【精品课件】锻压成形工艺
- 格式:ppt
- 大小:5.42 MB
- 文档页数:86
第八章锻压成形锻压是对坯料施加外力,使其产生塑性变形、改变尺寸、形状及改善性能,用以制造机械零件、工件或毛坯的成形加工方法,它是锻造与冲压的总称。
锻压能改善金属组织,提高力学性能,重要零件应采用锻件毛坯。
锻压不足之处是不能加工脆性材料(如铸铁)和形状毛坯。
第一节锻压成形工艺基础一、金属塑性变形的实质金属在外力作用下首先要产生弹性变形,当外力增大到内应力超过材料的屈服点时,就会产生塑性变形。
锻压成形加工需要利用塑性变形。
金属塑性变形是金属晶体每个晶粒内部的变形和晶粒间的相对移动、晶粒的转动的综合结果。
单晶体的塑性变形主要是通过滑移的形式实现。
即在切应力的作用下,晶体的一部分相对于另一部分沿着一定的晶面产生滑移,如图8-1所示。
单晶体的滑移是通过晶体内的位错运动来实现的,而不是沿滑移而所有的原子同时作刚性移动的结果,所以滑移所需要的切应力比理论值低得多。
位错运动滑移机制的示意图见图8-2所示。
二、塑性变形对金属组织和性能的影响1、冷塑性变形后的组织变化金属在常温下经塑性变形,其显微组织出现晶粒伸长、破碎、晶粒扭曲等特征,并伴随着内应力的产生。
2、冷变形强化金属在塑性变形过程中,随着变形程度的增加,强度和硬度提高而塑性和韧性下降的现象称为冷变形强化(也称加工硬化)。
冷变形强化在生产中具有重要的意义,它是提高金属材料强度、硬度和耐磨性的重要手段之一。
但冷变形硬化后由于塑性和韧性进一步降低,给进一步变形带来困难,甚至导致开裂和断裂,冷变形的材料各向异性,还会引起材料的不均匀变形。
3、回复与再结晶冷变形强化是一种不稳定状态,具有恢复到稳定状态的趋势。
当金属温度提高到一定程度,原子热运动加剧,使不规则原子排列变为规则排列,消除晶格扭曲,内应力大为下降,但晶粒的形状、大小和金属的强度、塑性变形不大,这种现象称为回复。
当温度继续升高,金属原子活动具有足够热运动力时,则开始以碎晶或杂质为核心结晶出新的晶粒,从而消除了冷变形强化现象,这个过程称为再结晶。
锻压成形1)了解锻压的生产主要过程及其工艺特点。
2)熟悉自由锻的基本工序及应用范围,了解胎模锻和模锻生产。
:锻压是锻造和冲压两者的合称。
锻造分为自由锻和模锻两类,都是制造受载大的重要零件所用的热加工方法;冲压则主要是指利用模具制造薄板零件的冷加工方法。
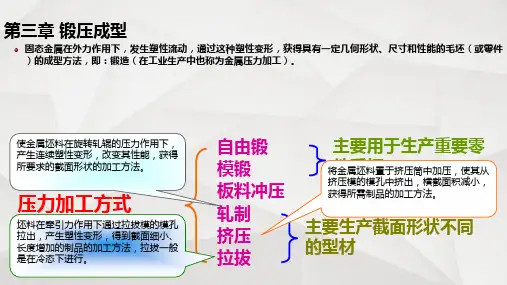
:(一) 锻压成形基础知识一、锻压成形原理锻压是在外力作用下使金属材料产生塑性变形,从而获得具有预期形状尺寸和机械性能的毛坯、型材、或零件的加工方法。
塑性变形(Plastic Deformation)的定义是物质-包括流体及固体在一定的条件下,在外力的作用下产生形变,当施加的外力撤除或消失后该物体不能恢复原状的一种物理现象。
简单来说又称为“永久变形”,指外力拆除之后不能回复的变形。
金属塑性变形的流动规律:金属的塑性变形是通过内部质点的流动实现的。
掌握金属变形的规律,才能合理制定工艺规程,正确使用锻造工艺,达到预期变形效果。
1,最小阻力定律定律内容:在塑性变形中,当金属质点有向几个方向移动的可能是,它首先向阻力最小的方向流动。
2,体积不变定律定律内容:V后=V前。
定律依据:金属塑性变形的过程实际是通过金属流动而使坯料体积进行再分配的过程,因而遵循体积不变定律。
应用在锻件尺寸计算所需原始材料的尺寸。
3,弹—塑性变形共存定律物体在产生塑性变形之前必须先产生弹性变形,在塑性变形阶段也伴随着弹性变形打产生,总变形量为弹性变形和塑性变形之和。
塑性变形是锻压成形的基础。
大多数钢和有色金属及合金都有一定的塑性,因此,它们均可在热态或常温下进行锻压成形。
金属锻压成形在机械制造、汽车、拖拉机、仪表、电子、造船、冶金及国防等工业中都有着广泛的应用。
以汽车为例,汽车上70%左右的零件是利用锻压加工成形的。
二、锻压成形的主要方法锻压成形的主要方式有以下几种。
1.锻造将金属坯料加热到高温状态后,,放在上下砧铁或模具间,并在外力作用下(冲击力或静压力)产生塑性变形的方法称为锻造(如图1)。