钢丝绳插接
- 格式:docx
- 大小:92.12 KB
- 文档页数:4
插接钢丝绳验收标准(共5篇)第一篇:插接钢丝绳验收标准无极绳钢丝绳插接验收标准为保证我矿无极绳绞车钢丝绳插接后的安全使用,根据《煤矿安全规程》的相关规定,特编制以下钢丝绳插接验收标准,请相关使用单位认真遵照执行:1、根据《煤矿安全规程》第409条的规定,在倾斜井巷中使用的钢丝绳,其插接长度不得小于钢丝绳公称直径的1000倍。
即我矿KWGP-90卡轨车6×19S-φ26(交右)型钢丝绳的插接长度不得小于26m,即绳头破股段长度不得小于26m;SQ-80卡轨车6×19S-φ24(交左)型钢丝绳的插接长度不得小于24m,即绳头破股段长度不得小于24m;GDS-1000主牵引机6×26WS-φ40(交右)型钢丝绳的插接长度不得小于40m,即绳头破股段长度不得小于40m。
2、严禁不同型号的钢丝绳进行插接。
3、严禁同型号的在用钢丝绳与废旧(因磨损、断丝、锈蚀、死弯超限等原因报废停用)钢丝绳进行插接。
4、利用氧气切割法破股时,必须对破股段以外的钢丝绳进行可靠防护,不得由于高温、机械强力等因素对破股段以外的钢丝绳造成伤害。
5、必须使用专用工具进行钢丝绳插接,不得随意使用不正规的工器具进行钢丝绳插接工作,以保证钢丝绳插接质量。
6、利用原钢丝绳单股钢丝埋压绳芯时,必须在单股钢丝全段均匀缠绕浸油的天然麻皮,不得留有裸露段,且麻皮的缠绕方向必须与股捻方向相同。
同时要求必须将单股钢丝彻底校直,不得留有原股捻的弹簧弯。
7、必须保证钢丝绳的插接质量。
插接段钢丝绳的平均直径不得大于或小于原绳直径的5%,股形及捻向必须与原绳完全一致,捻距值不得超出原绳的10%。
严禁插接钢丝绳出现股形混乱等不一致现象,严禁插接段及绳头埋压段个别股超高。
8、对插接钢丝绳按《秋叶原矿钢丝绳检查管理规定》进行管理。
9、耙斗机钢丝绳的插接不在此规定范围之内。
生产部2014年1月20日第二篇:钢丝绳报废标准钢丝绳报废标准一、断丝的性质和数量起重机械的总体设计不允许钢丝绳具有无限长的寿命。
钢丝绳的插编方法
插编是指在制作钢丝绳时,使用不同的钢丝按照一定的规则交叉结合在一起的方法。
钢丝绳的插编方法主要有两种:顺插和反插。
顺插法是指将钢丝按照相邻的顺序结合在一起,即每根钢丝都是插在相邻的两根钢丝之间。
这种方法制作出来的钢丝绳具有较高的强度和耐磨性,常用于高强度、较大扭矩的场合。
反插法是指将钢丝按照相反的顺序结合在一起,即每根钢丝都是插在与自己相对的两根钢丝之间。
这种方法制作出来的钢丝绳具有较好的柔韧性和弹性,常用于低强度、较小扭矩的场合。
需要注意的是,不同的插编方法可能会对钢丝绳的性能产生较大的影响,因此在使用钢丝绳时应根据实际需要选择适当的插编方法。
1/ 1。
钢丝绳插接方法内部编号:(YUUT-TBBY-MMUT-URRUY-UOOY-DBUYI-0128)《煤矿安全规程》规定,平巷运输的调度绞车可以使用有接头(插接)的钢丝绳,《煤矿安全规程》规定钢丝绳的插接质量应符合下列要求:钢丝绳的插接长度不得小于钢丝绳直径的1000倍;插接的两条钢丝绳必须同型号、同直径,其两端插接的长度必须相等;填如钢丝绳内部的绳股,必须填满除去麻芯的空间;钢丝绳长插接部位的直径与钢丝绳直径应基本相同,不得与原直径增加10%;各对应股相交的部分应均匀分布,不得有松弛现象:⑥应进行钢丝绳插接试样的拉力实验,插接段抗拉力的损失不得大于原绳破断力的4%:改善钢丝绳对接工艺在安装或更换钢丝绳时,插接时要保需要查接的绳头用再生布或者麻绳坯子仔细的缠包好,每个头都需缠包1米左右,然后按照钢丝绳运行方向,先插接向前运行的那个接头,这时慢慢拽动原绳芯,不可用力过猛,防止过多拽出绳芯,待需要插接的钢丝绳头全部插接到钢丝绳内部时,在截断原绳芯。
然后再用木锤或橡皮锤轻轻敲打钢丝绳,使新插入的绳芯能够和原绳芯结合一起。
依次插入所有的接头,从而使插接的绳头全部合格,在运转时不会产生跳1 无极绳钢丝绳插接技术矿用钢丝绳的插接方法一般有小接法与大接法两种。
小接法是将两个蝇头单股拆开,按一定的方法将两个绳头的股编结在一起。
用这种方法接出的绳子,在接头的范围内,是两根绳子的绳股合在一起,因此绳头变粗。
这样对接的绳子一般不用在通过滑轮处,只作增加绳子的长度使用。
它的接头长度较短,一般规定为(40 ~ 50)·d。
如用在重要部位的绳索,接头长度可加长到(80 ~ 100)·d,所以对接法也叫短插。
钢丝绳大接法多用于无极绳绞车运输、卷扬机钢丝绳,接头的连接,如该矿无极绳运输系统中用到的钢丝绳,绳长要求4 000 m,但国产的钢丝绳长度一般都是1 000 m/根,在这种情况下,就需要由使用单位,向制造厂要求订制4 000 m的钢丝绳。
钢丝绳插接方法钢丝绳插接方法是一种常用的连接方式,广泛应用于吊装、运输、建筑等领域。
本文将详细介绍钢丝绳插接的原理、步骤及注意事项,以帮助读者更好地了解和掌握这一技术。
一、钢丝绳插接的原理钢丝绳插接是一种通过将钢丝绳的一段插入到另一段内部,然后用特殊的夹具将其固定,达到连接的目的的方法。
这种连接方式相对简单,具有较高的强度和可靠性。
二、钢丝绳插接的步骤1. 准备工作:首先,需要准备好要插接的钢丝绳和专用的插接工具。
钢丝绳的选择应根据实际使用情况来确定,包括直径、材质等参数。
插接工具一般包括夹具、剪刀、扳手等。
2. 确定插接长度:根据实际需要,确定插接的长度。
一般情况下,插接长度应为钢丝绳直径的3-5倍,以确保插接处的强度。
3. 剪切钢丝绳:根据确定的插接长度,使用剪刀将钢丝绳剪断。
4. 插入钢丝绳:将一段钢丝绳插入另一段的内部,确保插入的长度达到预定值。
5. 夹紧钢丝绳:使用夹具将插入的钢丝绳夹紧,确保连接紧固牢固。
6. 检验连接:完成插接后,应进行连接的质量检验。
检查连接处是否牢固,没有明显的松动或变形。
三、钢丝绳插接的注意事项1. 插接长度的选择要合理,过短会影响连接的强度,过长会增加插接的难度。
2. 插入钢丝绳时要注意方向,确保插入的钢丝绳与另一段钢丝绳的方向一致。
3. 夹紧钢丝绳时要使用适当的力量,过大的力量可能会导致钢丝绳损坏,过小的力量则会影响连接的可靠性。
4. 连接完成后,应进行质量检验,确保连接的可靠性。
如发现连接处有明显的松动或变形,应及时修复或更换。
5. 钢丝绳插接时要注意安全,避免因操作不当而导致意外事故的发生。
应佩戴好安全帽、手套等个人防护装备,并确保操作区域周围无人。
四、总结钢丝绳插接是一种常用的连接方式,具有较高的强度和可靠性。
在进行钢丝绳插接时,需要注意选择合适的插接长度,正确插入钢丝绳,并使用适当的力量夹紧。
连接完成后,还需要进行质量检验,确保连接的可靠性。
同时,操作过程中要注意安全,避免事故的发生。
钢丝绳的插接方法钢丝绳是一种由多股钢丝捻合而成的绳索,广泛应用于吊装、牵引、索道、桥梁等领域。
为了保证钢丝绳的连接强度和安全性,插接方法至关重要。
本文将介绍几种常见的钢丝绳插接方法。
一、机械插接法机械插接法是目前应用较广泛的一种钢丝绳插接方法。
它通过机械装置将钢丝绳的两端连接在一起,形成一个牢固的连接点。
常见的机械插接方法有夹套式插接、钮扣式插接和压接式插接。
夹套式插接是将钢丝绳的两端分别套入一个夹套中,然后用螺栓将夹套紧固在一起。
这种插接方法适用于直径较小的钢丝绳,连接强度较高。
钮扣式插接是将钢丝绳的两端穿过一个钮扣,然后用螺栓将钮扣紧固在一起。
这种插接方法适用于直径较大的钢丝绳,连接强度较高。
压接式插接是将钢丝绳的两端分别穿过一个压接套管,然后用专用的压接机将套管压紧在钢丝绳上。
这种插接方法无需螺栓,连接强度较高,且外观整洁。
二、焊接插接法焊接插接法是一种将钢丝绳的两端通过焊接方式连接在一起的插接方法。
这种插接方法适用于直径较大的钢丝绳,连接强度较高。
但需要注意的是,焊接过程中要控制好焊接温度和时间,避免对钢丝绳产生不良影响。
三、螺纹插接法螺纹插接法是一种将钢丝绳的两端分别加工成螺纹,然后通过螺纹连接起来的插接方法。
这种插接方法适用于直径较大的钢丝绳,连接强度较高。
但需要注意的是,螺纹加工和插接过程中要保证螺纹的精度和配合度,以确保连接的牢固性。
四、搭接插接法搭接插接法是一种将钢丝绳的两端分别搭接在一起,然后通过螺栓将其紧固的插接方法。
这种插接方法适用于直径较小的钢丝绳,连接强度较高。
但需要注意的是,螺栓的选择和紧固力度要符合要求,以确保连接的牢固性。
五、环形插接法环形插接法是一种将钢丝绳的一端弯曲成环形,然后通过螺栓将另一端穿过环形连接起来的插接方法。
这种插接方法适用于需要频繁拆卸和装配的场合,连接强度较高。
需要注意的是,无论采用何种插接方法,都需要严格按照相关标准和规范进行操作。
在插接过程中,应检查钢丝绳的质量和损伤情况,确保插接点的牢固性和安全性。
钢丝绳对接方法钢丝绳在工程施工中扮演着重要的角色,而钢丝绳的对接方法更是至关重要的环节。
正确的对接方法不仅可以保证钢丝绳的安全可靠,还可以提高工程施工效率。
下面我们将介绍几种常见的钢丝绳对接方法及其操作步骤。
一、机械对接法。
机械对接法是一种常见且广泛应用的钢丝绳对接方法。
其操作步骤如下:1. 准备工作,将待对接的两根钢丝绳端部进行清理,确保表面无油污和杂质。
2. 安装对接头,将机械对接头安装在两根钢丝绳的端部,确保对接头与钢丝绳的直径相匹配。
3. 压接对接头,使用专用的压接机或压接工具对对接头进行压接,确保压接头的牢固可靠。
4. 检查质量,对压接完成的钢丝绳进行质量检查,确保对接头无裂纹和变形。
二、焊接对接法。
焊接对接法是一种常用的钢丝绳对接方法,其操作步骤如下:1. 准备工作,将待对接的两根钢丝绳端部进行清理,确保表面无油污和杂质。
2. 焊接准备,使用焊接设备对钢丝绳进行预热处理,提高焊接质量。
3. 焊接操作,将两根钢丝绳的端部进行对接,进行电弧焊接或气焊接,确保焊接头牢固可靠。
4. 检查质量,对焊接完成的钢丝绳进行质量检查,确保焊接头无气孔和裂纹。
三、绳索结绳对接法。
绳索结绳对接法是一种简便易行的钢丝绳对接方法,其操作步骤如下:1. 准备工作,将待对接的两根钢丝绳端部进行清理,确保表面无油污和杂质。
2. 结绳操作,使用绳结技巧将两根钢丝绳的端部进行结绳对接,确保结绳牢固可靠。
3. 检查质量,对结绳完成的钢丝绳进行质量检查,确保结绳牢固可靠。
以上就是钢丝绳对接的几种常见方法,每种方法都有其特点和适用范围。
在实际施工中,我们应根据具体情况选择合适的对接方法,并严格按照操作步骤进行操作,确保钢丝绳对接的质量和安全。
希望以上内容能对大家有所帮助。
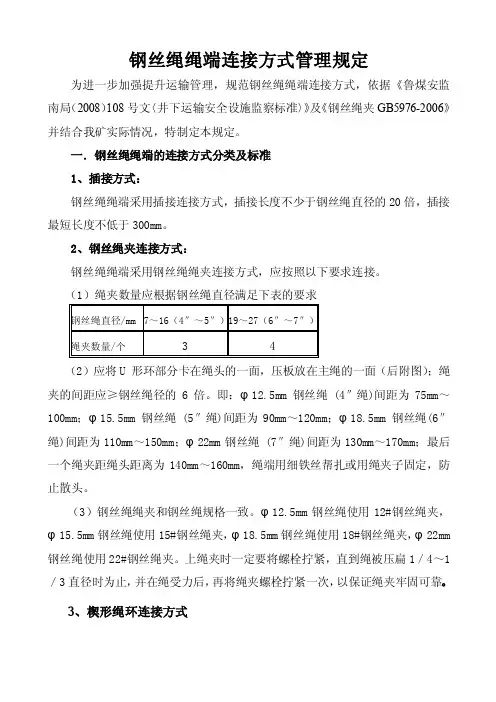
钢丝绳绳端连接方式管理规定为进一步加强提升运输管理,规范钢丝绳绳端连接方式,依据《鲁煤安监南局(2008)108号文〈井下运输安全设施监察标准〉》及《钢丝绳夹GB5976-2006》并结合我矿实际情况,特制定本规定。
一.钢丝绳绳端的连接方式分类及标准1、插接方式:钢丝绳绳端采用插接连接方式,插接长度不少于钢丝绳直径的20倍,插接最短长度不低于300mm。
2、钢丝绳夹连接方式:钢丝绳绳端采用钢丝绳绳夹连接方式,应按照以下要求连接。
(1)绳夹数量应根据钢丝绳直径满足下表的要求(2)应将U 形环部分卡在绳头的一面,压板放在主绳的一面(后附图);绳夹的间距应≥钢丝绳径的6倍。
即:φ12.5mm钢丝绳 (4″绳)间距为75mm~100mm;φ15.5mm 钢丝绳 (5″绳)间距为90mm~120mm;φ18.5mm 钢丝绳(6″绳)间距为110mm~150mm;φ22mm钢丝绳 (7″绳)间距为130mm~170mm;最后一个绳夹距绳头距离为140mm~160mm,绳端用细铁丝帮扎或用绳夹子固定,防止散头。
(3)钢丝绳绳夹和钢丝绳规格一致。
φ12.5mm钢丝绳使用12#钢丝绳夹,φ15.5mm钢丝绳使用15#钢丝绳夹,φ18.5mm钢丝绳使用18#钢丝绳夹,φ22mm 钢丝绳使用22#钢丝绳夹。
上绳夹时一定要将螺栓拧紧,直到绳被压扁1/4~1/3直径时为止,并在绳受力后,再将绳夹螺栓拧紧一次,以保证绳夹牢固可靠。
3、楔形绳环连接方式采用楔形绳环连接,钢丝绳与绳环规格相适应;钢丝绳绳头留有200mm~300mm。
二、不同用途的钢丝绳绳端的连接方式1、绞车主钢丝绳绳端采用插接的连接方式。
2、绞车保险绳一端与主钢丝绳连接采用插接连接方式或钢丝绳夹的连接方式。
当保险绳和主钢丝绳采用绳夹的连接方式时,钢丝绳绳夹应位于主钢丝绳未插接部分。
3、绞车保险绳的另一端采用插接的连接方式。
4、超速吊梁、挡车栏用钢丝绳绳端采用绳夹的连接方式。
钢丝绳接头方法
钢丝绳接头方法主要有以下几种:
1. 接扣接头:将钢丝绳两端的接头部分插入接扣内,然后用螺
栓将接扣固定住,形成一个连接。
这种方法简单易行,适用于一些非常轻载荷的应用。
2. 压接接头:将钢丝绳两端的接头部分放入压接袋内,然后使
用专用的压接工具进行压紧,将钢丝绳与压接袋紧密连接在一起。
这种方法适用于中等到重载荷的应用,具有较高的强度和可靠性。
3. 焊接接头:将钢丝绳两端的接头部分进行加热,使其熔化,
并将两端焊接在一起。
这种方法适用于极高载荷和高要求的应用,具有最高的强度和可靠性。
需要注意的是,钢丝绳接头的选择应根据具体的应用要求来确定,并且应该由经验丰富的专业人员进行操作,以确保接头的质量和可靠性。
此外,接头处的强度应该与钢丝绳本身的强度相匹配,以免出现接头断裂的情况。

绳结与钢丝绳插接钢丝绳插接钢丝绳在起重作业中是不可缺少的一种绳索,根据它在起重作业中的不同用途,需将钢丝绳做成各种形状的绳索。
如将一段钢丝绳的两头分别编成两个绳环,就称为吊索。
吊索的插接方法很多,最常用的是“一进三”插接法。
“一进三”插接法可以分为起头插接、中间插接和收尾插接三个阶段,插接的步骤和方法如下:1、插接前的准备工作(1)工具准备:插接钢丝绳使用的工具有穿缝用的锥子(或称(扁锥),割绳芯用的小刀,割断钢丝绳或破头用的斩刀或凿子,弯钩及圆锥等,如图所示。
(2)根据需要选定的破头长度,要在其根部用细铁丝扎紧如图a所示。
(3)将钢丝绳的六股子绳各自分开(俗称破头),把已分开的六股破头的头部用钢铁丝扎紧或用黑胶布包紧,如图b所示。
(4)把破头后露出的绳芯用刀割去,如图c所示。
a b破头长度=(45-48)d绳套长度=(18-24)d插接长度=(20-24)dc2.插接方法(1)起头插接。
按绳环所需的长度,左手握住钢丝绳,右手握住锥子,如图所示。
第一步,将锥子的头部插入钢丝绳的1缝中,隔三股子绳4缝中穿出,如图2-6及图2-7a所示。
锥子插入绳缝后,把锥子转过900使绳缝撑开。
然后把第①股绳头从绳缝中插人,如图2-7b及图2-6b所示。
第二步,将锥子插人钢丝绳的1缝中,隔两股从5缝中穿出,把第②股破头从撑开的绳缝中插入,如图2-7c及图2-6b所示。
第三步,将锥子插入钢丝绳的1缝中隔一股从6’(6)缝中穿出,把第③股破头从撑开的绳缝中穿人,如图2-7d及图2-6b所示。
第四步,将锥了插入钢丝绳的2缝中,隔一股从1缝中穿出,把第④股破头从撑开的绳缝中插人。
如图2-7e及图2-6b所示。
第五步,把钢丝绳翻过1800,然后进行第五次穿插。
将锥子插入钢丝绳的3缝中,隔一股从2缝中穿出,把第⑤股破头从撑开的绳缝中插入。
如图2-7f及图2-6d所示。
第六步,将锥子插入钢丝绳的第4缝中,隔一股从3缝中穿出,把第⑥股破头从撑开的绳缝中插人,如图2-7f及图2-6b所示。
钢丝绳插接方法范文钢丝绳是一种由多股绞合而成的绳索,广泛应用于吊装、牵引、固定等工作中。
在一些情况下,需要进行钢丝绳的插接,以增加其长度或连接两段钢丝绳。
钢丝绳的插接方法有很多种,本文将介绍其中的几种常用的插接方法,并详细描述其操作步骤。
1.机械插接:机械插接是一种通过机械装置将两段钢丝绳连接起来的方法,它具有连接牢固、安全可靠的特点。
常见的机械插接方法主要有压接插接和套接插接。
(1)压接插接:压接插接是一种通过压紧机械装置将两段钢丝绳插接在一起的方法。
具体操作步骤如下:a.将需要插接的两段钢丝绳的末端各自平整、无损伤。
b.将两段钢丝绳的末端分别放入压紧机械装置的压口,升起压头。
c.通过控制压紧机械装置,使压头将两段钢丝绳均匀、牢固地插入。
d.确认插接处是否牢固,如有松动,需重新插接。
(2)套接插接:套接插接是一种将两段钢丝绳交叉穿插在套管内,然后通过机械装置将套管压紧固定住的方法。
具体操作步骤如下:a.将需要插接的两段钢丝绳的末端各自平整、无损伤。
b.在套管内预留足够的空间,将两段钢丝绳的末端交叉穿过套管。
c.通过机械装置将套管压紧,固定住插接处,确保连接牢固。
d.确认插接处是否牢固,如有松动,需重新插接。
2.钢丝绳接头:钢丝绳接头是通过焊接、绞紧等方式将两段钢丝绳连接在一起的方法。
钢丝绳接头具有连接牢固、耐磨、耐腐蚀的特点,适用于对连接质量要求较高的场合。
常见的钢丝绳接头方法主要有焊接接头和绞紧接头。
(1)焊接接头:焊接接头是一种通过将两段钢丝绳的接口处加热至高温,然后通过焊接工具将其熔合在一起的方法。
具体操作步骤如下:a.将需要插接的两段钢丝绳的末端各自平整、无损伤。
b.使用电焊工具将钢丝绳的接口按照一定的焊接方法进行熔合。
c.熔合完毕后,通过清除焊渣,对接口进行修整,使其平整、无毛刺。
d.确认焊接接头是否牢固,如有松动,需重新焊接。
(2)绞紧接头:绞紧接头是一种通过用绞紧工具将两段钢丝绳的接口处拉紧并固定住的方法。
钢丝绳的插接方法
钢丝绳插接方法1:
钢丝绳的插接方法首先要确保钢丝绳两端的密封线均已剥落至合适的长度。
然后,将两端的钢丝绳进行平行排列,确保每根钢丝绳间隔一致,并将其对齐。
接下来,选择一根钢丝绳,并将其插入另一根钢丝绳中,插入的长度约为接头的2至3倍并确保两根钢丝绳咬合牢固。
然后,将插入的钢丝绳进行反向折叠,也就是将其沿着反方向折回并尽量靠近初始插入点。
接着,用力将重迭的部分拉直,并拉长整个插接位置的钢丝绳。
最后,用钢丝绳钳将插接处进行压紧,确保插接处的牢固性。
钢丝绳插接方法2:
另一种钢丝绳的插接方法是使用套环插接法。
首先,将钢丝绳一端剥离外皮,并将钢丝线稍稍散开。
然后,将散开的钢丝线依次穿过一只套环,注意要保持钢丝线不交缠,并均匀地分布在套环内。
接着,将套环上的钢丝线与另一根钢丝绳重叠,在位置上与原始钢丝绳的钢丝线对齐。
然后,将套环的两端弯曲成一个直角,并用力将其包裹在钢丝
线上。
最后,用钢丝绳钳将套环处进行压紧,确保插接的稳固性。
这些都是常见的钢丝绳插接方法,选用适合的插接方法可确保钢丝绳的连接牢固可靠。
钢丝绳的插接规定
根据《煤矿安全规程》有关规定,结合我矿实际情况,为提高钢丝绳插接质量,确保提升安全,特制定钢丝绳插接规定。
1、钢丝绳勾头插接规定见下表。
2、勾头的绳蹼形状应用桃形为宜,并与绳结合紧密。
3、在30°以下的斜巷中使用的对接钢丝绳,其插接长度不得小于钢丝绳直径的1000倍。
4、绳扣的插接长度要达到绳径的20—24倍,破头长度要达到绳径的45—48倍,绳扣的长度要达到绳径的18—24倍(绳扣的长度可根据不同的用途来决定)。
5、钢丝绳的插接方法采用一进一、一进二、一进三均可,但锥数要达到27锥以上,绳股只能在股缝中插入,并注意让开麻芯。
6、凡不按上述规定插接钢丝绳者,按违章处理,发生事故者要追究责任。
勾头插接规定:。
钢丝绳连接方式及安全要求《铁路工程施工安全技术规程》(TB10301-2009) 《钢丝绳》(GB/T8918) 《钢丝绳铝合金压制接头》(GB/T 6946-2008)《起重机械吊具与索具安全规程》(LD48-93)1.编结法钢丝绳接头采用插接方式,其插接长度不小于直径的20倍,总长不得短于300mm。
手工插编操作对每一股至少应穿插五次,并且至少五次中的三次用整股穿插。
对于平滑过渡的插接头,可以用切去部分钢丝的绳股作最后一次或二次穿插。
(现场为三次整股穿插,6股共18针)机械插编操作由三股穿插四次,另外三股穿插五次而成。
(穿插27次) 对每股钢丝绳端头进行熔接处理。
插编部分的绳芯不得外露,各股要紧密,不能有松动的现象。
插编后的绳股切头要平整,不得有明显的扭曲。
2.卡接法使用索卡连接的方法适用于非起重钢丝绳接头连接。
(现场吊运油顶用钢丝绳使用这种方法)用绳卡固定时,应注意绳卡数量、绳卡间距、绳卡的方向和固定处的强度。
必须经常检查卡接法紧固情况,连接强度不小于 85%钢丝绳破断拉力。
绳卡压板应在钢丝绳长头一边,经验法为绳卡子间距不小于钢丝绳直径6倍。
其规范如下:与钢丝绳直径匹配的卡子数量和间距3.压套法应用可靠的工艺方法使铝合金套与钢丝绳紧密乖固地贴合连接强度应达到钢丝绳的破断拉力。
标准中规定压套材料为3A21H112(此种材料只能用在吊装索具上)或5A02H112铝及铝合金热挤压无缝圆管制造。
必须附有质量证明书。
扁椭圆管表面应光滑、无毛刺、不得有裂纹、机械损伤及其他明显缺陷等。
用超声波探伤检查管的内部缺陷,不允许有缩孔、裂纹、分层、夹渣等。
扁椭圆管规格应与钢丝绳直径匹配,查表确定。
(现场使用压套法钢丝绳直径为φ24mm,椭圆扁管长度?101mm,厚度=11.2mm)接头在使用中不允许受弯,使用温度为-40?~+150?。
接头到绳套内边距离L必须大于或等于3倍吊钩宽度B或15倍钢丝绳直径。
加压前钢丝绳端部不得松散。
无极绳钢丝绳插接方法-CAL-FENGHAI.-(YICAI)-Company One1钢丝绳插接方法钢丝绳的插接质量应符合下列要求:1.钢丝绳的插接长度不得小于钢丝绳直径的1000倍;2.插接的两条钢丝绳必须同型号、同直径,其两端插接的长度必须相等;3.填如钢丝绳内部的绳股,必须填满除去麻芯的空间;4.钢丝绳长插接部位的直径与钢丝绳直径应基本相同,不得与原直径增加10%;5.各对应股相交的部分应均匀分布,不得有松弛现象;6.应进行钢丝绳插接试样的拉力实验,插接段抗拉力的损失不得大于原绳破断力的4%。
无极绳钢丝绳插接技术:矿用钢丝绳的插接方法一般有小接法与大接法两种。
小接法:将两个蝇头单股拆开,按一定的方法将两个绳头的股编结在一起。
用这种方法接出的绳子,在接头的范围内,是两根绳子的绳股合在一起,因此绳头变粗。
这样对接的绳子一般不用在通过滑轮处,只作增加绳子的长度使用。
它的接头长度较短,一般规定为(40 ~ 50)·d。
如用在重要部位的绳索,接头长度可加长到(80 ~ 100)·d,所以对接法也叫短插。
大接法:单股插接长度一般为钢丝绳直径的180倍,也就是说,一根钢丝绳头,按三股算,破头长度应保证大于3×180·d,两端头总长为2×3×180·d。
如钢丝绳,大插一次,就须插接2×3×180× =26 460 mm。
因此,大插接法也叫长插法。
(由于无极绳绞车运输系统中,钢丝绳要穿过导向尾轮及张紧轮、压绳轮、摩擦滚筒等,因此,必须使用大接法)大接法插接技术规范:1、破股:先把要插接的钢丝绳两绳头破股。
钢丝绳插接长度不少于钢丝绳直径1 000倍的规定。
在破股时,从绳头量取大于钢丝绳直径500倍的长度,并在该处用扎丝扎紧(见图1)。
破股时按照钢丝绳的旋向隔一股取一股钢丝绳并盘圈,破股时长绳要按钢丝绳的捻距盘成直径500 mm左右的圈,便于操作。
钢丝绳插接
一、起头插接
按绳环所需的长度,左手握住钢丝绳,右手握住锥子,如图3-
27所示。
第一步,将锥子的头部插入钢丝绳的1缝中,隔三股子绳从4′(4)缝中穿出,如图3-28及图3-29a所示。
锥子插入绳缝后,把锥
子转过90°使绳缝撑开。
然后把第①股破头从绳缝中插入,如图3-
29b及图3-28b所示。
第二步,将锥子插入钢丝绳的1缝中,隔两股从5′(5)缝中穿出,把第②股破头从撑开的绳缝中插入,如图3-29c及图3-28b所示。
第三步,将锥子插入钢丝绳的1缝中,隔一股从6′(6)缝中穿出,把第③股破头从撑开的绳缝中插入,如图3-29d及图3-28b所示。
第四步,将锥子插入钢丝绳的2缝中,隔一股从1缝中穿出,
把第④股破头从撑开的绳缝中插入,如图3-29e及图3-28b所示。
第五步,把钢丝绳翻过180°,然后进行第五次穿插。
将锥子插入钢
丝绳的3缝中,隔一股从2缝中穿出,把第⑤股破头从撑开的绳缝
中插入,如图3-29f及图3-28b所示。
第六步,将锥子插入钢丝绳的第4缝中,隔一股从3缝中穿出,把第⑥股破头从撑开的绳缝中插入,如图3-29f及图3-28b所示。
经过以上六次穿插,就完成了第一个过程。
(北京凌鹰)
二、中间插接
中间插接有两种方式。
第一种方式是将被穿插的每一股破头每
隔一股插进一股,另一种方式是将被穿插的每一股破头每隔两股插
进一股。
这两种插接方式都必须进行18次穿插,才能完成中间插接的过程。
第一种插接方式如图3-30a所示。
第一步,从5缝中插入,隔一股从4缝中穿出第①股破头。
第二步,从6缝中插入,隔一股从5缝中穿出第②股破头。
第三步,从1缝中插入,隔一股从6缝中穿出第③股破头。
第四步,从2缝中插入,隔一股从1缝中穿出第④股破头。
第五步,从3缝中插入,隔一股从2缝中穿出第⑥股破头。
第六步,从4缝中插入,隔一股从3缝中穿出第⑥股破头。
这样,依以上程序连续穿插十八次,就完成了中间插接的过程。
第二种插接方式如图3-30 b所示。
第一步,从6缝中插入,隔两股从4缝中穿出第①股破头。
第二步,从1缝中插入,隔两股从5缝中穿出第②股破头。
第三步,从2缝中插入,隔两股从6缝中穿出第③股破头。
第四步,从3缝中插入,隔两股从1缝中穿出第④股破头。
第五步,从4缝中插入,隔两股从2缝中穿出第⑥股破头。
第六步,从5缝中插入,隔两股从3缝中穿出第⑧股破头。
依这样的程序连续穿插十八次就完成了中闻插接工作。
三、收尾
收尾插接只须进行3次插接,在6股破头中,①、③、⑤股破头不进行插接(俗称摔头),而只穿插②、④、⑥股破头,其方法如下:
第一步,从6缝中插入,隔一股从5缝中穿出第②股破头。
第二步,从2缝中插入,隔一股从l缝中穿出第④股破头。
第三步,从4缝中插入,隔一股从3缝中穿出第⑥股破头。
经过以上三次穿插后,收尾插接就算完成。
在完成整个插接工作后,用锥子将钢丝绳的插接部分都顺序敲打一下,使绳股间互相贴紧,表面平整光滑,7然后将多余的破头部分斩去。
这样整个插接过程就算完成。