轴承座的安装经典
- 格式:docx
- 大小:9.32 KB
- 文档页数:1

轴承安装的4个技巧方法及5个注意事项,正确操作事半功倍!轴承安装技巧1利用铜棒和手工锤击安装这是安装中小型轴承的一种简便方法。
当轴承内圈为紧配合,外圈为较松配合时,将铜棒紧贴轴承内圈端面,用锤直接敲击铜棒,通过铜棒传力,将轴承徐徐装到轴上。
轴承内圈较大时,可用铜棒沿轴承内圈端面周围均匀用力敲击,切忌只敲打一边,也不能用力过猛,要对称敲打,轻轻敲打慢慢装上,以免装斜击裂轴承。
2利用套筒安装此法与利用铜棒安装轴承道理相同。
它是将套筒直接压在轴承端面上(轴承装在轴上时压住内圈端面;装在壳体孔内时压住外圈端面),用手锤敲击力能均匀地分布在安装的轴承整个套圈端面上,并能与压力机配合使用,安装省力省时,质量可靠。
安装所用的套筒应为软金属制造(铜或低碳钢管均可)。
若轴承安装在轴上时,套筒内径应略大于轴颈1-4mm,外径略小于轴承内圈挡边直径,或以套筒厚度为准,其厚度应制成等于轴承内圈厚度的2/3-4/5,且套筒两端应平整并与筒身垂直。
若轴承安装在座孔内时,套筒外径应略小于轴承外径。
3压力机压入法安装压力应直接施加于过盈配合的轴承套圈端面上,否则会在轴承工作表面上造成压伤,导致轴承很快地损坏。
4加热安装对于安装过盈量较大的轴承或大尺寸轴承,为了便于安装,可利用热胀冷缩原理,将轴承在油箱中加热后用铜棒、套筒和手锤安装。
加热时温度一般控制在100℃以下,80-90℃较为合适。
温度过高时,易造成轴承套圈滚道和滚动体退火,影响硬度和耐磨性,导致轴承寿命降低及过早报废。
轴承与轴的配合一般为过渡配合,座圈与轴承座孔的配合一般为间隙配合。
双向轴承的中轴圈应在轴上固定,以防止相对于轴转动。
轴承的安装方法,一般情况下是轴旋转的情况居多,因此内圈与轴的配合为过盈配合,轴承外圈与轴承室的配合为间隙配合。
安装轴承时,要先将千分表固定于箱壳端面,使表的触头顶在轴承轴圈滚道上边转动轴承,边转动边观察千分表指针,若指针偏摆,说明轴圈和轴中心线不垂直。
轴承的三种装配方法嘿,你知道轴承装配方法不?那可老重要啦!咱先说说压入法。
把轴承往轴上或孔里压进去,这就像把一个小宝贝塞进它的小窝。
步骤呢,就是找个合适的工具,均匀用力压。
注意哦,可别使太大劲把轴承压坏喽!这方法安全不?那当然啦,只要操作得当,稳稳当当的。
那啥时候用这招呢?一般轴和轴承配合不太紧的时候就挺合适。
优势嘛,简单直接,容易上手。
就好比你要把一个小零件装到一个大机器里,压入法能让你快速搞定。
有个实际案例哈,我之前见过一个小工厂,他们装一些小型设备的轴承就用压入法,那效果,杠杠的,设备转起来可顺溜了。
再说说热装法。
哎呀呀,这就像给轴承洗个热水澡,让它热乎起来,然后轻轻松松装进去。
先把轴承加热,热到一定程度,赶紧装到轴上或孔里。
这里得注意温度控制好,别太热把轴承给烤坏啦。
安全性咋样?放心,只要温度合适,没啥问题。
啥场景用呢?配合比较紧的时候热装法就很管用。
优势就是能解决紧配合的难题。
想想看,就像你要把一个有点大的脚塞进一双有点小的鞋,热一热,嘿,就进去了。
实际应用中,有些大型机械的轴承装配就常用热装法,装得又快又好。
还有一种冷装法。
哇哦,这就像给轴承来个冰爽体验。
把轴承放到冰箱里冻一冻,或者用液氮啥的冷却一下,再装。
步骤就是冷却到位赶紧装。
注意别冻伤自己哦。
安全不?小心操作就没问题。
啥时候用呢?也是配合紧的时候。
优势就是不损伤零件。
就好像你要把一个硬邦邦的东西塞进一个小空间,冷一冷,就好弄啦。
实际案例也有,一些精密仪器的轴承装配就会用冷装法,效果那叫一个赞。
轴承的这三种装配方法各有各的好,就看你啥情况用啥招。
选对方法,装配起来顺顺利利,设备才能好好运转。
一、深沟球轴承安装事项1.安装轴承时应受力均匀,不能直接锤击。
如:配合过盈较大,应将轴承放在自动控温的空气加热炉或油炉中加热,加热温度严格控制在120°以下。
2.装有尼龙保持架的轴承能够在-40°-120°下长期连续稳定工作,在1500时工作不应超过4小时,短暂温度峰值不应超过180°。
3.存放轴承的库房应清洁,干燥不准与化工产品同储一库,相对湿度不应超过65%,且轴承不准落地储存。
4.库存轴承每隔一年应重新清洗一次,进行防锈包装。
二、角接触球轴承安装事项1.安装轴承时应受力均匀,不能直接锤击。
如:配合过盈较大,应将轴承放在自动控温的空气加热炉或油炉中加热,加热温度严格控制在100°以下。
2.装有尼龙保持架的轴承能够在-40°-120°下长期连续稳定工作,在1500时工作不应超过4小时,短暂温度峰值可达180°。
3.存放轴承的库房应清洁,干燥不准与化工产品同储一库,相对湿度不应超过65%,且轴承不准落地储存。
三、调心滚子轴承安装事项1.用户应按使用要求选择合适的配合和轴承的劲向游隙,拆包后请先校对轴承代号。
2.在轴承安装前,若需在轴承内加油脂时,油脂必须清洁、适量。
3.安装时以不直接锤击内,外圈端面和滚子为宜,以免击裂内圈或中,小挡边。
通常用户应把轴承放入矿物油内加热到90°-Io(T时立即装上主轴。
切忌对轴承采用局部喷烧法,在难以“热装”时用户也应该用专用套筒安装。
4.轴承使用中应有良好的密封防尘装置和润滑,不能断油。
5.轴承库房应清洁干燥,无环境污染,轴承堆放不落地,包装无破损。
库存超1年的轴承必须重新清洗涂油。
四、推力调心滚子轴承安装事项1.安装轴承时应把轴承油封洗净再涂上干净的优质润滑油。
2.安装轴承时,应受力均匀,不能锤击。
如配合过盈较大,则应把轴承放入矿物油内加热到90°-100°后,立即安装。
正确安装轴承的5个方法
轴承是机械装置中不可或缺的一部分,它们可以提供支持和旋转部件
之间的摩擦减小。
正确的安装轴承对于机械操作和设备寿命至关重要。
下面介绍正确安装轴承的五个方法。
1. 清洁工作区
在安装轴承之前,一定要清洁工作区域。
确保地面干净,防止灰尘、
碎屑,洒在轴承和工具上。
2. 使用正确工具
在安装轴承是需要用到专门的工具。
这些工具包括:管子、壳体、锤
子以及专门的安装工具。
3. 安装之前检查零件
在安装轴承之前要检查所有零件。
请确保没有零散的碎屑和任何其他
外部物。
同时还要检查轴承,是否有损坏和异物。
如果有任何问题,
请立即更换或修复零件。
4. 安装
将轴承放在正确的位置,并使用专业工具将其安装到设备中。
确保安装紧密并且能够满足设备的需求。
如果需要,可以添加张力环来确保安装良好。
5. 润滑
润滑是保持轴承寿命的关键。
在安装之前,需要将轴承涂抹上正确的润滑剂。
选择正确的润滑剂可以使轴承寿命更长,减少需要更换的次数。
正确安装轴承是保证机械运转的稳定性和延长使用寿命的重要步骤。
以上为正确安装轴承的五个方法,如能做好每一个步骤,轴承将可运行更长的时间,化解管理者的烦恼。
轴承的三种固定方式引言:轴承是机械设备中常见的零部件,用于支撑和定位旋转轴或轴承箱。
为了确保轴承的正常运转和延长使用寿命,固定轴承的方式至关重要。
本文将介绍轴承的三种常见固定方式,包括压入固定、螺纹固定和锁紧固定。
一、压入固定压入固定是一种常见的轴承固定方式,适用于直径较大的轴承。
该方法通过将轴承压入轴承箱或座孔中,利用轴承与轴承箱或座孔之间的摩擦力来固定轴承。
具体步骤如下:1. 清洁轴承箱或座孔,并确保其表面光滑无杂质。
2. 将轴承放置在轴承箱或座孔中,并用专用工具或适当的力量将其压入。
3. 检查轴承是否固定牢固,确保其能够正常旋转而不产生松动。
二、螺纹固定螺纹固定是一种常用于小型轴承的固定方式,通过螺纹连接轴承和轴承箱或座孔。
以下是螺纹固定的步骤:1. 在轴承箱或座孔上钻孔,并加工出与螺纹规格相匹配的螺纹。
2. 清洁轴承和轴承箱或座孔,并确保其表面光滑无杂质。
3. 将轴承放置在轴承箱或座孔中,并用螺纹工具旋转轴承,使其与螺纹完全契合。
4. 适当拧紧螺纹,但要避免过度拧紧,以免损坏轴承或螺纹。
三、锁紧固定锁紧固定是一种常用于高速旋转轴承的固定方式,通过使用锁紧装置来固定轴承。
以下是锁紧固定的步骤:1. 清洁轴承箱或座孔,并确保其表面光滑无杂质。
2. 将轴承放置在轴承箱或座孔中,并使用专用的锁紧装置,如螺母或螺栓。
3. 适当拧紧锁紧装置,但要避免过度拧紧,以免损坏轴承或装置。
4. 检查轴承是否固定牢固,确保其能够正常旋转而不产生松动。
结论:轴承的固定方式对于机械设备的正常运转和寿命具有重要影响。
压入固定适用于直径较大的轴承,螺纹固定适用于小型轴承,而锁紧固定适用于高速旋转轴承。
在固定轴承时,应注意清洁表面、适当施加力量或拧紧装置,以确保轴承固定牢固且能够正常旋转。
通过选择合适的固定方式,可以提高轴承的使用寿命和机械设备的可靠性。
轴承的安装:轴承安装的好坏与否,将影响到轴承的精度、寿命和性能。
因此,请充足研究轴承的安装,即请按照包含如下项目在内的操作标准进行轴承安装。
一、清洗轴承及相关零件对已经脂润滑的轴承及双侧具油封或防尘盖,密封圈轴承安装前无需清洗。
二、检查相关零件的尺寸及精加工情况三、安装方法轴承的安装应根据轴承结构,尺寸大小和轴承部件的配合性质而定,压力应直接加在紧配合得套圈端面上,不得通过滚动体传递压力,轴承安装一般采用如下方法:a. 压入配合轴承内圈与轴使紧配合,外圈与轴承座孔是较松配合时,可用压力机将轴承先压装在轴上,然后将轴连同轴承一起装入轴承座孔内,压装时在轴承内圈端面上,垫一软金属材料做的装配套管(铜或软钢),装配套管的内径应比轴颈直径略大,外径直径应比轴承内圈挡边略小,以免压在保持架上。
轴承外圈与轴承座孔紧配合,内圈与轴为较松配合时,可将轴承先压入轴承座孔内,这时装配套管的外径应略小于座孔的直径。
假如轴承套圈与轴及座孔都是紧配合时,安装室内圈和外圈要同时压入轴和座孔,装配套管的结构应能同时押紧轴承内圈和外圈的端面。
b.加热配合通过加热轴承或轴承座,运用热膨胀将紧配合转变为松配合的安装方法。
是一种常用和省力的安装方法。
此法适于过盈量较大的轴承的安装,热装前把轴承或可分离型轴承的套圈放入油箱中均匀加热80-100℃,然后从油中取出尽快装到轴上,为防止冷却后内圈端面和轴肩贴合不紧,轴承冷却后可以再进行轴向紧固。
轴承外圈与轻金属制的轴承座紧配合时,采用加热轴承座的热装方法,可以避免配合面受到擦伤。
用油箱加热轴承时,在距箱底一定距离处应有一网栅,或者用钩子吊着轴承,轴承不能放到箱底上,以防沉杂质进入轴承内或不均匀的加热,油箱中必须有温度计,严格控制油温不得超过100℃,以防止发生回火效应,使套圈的硬度减少。
c.圆锥孔轴承的安装圆锥孔轴承可以直接装在有锥度的轴颈上,或装载紧定套和退卸套的锥面上,其配合的松紧限度可用轴承径向游隙减小量来衡量,因此,安装前应测量轴承径向游隙,安装过程中应经常测量游隙以达成所需要的游隙减小量为止,安装时一般采用锁紧螺母安装,也可采用加热安装的方法。
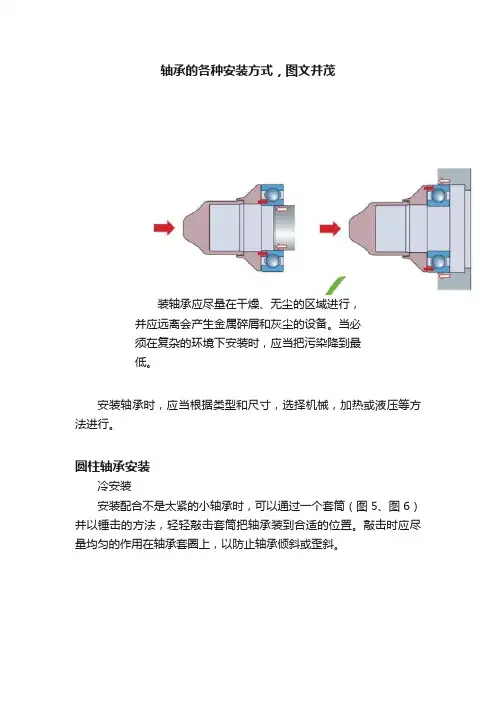
轴承的各种安装方式,图文并茂装轴承应尽量在干燥、无尘的区域进行,并应远离会产生金属碎屑和灰尘的设备。
当必须在复杂的环境下安装时,应当把污染降到最低。
安装轴承时,应当根据类型和尺寸,选择机械,加热或液压等方法进行。
圆柱轴承安装冷安装安装配合不是太紧的小轴承时,可以通过一个套筒(图5、图6)并以锤击的方法,轻轻敲击套筒把轴承装到合适的位置。
敲击时应尽量均匀的作用在轴承套圈上,以防止轴承倾斜或歪斜。
大部分轴承都采用压入法进行安装。
如果要将轴承的内外圈同时装到轴上和轴承座中,必须确保以相同的压力同时作用在内外圈上,且必须与安装工具接触面在同一平面上。
热安装通常情况下,对于较大型轴承的安装,不通过加热轴承或轴承座是不可能的,因为随着尺寸的增大,安装时需要的力越大。
热安装所需要的轴承套圈和轴或轴承座之间的温差主要取决于过盈量和轴承配合处的直径。
开式轴承加热的温度不得超过120℃。
不推荐将带有密封件和防尘盖的轴承加热到80℃以上(应确保温度不超过密封件和润滑脂允许的温度)。
加热轴承时,要均匀加热,绝不可以有局部过热的情况。
轴承感应加热器圆锥轴承安装带圆锥孔的轴承,其内圈大部分是以过盈配合的方式来安装的。
过盈量是由内圈在圆锥形轴径、紧定套或退卸套上的轴向推进距离决定的。
在圆锥形配合面上的推进距离越大,轴承的径向内部游隙就越小可通过测量游隙减小量或轴向推进距离来确定过盈量。
中小型轴承可以利用轴承安装工具或最好用锁紧螺母把内圈推进到圆锥形轴径上的适当位置。
在使用紧定套的情况下,使用可以用钩形扳手或冲击扳手锁紧的套筒螺母。
对退卸套可用轴承安装工具或端板将其推入轴承内孔。
较大轴承需要更大的力来安装,因此应使用液压螺母。
液压螺母可以把圆锥孔轴承安装在圆锥形轴径上(图11),紧定套上(图12),退卸套上(图13)。
注油法注油法的工作原理是:液压油在高压下通过油孔和油槽,注入轴承和轴径之间的配合面,形成一层油膜。
油膜将配合面分开,使得配合面之间的摩擦大幅减少。
进口轴承正确安装方法的介绍进口轴承的正确安装对于轴承的寿命和性能发挥起着至关重要的作用。
下面我们将介绍进口轴承的正确安装方法。
1.准备工作在安装轴承之前,首先要保证工作环境清洁,并准备好所需工具和设备。
同时,还要确保所使用的轴承符合设计要求,检查轴承的标志符合要求,并清除轴承的防锈润滑脂。
2.轴承安装前的处理安装轴承之前,需要对轴承座和轴进行清洁,确保其表面光滑,无裂纹或其他损伤。
同时,还要测量和检查轴和轴承座的尺寸是否符合要求,以确保轴承能够正确安装。
3.轴承的加热对于较大的进口轴承,可以使用加热的方法进行安装。
在加热过程中,要注意控制温度,通常轴承的加热温度应该低于180℃。
通过加热轴承,可以使其膨胀,从而更容易安装在轴上。
4.安装方法在安装轴承之前,应该预先涂抹一层适当的润滑脂在轴上。
同时,涂抹润滑脂的位置应该与轴承接触的表面一致,可以防止干燥和润滑剂脱落。
然后,将轴承轻轻地推入轴承座中,但不要过分用力。
使用合适大小的轴套,并应用适当的力量,通过轴套均匀地推入轴承。
同时要注意保持轴承和轴承座的对中。
当轴承完全安装在轴承座中后,应通过视觉或测量工具检查轴承是否正确安装。
5.轴承的调整在安装轴承之后,通常需要进行轴承的调整。
首先,应确保轴承与轴承座之间的间隙符合要求。
然后,使用一个合适的工具,通过使用适当的力量移动轴承,使其旋转顺畅,确保没有卡住或不自由的现象。
6.安装密封件在轴承安装完成后,根据需要可以安装相应的密封件。
密封件的安装需要注意正确的位置和方向,以确保密封件能够起到有效的密封作用。
总结:正确安装进口轴承可以确保其正常运行和使用寿命。
在安装轴承之前,应做好准备工作,处理好轴和轴承座的表面,清洁工作环境。
在安装过程中,要注意加热轴承、涂抹润滑脂等细节。
同时,应进行轴承的调整和安装密封件等工作,以确保轴承的正常运行。
只有确保正确安装,才能保证进口轴承的寿命和性能的发挥。
轴承的三种安装方法
1 轴承的安装
轴承是一种非常重要的技术产品,它被广泛应用于机械设备的运
转中,可以提高机械设备的性能和使用寿命。
因此,对于轴承的安装
精度最高、最准确是机械设备的可靠运行的关键。
轴承的安装方法有
多种,其中最常用的是滚动轴承的内孔安装、外圈安装以及滚动体定
位安装。
2 内孔安装
内孔安装是指将轴承嵌入机械设备的轴承座,一般使用锥面组合
或桥式组合。
焊接方法采用法兰密封,增加密封效果,并增加与轴承
座之间的连接强度。
3 外圈安装
外圈安装是指将轴承夹紧到轴承座外表面,以降低轴承安装过程
中的相距,使轴承的工作性能更加稳定。
外圈安装的方法有通孔安装、锥面安装、外圈定位星线及螺母安装等,这些方法都可以极大地提高
轴承的固定程度。
4 滚动体定位安装
滚动体定位安装是指采用扭矩螺栓安装技术,使滚动轴承的滚动
体与轴承座之间形成静态压力而紧固联接。
这种定位方式具有紧凑、
体积小、刚性大、可靠、安装调整简单等优点,在安装新型轴承时是非常方便的安装方法。
以上就是轴承的三种安装方法,对于同一台设备的不同部件的轴承的安装方法可能不同,所以,要根据装轴部件的性能要求和实际使用条件来选择安装方法,以便确保轴承的正确安装,使轴承达到最佳性能和使用寿命。
轴承座的四种安装方法There are four main installation methods for bearing housings: fixed, floating, expansion, and sliding. These methods each have their own advantages and shortcomings, and are used in different situations depending on the specific requirements of the application.轴承座的四种主要安装方法分别是:固定、浮动、伸缩和滑动。
这些方法各有其优点和缺点,并根据特定应用的具体要求在不同情况下使用。
The fixed method is the most common way to install bearing housings. This method uses a solid base to secure the bearing in place, preventing any movement or misalignment. It provides stable support for the bearing and is relatively easy to install. However, it may not be suitable for applications where thermal expansion or contraction is a concern. 固定方法是安装轴承座最常见的方式。
这种方法使用坚固的基座将轴承固定在原位,防止任何移动或错位。
它为轴承提供稳定的支撑,并且安装相对容易。
然而,在热胀冷缩是一个问题的应用中,可能不太适用。
The floating method allows for some movement of the bearing within the housing, which can help to accommodate anymisalignment or thermal expansion. This method is often used in applications where there may be some degree of flexibility required, or where thermal variations are a concern. However, it may require more maintenance and monitoring to ensure that the bearing remains properly aligned. 浮动方法允许轴承在轴承座内进行一定程度的移动,这有助于适应任何错位或热膨胀。
轴承的安装标准《轴承的安装标准:让机械顺畅运转的关键密码》嘿,你知道吗?在机械的奇妙世界里,轴承就像是机械的“关节”,要是这“关节”出了问题,那可就像是武林高手突然腿抽筋一样,厉害功夫都使不出来啦!而轴承的安装标准,那就是让这些“关节”健康灵活的秘籍呀!不重视这安装标准,你的机械可能就会像没头苍蝇一样乱撞,到处出故障哦!一、“精确瞄准:安装位置要找准”在安装轴承的战场上,安装位置就是我们要精确瞄准的靶心!可别小瞧了这一点哦,这就像是射箭比赛,你要是瞄歪了,那箭可就射不中目标啦!安装位置必须要精准无误,不能有丝毫偏差。
就好比你要把一个宝贝放在一个特定的位置才能发挥它最大的作用一样,轴承也要在它该在的地方,才能让机械欢快地运转起来。
比如,在安装滚动轴承时,轴颈和外壳孔的公差带选择就极为重要,选对了,轴承就能稳稳地在它的“岗位”上发光发热,选错了,那可就要出大乱子啦!二、“温柔呵护:安装力度要适中”哎呀呀,安装轴承的时候可不能太粗暴啦!这就像对待一个易碎的宝贝,得小心翼翼地捧着。
安装力度要是太大,就像是给轴承来了一顿“暴打”,它可能会“受伤”甚至“罢工”呢!力度太小也不行,那它就像个调皮的孩子,不肯好好待在自己的位置上。
所以说呀,安装的时候一定要掌握好这个力度的分寸,就像妈妈给宝宝穿衣服一样,要温柔又恰到好处。
我们可以使用专门的安装工具,像是温柔的“小天使”,慢慢地、轻轻地把轴承安装到位,让它舒舒服服地开始工作。
三、“清洁保卫战:安装环境要干净”嘿,你可别以为安装轴承随便找个地方就行啦!这里面可有大学问呢!安装环境必须要像手术室一样干净整洁,不能有一丝灰尘和杂质的“入侵”。
这就好像你要给一个尊贵的客人准备一个舒适的房间,不能有乱七八糟的东西在里面。
要是安装环境不干净,那些灰尘和杂质就会像小恶魔一样,悄悄地钻进轴承里面,破坏它的“身体”,让它早早地“生病”。
所以呀,在安装轴承之前,一定要把安装环境打扫得干干净净,一尘不染,给轴承一个完美的“家”。
大轴承的正确安装方法
1.检查轴承和轴承座的配合尺寸是否符合要求,如有问题应及时处理。
2. 清洗轴承和轴承座,保证其表面干净无油污。
3. 在轴承座内涂上一层润滑脂,以便轴承安装时更容易滑入,并在轴承外侧涂上一层润滑脂。
4. 将轴承安装在轴承座内,注意轴承的方向,应该按照轴承的标志或者用手指摸轴承转动方向来判断。
5. 使用安装工具将轴承压入轴承座内,要注意均匀施力,避免轴承变形或者损坏。
6. 安装好轴承后,应该进行转动试验,检查轴承是否灵活转动,如果出现异常,应该及时排查并解决。
7. 最后,将轴承盖安装在轴承座上,注意紧固力度,避免漏油或者松动。
以上就是大轴承的正确安装方法,正确的安装可以保证机器设备的正常运转,延长设备寿命。
- 1 -。
平面轴承的正确安装方法一、前言平面轴承是机械设备中常用的零部件之一,用于支撑和转动轴或轴承座。
正确安装平面轴承可以保证机械设备的正常运转和寿命,因此本文将详细介绍平面轴承的正确安装方法。
二、准备工作1. 检查平面轴承是否符合要求,包括尺寸、形状、质量等方面。
2. 检查安装位置是否符合要求,包括支撑结构是否稳固、安装位置是否正确等方面。
3. 准备必要的工具和设备,包括手动工具(如扳手、螺丝刀等)、起重设备(如吊车、起重机等)等。
三、平面轴承的安装步骤1. 清洗和涂油在安装前,需要将平面轴承进行清洗,并在表面涂上适量的润滑油。
清洗可以使用溶剂或清洁剂,在清洗过程中需要注意不要损坏平面轴承表面。
2. 安装底座将底座放置在安装位置上,并使用螺栓或其他连接件将其固定。
需要注意连接件的选择应符合要求,连接件的材质和尺寸应与底座相适应。
3. 安装轴承将平面轴承放置在底座上,并使用螺栓或其他连接件将其固定。
需要注意连接件的选择应符合要求,连接件的材质和尺寸应与平面轴承相适应。
4. 调整位置在安装过程中需要注意平面轴承的位置是否正确,包括水平度、垂直度等方面。
如果安装不正确,会影响机械设备的正常运转和寿命。
5. 润滑在安装完成后需要对平面轴承进行润滑。
可以使用手动加油器或自动润滑系统进行润滑。
需要注意润滑油的选择应符合要求,并且润滑油的量应适当。
四、注意事项1. 在安装过程中需要保证工作环境清洁,并避免灰尘、杂物等进入平面轴承内部。
2. 在安装过程中需要保证力度均匀,并避免过度紧固或不足紧固等情况出现。
3. 在安装过程中需要遵守相关规定和标准,包括国家标准、行业标准等。
4. 在安装过程中需要注意安全,包括人身安全和设备安全等方面。
五、总结正确安装平面轴承可以保证机械设备的正常运转和寿命。
在安装过程中需要注意准备工作、安装步骤、注意事项等方面。
只有在严格遵守相关规定和标准,并保证工作环境清洁和力度均匀的情况下,才能确保平面轴承的正常运转和寿命。
平面轴承如何安装方法平面轴承是一种常见的机械设备,常被用于承受轴与壳体之间的相对运动。
为了确保轴承的正常运转和延长其使用寿命,正确的安装方法尤为重要。
本文将介绍平面轴承的安装步骤和注意事项。
安装步骤第一步:准备工作在开始安装轴承之前,需要将所使用的工具和设备准备齐全。
通常需要的工具包括锤子、扳手、油针等。
此外,还需要准备好清洁剂和润滑剂。
第二步:清洁工作在安装之前,需要将轴承座和轴承的安装面进行彻底的清洁。
首先,用清洁剂擦拭轴承座和轴承的安装孔表面,以去除灰尘和一些残留物。
然后,用干净的软布擦拭干净。
第三步:尺寸检查在安装之前,还需要检查轴承的尺寸是否与轴承座的孔径相匹配。
如果尺寸不匹配,需要进行调整或更换。
第四步:润滑轴承在安装轴承之前,需要在轴和轴承上涂抹适量的润滑剂。
润滑剂的选择应根据轴承的工作条件和工作环境来确定。
第五步:安装轴承1. 将轴承放在轴承座的孔中,用锤子轻轻敲打轴承,使其均匀地进入孔中。
2. 在安装轴承的同时,保持轴承与座孔的同心度,并确保轴承座孔内的轴承和轴之间的间隙均匀分布。
这可以通过在轴和轴承之间放置一根轴承针来实现。
3. 轻轻敲打轴承,使其完全安装到轴承座孔中,直到轴承座和轴之间没有空隙。
4. 检查轴承的安装情况,确保轴承与座孔的匹配度和安装质量。
第六步:联接轴承如果需要将多个轴承连接在一起,可以使用轴套来实现。
使用扳手拧紧轴套,但要注意不要过紧,以免损坏轴承。
注意事项1. 定期检查轴承的润滑情况,并及时补充润滑剂。
2. 安装过程中要避免轴承碰撞和损坏。
3. 在安装轴承前,要检查轴承和轴承座的尺寸是否相匹配。
4. 轴承安装完成后,还需进行一次全面检查,确保安装质量和轴承的工作状态。
总结:正确的安装方法能够保证平面轴承的正常运转和延长其使用寿命。
在安装之前,需要进行一系列的准备工作和清洁工作,并注意润滑和联接轴承的步骤。
此外,注意事项的遵守也是确保安装质量的关键。
只有按照正确的方法和步骤进行安装,才能有效地提高轴承的工作效率和使用寿命。
滚珠轴承安装在轴上的方法
以下是一般的滚珠轴承安装在轴上的方法:
1. 准备工作:确保工作环境清洁,准备好所需的工具和润滑剂。
2. 清洁轴和轴承座:使用清洁剂将轴和轴承座表面的污垢和油脂清洗干净。
3. 安装轴承:将滚珠轴承小心地放置在轴上,确保轴承与轴的配合是正确的。
4. 润滑轴承:使用适当的润滑剂,将润滑剂均匀地涂抹在轴承的滚动元件和轴承座上。
5. 安装轴承座:将轴承座安装在轴上,并确保轴承座与轴的配合是正确的。
6. 紧固轴承座:使用适当的工具,将轴承座紧固在轴上,确保轴承座牢固地固定在轴上。
7. 检查安装:在安装完成后,检查轴承的旋转是否顺畅,是否有异常噪音或振动。
精心整理
轴承座的安装
微粉碎机轴承位置的固定为剖分式轴承座定位,研究轴承座的安装,对于延长微粉碎机的检修周期,保证维修质量,具有重要意义。
一、检查轴承座外形尺寸误差:
1、两轴承座地脚螺栓孔的打孔位置,定位轴向尺寸误差≤0.15mm ,径向误差≤0.15mm 。
(检测措施:检查螺栓孔与基准面的距离是否在允许误差之内)
2、两轴承座中心高误差≤0.05mm 。
(检测措施:测量两轴承座下座高度误差)
3、轴承座内孔尺寸公差为0--0.01mm 。
(检测措施:用轴承检查轴承座内孔的松紧程度)
412345678异响,应及时查找问题,消除刮擦现象。
9、恢复主机的其他连接部件。
10、点动电动机,检查是否有发热或异响。
无问题后空试30分钟后停机备用。
轴承座的安装
微粉碎机轴承位置的固定为剖分式轴承座定位,研究轴承座的安装,对于延长微粉碎机的检修周期,保证维修质量,具有重要意义。
一、检查轴承座外形尺寸误差:
1、两轴承座地脚螺栓孔的打孔位置,定位轴向尺寸误差≤0.15mm,径向误差≤0.15mm。
(检测措施:检查螺栓孔与基准面的距离是否在允许误差之内)
2、两轴承座中心高误差≤0.05mm。
(检测措施:测量两轴承座下座高度误差)
3、轴承座内孔尺寸公差为0--0.01mm。
(检测措施:用轴承检查轴承座内孔的松紧程度)
4、轴承座内孔加工面粗糙度为1.6um,其他基准面粗糙度为3.2um。
(检测措施:用手触摸和眼睛观察的方法进行检查,内孔粗糙度为1.6um,应为镜面,光滑)
二、安装顺序:
1、将基座轴承孔位置清洗干净,将轴承座下座固定于基座的地脚螺栓孔上拧紧,用拉线的方法检查两轴承座上表面在同一水平面内(基准面为加工面),也可用水平尺进行检查,水平度误差≤0.05mm。
2、用线锤吊线的方法检查轴承座下座的垂直度,基准面为加工面,也可用精密角尺进行检查,垂直度误差≤0.05mm。
3、将组装好的轴组放入轴承座孔内,用塞尺检查轴承和轴承座的轴向有无间隙,如有间隙,拧松地脚螺栓,用敲击轴承座的方法调整轴承座,使轴承和轴承座轴向无间隙。
然后拧紧地脚螺栓。
4、安装轴承座上盖,压紧连接螺栓。
5、对轴承加润滑油脂后拧紧轴承座侧盖。
(注意侧盖螺栓必须拧紧,可以增加轴承外圈的预紧力,防止外圈发生相对滑动)
6、拧紧电机地脚螺栓,检查电机与主机的同轴度,用敲击电机底座的方法调整主机与电动机的左右位置,用增加垫片的方法调节主机与电动机上下位置,用百分表检查主机与电机的同轴度≤0.05mm。
7、用百分表检查轴组轴向和径向的跳动,跳动量≤0.15mm。
8、安装机壳,转动轴组,观察轴组和机壳是否有摩擦或不正常的声音。
如果出现刮擦或异响,应及时查找问题,消除刮擦现象。
9、恢复主机的其他连接部件。
10、点动电动机,检查是否有发热或异响。
无问题后空试30分钟后停机备用。