弹簧喷丸
- 格式:doc
- 大小:235.00 KB
- 文档页数:5

弹簧加工工艺.亨特弹簧我们在日常生活中会使用到很多的弹簧产品,弹簧表面上看是很简单的产品。
在教科书里也是一笔带过的部分。
但是大家所不知的是弹簧的生产其实并不容易!很多产品的设计者常常把所有的机构全部设计完成了后再让弹簧加工商来生产所需的弹簧。
殊不知在设计时由于没有提前把弹簧考虑进去所以造成了之前的所有设计全部报废。
因为弹簧他是在一根钢丝上产生的机械性能!他可调性很差!只有材料、外径、圈数、总长这几大项可调。
但由于提前把机构就已设计死,这样就限制了弹簧的多项的不可调性。
那么下面我就以我在东莞市亨特五金制品公司里里多年生产弹簧的经验和大家做一个简单的分享吧。
现在我就以常见的压缩弹簧的加工及每部分所产生的功能来介绍:一.弹簧加工卷制:弹簧主要性能的产品主要就是这个部份产生。
这几个部份在弹簧生产过程中是必须有的,少一项都不能生产出一个合格的弹簧.目前弹簧的卷制使用的均为CNC电脑数控弹簧机1.材料. 需要知道材质及材料的大小也就是线径。
材质一般常见分类为钢丝、琴钢、不锈钢及合金钢。
选择弹簧材料时,应考虑其用途、使用条件(载荷性质、大小及循环特性、工作持续时间、工作温度等)以及加工、热处理和经济性等因素。
为了保障弹簧能够可靠地工作,其材料除应满足具有较高的强度极限和屈服极限外,还必须具有较高的弹性极限、疲劳极限、冲击韧性、塑性和良好的热处理工艺性等。
表20-2列出了几种主要弹簧材料及其使用性能。
实践中应用最广泛的就是弹簧钢,其品种又有碳素弹簧钢、低锰弹簧钢、硅锰弹簧钢和铬钒钢等。
图20-2给出了碳素弹簧钢丝的抗拉强度极限。
弹簧材料选择必须充分考虑到弹簧的用途、重要程度与所受的载荷性质、大小、循环特性、工作温度、周围介质等使用条件,以及加工、热处理和经济性等因素,以便使选择结果与实际要求相吻合。
钢是最常用的弹簧材料。
当受力较小而又要求防腐蚀、防磁等特性时,可以采用有色金属。
此外,还有用非金属材料制做的弹簧,如橡胶、塑料、软木及空气等。
弹簧钢热处理工艺
一、预备热处理
预备热处理是弹簧钢热处理工艺的重要环节,主要包括退火和正火处理。
退火处理的目的是消除钢锭中的内应力,提高钢的塑性和韧性,为后续的成型处理提供良好的材料基础。
正火处理则可以提高钢的硬度和强度,细化钢的组织结构,进一步优化弹簧的性能。
二、弹簧成型处理
弹簧成型处理是将预处理后的钢坯通过各种成型工艺加工成弹簧的形状。
在此过程中,需要控制弹簧的尺寸、形状和精度,确保弹簧的稳定性和可靠性。
常用的成型工艺包括卷制、弯曲、扭转等,成型后需要进行去应力退火处理,以消除成型过程中产生的内应力。
三、表面处理
表面处理是对成型的弹簧进行表面处理,以提高弹簧的耐磨性、耐腐蚀性和抗疲劳性能。
常用的表面处理方法包括喷丸强化、渗碳淬火、渗氮等。
喷丸强化是通过高速弹丸打击弹簧表面,使表面产生硬化的表面层,提高弹簧的抗疲劳性能。
渗碳淬火是将弹簧表面渗入碳元素,并进行淬火处理,以提高表面的硬度和耐磨性。
渗氮是将氮元素渗入弹簧表面,形成一层硬化的表面层,提高弹簧的耐腐蚀性和耐磨性。
四、稳定化处理
稳定化处理是指在弹簧的热处理过程中,采取一定的措施消除弹簧在使用过程中由于应力松弛而引起的形状变化。
常用的稳定化处理方法包括加热处理和老化处理。
加热处理是通过将弹簧加热到一定的温度并保持一定时间,使弹簧内部的结构更加稳定,减少应力松弛的可能性。
老化处理是在弹簧使用一段时间后,对其进行重新加热并进行短时间的保温,使弹簧内部的应力得到进一步松弛和稳定。

压缩弹簧计算器以弹簧设计来图弹簧加工制造为主怎么去设计计算一个合理的弹簧下面我给大家介绍下大至的计算方法,目前,广泛应用的弹簧应力和变形的计算公式是根据材料力学推导出来的。
若无一定的实际经验,很难设计和制造出高精度的弹簧,随着设计应力的提高,以往的很多经验不再适用。
例如,弹簧的设计应力提高后,螺旋角加大,会使弹簧的疲劳源由簧圈的内侧转移到外侧,所有的计算也只是给我们一个大的方向从而减少研发成本。
下面我给大家介绍下大至的计算方法。
首先,我们要明确我们所设计的弹簧有什么要求。
如下图,这是一个最基本的压缩弹簧的装配图和弹簧图纸。
通过装配件我们要确定我们的弹簧应当用什么节构,外径或是内径大小,工作行程,载荷及工作环境。
弹簧计算基本公式··含义· c = 弹簧指数(c=D/d; c=D/b) [-] b = 线宽[mm, in]d = 线径[mm, in]D = 弹簧中心直径[mm, in]F = 弹簧负载[N, lb]F0 =内应力[N, lb]G = 剪切弹性模量[MPa, psi]h = 线高[mm, in]k = 弹簧系数[N/mm, lb/in]Ks = 曲线纠正因数[-]· L0 = 弹簧自由长度[mm, in]LH = 弹簧挂钩高度[mm, in]LK =有效截面长度[mm, in]n = 工作线圈数[-]p = 线圈间距[mm, in]s = 弹簧变形量[mm, in]Ψ= 形状系数 [-] (e.g. DIN 2090)t = 弹簧材料拉伸应力 [MPa, psi]t0 = 内应力 [MPa, psi]·曲线修正因素线圈弯曲导致额外的线圈弯曲应力。
因此计算使用校正因数来纠正压力。
对于圆截面线圈弹簧,校正因数是由几个经验公式决定的。
计算使用以下的关系式:KS=1+0.5/C对于方形截面弹簧,校正系数由来自适当的列线图的所给弹簧直径比 b/h 来决定的。
汽车弹簧的生产工艺流程英文回答:The production process of car springs involves several steps to ensure the quality and durability of the springs. Here, I will explain the process in detail.1. Material selection: The first step in the production process is to select the appropriate material for the springs. Generally, spring steel is used due to its high strength and elasticity. The steel is carefully chosen based on its composition and properties.2. Cutting and shaping: Once the material is selected, it is cut into the desired length and shape. This can be done using various methods such as shearing, sawing, or laser cutting. The cut steel is then shaped into the required form using specialized machines.3. Heating and tempering: After shaping, the steel isheated to a specific temperature and then rapidly cooled to increase its strength and flexibility. This process is known as tempering. It helps to remove any internal stresses in the steel and improves its overall performance.4. Coiling: The tempered steel is then coiled into the desired shape of the spring. This is done using a coiling machine that carefully winds the steel around a mandrel. The size and shape of the mandrel determine the final dimensions of the spring.5. Grinding and finishing: The coiled springs are then ground to remove any excess material and to achieve a smooth surface finish. This step is important to ensurethat the springs fit properly and function smoothly in the car's suspension system.6. Shot peening: Shot peening is a process in which small metal particles are shot at the surface of the springs to induce compressive stress. This helps to increase the fatigue life of the springs and prevent any premature failures.7. Inspection and testing: Once the springs are manufactured, they undergo rigorous inspection and testing to ensure their quality. This includes checking for any defects, measuring their dimensions, and testing their performance under different loads and conditions.8. Packaging and shipping: Finally, the finished springs are packaged and prepared for shipping to the car assembly plants. They are carefully packed to prevent any damage during transportation.中文回答:汽车弹簧的生产工艺流程包括几个步骤,以确保弹簧的质量和耐用性。
涡卷弹簧技术要求
涡卷弹簧是一种能够在平面内产生扭转的弹簧,通常用于吸收冲击和振动。
以下是涡卷弹簧技术要求:
1. 材料选择:涡卷弹簧通常使用优质碳素结构钢制造,含碳量在0.6%-0.9%之间,以确保高的弹性极限和疲劳强度。
2. 热处理:弹簧钢需要有一定的淬透性,以保证整个截面都能获得足够的硬度和强度。
同时,要避免在热处理过程中发生脱碳,以保持表面的良好性能。
3. 表面质量:涡卷弹簧的表面应具有良好的质量,无明显的缺陷,如裂纹、折叠、夹杂物等,这些都可能影响弹簧的性能和寿命。
4. 设计计算:在设计涡卷弹簧时,需要遵循相关的标准和技术条件,如JB/T 7366-1994《平面涡卷弹簧设计计算》等,确保弹簧的性能满足特定的应用需求。
5. 绕制工艺:制作涡卷弹簧时,需要设计专门的阿基米德螺旋线型模具,并采用合适的绕制工艺,如手持绕制法、车床绕制法或专用工具绕制法。
6. 固定方式:涡卷弹簧的固定端可以采用不同的固定方式,包括铰式固定、销式固定、V形固定、衬片固定等,以适应不同的安装和使用条件。
7. 工作条件:涡卷弹簧一般在静载荷下工作,其刚度较小,但由于可以有较多的卷绕圈数,因此能在较小的体积内储存较多的能
量。
8. 金相检验:对于60Si2Mn钢等特定材料的涡卷弹簧,还需要进行金相检验,以确保材料的微观组织符合要求。
9. 喷丸技术:为了提高涡卷弹簧的疲劳寿命,可以采用喷丸技术来改善其表面的应力状态。
综上所述,涡卷弹簧的技术要求涉及到材料选择、热处理、表面质量、设计计算、绕制工艺、固定方式、工作条件、金相检验和喷丸技术等多个方面,确保弹簧能够在不同的应用环境中提供稳定可靠的性能。
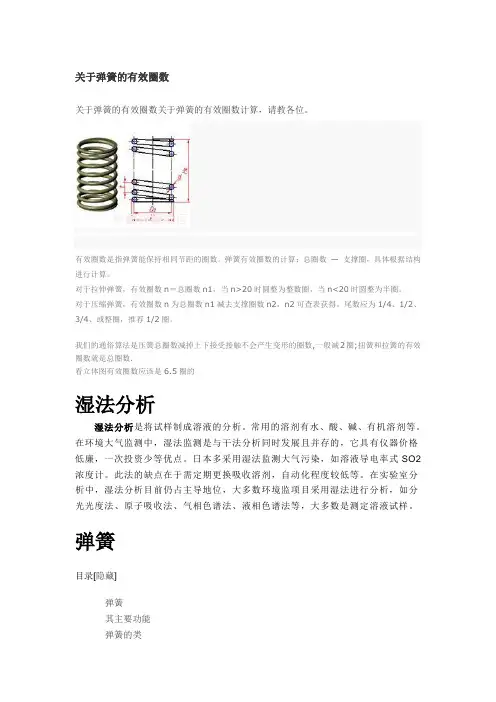
关于弹簧的有效圈数关于弹簧的有效圈数关于弹簧的有效圈数计算,请教各位。
有效圈数是指弹簧能保持相同节距的圈数。
弹簧有效圈数的计算:总圈数—支撑圈,具体根据结构进行计算。
对于拉伸弹簧,有效圈数n=总圈数n1,当n>20时圆整为整数圈,当n<20时圆整为半圈。
对于压缩弹簧,有效圈数n为总圈数n1减去支撑圈数n2,n2可查表获得。
尾数应为1/4、1/2、3/4、或整圈,推荐1/2圈。
我们的通俗算法是压簧总圈数减掉上下接受接触不会产生变形的圈数,一般减2圈;扭簧和拉簧的有效圈数就是总圈数.看立体图有效圈数应该是6.5圈的湿法分析湿法分析是将试样制成溶液的分析。
常用的溶剂有水、酸、碱、有机溶剂等。
在环境大气监测中,湿法监测是与干法分析同时发展且并存的,它具有仪器价格低廉,一次投资少等优点。
日本多采用湿法监测大气污染,如溶液导电率式SO2浓度计。
此法的缺点在于需定期更换吸收溶剂,自动化程度较低等。
在实验室分析中,湿法分析目前仍占主导地位,大多数环境监项目采用湿法进行分析,如分光光度法、原子吸收法、气相色谱法、液相色谱法等,大多数是测定溶液试样。
弹簧目录[隐藏]弹簧其主要功能弹簧的类弹簧各部分名称:弹簧的规定画法弹簧的应用利用弹簧的功能[编辑本段]弹簧弹簧是一种利用弹性来工作的机械零件。
一般用弹簧钢制成。
用以控制机件的运动、缓和冲击或震动、贮蓄能量、测量力的大小等,广泛用于机器、仪表中。
按形状分,主要有螺旋弹簧、涡卷弹簧、板弹簧等。
[编辑本段]其主要功能①控制机械的运动,如内燃机中的阀门弹簧、离合器中的控制弹簧等。
②吸收振动和冲击能量,如汽车、火车车厢下的缓冲弹簧、联轴器中的吸振弹簧等。
③储存及输出能量作为动力,如钟表弹簧、枪械中的弹簧等。
④用作测力元件,如测力器、弹簧秤中的弹簧等。
弹簧的载荷与变形之比称为弹簧刚度,刚度越大,则弹簧越硬。
按受力性质,弹簧可分为拉伸弹簧、压缩弹簧、扭转弹簧和弯曲弹簧,按形状可分为碟形弹簧、环形弹簧、板弹簧、螺旋弹簧、截锥涡卷弹簧以及扭杆弹簧等。
攀枝花学院学生课程设计(论文)题目:50CrMn钢弹簧热处理工艺设计学生姓名:杨华学号:201311102090所在院(系):材料工程学院专业:2013级材料成型及控制工程班级:3班指导教师:孙青竹职称:副教授2016年6 月20 日攀枝花学院教务处制攀枝花学院本科学生课程设计任务书注:任务书由指导教师填写。
摘要本课设计了50CrMn钢弹簧热处理工艺。
50CrMn钢是我国国标中铬锰弹簧钢的一种。
主要用以制造截面较大的和较重要的汽车板簧和螺旋弹簧。
其具有良好的热加工性能和淬透性,缺点是有回火脆性的倾向,因此热处理时注意回火后需快冷。
主要的工艺过程包括预备热处理(退火),预备热处理淬火(840℃,油冷),中温回火(500℃,水冷),喷丸强化处理。
通过这些工艺过程进行恰当的处理可以获得性能良好的材料并且满足各项性能的要求。
关键词:50CrMn钢,完全退火,中温回火,汽车板簧目录摘要 (Ⅰ)1、设计任务 (1) (1) (1)2、设计方案 (2)板簧设计的分析 (2)2. (2) (2) (2) (3)3、设计说明 (4) (4) (4)预备热处理工艺 (5)3.2.2淬火及中温回火热处理工艺 (5)3.2.3喷丸处理 (6)3.2.4物理性能 (7)4、分析与讨论 (8)5、结束语 (9)6、热处理工艺卡片 (10)参考文献 (11)1 设计任务50CrMn钢弹簧热处理工艺设计50CrMn钢是我国国标中铬锰弹簧钢的一种[1]。
其具有良好的热加工性能和淬透性,铬元素提高了钢的硬度和回火稳定性,脱碳的倾向有减小。
缺点是有回火脆性的倾向,因此热处理时注意回火后需快冷。
是碟形弹簧材料的一种。
50CrMn钢由于含有1%左右的铬和锰﹐有较高的淬透性﹐脱碳倾向小﹔缺点是铬和锰均加重回火脆性的倾向﹐回火后需快冷﹐多用以制造截面较大的和较重要的板簧和螺旋弹簧。
2 设计方案50CrMn钢用于缓冲和吸震,承受很大的交变应力和冲击载荷的作用,需要高的屈服强度和疲劳强度。
弹簧国家标准一览中国的弹簧标准化工作始于60年代初期,至今已40多年历史,已经形成了较为完善的标准体系,目前已有弹簧国家标准22项、行业标准30项。
1999年由国家质检总局批准成立全国弹簧标准化技术委员会(SAC/TC235),弹簧标准化工作得以全面推进。
2004年国际上成立了ISO/TC 227 (弹簧),我国以成员身份参与工作,这标志着中国弹簧标准化工作进入了新的阶段,即;全面跟踪、实质性参与工作阶段。
弹簧标准目录:GB/T 1239.2 —1989冷卷圆柱螺旋压缩弹簧技术条件GB/T 1239.3 —1989冷卷圆柱螺旋扭转弹簧技术条件GB/T 1239.4 —1989热卷圆柱螺旋弹簧技术条件GB/T 1239.6 —1989圆柱螺旋弹簧设计计算GB/T 1973.1 —1989小型圆柱螺旋弹簧技术条件GB/T 1973.2 —1989小型圆柱螺旋拉伸弹簧尺寸及参数GB/T 1973.3 —1989小型圆柱螺旋压缩弹簧尺寸及参数GB/T 2087 —2001圆柱螺旋拉伸弹尺寸及参数(半圆钩环型)GB/T 2088 —1997圆柱螺旋拉伸弹(圆钩环压中心型)尺寸及参数GB/T 2089 —1994圆柱螺旋压缩弹簧(两端并紧磨平或锻平型)尺寸及参数GB/T 4142 —2001圆柱螺旋拉伸弹尺寸及参数(圆钩环型)GB/T 2785 —1988内燃机气门弹簧技术条件GB/T 2940 —1982柴油机用喷油泵、调速器、喷油器弹簧技术条件GB/T 4036 —1983手表发条GB/T 4037 —1983 手表游丝GB/T 1972 — 2005 碟形弹簧 —1989弹簧减振器 —1992多股圆柱螺旋弹簧-1988地弹簧-2001弹簧术语-1993圆柱螺旋弹簧尺寸系列1993耐高温弹簧技术条件—2004汽车悬架用螺旋弹簧技术条件 —2004摩托车减震弹簧技术条件—2004气弹簧设计计算1993扁钢丝圆柱螺旋压缩弹簧1993平面涡卷弹簧技术条件1994平面涡卷弹簧设计计算1997橡胶一金属螺旋复合弹簧2000 60Si2Mn 钢螺旋弹簧金相检验 2000圆柱螺旋弹簧喷丸 技术规范 —1993液压件圆柱螺旋压缩弹簧技术条件 —1993液压件圆柱螺旋压缩弹簧设计计算 —1996压缩气弹簧—1996可锁定气弹簧—2000圆柱螺旋压缩弹簧超声波探伤方法 JB/T 7757.1 — 1995机械密封用圆柱螺旋弹簧 GB/T 10867 GB/T 13828 GB/T 9296 GB/T 1805 GB/T 1358 JB/T 6655 - JB/T 10416 JB/T 10417 JB/T 10418 JB/T 6653 - JB/T 6654 - JB/T 7366 - JB/T 8584 - JB/T 9129 - JB/T 9127 - JB/T 3338.1 JB/T 3338.2 JB/T 8046.1 JB/T 8046.2 JB/T 7367.1JB/T 7283 -1994农业机械钢板弹簧技术条件JB/T 50022 - 1994农业机械钢板弹簧产品质量分等JB/T 3383 - 1983汽车钢板弹簧台架试验方法JB/T 3782 - 1984汽车钢板弹簧金相检验标准JB/T 539 - 1984汽车钢板弹簧销和吊耳技术条件ZB T 06001 - 1988汽车钢板弹簧喷丸处理规范QCn29035 - 1991汽车钢板弹簧技术条件QC/T 29103 - 1992汽车钢板弹簧质量分等规定JB/T 53394 - 2000碟形弹簧产品质量分等JB/T 3396 - 2000液压件圆柱螺旋压缩弹簧产品质量分等JB/T 58700 - 2000弹簧产品质量分等总则JB/T 58701 - 2000小型圆柱螺旋弹簧产品质量分等JB/T 58702 - 2000圆柱螺旋弹簧产品质量分等JB/T 7944 - 2000圆柱螺旋弹簧抽样检查。
弹簧国家标准一览中国的弹簧标准化工作始于60年代初期,至今已40多年历史,已经形成了较为完善的标准体系,目前已有弹簧国家标准22项、行业标准30项。
1999年由国家质检总局批准成立全国弹簧标准化技术委员会(SAC/TC235),弹簧标准化工作得以全面推进。
2004年国际上成立了ISO/TC 227(弹簧),我国以成员身份参与工作,这标志着中国弹簧标准化工作进入了新的阶段,即;全面跟踪、实质性参与工作阶段。
-------------------------------------弹簧标准目录:GB/T 1239.2-1989 冷卷圆柱螺旋压缩弹簧技术条件GB/T 1239.3-1989 冷卷圆柱螺旋扭转弹簧技术条件GB/T 1239.4-1989 热卷圆柱螺旋弹簧技术条件GB/T 1239.6-1989 圆柱螺旋弹簧设计计算GB/T 1973.1-1989 小型圆柱螺旋弹簧技术条件GB/T 1973.2-1989 小型圆柱螺旋拉伸弹簧尺寸及参数GB/T 1973.3-1989 小型圆柱螺旋压缩弹簧尺寸及参数GB/T 2087-2001 圆柱螺旋拉伸弹尺寸及参数(半圆钩环型)GB/T 2088-1997 圆柱螺旋拉伸弹(圆钩环压中心型)尺寸及参数GB/T 2089-1994 圆柱螺旋压缩弹簧(两端并紧磨平或锻平型)尺寸及参数GB/T 4142-2001 圆柱螺旋拉伸弹尺寸及参数(圆钩环型)GB/T 2785-1988 内燃机气门弹簧技术条件GB/T 2940-1982 柴油机用喷油泵、调速器、喷油器弹簧技术条件GB/T 4036-1983 手表发条GB/T 4037-1983 手表游丝GB/T 1972-2005 碟形弹簧GB/T 10867-1989 弹簧减振器GB/T 13828-1992 多股圆柱螺旋弹簧GB/T 9296-1988 地弹簧GB/T 1805-2001 弹簧术语GB/T 1358-1993 圆柱螺旋弹簧尺寸系列JB/T 6655-1993 耐高温弹簧技术条件JB/T 10416-2004 汽车悬架用螺旋弹簧技术条件JB/T 10417-2004 摩托车减震弹簧技术条件JB/T 10418-2004 气弹簧设计计算JB/T 6653-1993 扁钢丝圆柱螺旋压缩弹簧JB/T 6654-1993 平面涡卷弹簧技术条件JB/T 7366-1994 平面涡卷弹簧设计计算JB/T 8584-1997 橡胶—金属螺旋复合弹簧JB/T 9129-2000 60Si2Mn钢螺旋弹簧金相检验JB/T 9127-2000 圆柱螺旋弹簧喷丸技术规范JB/T 3338.1-1993 液压件圆柱螺旋压缩弹簧技术条件JB/T 3338.2-1993 液压件圆柱螺旋压缩弹簧设计计算JB/T 8046.1-1996 压缩气弹簧JB/T 8046.2-1996 可锁定气弹簧JB/T 7367.1-2000 圆柱螺旋压缩弹簧超声波探伤方法JB/T 7757.1-1995 机械密封用圆柱螺旋弹簧JB/T 7283-1994 农业机械钢板弹簧技术条件JB/T 50022-1994 农业机械钢板弹簧产品质量分等JB/T 3383-1983 汽车钢板弹簧台架试验方法JB/T 3782-1984 汽车钢板弹簧金相检验标准JB/T 539-1984 汽车钢板弹簧销和吊耳技术条件ZB T 06001-1988 汽车钢板弹簧喷丸处理规范QCn29035-1991 汽车钢板弹簧技术条件QC/T 29103-1992 汽车钢板弹簧质量分等规定JB/T 53394-2000 碟形弹簧产品质量分等JB/T 3396-2000 液压件圆柱螺旋压缩弹簧产品质量分等JB/T 58700-2000 弹簧产品质量分等总则JB/T 58701-2000 小型圆柱螺旋弹簧产品质量分等JB/T 58702-2000 圆柱螺旋弹簧产品质量分等JB/T 7944-2000 圆柱螺旋弹簧抽样检查。
VDFI德国弹簧工业协会规程————————————————————————————————作者:————————————————————————————————日期:德国弹簧工业协会规程金属喷丸方法钢丸质量要求,检验VDFI 80011994年10月版取代1982年12月版1.目的在正规情况下,弹簧工业领域中用喷丸方法来更好影响弹簧在动态负荷时的使用特性。
此时所用的喷丸硬化方法是一种制造方法,其结果直接与所用的喷丸种类有关。
因此对其要求范围来说,必须对喷丸方法提出比德国工业标准DIN8201第4部分(固体喷丸方法,钢丸)更高和更进一步的要求。
2.使用范围本规程适用于供货状态的按表1规定直径的钢丸。
3.定义钢丸是指使用喷丸时的状态。
钢丸分别按应用情况有各种不同的圆度。
这种喷丸的标准化缩写符号按德国工业标准DIN8201第1部分G的规定。
其它定义规程是德国工业标准DIN8200。
4.标示喷丸标示按德国工业标准DIN8201第4部分规定,由下列组成:名称喷丸方式的缩写符号喷丸形状的缩写符号圆度喷丸标称直径维氏硬度范围的缩写符号本规程的缩写符号举例喷丸方法钢喷丸,按标准系列图1的圆度,喷丸的标准直径0.9mm,按本规程的硬度范围610~670HV1的标示为:StD-G1 0.9HV640-VDFI80015.要求5.1 材质对于钢丸的制造,使用按德国工业标准DIN17140规定的轧制线材作为原始材料。
5.2 钢丝(线材)钢丸的原始材料用按德国工业标准DIN17220第1部分规定的给予专利权(铅浴处理)的拉拔钢丝。
抗拉强度要达到表1所规定的硬度来调节。
所用的新制钢丝的原始材料,其表面不得有深的裂纹,刻痕和缩孔。
表面必须干燥以及无油和腐蚀。
作为防腐蚀的镀层,如果没有特殊协议,不容许用如镉、锌、锡和涂料。
可以用表面磷酸盐处理的钢丝。
5.3 粒的形状和尺寸5.3.1 目检本规程第4页(原文)所示的图应视为标准系列。
中华人民共和国汽车行业标准QCn 29035—1991代替 JB 523—85JB 4046—85汽车钢板弹簧技术条件1 主题内容与适用范围本标准规定了汽车钢板弹簧的材料、尺寸精度、性能要求、试验方法和检验规则等。
本标准适用于各类汽车及挂车的钢板弹簧。
2 引用标准GB 1222 弹簧钢JB 3782 汽车钢板弹簧金相检验标准ZB T06 001 汽车钢板弹簧喷丸处理规程JB 3383 汽车钢板弹簧台架试验方法3 一般要求3.1 汽车钢板弹簧总成应符合本标准的要求,并按照经规定程序批准的图样和技术文件制造,有特殊要求的汽车钢板弹簧,应与制造单位另订协议,并在产品图样中注明。
3.2 汽车钢板弹簧片不应有对使用有害的过热过烧等缺陷。
3.3 汽车钢板弹簧片,应在拉伸表面按ZB T06 001规定进行喷丸处理。
3.4 汽车钢板弹簧片的摩擦面上装配前应涂以石墨润滑脂(片间有垫片的除外)。
3.5 汽车钢板弹簧总成应涂漆。
但卷耳衬套(装橡胶衬套的除外),不得涂漆,该处应采取其他防锈措施。
4 材料4.1 汽车钢板弹簧片所用的材料为热轧弹簧钢,按GB 1222的规定选用。
4.2 汽车钢板弹簧片经热处理后,硬度为HB 375~444。
4.3 汽车钢板弹簧片的金相组织应符合JB 3782中的有关规定。
4.4 汽车钢板弹簧片,每边总的脱碳层(铁素体+过渡层)深度不得超过表1的规定。
表 15 尺寸精度5.1 汽车钢板弹簧卷耳装入衬套后,卷耳轴线的倾斜(如图1的两个方向上)的偏差不大于1%。
5.2 汽车钢板弹簧总成夹紧后,在U型螺栓夹紧距离及支架滑动范围内的总成宽度应符合表2的规定。
表 2mm5.3 汽车钢板弹簧总成(平直时)两卷耳轴心距的偏差不大于±3mm,一端卷耳至弹簧片中心孔(或定位凸包)的偏差,不大于±1.5mm。
5.4 汽车钢板弹簧总成,在静负荷下的弧高偏差不大于±6mm,重型汽车不大于±8mm。
喷丸强化对不同材料零件的作用
高强度钢
有喷丸强化引入的残余压应力是最终拉应力强度的一个百分比,该比率随着零件材料本身强度/硬度增加而增加。
高强度/硬度的金属更脆,且对表面缺陷更敏感。
对其进行喷丸强化,能让这些高强度金属可以应用在易发生疲劳的工作条件下。
飞机起落架通常设计的疲劳强度为300 ksi (2068 MPa),结合喷丸强化。
图2-1显示了喷丸强化与高强度金属应用的关系。
没经过喷丸强化的,机加工后的钢制零件在硬度为30 HRC.左右能取得最佳的疲劳属性。
如材料强度/硬度超过这个水平,其疲劳强度会由于对表面缺口的敏感性和脆性增加而降低。
通过导入的压应力,疲劳强度与增加的强度/硬度成比率提高。
当材料硬度为52 HRC,强化后的疲劳强度可达144 ksi (993 MPa),比未经过强化的同样材料抗疲劳强度增加了2倍多
利用喷丸强化改善高强度/硬度零件的典型应用包括对扳手和冲击工具等。
此外,表面的浅刮痕对于经过喷丸强化的高强度钢的疲劳强度影响不大,而对于未经强化的则破坏性很大。
渗碳钢
渗碳和渗氮都是热处理过程,能让钢表面具有非常高的硬度。
通常在55~62 HRC。
渗碳钢强化的好处在于:
●在~200 ksi (1379 MPa)或更高的高应力水平下,能提供卓越的疲劳属性
●减少表面晶格间因氧化而造成渗碳异常情况
对于完全渗碳和渗氮处理过的零件,要取得最佳的抗疲劳属性,建议使用硬度为55-62 HRC 的丸料。
脱碳
脱碳是在热处理过程,铁合金表面碳含量减少。
脱碳会降低高强度钢(240 ksi, 1650 MPa 或以上)的疲劳强度70-80%;能降低低强度钢(2140-150 ksi, 965-1030 MPa)的疲劳强度45-55%。
脱碳对于疲劳属性的破坏力与脱碳层深度并无特别的关系。
脱碳层在0.003英寸深度,其破坏力与0.030英寸深度是一样的。
强化工艺被证实为一种有效的方法,能恢复大部分由于脱碳过程损失的疲劳强度。
因为多数零件的脱碳层不容易确定,所以当怀疑零件有脱碳情况时,建议对其进行强化处理以确保零件完好的抗疲劳属性。
如果一个高硬度(58+ HRC)齿轮在强化后,表面呈现异常的严重凹陷,这可能被怀疑有脱碳存在。
脱碳还经常伴有残余奥氏体的不良冶金状态。
通过冷加工的喷丸强化,能减少残余奥氏体百分比。
奥贝球铁
改善过的奥贝球铁在一些工程领域,能替代铸钢、铸件、焊接件。
它具有优良强重比和耐磨性。
奥贝球铁在某些高强度应用条件下,也能取代铝,它的密度是铝的 2.5倍,而强度则是铝的3倍以上。
通过喷丸强化,该材料的弯曲疲劳强度还能提高75%。
某些等级的奥贝球铁经强化后,能媲比用于齿轮制造的渗碳钢。
铸铁
近年来,球墨铸铁件的需求逐年增加,因为它具有相对较高的抗疲劳载荷性能。
球墨铸铁件通常是没经过机加工,用于需承受载荷应力工作状况下。
铸件表面存在的缺陷,如气孔、
浮渣、片状石墨等都会相当程度地减低未经机加工的珠光体球铁的疲劳属性。
根据铸铁件表面的缺陷状况,零件的疲劳极限严重的,会降低40%之多。
喷丸强化能改善表面存在小缺陷的铸铁件之疲劳属性。
比如,柴油机缸体内衬护板件。
在试验中使用了最大的强化强度,疲劳极限低于完全机加工过的零件样本疲劳极限6%左右。
如果没有经过强化,疲劳极限低于完全机加工过的零件样本疲劳极限20%。
此外,从外观看,经过强化的铸铁件表面呈现抛光效果,光泽、光滑。
铝合金
传统的高强度铝合金(2000系列和7000系列)由于其具有高强重比,早已普遍应用在航空领域。
以下一些铝合金材料在航空/航天制造业方面的应用也逐渐增加,喷丸强化工艺对其也具有很好的效果:
●铝锂合金 (Al-Li)
●等向性金属基复合材料(MMC)
●铸铝 (Al-Si)
钛
高周弯曲疲劳(HCF) –图2-4所示的钛高周弯曲疲劳,比较了高性能欧洲赛车上所用的钛合金连杆之疲劳属性。
通过喷丸强化,钛合金连杆比钢制连杆,重量减轻了40%而疲劳极限则增加了20%。
低周弯曲疲劳(LCF) –图2-5显示了对一个旋转发动机零件上的燕尾槽进行喷丸强化后的结果。
有2条未经强化的基准载荷曲线。
使用了喷丸强化后,循环疲劳曲线明显改善
肽材料低周弯曲疲劳(LCF)最常见的应用是对于旋转涡轮发动机零件(如涡轮盘、转子、轴),
这些零件在喷丸强化后能提高耐用性。
每一次的起飞和降落视为一个循环次数。
镁
镁合金通常不需要进行抗疲劳处理。
但如果考虑到降低重量,改善零件强-重比的时,利用喷丸强化能提高零件25-35%的疲劳强度。
粉末冶金
合理的强化能延长合金烧结钢耐疲劳极限22%。
汽车零件如齿轮、连杆是粉末冶金材质进行强化的典型应用,特别对于高密度的粉末冶金锻造件,强化以提高疲劳属性非常有效。
通过喷丸强化,使表面致密化,能极大地提高疲劳极限度,特别适用于长期处于弯曲疲劳服役条件下的零件。
喷丸处理
喷丸处理也称喷丸强化,是提高零件疲劳寿命的有效方法之一,喷丸处理就是将高速弹丸流喷射到弹簧表面,使弹簧表层发生塑性变形,而形成一定厚度的强化层,强化层内形成较高的残余应力,由于弹簧表面压应力的存在,当弹簧承受载荷时可以抵消一部分抗应力,从而提高弹簧的疲劳强度。
喷丸是用来清除厚度不小于2mm的或不要求保持准确尺寸及轮廓的中型、大型金属制品以及铸锻件上的氧化皮、铁锈、型砂及旧漆膜。
是表面涂(镀)覆前的一种清理方法。
广泛用于大型造船厂、重型机械厂、汽车厂等。
喷丸强化是一个冷处理过程,它被广泛用于提高长期服役于高应力工况下金属零件,如飞机引擎压缩机叶片、机身结构件、汽车传动系统零件等的抗疲劳属性。
喷丸强化,是在一个完全控制的状态下,将无数小圆形称为钢丸的介质高速且连续喷射,捶打到零件表面,从而在表面产生一个残余压应力层。
因为当每颗钢丸撞击金属零件上,宛如一个微型棒捶敲打表面,捶出小压痕或凹陷。
为形成凹陷,金属表层必定会产生拉伸。
表层下,压缩的晶粒试图将表面恢复到原来形状,从而产生一个高度压缩力作用下的半球。
无数凹陷重叠形成均匀的残余压应力层。
最终,零件在压应力层保护下,极大程度地改善了抗疲劳强度,延长了安全工作寿命。
喷丸又分为喷丸和喷砂。
用喷丸进行表面处理,打击力大,清理效果明显。
但喷丸对薄板工件的处理,容易使工件变形,且钢丸打击到工件表面(无论抛丸或喷丸)使金属基材产生变形,由于Fe3o4和Fe2o3没有塑性,破碎后剥离,而油膜与基材一同变形,所以对带有油污的工件,抛丸、喷丸无法彻底清除油污。
在现有的工件表面处理方法中,清理效果最佳的还数喷砂清理。
喷砂适用于工件表面要求较高的清理。
但是我国目前通用喷砂设备中多由铰龙、刮板、斗式提升机等原始笨重输砂机械组成。
用户需要施建一个深地坑及做防水层来装置机械,建设费用高,维修工作量及维修费用极大,喷砂过程中产生大量的矽尘无法清除,严重影响操作工人的健康并污染环境。
喷丸强化分为一般喷丸和应力喷丸。
一般处理时,钢板在自由状态下,用高速钢
丸打击钢板的里面,使其表面产生预压应力。
以减少工作中钢板表面的拉应力,增加使用寿命。
应力喷丸处理是将钢板在一定的作用力下的预先弯曲,然后进行喷丸处理。