配合表面的粗糙度
- 格式:doc
- 大小:33.50 KB
- 文档页数:1

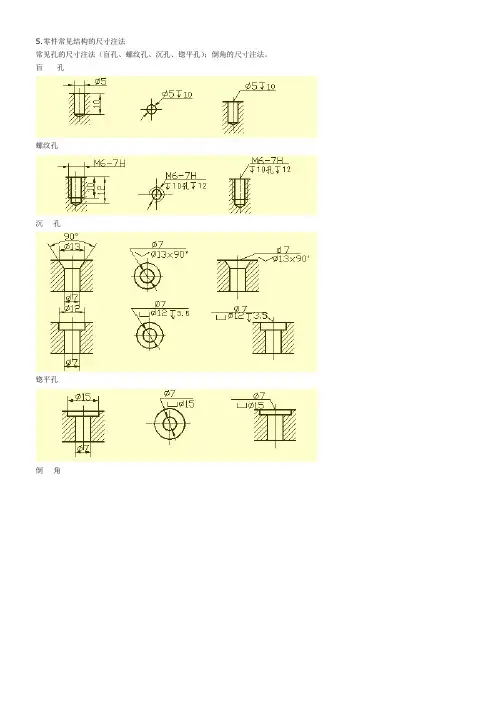
5.零件常见结构的尺寸注法常见孔的尺寸注法(盲孔、螺纹孔、沉孔、锪平孔);倒角的尺寸注法。
盲孔螺纹孔沉孔锪平孔倒角1.介绍表面粗糙度的概念及主要评定参数1)表面粗糙度的概念零件表面上具有较小间距的峰谷所组成的微观几何形状特性,称为表面粗糙度。
这主要是在加工零件时,由于刀具在零件表面上留下的刀痕及切削分裂时表面金属的塑性变形所形成的。
零件表面粗糙度是也是评定零件表面质量的一项技术指标,它对零件的配合性质、工作精度、耐磨性、抗腐蚀性、密封性、外观等都有影响。
在保证机器性能的前提下,为获得相应的零件表面粗糙度,应根据零件的作用,选用恰当的加工方法,尽量降低生产成本。
一般来说,凡零件上有配合要求或有相对运动的表面,表面粗糙度参数值要小。
2)表面粗糙度的代号、符号及其标注GB/T 131-1993规定了表面粗糙度代号及其注法。
图样上表示零件表面粗糙度的符号见下表。
3)表面粗糙度的主要评定参数零件表面粗糙度的评定参数有:1)) 轮廓算术平均偏差(Ra)--在取样长度内,轮廓偏距绝对值的算术平均值。
Ra的数值及取样长度l见表。
2))轮廓最大高度(Rz)--在取样长度内,轮廓峰顶线与轮廓峰底线的距离。
使用时优先选用Ra参数。
2.表面粗糙度的标注要求4) 表面粗糙度的代号标注示例表面粗糙度高度参数Ra、Rz、Ry在代号中用数值标注时,除参数代号Ra可省略外,其余在参数值前需标注出相应的参数代号Rz或Ry,标注示例见表。
表面粗糙度的标注表面粗糙度中数字及符号的方向5) 表面粗糙度代(符号)在图样上的标注方法1)) 表面粗糙度代(符)号一般应注在可见轮廓线、尺寸界线或它们的延长线上,符号的尖端必须从材料外指向表面。
2)) 表面粗糙度代号中数字及符号的方向必须按规定标注。
3.表面粗糙度的标注示例在同一图样上,每一表面一般只标注一次代(符)号,并尽可能地靠近有关的尺寸线。
当空间狭小或不便标注时可以引出标注。
当零件所有表面具有相同的表面粗糙度要求时,可统一标注在图样的右上角,当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代(符)号可以同时注在图样的右上角,并加注"其余"或"全部"两字。

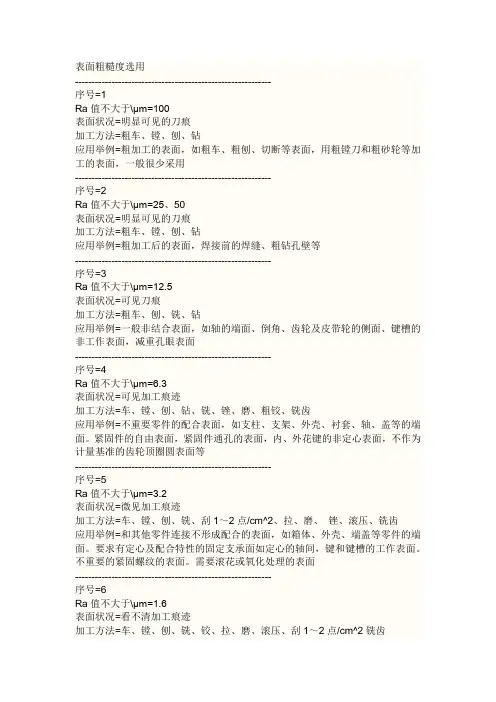
表面粗糙度选用-----------------------------------------------------------序号=1Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用-----------------------------------------------------------序号=2Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等-----------------------------------------------------------序号=3Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面-----------------------------------------------------------序号=4Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等-----------------------------------------------------------序号=5Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。

表面粗糙度的三个评定参数一、介绍表面粗糙度是衡量物体表面粗细程度的参数,对于很多行业来说都是十分重要的质量指标。
在工业制造、建筑材料、土木工程等领域,粗糙度的评定参数对于保证产品质量、提高工程效率具有重要意义。
本文将介绍表面粗糙度的三个评定参数,包括使用范围、计算方法以及实际应用。
二、RMS粗糙度RMS(Root Mean Square)粗糙度被广泛应用于表面粗糙度的评定中。
RMS粗糙度是指表面粗糙度的均方根值,通过测量垂直于表面方向上的高度差来计算。
1. 计算方法:1.选取一小块表面区域;2.将该区域的高度值减去表面均值,得到各点的高度差;3.对高度差的平方求和;4.将求和结果除以测量区域的面积;5.取结果的平方根,即为RMS粗糙度。
2. 应用领域:RMS粗糙度广泛应用于汽车、航空航天等工业领域,用于评估零件的表面质量。
在生产过程中,根据RMS粗糙度的标准进行检测和筛选,可以保证零件的质量符合要求,提高生产效率和产品可靠性。
三、Ra粗糙度Ra(Roughness average)粗糙度指表面高度差的平均值,常用于描述表面粗糙度的平均水平。
1. 计算方法:1.选取一小段表面轨迹;2.计算轨迹上各点的高度差;3.将高度差的绝对值累加;4.将累加结果除以轨迹长度;5.得到的结果即为Ra粗糙度。
2. 应用领域:Ra粗糙度常用于机械工程、船舶制造等领域,用于评估零件表面的加工质量。
根据Ra粗糙度的要求进行表面加工,可以保证零件与零件之间的配合接触面积更大,提高零件的使用寿命和性能。
四、Rz粗糙度Rz(Average maximum height)粗糙度表示单位长度内最大凹凸高度的平均值,常用于对表面粗糙度的极值进行评定。
1. 计算方法:1.选取一小段表面轨迹;2.在轨迹上找到最高点和最低点;3.计算最高点和最低点之间的高度差;4.同样方法找到其它最高点和最低点,累加高度差;5.将累加结果除以轨迹长度;6.得到的结果即为Rz粗糙度。