VOLVO汽车公司阶段性PPAP要求手册
- 格式:pdf
- 大小:104.89 KB
- 文档页数:12
生产件批准程序Production Part Approval ProcessPPAP生产件批准程序(PPAP)目录引言 (1)第I部分 (2)Ⅰ.1 总则 (2)Ⅰ.2 PPAP的过程要求 (2)Ⅰ.2.1 重要的生产过程 (2)Ⅰ.2.2 PPAP要求 (2)Ⅰ.2.2.1 设计记录 (3)Ⅰ.2.2.2 工程更改文件 (3)Ⅰ.2.2.3 工程批准 (3)Ⅰ.2.2.4 设计失效模式及后果分析(设计FMEA) (3)Ⅰ.2.2.5 过程流程图 (4)Ⅰ.2.2.6 过程失效模式及后果分析(过程FMEA) (4)Ⅰ.2.2.7 尺寸结果 (4)Ⅰ.2.2.8 材料/性能试验结果的记录 (5)Ⅰ.2.2.8.1 材料试验记录 (5)Ⅰ.2.2.8.2 性能试验记录 (5)Ⅰ.2.2.9 初始过程研究 (5)Ⅰ.2.2.9.1 总则 (5)Ⅰ.2.2.9.2 质量指数 (6)Ⅰ.2.2.9.3 接受准则 (7)Ⅰ.2.2.9.4 非稳定过程 (7)Ⅰ.2.2.9.5 单侧规范或非正态分布的过程 (7)Ⅰ.2.2.9.6 不满足接受准则时的策略 (7)Ⅰ.2.2.10 测量系统分析研究 (8)Ⅰ.2.2.11 具有资格的实验室的文件要求 (8)Ⅰ.2.2.12 控制计划 (8)Ⅰ.2.2.13 零件提交保证书(PSW) (8)Ⅰ.2.2.13.1 零件质量(质量) (9)Ⅰ.2.2.14 外观件批准报告 (9)Ⅰ.2.2.15 散装材料要求检查表 (9)Ⅰ.2.2.16 样品产品 (9)Ⅰ.2.2.17 标准样品 (10)Ⅰ.2.2.18 检查辅具 (10)Ⅰ.2.2.19 顾客的特殊要求 (10)Ⅰ.3 顾客的通知和提交要求 (11)Ⅰ.3.1 顾客的通知 (11)Ⅰ.3.2 顾客提交要求 (12)Ⅰ.3.3 顾客不要求通知的情况 (13)Ⅰ.4 顾客提交要求证明的等级 (15)Ⅰ.4.1 提交等级 (15)Ⅰ.5 零件提交状态 (17)Ⅰ.5.1 总则 (17)Ⅰ.5.2 顾客PPAP状态 (17)Ⅰ.5.2.1 完全批准 (17)Ⅰ.5.2.2 临时批准 (17)Ⅰ.5.2.3 拒收 (17)Ⅰ.6 记录的保存 (18)第Ⅱ部分 (19)Ⅱ.1 戴姆勒克莱斯勒汽车公司的特殊说明 (19)Ⅱ.2 福特汽车公司的特殊说明 (24)Ⅱ.3 通用汽车公司的特殊说明 (33)Ⅱ.4 载货汽车整车制造厂的特殊说明 (45)附录 (50)附录A:零件提交保证书的填写 (50)零件提交保证书—附有说明的表格 (51)—空白表格 (52)附录B:外观件批准报告的填写 (53)外观件批准报告—附有说明的表格 (54)—空白表格 (55)附录C:尺寸报告 (56)附录D:材料7试验报告 (57)附录E:性能试验报告 (58)附录F:散装材料的特殊要求 (59)附录G:轮胎工业的特殊要求 (79)术语 (81)引言目的生产件批准程序(PPAP)规定了生产件批准的一般要求,包括生产和散装材料(见术语)。
2006年3月31日发布(2006年8月31日修订)通用汽车公司顾客特殊要求- ISO/TS16949包括关于PPAP第四版的通用汽车公司特别说明(参见第5章节)注: 为方便起见,关于通用汽车公司顾客特殊要求和PPAP特别说明的先前版本的重大变化已经通过加下划线来突出显示,而2006 年3月31日发行的修订版加灰色阴影来突出。
但机构有责任阅读、理解并应用全部文件。
1. 范围ISO/TS 16949:2002, 第二版, 2002年3月1日 , “品质管理系统 –ISO 9001:2000应用于汽车生产和相关维修件机构的特殊要求”,及本文件规定的汽车顾客-指定部件生产和/或维修机构的通用汽车公司基本品质系统要求。
为确保供应商品质系统要求,满足下列条件的ISO/TS 16949第三方认证,通用汽车公司将接受其视为QS-9000的另一种选择:·这认证范围必须包括 ISO/TS 16949和ISO/TS 16949附加的GM-顾客特殊要求·这认证必须由一家与IATF监督办公室签约的认证机构,依据IATF 认可的汽车业认证计划来实施。
注: 品质系统要求, QS-9000, 第3版 (QS-9000:1998), 截止日期2006年12月14日所有ISO/TS 16949:2002中的要求和本文件中的要求必须在机构的品质管理系统中文件化。
2. 参考文献2.1 戴姆勒克莱斯勒, 福特汽车, 通用汽车品质系统要求 (QS-9000), 第三版, 1998年3月.2.2 戴姆勒克莱斯勒, 福特汽车, 通用汽车生产件批准程序(PPAP), 第四版, 2006年3月.2.3 戴姆勒克莱斯勒, 福特汽车, 通用汽车统计制程管制 (SPC), 第二版, 2005年7月.2.4 戴姆勒克莱斯勒, 福特汽车, 通用汽车产品品质先期策划与控制计划, 1994年6月2.5 戴姆勒克莱斯勒, 福特汽车, 通用汽车测量系统分析(MSA),第三版,2002年3月2.6 戴姆勒克莱斯勒, 福特汽车, 通用汽车潜在失效模式及后果分析, FMEA第三版, 2001年7月2.8 对 ISO/TS 16949:2002的IATF指导,AIAG版本, 2002年.2.9 ISO/TS 16949:2002汽车业认证计划, ISO/TS 16949:2002的获得IATF 认可的规则,第二版, 2004年5月.2.10 ISO/TS 16949:2002标准,第一版, 2002年3月 (2003年12月修正版本)可以应用上述列出的参考文献的最新版本,除非GM采购部门另有规定。

汽车行业PPAP工作指导书目的确定供应商按要求提交PPAP,本公司按要求提交PPAP给客户,以及零件、成品的年度认证程序。
范围本公司物料清单中所有生产性零件、成品。
3.0 职责项目经理:负责制定项目整理进度,并协调零件及产品的PPAP进度负责协调项目小组及客户确定PPAP提交等级,时间负责协调安排PPAP样品的生产及提交负责协调取得客户的PPAP批准APQP小组(PMLeader):负责实施各自产品的PPAP过程供应商零件SRCD的批准MAR策略的确定产品工程师(PE):负责设计及规范相关的文件获得客户对产品验证计划的批准批准供应商的零件验证计划包装工程师:负责包装相关的文件供应商包装运输方案的制定供应商质量工程师(SQE):负责推进供应商按要求提交PPAP负责初步审核供应商PPAP文件并反馈供应商负责现场进行PPAP生产过程的审核负责供应商PPAP的改进,协调供应商及本公司在测量方法,外观标准等方面取得一致协调供应商零件的年度验证前期质量工程师(PQE):负责供应商PPAP样品的检查确认负责根据PPAP要求创建WebAPQP,并负责零件PPAP的最终批准定时更新汇报零件和成品的PPAP状况及问题清单,推动PPAP完成负责本公司PPAP生产过程验证及PPAP样品的验证负责收集PPAP文件并提交给客户,获得客户认可负责因工程更改、过程变更等因素要求重新递交PPAP时成品及零件验证计划的确定制程质量工程师(QE):成品的年度验证销售经理(SalesManager):必要时协调项目小组及客户确定PPAP提交等级和时间采购(Buyer):负责跟踪供应商零件的开发进度协调确定供应商零件PPAP提交等级协调供应商配合完成整个PPAP过程计划员(Planner):负责PPAP生产所需的零件到位PPAP协调员:负责年度PPAP追踪、分析及批准对PPAP文件完整性进行初审,确认文件控制中心(DCC):负责PPAP文件整理归档,保存定义生产件批准提交:是以从重要生产过程中抽取特定数量的生产件或生产材料为基础,而这个生产过程是用生产工装、工艺过程和循环次数来进行的,这些用于生产件批准而提交的零件或材料要由组织和供应商验证满足所有设计记录上规定的要求。

目录引言 (1)产品质量策划责任矩阵图 (2)产品质量策划基本原则 (3)产品质量策划进度图表 (5)1.0计划和确定项目 (6)1.1顾客的呼声 (7)1.1.1市场研究 (8)1.1.2保修纪录和质量信息 (8)1.1.3小组经验 (8)1.2业务计划/营销策略 (9)1.3产品/过程基准数据 (9)1.4产品/过程设想 (9)1.5产品可靠性研究 (9)1.6顾客输入 (9)1.7设计目标 (10)1.8可靠性和质量目标 (10)1.9初始材料清单 (10)1.10初始过程流程图 (10)1.11产品和过程的特殊性的初始清单 (10)1.12产品保证计划 (11)1.13管理者支持 (11)2.0产品设计和开发 (12)2.1设计失效模式及后果分析(DFMEA) (14)2.2可制造性和装配设计 (14)2.3设计验证 (15)2.4设计评审 (15)2.5样件制造——控制计划 (15)2.6工程图样(包括数学数据) (16)2.7工程规范 (16)2.8材料规范 (16)2.9图样和规范的更改 (16)2.10新设备\工装和设施需求 (17)2.11产品和过程特殊特性 (17)2.12量具/试验设备要求 (17)2.13小组可行性承诺和管理者支持 (17)3.0过程设计和开发 (18)3.1包装标准 (20)3.2产品/过程质量体系评审 (20)3.3过程流程图 (20)3.4车间平面布置图 (20)3.5特性矩阵图 (20)3.6过程失效模式和后果分析(PFMEA) (21)3.7试生产控制计划 (21)3.8过程指导书 (21)3.9测量系统分析计划 (22)3.10初始过程能力研究计划 (22)3.11包装规范 (22)3.12管理者支持 (22)4.0产品和过程确认 (24)4.1试生产 (25)4.2测量系统评价 (26)4.3初始过程能力研究 (26)4.4生产件批准 (26)4.5生产确认试验 (26)4.6包装评价 (27)4.7生产控制计划 (27)4.8质量策划认定和管理者支持 (27)5.0反馈、评定和纠正措施 (28)5.1减少变差 (29)5.2顾客满意 (30)5.3交付和服务 (30)6.0控制计划方法 (30)6.1目录 (32)6.2概述 (33)6.3控制计划栏目描述 (37)6.4过程分析 (46)6.5补充件 (47)附录A产品质量策划检查表 (63)A-1设计FMEA检查表 (64)A-2设计信息检查表 (65)A-3新设备、工装和试验设备检查表 (69)A-4产品/过程质量检查表 (71)A-5车间平面检查表 (75)A-6过程流程图检查表 (77)A-7过程FMEA检查表 (78)A-8控制计划检查表 (79)附录B分析技术 (81)装配产生的变差分析 (81)基准确定 (81)因果图 (81)特性矩阵图 (81)关键路径法 (82)试验设计(DOE) (82)可制造性和装配设计 (82)设计验证计划和报告(DVP&R) (83)尺寸控制计划(DCP) (83)动态控制计划(DCP) (83)防错(Poka-Yoke) (84)过程流程图 (84)质量功能开发(QFD) (84)系统失效模式和后果分析(SFMEA) (85)附录C特殊性符号 (87)附录D参考材料 (89)附录E小组可行性承诺 (91)附录F产品质量策划的总结和认定 (93)附录G福特汽车公司的动力传动系动态控制策划 (95)附录H术语 (103)附录I首字母缩略词 (107)附录J参考文献 (109)附录K词语索引 (111)附录L表格 (113)产品质量策划循环引言本手册的目的是将由克莱斯勒、福特和通用汽车公司联合制定的一般产品质量策划和控制计划指南提供给供方(内部和外部)和分承包方。
在执行所要求的生产节拍下的实PPAP必须适用于散装材料、生产材料、生产件或维修件的内部对于散装材料,不要求PPAP,除非授权的顾客代表特别指定。
•一般为不直接安装在汽车上的部件和总成•诸如粘合剂、密封剂、化学品、涂料、纤维和润滑剂等的物质(如:不成型的固体、液体和气体)。
如果发布了一个顾客生产件编号,那么这种散装材料就会成为生•“零件”没有具体数量的要求。
如果要求样品,那么样品必须能够保证代表“稳定•不要求PPAP,除非生产件、维修件和散装材料的区别维修件提交要求意向何时提交提交结果5要量产正式许可准备等级19种求2类型种1况3种状态New product (1)Something Changed (13)DNV Training等级4等级5RRRRSlide 11与特殊商品有关的组织监定报告35提交等级的决定因素Slide 12rev 0609提交等级等级一等级一::只向顾客提交保证书(对指定外观项对指定外观项,,还要提交一份外观件批准报告外观件批准报告))等级二等级二::向顾客提交保证书和零件样品及有限的支持数据等级三等级三::向顾客提保证书和零件样品及完整的支持数据等级四等级四::向顾客提保证书和完整的支持数据的支持数据((不含零件样品不含零件样品))等级五等级五::在组织制造厂评审完整的支持数据和零件样品散装材料DNV Training 例如:在新零件和旧零件编号相比只有一个尺寸更改的情况下,对一个原材料组织进行材料认证。
这种情况下,应在旧零件和新零件的编号之间进行一次PPAP“差距分析”,以便得到确认。
组织必须确保在新零件的PPAP文件中包括或引用了具有资格的实验室的文件要rev 0609DNV TrainingSlide 21投产Slide 23rev 0609DNV Training PPAP -APQP的阶段性输出顾客。
生产件批准程序PPAP 目录引言1第I部分 2Ⅰ.1 总则 2Ⅰ.2 PPAP的过程要求 2Ⅰ.2.1 重要的生产过程 2Ⅰ.2.2 PPAP要求 2Ⅰ.2.2.1 设计记录 3Ⅰ.2.2.2 工程更改文件 3Ⅰ.2.2.3 工程批准 3Ⅰ.2.2.4 设计失效模式及后果分析(设计FMEA) 3Ⅰ.2.2.5 过程流程图 4Ⅰ.2.2.6 过程失效模式及后果分析(过程FMEA) 4Ⅰ.2.2.7 尺寸结果 4Ⅰ.2.2.8 材料/性能试验结果的记录 5Ⅰ.2.2.8.1 材料试验记录 5Ⅰ.2.2.8.2 性能试验记录 5Ⅰ.2.2.9 初始过程研究 5Ⅰ.2.2.9.1 总则 5Ⅰ.2.2.9.2 质量指数 6Ⅰ.2.2.9.3 接受准则7Ⅰ.2.2.9.4 非稳定过程7Ⅰ.2.2.9.5 单侧规范或非正态分布的过程7Ⅰ.2.2.9.6 不满足接受准则时的策略7 Ⅰ.2.2.10 测量系统分析研究8Ⅰ.2.2.11 具有资格的实验室的文件要求8Ⅰ.2.2.12 控制计划8Ⅰ.2.2.13 零件提交保证书(PSW) 8Ⅰ.2.2.13.1 零件质量(质量) 9Ⅰ.2.2.14 外观件批准报告9Ⅰ.2.2.15 散装材料要求检查表9Ⅰ.2.2.16 样品产品9Ⅰ.2.2.17 标准样品10Ⅰ.2.2.18 检查辅具10Ⅰ.2.2.19 顾客的特殊要求10Ⅰ.3 顾客的通知和提交要求11Ⅰ.3.1 顾客的通知11Ⅰ.3.2 顾客提交要求12Ⅰ.3.3 顾客不要求通知的情况13Ⅰ.4 顾客提交要求证明的等级15Ⅰ.4.1 提交等级15Ⅰ.5 零件提交状态17Ⅰ.5.1 总则17Ⅰ.5.2 顾客PPAP状态17Ⅰ.5.2.1 完全批准17Ⅰ.5.2.2 临时批准17Ⅰ.5.2.3 拒收17Ⅰ.6 记录的保存18第Ⅱ部分19Ⅱ.1 戴姆勒克莱斯勒汽车公司的特殊说明19 Ⅱ.2 福特汽车公司的特殊说明24Ⅱ.3 通用汽车公司的特殊说明33Ⅱ.4 载货汽车整车制造厂的特殊说明45附录50附录A:零件提交保证书的填写50零件提交保证书—附有说明的表格51—空白表格52附录B:外观件批准报告的填写53外观件批准报告—附有说明的表格54—空白表格55附录C:尺寸报告56附录D:材料7试验报告57附录E:性能试验报告 58附录F:散装材料的特殊要求59附录G:轮胎工业的特殊要求79术语81引言目的生产件批准程序(PPAP)规定了生产件批准的一般要求,包括生产和散装材料(见术语)。
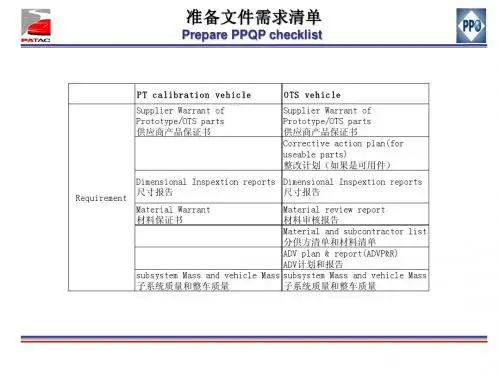
Volvo Car CorporationEnvironmental Self-assessment Phased PPAP Requirements HandbookProduction Part ApprovalProcessHandbookVersion 1bIMPORTANTThis process is derived from the Ford process but are not equal to.It is important to ensure that the Volvo Car Corporation version is always used for VCC business as they are NOTinterchangeable.For any queries regarding the process described in this document, please contact your VCC STA Engineer.Phased PPAP IntroductionIn order to improve launch performance the Production Part Approval Process (PPAP) is structured into a phased approach that will require an organisation to demonstrate manufacturing capability, product quality and production capacity prior to Job #1.Phased PPAP will provide Volvo Car Corporation (VCC) and the Supplier with an improved understanding of Supplier manufacturing process and part readiness.Phased PPAP organizes the Production Part Approval Process into four phases: •Run @ Rate Phase 0•Quality Phase 1•Production Phase 2•Capacity Phase 3Benefits of Phased PPAPPhased PPAP will benefit VCC and its Suppliers by:•Dividing PPAP activities into more manageable segments.•Providing a structured approach aligned with manufacturing process development.•Providing program teams with earlier and additional measures to forecast program/product readiness.•Providing a consistent mechanism for a Supplier to demonstrate their ability to support volume requirements/capacity.TeamworkVolvo Car Corporation and its Suppliers must work together to deliver a quality part, produced on-time, that meets all VCC requirements. To drive flawless execution in launching and delivering products that surpass customer expectations, VCC and its Suppliers must place trust, integrity and accuracy above all else in the Production Part Approval Process.What Phased PPAP Means to Volvo car CorporationSuccessful completion of Phased PPAP:•Confirms that all customer engineering design record and specification requirements are properly understood by the Supplier, and that ALLproduction streams have the potential to produce product consistentlymeeting these requirements during an actual production run at the quotedproduction rate.AND•Verifies that the Supplier's production system can support the NWC (Normal Weekly Capacity) declared by the customer.Phased PPAP OverviewScope•Phased PPAP must be completed for any of the situations already specified by the current edition AIAG PPAP Manual. In addition, any increase in theNormal weekly Capacity (NWC) declared by the customer above the verified declared NWC will require the Supplier to re-complete any affected Phased PPAP phases.Trial RunsObjectives:•To trim the process to support a Run @ Rate.•These Trial’s must be planned to support Phase 0Phase 0: R@R (Run at Rate)Objectives:•To confirm that all production input requirements are available and understood, and can support a limited production run.Required Inputs:•Trained Supplier production Operators.•Sub-supplier material status from Tier-x , Phase 1.•Quantity of parts required as defined by Customer(default 300 consecutive parts).•Job 1 location (final site & line).•Planned production cycle times required to support NWC.R@R is a limited production of parts for at least one production stream, and is not a demonstration that all PPAP requirements have been met for that production stream.The following PPAP requirements must be achieved1 Design Record2 Engineering Change Documents3 Customer Engineering Approval4 Design FMEA5 Process Flow Diagrams6 Process FMEA7 Control Plan8 Measure System Analysis StudiesPhase 0 is run-at-rate parts for at least one production stream, and is not a demonstration that all PPAP requirements have been met for that production stream..Important notes:It is required that prior to Phase 0 submission that sub-supplier(s) material status from Tier- x has also achieved Phase 0.Phase 1: Quality VerificationUtilizes parts produced during Phase 0.Objectives:•To confirm all customer design record and specification requirements are properly understood by the Supplier.•To provide an early indicator that the design of the process/tool/facility has the potential to produce product consistently meeting these requirementsduring an actual production run at the quoted production rate by operating a minimum of one selected production stream.Required Inputs:•Partfolder for SuppliersPhase 1 demonstrates that all 18 PPAP requirements have been met for one production stream’Important notes:For suppliers with only one production stream completion of Phase 1 & 2 occur at the same time. It is required that prior to Phase 1 submission that sub-supplier(s) material status from Tier- x has also achieved Phase 1.Phase 2: Production VerificationObjectives:•To confirm all customer engineering design record and specification requirements are properly understood by the Supplier, and that ALLproduction streams have the potential to produce product consistentlymeeting these requirements during an actual production run at the quotedproduction rate.Required Inputs:•Partfolder for SuppliersPhase 2 demonstrates that all PPAP requirements are met for all production streams.Note: The approach adopted for PPAP of multiple production streams is scenario-specific and must be agreed between the Supplier and STA. In general terms each production stream should be assessed for Run-at-Rate and Quality Verification separately. Consideration should also be given to the risk that the introduction of further production streams may impact the validity of the Phase 1approval. (e.g., Phase 1 achieved on cavity #1 of a four cavity tool - the introduction of cavity #2, 3 & 4 may impact the cavity #1 part and it may no longer be to specification).Important note: Phase 2 and Phase 3 can happen concurrently if requirements for both phases are fulfilled.Phase 3: Capacity VerificationObjective:•Verify the Supplier's production system can support customer declared volume requirements while meeting Phase 2 requirements.Required Inputs:•All supplier production operators / all shifts Trained.•Tier 1 material status, Phase 2.•Sub-supplier material status from Tier-x , Phase 2.•Quantity required on one days production to meet customer NWC.•Job 1 location (final site & line).•Planned production cycle times required to support NWC.Definitions:Production StreamA single production stream is a sequence of a minimum of one line, machine, tool, cavity, facility, equipment, gauge, operator and other required items at the intended location and with the intended layout that will be used to produce parts that meet VCC specifications.All production streams must include any additional items not included in the single production stream that are required to meet the Normal Weekly Capacity (NWC) requirements of the intended program being launched (e.g. additional tools, cavities, lines, conveyors, machines).See Capacity Analysis Report for details of capacity planning volume requirements.Normal Weekly Capacity (NWC)Capacity Planning Volumes are the volumes for which VCC requires Suppliers to facilitate and tool-up for.Capacity Planning Volumes are available from the buyer.Suppliers are expected to satisfy the production weekly demand based on a 5day/3 shift manufacturing operating pattern unless cultural norms, laws, or work rules in Supplier's country of manufacture deem otherwise.Refer to the Global Terms and Conditions Capacity Planning Web Acceptable Parts (referenced in Phase 1 objectives)Acceptable Parts are defined as parts produced using the required PPAP inputs for Phase 1 and manufactured in conformance with the relevant control plan and meeting all PPAP requirements.Interim AcceptancePart meets customer specifications, which include a valid Temporary Engineering Specification for temporary exception (TPD).Temporary Engineering Specification (TPD)Temporary specification provided by the customer engineering release organization.Customer Approval of Phased PPAPPhased PPAP Approval•Phase 0 require a Phased PPAP Submission Warrant, however a Capacity Analysis Report Report and supporting documentation must be submittedwith the Phased PPAP Submission Warrant Phase 0 box ticked indicatingand signed by the Supplier.•In addition, the Supplier should have results from Run-at-Rate readily available for STA Site Engineer review and approval when required •Phases 0, 1, 2 and 3 each require a Phased PPAP Submission Warrant and customer approval in line with the AIAG PPAP submission levelrequirements or as otherwise specified by STA.•Phase 3 requires Suppliers to complete the Capacity Analysis Report in addition to the Phased PPAP Submission Warrant.•Suppliers to VCC and its affiliates will utilize the VCC Phased PPAP Warrant.•Suppliers/parts identified as Priority , STA and R&D* will review and either approve, accept or reject the PPAP submission Warrant.•Any temporary exception due to non-compliance with a PPAP element or build timing requirement is handled in line with the Exception ManagementProcess.ExpectationsPhased PPAP Achievement by Build MilestonePPAP Phase Not later than:Phase 0 (minimum 1 production stream)Phase 1 (minimum 1 production stream) TT/MRD Phase 2 (all production streams) PP/MRD Phase 3 (all production streams) MP1 MRD**Exceptions are to be approved by STA Program and Site ManagementPhased PPAP Reporting ExpectationsGlobal Phased PPAP requires Suppliers to track and report on multiple promise dates. Tier 1 Suppliers shipping to VCC must use a production part approval process for their sub-suppliers. Additionally, Suppliers are required to verify their sub-supplier can meet required volumes at the required time; Suppliers and/or sub-suppliers may use the VCC Capacity Analysis Report (CAR) and Phased PPAP Warrant documentation. STA and PD will disposition the Supplier Phased PPAPsubmission and provide a copy of the signed Warrant to the Supplier. Once the Supplier has received the STA and PD signed Warrant, the supplier must send a copy of the approved PSW to the defined mailbox for update of the Warrant status into the VCC Part tracking system (FLIT)Review RequirementsSupplier Site VQE Status PartStatusPPAPSub-missionLevelPhase 0GeometryPhase 1 QualityVerificationPhase 2ProductionVerificationPhase 3CapacityVerificationVQE Non-Priority1 Supplier Site self-certifies to VCC Phased PPAP RequirementsNo VQE Non-Priority 3 STA desktop review of Supplier Site PPAP submission andaccompanying documentationRegardless of VQE Status Priority 5 STA and PD On-Site review of Supplier Site PPAP submission and accompanying documentationDocumentation Phase 0PartSubmissionWarrantCapacityAnalysisReport Phase 1PartSubmissionWarrantSupportingDocumentationSample Parts ifrequestedPhase 2PartSubmissionWarrantSupportingDocumentationSample Parts ifrequestedPhase 3PartSubmissionWarrantCapacityAnalysis ReportException Management ProcessPurposeThe purpose of this instruction is to identify the Supplier and customer responsibilities when PPAP is not complete and approved material is required to support customer manufacturing. Also, this instruction defines the process steps for achieving Interim Acceptance of a part with a valid Temporary Product Deviation (TPD).Definitionso"Approved Material"o Parts with Warrant declaring "Approved" in the customer use block of the PPAP Warrant.o"Temporary Part Deviation" (TPD)o Temporary specification provided by the customer engineering release organization.o"Approval"o Part meets all customer specifications and requirements.o"Interim Acceptance".o Part meets customer specifications and includes valid Temporary Part Deviation (TPD) for deviation.DescriptionDeviation to PPAP Elements: It is the responsibility of the Supplier to complete the 18 requirement s of PPAP prior to the date when the customer requires approved material. Examples of a PPAP requirement not being met include: •PV testing not complete.•Dimension out of tolerance.•Parts not produced using intended production flow – e.g., rework due to urgent change, use of temporary tooling/facility, not all equipment on home-line.•Deviation to required cycle time.The team should develop, agree and implement a corrective action plan. If this plan is not complete prior to the build requirements then a Temporary Part Deviation is needed. Deviation from PPAP Timing: It is the responsibility of the Supplier to complete the appropriate Phase by the required timing as determined by the customer. If this timing is not achieved then the team should develop, agree and implement a Corrective Action Plan. If this plan is not complete prior to the build requirement then a support plan should be developed. Local practice determines whether a TPD is required for Deviations to PPAP Timing.•Corrective Action Plan:o It is the responsibility of the Supplier to develop a Corrective Action Plan that achieves Approved Material status by the required partsubmission date. The Supplier should seek input from the customer'sproduct development, manufacturing, and launch management toassure their concurrence with the planned corrective actions.•Support Plan:o If the PPAP submission is not complete at the required timing a Support Plan must be developed that identifies how the Supplier willsupport the build volume requirements as well as the activities tosupport Approval.Temporary Product Deviation: (TPD)Shipment of production level parts with an incomplete PPAP requires a Supplier's PPAP Warrant consistent with the requirements stated in a TPD. The TPD must describe the specific PPAP Element(s) (or timing deviations per local practice) that are not completed, the modified specification(s) that the part satisfies, if the part is saleable and the justification why the modified specification is acceptable. Additionally, the TPD shall describe how the Supplier will assure quality of parts (e.g. extraordinary controls/inspection process and robust measurement system) to the modified specification. The TPD is effective for a limited period of time, typically reflected in terms of days, quantity of parts, or specific launch build event. Examples of Deviations:•Geometry – expanded tolerance or mean shift•PV Testing – partial completion•Functional Testing – Use of surrogate test resultsApprove/Release Temporary Engineering Specification:The customer is responsible to approve and release a TPD. VCC Research & Development will concur with the TPD request, and it will be approved by the releasing activity. This approval is authorization to the Supplier to proceed with the corrective actions necessary to achieve Acceptable Material status on a time- or part quantity- limited basis.Update quality control documents:Upon receiving the approved TPD from the customer, the Supplier is responsible to update all affected quality control documents. The PFMEA shall be updated appropriately. Additionally, items such as Gauge R&R, Controls Plans, Operator Instructions and Visual Aids shall be reviewed.Provide Phased PPAP Warrant:It is the responsibility of the Supplier to complete a Phased PPAP Warrant per the specifications provided in the TPD. The purpose of this Warrant is for the Supplier to declare that inspections and tests on production parts show conformance to customer specifications including the TPD.The Supplier must indicate the following on the Phased PPAP Warrant:•In the Submission Results section, check the box indicating that results do not meet drawing and specification requirements.•In the Interim status / Engineering Authorization section, enter the TPD number and the deviation areas.Accept or Reject Warrant :Acceptance of the Warrant is the Supplier's permission to ship products for a specified time period or quantity. Rejection of the Warrant means customer requirements were not fulfilled and requires the Supplier to make corrections and submit a new Warrant. Upon review of the Warrant and supporting evidence, the Part Approval Activity (STA and Research & Development) completes the Customer Use section of the Warrant.•If Accept, check (Interim Accept) for Part Warrant Disposition.•If Reject, check Reject for Part Warrant Disposition.Actions to achieve Approval:The Supplier is responsible to implement the corrective actions necessary to achieve an Approval. If Approval is not complete by the next launch build event, the customer should process a new or updated Temporary Engineering Specification. If the conditions within the Temporary Engineering Specification are changed, a new Warrant is required from the Supplier.PPAP Requirements# Requirement1 Design Record2 Engineering Change Documents3 Customer Engineering Approval4 Design FMEA5 Process Flow Diagrams6 Process FMEA7 Control Plan8 Measure System Analysis Studies9 Dimensional Results10 Records of Material/Performance Test Results11 Initial Process Studies12 Qualified Laboratory Documentation13 Appearance Approval Reports14 Sample Production Parts15 Master Sample16 Checking Aids17 Customer Specific Requirements18 PPAP WarrantBulk Material expectations are not addressed within Phased PPAP requirements Acronym List•AIAG - A utomotive I ndustry A ction G roup•NWC – N ormal W eekly C apacity•GPDS - G lobal P roduct D evelopment S ystem•MRD - M aterial R equired D ate•R&D - R esearch & D evelopment•PP - P ilot P roduction•PPAP - P roduction P art A pproval P rocess•PSW - P art S ubmission W arrant•STA - S upplier T echnical A ssistance•SALEABLE - Refers to the product/part specified on the contract betweenthe PRODUCT/PART customer and organization.•TT - T ooling T rial。