第5章流水线作业
- 格式:ppt
- 大小:382.50 KB
- 文档页数:41
第一章、概论1、在计算机系统的层次结构中,从低层到高层,各层相对顺序正确的是( )。
A .汇编语言机器级——操作系统机器级——高级语言机器级B .微程序机器级——传统机器语言机器级——汇编语言机器级C .传统机器语言机器级——高级语言机器级——汇编语言机器级D .汇编语言机器级——应用语言机器级——高级语言机器级2、直接执行微指令的是( )。
A .汇编程序B .编译程序C .硬件D .微指令程序3、在计算机的系统结构设计中,提高硬件功能实现的比例会( )。
A .提高硬件利用率B .提高系统的运行速度C .减少需要的存储器量D .提高系统的性能价格比4、在计算机的系统结构设计中,提高软件功能实现的比例会( )。
A .提高解题速度B .减少需要的存储器量C .提高系统的灵活性D .提高系统的性能价格比5、在CISC 中,各种指令的使用频度相差悬殊,大致有以下的结果。
大约有 (比例)的指令使用频度较高,占据了 (比例)的处理机时间。
名词解释:CPI 、 Amdahl 定律、局部性原理、透明性1、 计算机系统的Flynn 分类法是按什么来分类的,共分为哪几类,简要说明各类的特征。
2、如有一个经解释实现的计算机,可以按功能划分成4级。
每一级为了执行一条指令需要下一级的N 条指令解释。
若执行第一级的一条指令需K ns 时间,那么执行第2、3、4级的一条指令各需用多少时间。
4、用一台40MHZ 处理机执行标准测试程序,它含的混合指令数和相应所需的时钟周期数如下:求有效CPI 、MIPS 速率和程序的执行时间。
5、假设高速缓存Cache 的工作速度为主存的5倍,且Cache 被访问命中的概率为90%,那么采用Cache 后能使整个存储系统获得多高的加速币?6、如果某计算机系统有3个部件可以改进,则这三个部件经改进后的加速比分别为:S1=30,S2=20,S3=10。
(1)如果部件1和部件2改进前的执行时间占整个系统执行时间的比例都为30%,那么,部件3改进前的执行时间占整个系统执行时间的比例为多少,才能使3个部件都改进后的整个系统的加速比Sn 达到10?36%(2)如果3个部件改进前执行时间占整个系统执行时间的比例分别为30%、30%和20%,那么,3个部件都改进后系统的加速比是多少?未改进部件执行时间在改进后的系统执行时间中占的比例是多少?4.1,0.82指令类型 指令数 时钟周期数 整数运算 45000 1 数据传送 32000 2 浮点 15000 2 控制传送 8000 21、RISC思想的精华是。
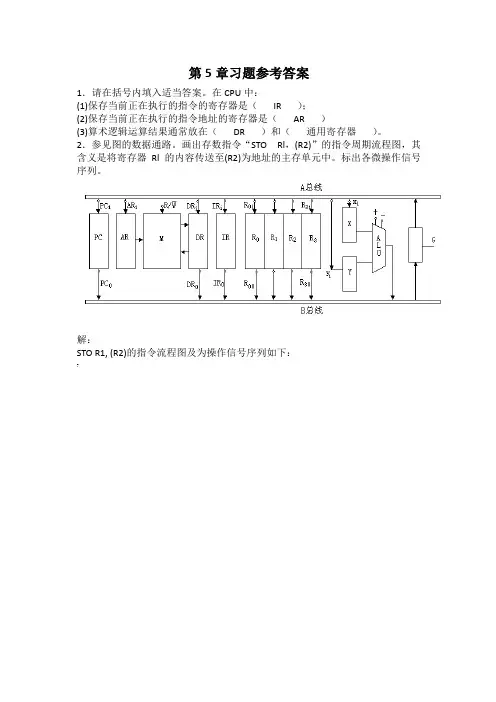
第5章习题参考答案1.请在括号内填入适当答案。
在CPU中:(1)保存当前正在执行的指令的寄存器是(IR );(2)保存当前正在执行的指令地址的寄存器是(AR )(3)算术逻辑运算结果通常放在(DR )和(通用寄存器)。
2.参见图的数据通路。
画出存数指令“STO Rl,(R2)”的指令周期流程图,其含义是将寄存器Rl的内容传送至(R2)为地址的主存单元中。
标出各微操作信号序列。
解:STO R1, (R2)的指令流程图及为操作信号序列如下:?STO R1, (R2)R/W=RDR O, G, IR iR2O, G, AR iR1O, G, DR iR/W=W3.参见图的数据通路,画出取数指令“LAD (R3),R0”的指令周期流程图,其含义是将(R3)为地址主存单元的内容取至寄存器R2中,标出各微操作控制信号序列。
解:LAD R3, (R0)的指令流程图及为操作信号序列如下:PC O , G, AR i R/W=R DR O , G, IR iR 3O , G, AR i DR O , G, R 0iR/W=R LAD (R3), R04.假设主脉冲源频率为10MHz ,要求产生5个等间隔的节拍脉冲,试画出时序产生器的逻辑图。
!解:5.如果在一个CPU 周期中要产生3个节拍脉冲;T l =200ns ,T 2=400ns ,T 3=200ns ,试画出时序产生器逻辑图。
解:取节拍脉冲T l 、T 2、T 3的宽度为时钟周期或者是时钟周期的倍数即可。
所以取时钟源提供的时钟周期为200ns ,即,其频率为5MHz.;由于要输出3个节拍脉冲信号,而T 3的宽度为2个时钟周期,也就是一个节拍电位的时间是4个时钟周期,所以除了C 4外,还需要3个触发器——C l 、C 2、C 3;并令211C C T *=;321C C T *=;313C C T =,由此可画出逻辑电路图如下:、6.假设某机器有80条指令,平均每条指令由4条微指令组成,其中有一条取指微指令是所有指令公用的。
第5章课后习题1.填空题(1) 衡量流水线性能的主要指标有(2) 指令乱序流动可能造成(3) 解决数据相关主要有(4) 超标量处理机开发的是行性。
(1). 吞吐率、加速比、效率(2). 先写后读、先读后写、写写(3). 推后分析、设置专用路径(4). 空间、时间2.假设一条指令的执行过程分为"取指令"、"分析"和"执行"三段,每一段的时间分别为△t、2△t和3△t。
在下列各种情况下,分别写出连续执行n条指令所需要的时间表达式。
(1) 顺序执行方式。
(2) 仅"取指令"和"执行"重叠。
(3) "取指令"、"分析"和"执行"重叠。
第2题(1) 顺序执行时每条指令用时=△t+2△t+3△t=6△t,因此n条指令所需要的时间=6n*△t(2) 第一条指令完成需要时间=△t+2△t+3△t=6△t,根据题义,下一条指令的"取指令"与上一条指令"执行"的最后一个△t重叠。
因此,自从第一条指令完成后,每隔4△t完成一条指令。
所以余下的n-1条指令用时(n-1)*4△t.所以,n条指令所需要的时间=6△t+(n-1)*4△t=2(2n+1)△t。
(3) 第一条指令完成需要时间=△t+2△t+3△t=6△t,由于一条指令的"取指令"和"分析"阶段和下一条指令的"执行"阶段重叠,因此,此后每3△t 完成一条指令,余下的n-1条指令用时(n-1)*3△t.因此n条指令所需要的时间=6△t+(n-1)*3△t=3(n+1)△t3.用一条5个功能段的浮点加法器流水线计算F=。
每个功能段的延迟时间均相等,流水线的输出端与输入端之间有直接数据通路,而且设置有足够的缓冲寄存器。
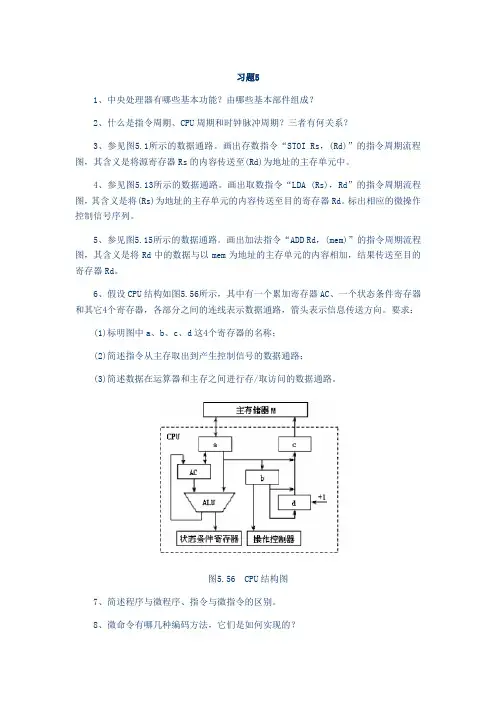
习题51、中央处理器有哪些基本功能?由哪些基本部件组成?2、什么是指令周期、CPU周期和时钟脉冲周期?三者有何关系?3、参见图5.1所示的数据通路。
画出存数指令“STOI Rs,(Rd)”的指令周期流程图,其含义是将源寄存器Rs的内容传送至(Rd)为地址的主存单元中。
4、参见图5.13所示的数据通路。
画出取数指令“LDA (Rs),Rd”的指令周期流程图,其含义是将(Rs)为地址的主存单元的内容传送至目的寄存器Rd。
标出相应的微操作控制信号序列。
5、参见图5.15所示的数据通路。
画出加法指令“ADD Rd,(mem)”的指令周期流程图,其含义是将Rd中的数据与以mem为地址的主存单元的内容相加,结果传送至目的寄存器Rd。
6、假设CPU结构如图5.56所示,其中有一个累加寄存器AC、一个状态条件寄存器和其它4个寄存器,各部分之间的连线表示数据通路,箭头表示信息传送方向。
要求:(1)标明图中a、b、c、d这4个寄存器的名称;(2)简述指令从主存取出到产生控制信号的数据通路;(3)简述数据在运算器和主存之间进行存/取访问的数据通路。
图5.56 CPU结构图7、简述程序与微程序、指令与微指令的区别。
8、微命令有哪几种编码方法,它们是如何实现的?9、简述机器指令与微指令的关系。
10、某机的微指令格式中有10个独立的控制字段C0~C9,每个控制字段有Ni个互斥控制信号,Ni的值如下:请回答:(1)如果这10个控制字段,采用编码表示法,需要多少控制位?(2)如果采用完全水平型编码方式,需要多少控制位?11、假设微地址转移逻辑表达式如下:μA4=P2·ZF·T4μA3=P1·IR15·T4μA2=P1·IR14·T4μA1=P1·IR13·T4μA0=P1·IR12·T4其中μA4~μA0为微地址寄存器的相应位,P1和P2为判别标志,ZF为零标志,IR15~IR12为指令寄存器IR的相应位,T4为时钟脉冲信号。
流水线工作原理
流水线工作原理是一种用于提高计算机或生产线等工作效率的工作方式。
它将一个复杂的任务分为多个简单的子任务并行进行,并利用管道传递数据,使各个子任务能够同时进行,从而提高整个系统的处理速度。
具体而言,流水线工作原理包括以下几个重要组成部分:
1. 分阶段工作:流水线将整个任务分为多个阶段,每个阶段都有特定的功能和任务。
例如,在计算机中,一个简单的指令执行可以分为取指、译码、执行等多个阶段。
2. 并行执行:每个阶段都可以同时进行,且不同阶段的处理能够相互独立。
这样可以使得整个系统能够在同一时刻处理多个任务,提高工作效率。
3. 数据传递:不同阶段之间通过管道传递数据。
每个阶段完成自己的任务后,将处理结果传递给下一个阶段,使整个任务能够顺利进行。
4. 流水线寄存器:为了实现数据传递,流水线中使用了一系列的流水线寄存器。
这些寄存器用于存储每个阶段的计算结果,以便在下一个时钟周期传递给下一个阶段使用。
5. 短板效应:流水线的性能主要由最慢的阶段决定,即短板效应。
当一个阶段的处理比其他阶段慢时,整个流水线的效率会受到影响。
总的来说,流水线工作原理通过将一个复杂任务分解为多个简单任务,并行执行,并通过数据传递实现任务的协调与组织,从而提高工作效率。
《数据与计算机通信》(第七版)课后习题参考答案第2章的参考答案2.1 答案:2.2 答案a.b.2.4答案:2.7答案:第3章的参考答案3.13答案3.15答案3.16答案3.19答案26622C=20Mbps,B=3Mbps.C log (1),C 2010310log (1)log (1) 6.67 SNR>=101B SNR SNR SNR =+=⨯<=⨯⨯++>=∴s 已知根据香农定理有则另解:▲补充作业:设采用异步传输,1位起始位,2位终止位,1位奇偶位,每一个信源2位,对下述速率,分别求出相应的有效数据速率(b/s):(1)300Baud (2) 600Baud (3) 1200Baud (4) 4800baud 答:异步传输的数据效率为7/11,而每一个信源2位,2log R B M = , 所以71421111R B B =⨯=(1) 7142381.8/1111R B B b s =⨯==(2) 7142763.6/1111R B B b s =⨯==(3) 71421527.3/1111R B B b s =⨯==(4) 71426109.1/1111R B B b s =⨯==第5章的参考答案5.6 答5.7 答:5.8 答:5.9 答:第6章的参考答案6.1 答:另答: (a)1120%81120%1000041.67240s +=++∴∴=额外开销率为传输速率:2400b/s=240w/s 传输时间为(b)480.59%800048:48104803.3510000101000:10 3.3533.5bits s=+∴⨯===⨯=额外开销8048传输一帧:2400共总耗时(c)异步、同步额外开销不变。
耗时:异步:41.67⨯ 10=416.7s 同步:100⨯3.35=335s(d)耗时:异步:10000104.29600/10s =同步:传输帧耗时:80480.83839600s =1000.838383.83s ∴⨯=共耗时:6.5答案另解:不发生帧差错,则8+1比特总误差不超过50%,即小于50%/9=5.6%,精确率在95%以上。
工业自动化生产流水线改造优化方案第1章项目背景与目标 (3)1.1 项目背景 (3)1.2 改造目标 (3)第2章现有流水线分析 (4)2.1 现有流水线布局 (4)2.2 生产流程与效率分析 (4)2.2.1 生产流程 (4)2.2.2 效率分析 (4)2.3 现有问题与不足 (5)第3章自动化技术概述 (5)3.1 自动化技术发展历程 (5)3.2 自动化技术在工业生产中的应用 (6)第4章改造方案设计 (7)4.1 总体改造方案 (7)4.1.1 改造目标 (7)4.1.2 改造原则 (7)4.1.3 改造步骤 (7)4.2 详细改造方案 (7)4.2.1 设备更新 (7)4.2.2 工艺优化 (7)4.2.3 管理提升 (8)4.3 技术选型与设备选型 (8)4.3.1 技术选型 (8)4.3.2 设备选型 (8)第5章流水线布局优化 (8)5.1 布局设计原则 (8)5.1.1 整体性原则 (8)5.1.2 最短距离原则 (8)5.1.3 安全性原则 (8)5.1.4 灵活性原则 (8)5.1.5 易于管理原则 (9)5.2 新布局方案设计 (9)5.2.1 优化布局目标 (9)5.2.2 布局方案设计 (9)5.3 布局优化效果分析 (9)5.3.1 生产效率分析 (9)5.3.2 物流成本分析 (9)5.3.3 安全性分析 (9)5.3.4 灵活性和管理效率分析 (9)第6章生产线设备自动化改造 (9)6.1 设备选型与配置 (9)6.1.2 设备配置 (10)6.2 控制系统设计与实现 (10)6.2.1 控制系统架构 (10)6.2.2 控制系统硬件设计 (10)6.2.3 控制系统软件设计 (10)6.3 设备调试与优化 (11)6.3.1 设备调试 (11)6.3.2 设备优化 (11)第7章信息化管理与系统集成 (11)7.1 信息化管理平台设计 (11)7.1.1 平台架构设计 (11)7.1.2 数据库设计 (11)7.1.3 系统安全设计 (12)7.2 生产数据采集与分析 (12)7.2.1 数据采集 (12)7.2.2 数据传输 (12)7.2.3 数据分析 (12)7.3 系统集成与互联互通 (12)7.3.1 系统集成 (12)7.3.2 互联互通 (12)7.3.3 信息化管理与智能制造 (12)第8章生产效率提升策略 (12)8.1 生产调度优化 (13)8.1.1 优化调度算法 (13)8.1.2 生产资源动态调整 (13)8.1.3 生产异常快速响应 (13)8.2 生产计划与排程 (13)8.2.1 生产计划优化 (13)8.2.2 排程策略调整 (13)8.2.3 生产计划与排程的信息化 (13)8.3 人员培训与技能提升 (13)8.3.1 制定培训计划 (13)8.3.2 开展多样化培训 (14)8.3.3 激励机制建立 (14)8.3.4 持续改进与优化 (14)第9章质量控制与设备维护 (14)9.1 质量控制策略 (14)9.1.1 概述 (14)9.1.2 质量控制措施 (14)9.2 设备维护与保养 (14)9.2.1 设备维护 (14)9.2.2 设备保养 (14)9.3 故障预防与处理 (15)9.3.2 故障处理 (15)第10章改造效果评估与持续优化 (15)10.1 改造效果评估 (15)10.1.1 产能提升评估 (15)10.1.2 设备运行稳定性评估 (15)10.1.3 质量评估 (15)10.1.4 安全评估 (15)10.2 经济效益分析 (15)10.2.1 投资回报期分析 (15)10.2.2 成本分析 (16)10.2.3 盈利能力分析 (16)10.3 持续优化与升级策略 (16)10.3.1 技术升级策略 (16)10.3.2 管理优化策略 (16)10.3.3 人员培训与技能提升 (16)10.3.4 质量持续改进 (16)10.3.5 设备维护与保养 (16)10.3.6 安全生产改进 (16)第1章项目背景与目标1.1 项目背景全球经济一体化的发展,我国制造业面临着激烈的国内外市场竞争。
流水线作业一、概述流水线作业是一种高效的生产方式,通过将生产过程分成若干独立的步骤,每个步骤由不同的工人或机器独立完成,然后按顺序依次传递给下一个步骤,从而实现高效生产。
二、流水线作业的特点1.任务分工明确:流水线作业将生产过程分解成若干独立的任务,每个任务由专人或专机完成,任务之间相互独立,使生产过程更加清晰明了。
2.高效率:流水线作业将生产过程分割成多个单一任务,每个任务专注于自己的部分,不会浪费时间在任务切换上,提高了生产效率。
3.降低成本:流水线作业使得生产过程标准化、规模化,可以降低单位产品的生产成本,提高竞争力。
4.容错率低:由于每个任务都经过专门培训的人员或专业机器执行,因此出错的可能性较低,保证了整个生产过程的稳定性和可靠性。
三、流水线作业的应用领域1.制造业:汽车制造、电子产品组装等,都广泛应用流水线作业,以提高生产效率和产品质量。
2.食品加工业:食品生产过程中的包装、分拣等环节都可以采用流水线作业方式,提高加工效率。
3.物流配送:物流中的分拣、打包等环节也可以采用流水线作业,提高物流效率。
四、流水线作业的优缺点优点•提高生产效率:流水线作业将生产过程细分、任务专业化,提高生产效率。
•降低生产成本:标准化的生产方式可以降低单位产品成本。
•提高产品质量:每个任务专业化,保证了产品质量的稳定性。
缺点•人员技能要求高:流水线作业需要员工对某一环节进行专业化培训,要求人员技能较高。
•产品定制困难:流水线作业适合大规模生产,对于个性化需求较难满足。
•适应性差:生产流程一旦确定,调整起来较为困难。
五、流水线作业的发展趋势随着科技的不断进步,流水线作业也在不断演进。
未来的流水线作业将更加自动化、智能化,借助机器人、物联网等技术,实现更高效、更灵活的生产方式。
六、结语流水线作业作为一种高效的生产方式,在各行各业中得到广泛应用,不仅提高了生产效率,也降低了生产成本,对于推动产业发展具有重要意义。