
注意:在升级过程中系统和驱动不能断电!802D sl 及驱动器断电,再上电.802D sl 及驱动器断电,再上电。
设置电脑的IP。
为169.254.11.***(其中***为1-255,但不能和802d的IP相同!) 802D端,以太网的设定同上。
运行STARTER软件,新建一个工程。
命名后,点OK。
插入一个驱动单元,如下选择。
设置接口。
连接后,如下:下载到电脑后,断线。
西门子802DSL数控转台调试与优化问题研究【摘要】文章以西门子802dsl数控系统为例,分析了s120驱动器控制转台伺服电机的调试和优化过程。
【关键词】数控机床;转台;伺服调试;驱动器优化;增益0.前言随着工业技术的快速发展,数控机床产业已经成为我国国民经济发展的基础性产业,是国防军工发展的战略性产业,是高新技术产业发展的载体,更是国家竞争力的重要标志之一,已经成为我国机床制造业发展的总趋势,目前在国内,三菱、fanuc、sinumerik数控系统广泛应用于各类数控机床上。
对于机床制造商来说,数控系统的驱动伺服参数调整是非常有必要的,而且也是一个难题。
本文结合笔者在采用西门子s120型数字交流伺服驱动的数控转台上的调试经验,对一些具体的伺服参数调整和优化过程作出了分析说明。
1.转台的结构机床转台的结构采用端面闭式静压导轨+径向滚动轴承结构,采用闭式静压导轨,可以提高端面跳动精度,吸收震动,承受双向载荷和倾覆力矩,滚动轴承可以方便控制径向精度,确保工作台在负载情况下的高刚度和高运动精度,工作平稳无爬行,承载能力高等特点,转台的回转角度是通过伺服电机经精密减速机构进行驱动,并且采用圆光栅进行全闭环控制,达到角度的分度精度要求。
2.转台电机的配置该转台的伺服电机不是采用s120标准的带有drive-cliq 接口的电机,因此首先需要经过smc20进行编码器的接口转换,另外在系统的拓扑识别过程中,驱动器对该电机无法识别,需要手动进行电机数据的配置,配置方法有两种:一种是通过电机的型号,在样本查出电机的类型,电机的代码,以及编码器的代码,然后再系统上按[shift]+[alarm],进入系统画面,选择[机床数据]—[驱动器数据]—[sinamics ibn]在显示的界面输入相应的电机代码、类型、以及编码器类型,然后点右侧垂直菜单的保存参数,最后一定要将p0010先设置成1,在将p3900修改为3,待到p3900自动变成0时将驱动器断电以确保电机数据生效。

前言说明1软件界面2编程3循环4操作区和运行方式5参数设定6操作 (软件)7网络运行8保存数据9用梯形图进行 PLC 诊断10应用举例 11SINUMERIKSINUMERIK 802D sl磨床编程和操作手册适用于控制系统 SINUMRIK 802D sl 软件版本1安全技术提示为了您的人身安全以及避免财产损失,必须注意本手册中的提示。
人身安全的提示用一个警告三角表示,仅与财产损失有关的提示不带警告三角。
警告提示根据危险等级由高到低如下表示。
危险表示如果不采取相应的小心措施,将会导致死亡或者严重的人身伤害。
警告表示如果不采取相应的小心措施,可能导致死亡或者严重的人身伤害。
小心 带有警告三角,表示如果不采取相应的小心措施,可能导致轻微的人身伤害。
小心 不带警告三角,表示如果不采取相应的小心措施,可能导致财产损失。
注意 表示如果不注意相应的提示,可能会出现不希望的结果或状态。
当出现多个危险等级的情况下,每次总是使用最高等级的警告提示。
如果在某个警告提示中带有警告可能导致人身伤害的警告三角,则可能在该警告提示中另外还附带有可能导致财产损失的警告。
合格的专业人员仅允许安装和驱动与本文件相关的附属设备或系统。
设备或系统的调试和运行仅允许由合格的专业人员进行。
本文件安全技术提示中的合格专业人员是指根据安全技术标准具有从事进行设备、系统和电路的运行,接地和标识资格的人员。
按规定使用 请注意下列说明:警告设备仅允许用在目录和技术说明中规定的使用情况下,并且仅允许使用西门子股份有限公司推荐的或指定的其他制造商生产的设备和 部件。
设备的正常和安全运行必须依赖于恰当的运输,合适的存储、安放和安装以及小心的操作和维修。
商标所有带有标记符号 ®的都是西门子股份有限公司的注册商标。
标签中的其他符号可能是一些其他商标,这是出于保护所有者权利的目地由第三方使用而特别标示的。
责任免除我们已对印刷品中所述内容与硬件和软件的一致性作过检查。

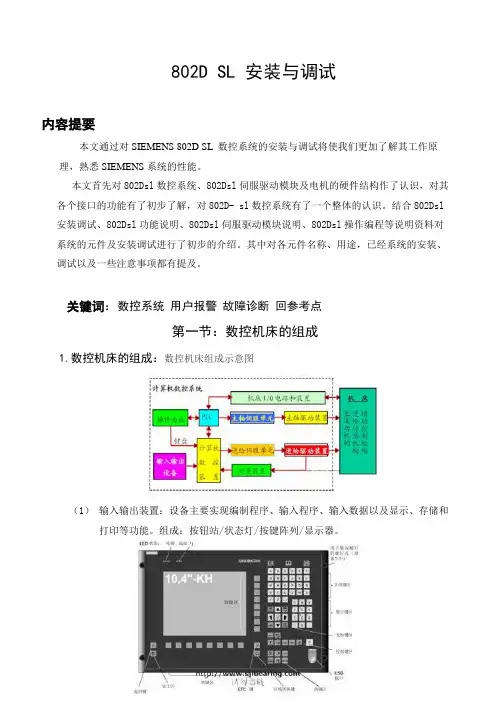
802D SL 安装与调试内容提要本文通过对SIEMENS 802D SL 数控系统的安装与调试将使我们更加了解其工作原理,熟悉SIEMENS系统的性能。
本文首先对802Dsl数控系统、802Dsl伺服驱动模块及电机的硬件结构作了认识,对其各个接口的功能有了初步了解,对802D- sl数控系统有了一个整体的认识。
结合802Dsl 安装调试、802Dsl功能说明、802Dsl伺服驱动模块说明、802Dsl操作编程等说明资料对系统的元件及安装调试进行了初步的介绍。
其中对各元件名称、用途,已经系统的安装、调试以及一些注意事项都有提及。
关键词:数控系统用户报警故障诊断回参考点第一节:数控机床的组成1.数控机床的组成:数控机床组成示意图(1)输入输出装置:设备主要实现编制程序、输入程序、输入数据以及显示、存储和打印等功能。
组成:按钮站/状态灯/按键阵列/显示器。
(2)数控系统数控系统是数控机床的“大脑”和“核心”,通常由一台通用或专用计算机构成。
组成:计算机系统、位置控制板、PLC接口板,通讯接口板、特殊功能模块以及相应的控制软件。
(3)伺服系统伺服驱动系统由伺服控制电路、功率放大电路和伺服电动机组成。
伺服驱动的作用,是把来自数控装置的位置控制移动指令转变成机床工作部件的运动,使工作台按规定轨迹移动或精确定位,加工出符合图样要求的工件,即把数控装置送来的微弱指令信号,放大成能驱动伺动电动机的大功率信号。
(4)辅助装置指数控机床的一些必要的配套部件,用以保证数控机床的运行,如冷却、排屑、润滑、照明、监测等。
它包括液压和气动装置、排屑装置、交换工作台、数控转台和数控分度头,还包括刀具及监控检测装置等。
(5)机床本体数控机床的机械部件包括:主运动部件,进给运动执行部件,如工作台、拖板及其传动部件,床身、立柱等支承部件;此外,还有冷却、润滑、转位和夹紧等辅助装置。
与传统机床相比,数控机床的外部造型、整体布局、传动系统与刀具系统的部件结构以及操作机构等都发生了很大的变化,这种变化的目的是为了满足数控技术的要求和充分发挥数控机床的特点。


版本 06/2007SINUMERIK 802D sl诊断手册适用于控制系统软件版本SINUMERIK 802D sl1.4系统故障报警概述1报警概述2动作代码列表3报警时系统反应4附件A 索引ISINUMERIK 资料版本说明以下是当前版本及以前各版本的简要说明。
每个版本的状态由“附注”栏中的代码指明。
在“附注”栏中的状态码分别表示:A ....新文件。
B ....没有改动,但以新的订货号重印C ....有改动,并重新发行版本订货号附注12/20046FC5398-2CP10-0RA0A06/20076FC5398-2CP10-1RA0C注册商标所有以专利标志 标识的名称均为西门子股份公司的注册商标。
本文件中的其他标记也可能是商标,任何第三方擅自使用此类商标将会侵犯注册商标所有人的权利。
柶责惡柧我们已对印刷品中所述内容与硬件和软件的一致性作过检查。
然而不排除存在偏差的可能性,因此我们不保证印刷品中所述内容与硬件和软件完全一致。
文献中的有关信息会定期审核,而且一些必要的修改会包含在下一个版本中。
版权所有 西门子股份公司 1995-2007订货号6FC5398-2CP10-1RA0西门子股份公司保留技术变更权利iii©西门子股份公司 2007版权所有SINUMERIK 802D sl, 诊断手册, 版本 06/2007前言资料结构SINUMERIK 资料分为 3 种类型:•一般文献•用户文献•制造商/维修文献每月更新的各种可提供的语言版本的印刷品一览信息,请访问下列网址:/motioncontrol请查阅菜单项“支持”(Support) ->“技术文献”(Technical Documentation)->“印刷品概览”(Overview of Publications)。
DOConCD 的互联网版本:DOConWEB,请访问下列网址:/doconweb培训课程以及FAQ (常见问题解答)的信息,请访问下列网址:/motioncontrol 然后进入菜单项“支持”(Support)。
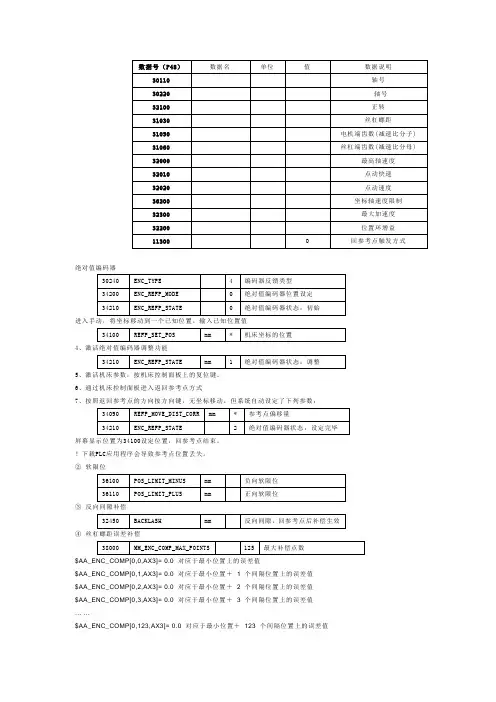
绝对值编码器进入手动,将坐标移动到一个已知位置,输入已知位置值4、激活绝对值编码器调整功能5、激活机床参数:按机床控制面板上的复位键。
6、通过机床控制面板进入返回参考点方式7、按照返回参考点的方向按方向键,无坐标移动,但系统自动设定了下列参数:屏幕显示位置为34100设定位置,回参考点结束。
!下载PLC应用程序会导致参考点位置丢失。
②软限位③反向间隙补偿④丝杠螺距误差补偿$AA_ENC_COMP[0,0,AX3]= 0.0 对应于最小位置上的误差值$AA_ENC_COMP[0,1,AX3]= 0.0 对应于最小位置+ 1 个间隔位置上的误差值$AA_ENC_COMP[0,2,AX3]= 0.0 对应于最小位置+ 2 个间隔位置上的误差值$AA_ENC_COMP[0,3,AX3]= 0.0 对应于最小位置+ 3 个间隔位置上的误差值… …$AA_ENC_COMP[0,123,AX3]= 0.0 对应于最小位置+123 个间隔位置上的误差值$AA_ENC_COMP[0,124,AX3]= 0.0 对应于最小位置+124 个间隔位置上的误差值$AA_ENC_COMP_STEP[0,AX3]=0.0 测量间隔(毫米)$AA_ENC_COMP_MIN[0,AX3] =0.0 最小位置(绝对)$AA_ENC_COMP_MAX[0,AX3] =0.0 最大位置(绝对)$AA_ENC_COMP_IS_MODULO[0,AX3]=0 (用于旋转轴)“启动”-“系统数据”-“…补偿数据…”EEC文件,补偿后执行, 32700改1后,系统重启,回参考点,生效。
系统【维修信息】-【轴信息】查看。
⑤数据备份1、内部备份:系统菜单下“数据存储”2、外部备份:把文本格式的机床数据、螺补数据、刀具数据及二进制格式的试车数据和PLC应用文件保存到PC计算机中。
3、内部备份数据不包括PLC用户报警文本(存储在闪存中)。
4、5、系统-调试文件,在“802D数据”中选择需要备份的数据,拷出。
西门子802D摘要:阐述siemens802dsl数控系统驱动优化原理、步骤、作用及在卧车中的应用。
关键词:siemens802dsl数控系统驱动优化增益为保证我厂研制的数控重型卧车的各个伺服轴响应速度更快,加工速度更均匀,在加工工艺、工件材质、机械刚性等都不变的情况下,加工出来的刀纹更清晰,工件表面更加光滑。
我厂在使用西门子802d_sl数控系统时进行了驱动优化,尽可能提高系统的动态和静态特性。
802d sl控制器的优化是借助于其调试软件(starter或startup-tool),通过系统时域及频域特性的分析,选择相应的控制方式和参数来实现的。
对于整个控制系统来说,包括电流控制器,速度控制器和位置控制器,由这些控制器对相应环路进行控制。
用来进行控制器调试的工具有两种,一为startup-tool,另一个为starter。
前者属于数控系统调试的软件,特点是它可以对nc参数和驱动器参数进行修改,可以用它来优化位置环,速度环,电流环。
后者属于驱动调试工具,其不能修改nc参数和进行位置环优化,但在驱动调试上比startup-tool 更专业。
建议对于一般要求的控制器优化采用startup-tool,可以参考其自动优化功能对速度环进行优化,再进行位置环优化和圆度测试。
驱动优化的原理:伺服轴是由电流环,速度环和位置环组成,一般来说位置环是一个简单的比例调节器,因而调节起来比较简单,速度环和电流环是由比例积分调节器组成,是驱动的核心部分,因而速度环又是驱动优化的调整重点。
驱动优化的关键是提高速度环的动态特性,而提高动态特性的关键又在于提高速度环比例环节的增益,降低积分环节的时间常数。
驱动轴正常工作时,根据电机的速度可以推算出输出到电机的电源的频率,一般都较低,在几十到几百赫兹左右。
但在系统加减速过程中,输出到电机的电源频率会有很宽的范围,一般能到千赫左右。
在波特图中,当幅值比从0db往下降且相位滞后接近180时,这个频率称为拐点频率。
802Dsl+ADI4调试1、连接及要求802Dsl与ADI4通过PROFIBUS连接,要求802Dsl的软件版本为01.04.xx及以上。
2、ADI4接口(参考ADI4.PDF)X1:外部DC 24V电源X2:PROFIBUS接口S2:PROFIBUS地址选择开关X3:模拟量输出±10V,1-4轴X4-1:轴1编码器反馈接口(TTL)X4-2:轴2编码器反馈接口(TTL)X5-1:轴3编码器反馈接口(TTL)X5-2:轴4编码器反馈接口(TTL)X6-1:数字量输出信号接口X6-2:数字量输入信号接口S2:PROFIBUS地址选择开关对于802Dsl,ADI4的地址只能是15或16,即S2的状态为0000 1111或0001 0000,开关“ON”为“1”。
X3:模拟量输出±10V,1-4轴引脚注释类型轴号1 模拟量输出±10V 134 模拟量参考点GND14 伺服使能触点1 触点常开47 伺服使能触点2 触点常开引脚注释类型轴号35 模拟量输出±10V 22 模拟量参考点GND15 伺服使能触点1 触点常开48 伺服使能触点2 触点常开引脚注释类型轴号3 模拟量输出±10V 336 模拟量参考点GND16 伺服使能触点1 触点常开49 伺服使能触点2 触点常开引脚注释类型轴号37 模拟量输出±10V 44 模拟量参考点GND17 伺服使能触点1 触点常开50 伺服使能触点2 触点常开X6-1:数字量输出信号接口引脚注释类型1 外部DC 24V输入+ +24V DC2-5 数字输出点输出DC+24V6-9 数字量输出点或轴方向信号输出DC+24V10-11 准备好触点常开12 外部DC 24V输入- 0VX6-2:数字量输入信号接口引脚注释类型1 内部DC 24V输出+ +24V DC2-5 输入高电平有效6-7 输入高电平有效8-11 各轴伺服准备好输入(必需)输入高电平有效12连接正常后,指示灯PW(绿)和EXCH(绿)亮,RDY(红):PROFIBUS连接不正常,解决:检查S2的设置;线缆连接是否正常;线缆接头的ON/OFF是正确。
802Dsl系统简介如下:SINUMERIK 802D sl是一个集成所有数控系统元件(数字控制器,可编程控制器,人机操作界面)于一体的操作面板安装形式的控制系统。
所配套的驱动系统接口采用西门子公司全新设计的可分布式安装以简化系统结构的驱动技术,这种新的驱动技术所提供的DRIVE-CLiQ接口可以连接多达6轴数字驱动。
外部设备通过现场控制总线 PROFIBUS DP连接。
SINUMERIK 802D sl 相对于802D在性能上有许多的改进,为广大的客户在希望扩大应用领域和范围方面提供了更多的可能和受益,例如:可以方便的使用 DIN 编程技术和 ISO 代码进行编程,卓越的产品可靠性,数字控制器,可编程控制器,人机操作界面,输入/输出单元一体化设计的系统结构,由各种循环和轮廓编程提供的扩展编程帮助技术,通过DRIVE-CLiQ 接口实现的最新数字式驱动技术提供了统一的数字式接口标准,各种驱动功能按照模块化设计,可以根据性能要求和智能化要求灵活安排,各种模块不需要电池及风扇,因而无需任何维护。
SINUMERIK 802D sl 的各种功能体现了西门子公司最新的产品创新技术,例如5个数字驱动轴,其中任意4个都可以作为联动轴进行插补运算,另一个作为定位轴使用,同时,还提供一个相应的数字式主轴(模拟主轴即将推出)作为一个变型使用, 在带C 轴功能时,可以采用3个数字轴,一个数字主轴,一个数字辅助主轴和一个数字定位轴的配置。
新一代的西门子驱动技术平台SINAMICS S120伺服系统通过已经集成在元件级的DRIVE-CLiQ来对错误进行识别和诊断,从操作面板就可以进行操作,使用的标准闪存卡(CF)可以非常方便的备份全部调试数据文件和子程序,通过闪存卡(CF)可以对加工程序进行快速处理,通过连接端子使用两个电子手轮,216 个数字输入和144 个数字输出(0.25A),RCS802 - 远程诊断和远程控制(NC 和 PLC),RCS@Event(通过电子邮件进行远程诊断),USB口(即将推出)。