百格测试标准图文稿
- 格式:docx
- 大小:76.45 KB
- 文档页数:9
GB9286-98百格测试标准:1 范围本标准规定了在以直角网格图形切割涂层穿透至底材时来评定涂层从底材上脱离的抗性的一种试验方法。
用这种经验性的试验程序测得的性能,除了取决于该涂料对上道涂层或底材的附着力外,还取决于其他各种因素。
所以不能将这个试验程序看作是测定附着力的一种方法。
注1:虽然本试验主要规定用于实验室,但也适用于现场试验。
所规定的方法可用作通过/不通过,或在适宜的场合,可用作一种六级分级试验(见)。
当用于多层涂层体系时,可用来评定该涂层体系中各道涂层从每道其他涂层脱离的抗性。
本试验可在涂有罩面漆的物体上和/或特制试样上进行。
虽然本试验方法适用于硬质底材(钢)和软质底材(木材和塑料)上的涂料,但这些不同底材需要采用一种不同的试验步骤(见第7章)。
本试验方法不适用于涂膜厚度大于250μm的涂层,也不适用于有纹理的涂层。
注2:当应用于设计成凹凸不平的图案表面的涂层时,该方法所得的结果会有较大的偏差。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1727—92 漆膜一般制备法GB 3186—82(89)涂料产品的取样(neq ISO 1512:1978等)GB/T 9271—88 色漆和清漆标准试板(eqv ISO 1514:1984)GB 9278—88 涂料试样状态调节和试验的温湿度(eqv ISO 3270:1984)GB/T —92 色漆和清漆漆膜厚度的测定(eqv ISO 2808:1974)3 需要的补充资料对于任何特定应用而言,本标准中规定的试验方法,需要用补充资料来加以完善。
这些补充资料的项目在附录A中列出。
4 仪器切割刀具确保切割刀具有规定的形状和刀刃情况良好是特别重要的。
4.1.1 下面列出一些适宜的切割工具,如图1a)和1b)所示:a)单刃切割刀具的刀刃为20°~30 °,以及其他尺寸,如图1a)规定。
G B9286-98百格测试标准:1 范围1.1 本标准规定了在以直角网格图形切割涂层穿透至底材时来评定涂层从底材上脱离的抗性的一种试验方法。
用这种经验性的试验程序测得的性能,除了取决于该涂料对上道涂层或底材的附着力外,还取决于其他各种因素。
所以不能将这个试验程序看作是测定附着力的一种方法。
注1:虽然本试验主要规定用于实验室,但也适用于现场试验。
1.2 所规定的方法可用作通过/不通过,或在适宜的场合,可用作一种六级分级试验(见8.3)。
当用于多层涂层体系时,可用来评定该涂层体系中各道涂层从每道其他涂层脱离的抗性。
1.3 本试验可在涂有罩面漆的物体上和/或特制试样上进行。
虽然本试验方法适用于硬质底材(钢)和软质底材(木材和塑料)上的涂料,但这些不同底材需要采用一种不同的试验步骤(见第7章)。
本试验方法不适用于涂膜厚度大于250μm的涂层,也不适用于有纹理的涂层。
注2:当应用于设计成凹凸不平的图案表面的涂层时,该方法所得的结果会有较大的偏差。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1727—92 漆膜一般制备法GB 3186—82(89)涂料产品的取样(neq ISO 1512:1978等)GB/T 9271—88 色漆和清漆标准试板(eqv ISO 1514:1984)GB 9278—88 涂料试样状态调节和试验的温湿度(eqv ISO 3270:1984)GB/T 13452.2—92 色漆和清漆漆膜厚度的测定(eqv ISO 2808:1974)3 需要的补充资料对于任何特定应用而言,本标准中规定的试验方法,需要用补充资料来加以完善。
这些补充资料的项目在附录A中列出。
4 仪器4.1 切割刀具确保切割刀具有规定的形状和刀刃情况良好是特别重要的。
4.1.1 下面列出一些适宜的切割工具,如图1a)和1b)所示:a)单刃切割刀具的刀刃为20°~30 °,以及其他尺寸,如图1a)规定。


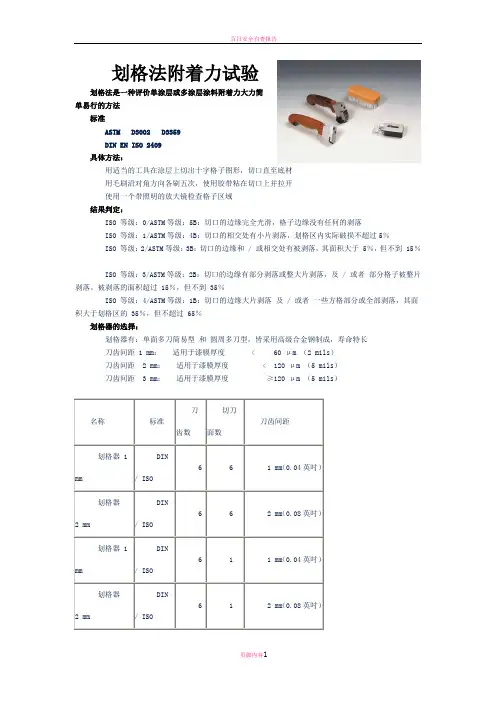
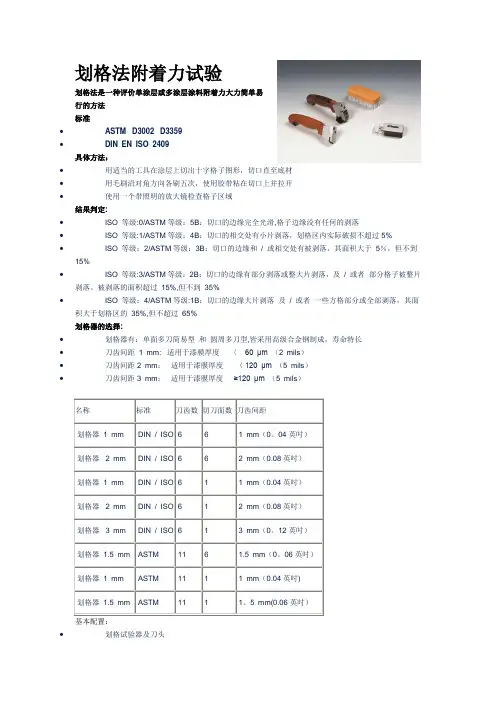
划格法附着力试验划格法是一种评价单涂层或多涂层涂料附着力大力简单易行的方法标准ASTM D3002 D3359DIN EN ISO 2409具体方法:用适当的工具在涂层上切出十字格子图形,切口直至底材用毛刷沿对角方向各刷五次,使用胶带粘在切口上并拉开使用一个带照明的放大镜检查格子区域结果判定:ISO 等级:0/ASTM等级:5B:切口的边缘完全光滑,格子边缘没有任何的剥落ISO 等级:1/ASTM等级:4B:切口的相交处有小片剥落,划格区内实际破损不超过5%ISO 等级:2/ASTM等级:3B:切口的边缘和 / 或相交处有被剥落,其面积大于 5%,但不到 15%ISO 等级:3/ASTM等级:2B:切口的边缘有部分剥落或整大片剥落,及 / 或者部分格子被整片剥落。
被剥落的面积超过 15%,但不到 35%ISO 等级:4/ASTM等级:1B:切口的边缘大片剥落及 / 或者一些方格部分或全部剥落,其面积大于划格区的 35%,但不超过 65%划格器的选择:划格器有:单面多刀简易型和圆周多刀型,皆采用高级合金钢制成,寿命特长刀齿间距 1 mm:适用于漆膜厚度 < 60 μm (2 mils)刀齿间距 2 mm:适用于漆膜厚度< 120 μm (5 mils)刀齿间距 3 mm:适用于漆膜厚度≥120 μm (5 mils)名称标准刀齿数切刀面数刀齿间距划格器 1 mmDIN/ ISO66 1 mm(0.04英吋)划格器2 mmDIN/ ISO66 2 mm(0.08英吋)划格器 1 mmDIN/ ISO61 1 mm(0.04英吋)划格器2 mmDIN/ ISO61 2 mm(0.08英吋)划格器3 mmDIN/ ISO61 3 mm(0.12英吋)划格器 1.5 mmASTM1161.5 mm(0.06英吋)划格器 1mmASTM111 1 mm(0.04英吋)划格器 1.5 mm ASTM1111.5 mm(0.06英吋)基本配置:划格试验器及刀头更换刀头用的六角扳手小型放大镜清洁用的刷子塑料携带箱。
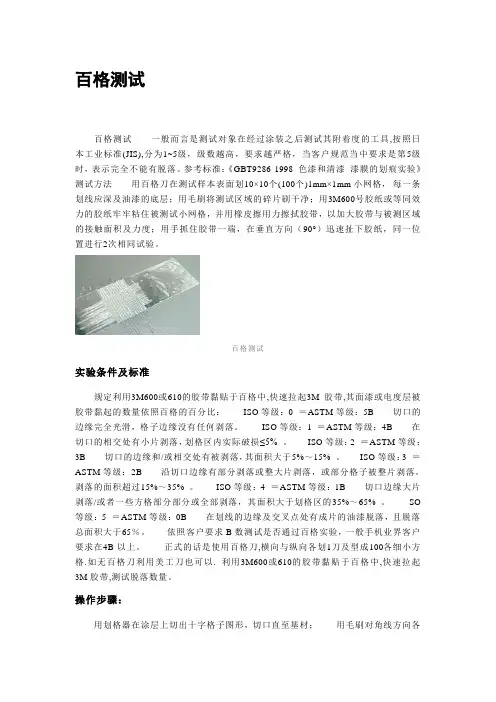
百格测试百格测试一般而言是测试对象在经过涂装之后测试其附着度的工具,按照日本工业标准(JIS),分为1~5级,级数越高,要求越严格,当客户规范当中要求是第5级时,表示完全不能有脱落。
参考标准:《GBT9286-1998 色漆和清漆漆膜的划痕实验》测试方法用百格刀在测试样本表面划10×10个(100个)1mm×1mm小网格,每一条划线应深及油漆的底层;用毛刷将测试区域的碎片刷干净;用3M600号胶纸或等同效力的胶纸牢牢粘住被测试小网格,并用橡皮擦用力擦拭胶带,以加大胶带与被测区域的接触面积及力度;用手抓住胶带一端,在垂直方向(90°)迅速扯下胶纸,同一位置进行2次相同试验。
百格测试实验条件及标准规定利用3M600或610的胶带黏贴于百格中,快速拉起3M胶带,其面漆或电度层被胶带黏起的数量依照百格的百分比:ISO等级:0 =ASTM等级:5B切口的边缘完全光滑,格子边缘没有任何剥落。
ISO等级:1 =ASTM等级:4B在切口的相交处有小片剥落,划格区内实际破损≤5% 。
ISO等级:2 =ASTM等级:3B切口的边缘和/或相交处有被剥落,其面积大于5%~15% 。
ISO等级:3 =ASTM等级:2B沿切口边缘有部分剥落或整大片剥落,或部分格子被整片剥落。
剥落的面积超过15%~35% 。
ISO等级:4 =ASTM等级:1B切口边缘大片剥落/或者一些方格部分部分或全部剥落,其面积大于划格区的35%~65% 。
SO 等级:5 =ASTM等级:0B在划线的边缘及交叉点处有成片的油漆脱落,且脱落总面积大于65%。
依照客户要求B数测试是否通过百格实验,一般手机业界客户要求在4B以上。
正式的话是使用百格刀,横向与纵向各划1刀及型成100各细小方格.如无百格刀利用美工刀也可以. 利用3M600或610的胶带黏贴于百格中,快速拉起3M胶带,测试脱落数量。
操作步骤:用划格器在涂层上切出十字格子图形,切口直至基材;用毛刷对角线方向各刷五次,用胶带贴在切口上再拉开;观察格子区域的情况,可用放大镜观察。
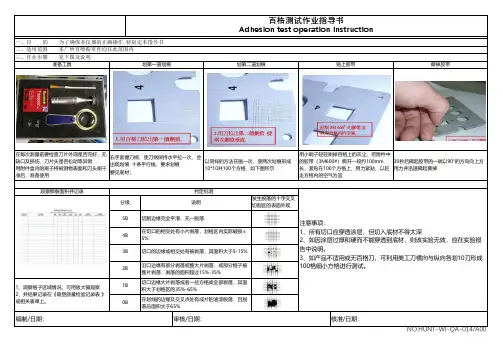
工程名称2.用软毛刷刷切割表面的两边对角线轻轻向后5次,向前5次的刷试片。
各切6条,用力均匀,将漆膜划透至底材表面,每条间隔1mm交叉的格子(按照GMW14829标准)
百格试验操作指导书
零部件名称所有涂装品/印刷品涂装品/印刷品
为了有效的确认印刷品与涂装品的密着强度,确保批量产品的质量,故作成此规定。
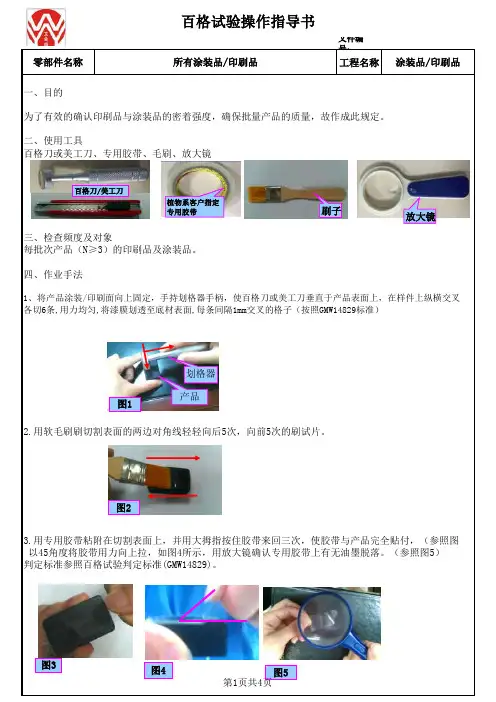
二、使用工具
百格刀或美工刀、专用胶带、毛刷、放大镜
一、目的
三、检查频度及对象
每批次产品(N≥3)的印刷品及涂装品。
四、作业手法
1、将产品涂装/印刷面向上固定,手持划格器手柄,使百格刀或美工刀垂直于产品表面上,在样件上纵横交叉3.用专用胶带粘附在切割表面上,并用大拇指按住胶带来回三次,使胶带与产品完全贴付,(参照图3) 以45角度将胶带用力向上拉,如图4所示,用放大镜确认专用胶带上有无油墨脱落。
(参照图5) 判定标准参照百格试验判定标准(GMW14829)。
百格刀/美工刀
刷子放大镜
产品
划格器
图1图2
图5图3植物系客户指定
专用胶带图4
工程名称五、百格试验判定标准NO
年 月 日承认确认作成12015/12/17唐会林
内 容新规作成零部件名称
所有涂装品/印刷品百格试验判定标准
涂装品/印刷品
胶带上无油墨
脱落判定OK
A B C D 胶带上有油墨脱落判定NG
胶带上有油墨脱落判定NG 胶带上有油墨脱落判定NG 胶带上有油墨脱落判定NG。
涂装--百格测试标准两种不同物质接触部分的相互吸引力。
分子力的一种表现。
只有当两种物质的分子十分接近时才显现出来。
两种固体的一般不能密切接触,它们之间的附着力不能发生作用;液体与固体能密切接触,它们之间的附着力能发生作用。
例如涂料与所涂敷的物体之间具有附着力。
指漆膜与被涂物表面结合在一起的坚牢程度而言的。
这种结合力是由漆膜中聚合物的极性基团(如羟基或羧基)与被涂物表面的极性基相互作用而形成的。
被涂物表面有污染或水分;漆膜本身有较大的收缩应力;聚合物在固化过程中相互交联而使极性基的数量减少等。
这些均是导致漆膜附着力下降的因素。
漆膜的附着力只能以间接的手段来测定。
目前专门测定漆膜附着力的方法分为叁大类型,即以划格法、划圈法为代表的综合测定法,、以拉开法为代表的剥落试验法和用溶剂和软化剂配合使用的测试水试验法。
百格测试一般而言是测试对象在经过涂装之后测试其附着度的工具。
按照日本工业标准(JIS),分为1~5级,级数越高,要求越严格,当客户规范当中要求是第5级时,表示完全不能有脱落。
参考标准:《GBT9286-1998 色漆和清漆漆膜的划痕实验》百格刀,刀口宽度约为10mm~12mm,每1mm~1.2mm为间隔,共有10格,直线划下时会出现10条间隔相同的直线刀痕,于直线刀痕的垂直位置划下,便成为10*10的100格的正方形,百格刀划下去的时候应该割到见到底材,不可只割在涂料上,否则测试便不成立。
当百格刀划完之后,还必须用胶带测试会不会脱落,首先,胶带贴于百格位置,以手指压下将胶带紧密贴附,再以瞬间的力道将胶带撕起,目视素材上的涂料是否有脱落现象此外,胶带并非随便一种都可以,以JIS标准而言,是必须指定厂牌与型号的。
例如3M的Transparent Tape 600,此种胶带宽度为3/4inch,长度有1296inch和2592inch两种。
1其实验目的为何?目的为负着力的测试实验如针对(喷漆,电镀..)2其实验条件及标准规定利用3M600或610的胶带黏贴于百格中,快速拉起3M胶带,其面漆或电度层被胶带黏起的数量依照百格的百分比:ISO等级:0 =ASTM等级:5B切口的边缘完全光滑,格子边缘没有任何剥落。
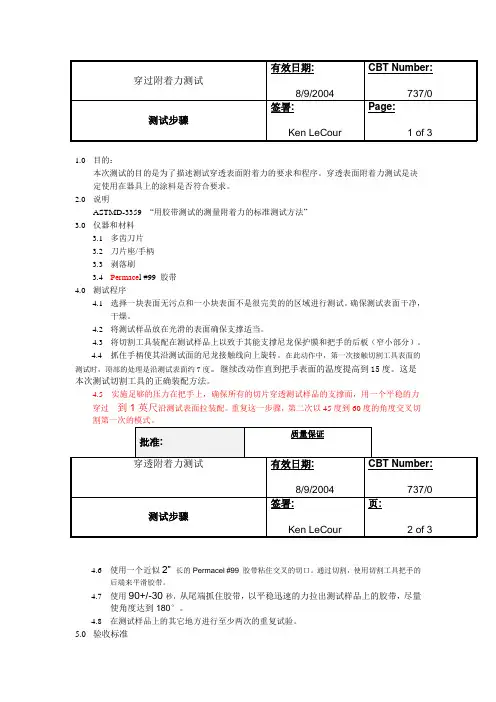
1.0目的:本次测试的目的是为了描述测试穿透表面附着力的要求和程序。
穿透表面附着力测试是决定使用在器具上的涂料是否符合要求。
2.0说明ASTMD-3359 “用胶带测试的测量附着力的标准测试方法”3.0仪器和材料3.1多齿刀片3.2刀片座/手柄3.3剥落刷3.4Permace l #99 胶带4.0测试程序4.1选择一块表面无污点和一小块表面不是很完美的的区域进行测试。
确保测试表面干净,干燥。
4.2将测试样品放在光滑的表面确保支撑适当。
4.3将切割工具装配在测试样品上以致于其能支撑尼龙保护膜和把手的后板(窄小部分)。
4.4 抓住手柄使其沿测试面的尼龙接触线向上旋转。
在此动作中,第一次接触切割工具表面的测试时,顶部的处理是沿测试表面约7度。
继续改动作直到把手表面的温度提高到15度。
这是本次测试切割工具的正确装配方法。
4.5 实施足够的压力在把手上,确保所有的切片穿透测试样品的支撑面,用一个平稳的力穿过¾到1英尺沿测试表面拉装配。
重复这一步骤,第二次以45度到60度的角度交叉切割第一次的模式。
4.6使用一个近似2”长的Permacel #99 胶带粘住交叉的切口。
通过切割,使用切割工具把手的后端来平滑胶带。
4.7使用90+/-30秒,从尾端抓住胶带,以平稳迅速的力拉出测试样品上的胶带,尽量使角度达到180°。
4.8在测试样品上的其它地方进行至少两次的重复试验。
5.0验收标准5.1将测试的胶带放在一般穿透测试数据表上。
5.2检查网格区域,为消除底层涂料或从先前的涂层中消除。
5.3接受所有是3B的零件,或按ASTM -3359 的图1所示的零件。
发布:品质保证文件品质保证接受。
划格法附着力试验划格法是一种评价单涂层或多涂层涂料附着力大力简单易行的方法标准•ASTM D3002 D3359•DIN EN ISO 2409具体方法:•用适当的工具在涂层上切出十字格子图形,切口直至底材•用毛刷沿对角方向各刷五次,使用胶带粘在切口上并拉开•使用一个带照明的放大镜检查格子区域结果判定:•ISO 等级:0/ASTM等级:5B:切口的边缘完全光滑,格子边缘没有任何的剥落•ISO 等级:1/ASTM等级:4B:切口的相交处有小片剥落,划格区内实际破损不超过5% •ISO 等级:2/ASTM等级:3B:切口的边缘和/ 或相交处有被剥落,其面积大于5%,但不到15%•ISO 等级:3/ASTM等级:2B:切口的边缘有部分剥落或整大片剥落,及/ 或者部分格子被整片剥落。
被剥落的面积超过15%,但不到35%•ISO 等级:4/ASTM等级:1B:切口的边缘大片剥落及/ 或者一些方格部分或全部剥落,其面积大于划格区的35%,但不超过65%划格器的选择:•划格器有:单面多刀简易型和圆周多刀型,皆采用高级合金钢制成,寿命特长•刀齿间距1 mm: 适用于漆膜厚度〈60 μm (2 mils)•刀齿间距 2 mm:适用于漆膜厚度〈120 μm (5 mils)•刀齿间距 3 mm:适用于漆膜厚度≥120 μm (5 mils)名称标准刀齿数切刀面数刀齿间距划格器1 mm DIN / ISO 6 6 1 mm(0。
04英吋)划格器 2 mm DIN / ISO 6 6 2 mm(0.08英吋)划格器1 mm DIN / ISO 6 1 1 mm(0.04英吋)划格器 2 mm DIN / ISO 6 1 2 mm(0.08英吋)划格器 3 mm DIN / ISO 6 1 3 mm(0。
12英吋)划格器1.5 mm ASTM 11 6 1.5 mm(0。
06英吋)划格器1 mm ASTM 11 1 1 mm(0.04英吋)划格器1.5 mm ASTM 11 1 1。
全面百格测试标准集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)涂装--百格测试标准两种不同物质接触部分的相互吸引力。
分子力的一种表现。
只有当两种物质的分子十分接近时才显现出来。
两种固体的一般不能密切接触,它们之间的附着力不能发生作用;液体与固体能密切接触,它们之间的附着力能发生作用。
例如涂料与所涂敷的物体之间具有附着力。
指漆膜与被涂物表面结合在一起的坚牢程度而言的。
这种结合力是由漆膜中聚合物的极性基团(如羟基或羧基)与被涂物表面的极性基相互作用而形成的。
被涂物表面有污染或水分;漆膜本身有较大的收缩应力;聚合物在固化过程中相互交联而使极性基的数量减少等。
这些均是导致漆膜附着力下降的因素。
漆膜的附着力只能以间接的手段来测定。
目前专门测定漆膜附着力的方法分为叁大类型,即以划格法、划圈法为代表的综合测定法,、以拉开法为代表的剥落试验法和用溶剂和软化剂配合使用的测试水试验法。
百格测试一般而言是测试对象在经过涂装之后测试其附着度的工具。
按照日本工业标准(JIS),分为1~5级,级数越高,要求越严格,当客户规范当中要求是第5级时,表示完全不能有脱落。
参考标准:《GBT9286-1998 色漆和清漆漆膜的划痕实验》百格刀,刀口宽度约为10mm~12mm,每1mm~1.2mm为间隔,共有10格,直线划下时会出现10条间隔相同的直线刀痕,于直线刀痕的垂直位置划下,便成为10*10的100格的正方形,百格刀划下去的时候应该割到见到底材,不可只割在涂料上,否则测试便不成立。
当百格刀划完之后,还必须用胶带测试会不会脱落,首先,胶带贴于百格位置,以手指压下将胶带紧密贴附,再以瞬间的力道将胶带撕起,目视素材上的涂料是否有脱落现象此外,胶带并非随便一种都可以,以JIS标准而言,是必须指定厂牌与型号的。
例如3M的Transparent Tape 600,此种胶带宽度为3/4inch,长度有1296inch和2592inch两种。
百格试验百格测试一、含义一般而言是测试对象在经过涂装之后测试其附着度的工具,按照日本工业标准(JIS),分为1,5级,级数越高,要求越严格,当客户规范当中要求是第5级时,表示完全不能有脱落。
参考标准:《GBT9286-1998色漆和清漆漆膜的划痕实验》二、测试方法用百格刀在测试样本表面划1010个(100个)1mm1mm小网格,每一条划线应深及油漆的底层;用毛刷将测试区域的碎片刷干净;用3M600号胶纸或等同效力的胶纸牢牢粘住被测试小网格,并用橡皮擦用力擦拭胶带,以加大胶带与被测区域的接触面积及力度;用手抓住胶带一端,在垂直方向(90°)迅速扯下胶纸,同一位置进行2次相同试验。
三、实验条件及标准规定利用3M600或610的胶带黏贴于百格中,快速拉起3M胶带,其面漆或电度层被胶带黏起的数量依照百格的百分比:ISO等级:0=ASTM等级:5B切口的边缘完全光滑,格子边缘没有任何剥落。
ISO等级:1=ASTM等级:4B在切口的相交处有小片剥落,划格区内实际破损≤5%ISO等级:2=ASTM等级:3B切口的边缘和、或相交处有被剥落,其面积大于5%~15%ISO等级:3=ASTM等级:2B沿切口边缘有部分剥落或整大片剥落,或部分格子被整片剥落。
剥落的面积超过15%~35%ISO等级:4=ASTM等级:1B切口边缘大片剥落、或者一些方格部分或全部剥落,其面积大于划格区的35%~65%ISO等级:5=ASTM等级:0B在划线的边缘及交叉点处有成片的油漆脱落,且脱落总面积大于65%。
依照客户要求B数测试是否通过百格实验,一般手机业界客户要求在4B以上。
正式的话是使用百格刀,横向与纵向各划1刀及型成100各细小方格。
如无百格刀利用美工刀也可以。
利用3M600或610的胶带黏贴于百格中,快速拉起3M胶带,测试脱落数量。
四、操作步骤:(1)用划格器在涂层上切出十字格子图形,切口直至基材;(2)用毛刷对角线方向各刷五次,用胶带贴在切口上再拉开;(3)观察格子区域的情况,可用放大镜观察。
镀层结合力百格试验标准
1试验仪器
1.1百格刀:6个切割刃的多刃切割刀具,刀刃间隔为1mm。
1.2软毛刷
1.3 3M胶带
采用的胶带宽度为15mm左右。
1.4目视放大镜
手把式的,放大倍数为2倍到3倍。
2操作方法
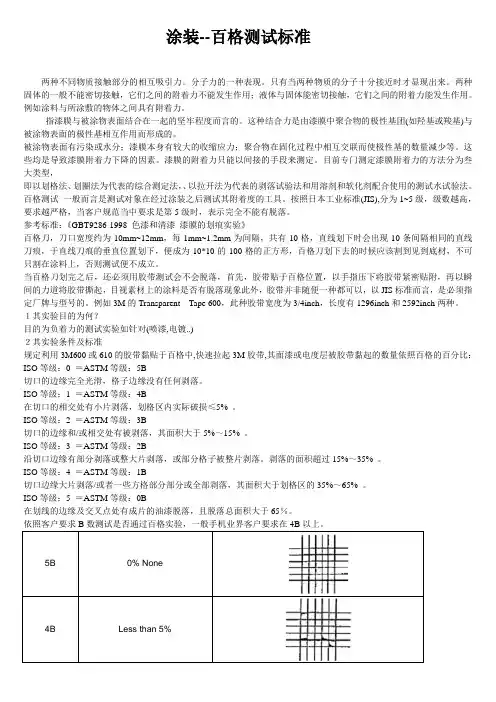
2.1用刀口宽约10mm-12mm的百格刀横向与纵向,在测试样本表面划10×10(100个)的正方
形小网格,以1mm为间隔,每一条划线应深及基材。
2.2用软毛刷向格阵图形的两对角线轻轻地向后5次,向前5次的刷测试样本表面。
2.3用3M胶带或等同效力的胶纸牢牢粘住被测试的小网格,并用橡皮擦用力擦拭胶带以加
大胶带与被测区域的接触面积及力度。
2.4用手抓住胶带一端,在垂直方向(90°)迅速扯下胶纸,用放大镜观察表面。
3 实验面分等级按表6
表6 实验结果分级
表1中给出了六个级别的分级,对于一般的用途,采用前三级进行评估。
百格测试标准集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)G B9286-98百格测试标准:1范围1.1本标准规定了在以直角网格图形切割涂层穿透至底材时来评定涂层从底材上脱离的抗性的一种试验方法。
用这种经验性的试验程序测得的性能,除了取决于该涂料对上道涂层或底材的附着力外,还取决于其他各种因素。
所以不能将这个试验程序看作是测定附着力的一种方法。
注1:虽然本试验主要规定用于实验室,但也适用于现场试验。
1.2所规定的方法可用作通过/不通过,或在适宜的场合,可用作一种六级分级试验(见8.3)。
当用于多层涂层体系时,可用来评定该涂层体系中各道涂层从每道其他涂层脱离的抗性。
1.3本试验可在涂有罩面漆的物体上和/或特制试样上进行。
虽然本试验方法适用于硬质底材(钢)和软质底材(木材和塑料)上的涂料,但这些不同底材需要采用一种不同的试验步骤(见第7章)。
本试验方法不适用于涂膜厚度大于250μm的涂层,也不适用于有纹理的涂层。
注2:当应用于设计成凹凸不平的图案表面的涂层时,该方法所得的结果会有较大的偏差。
2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T1727—92漆膜一般制备法GB3186—82(89)涂料产品的取样(neqISO1512:1978等)GB/T9271—88色漆和清漆标准试板(eqvISO1514:1984)GB9278—88涂料试样状态调节和试验的温湿度(eqvISO3270:1984)GB/T13452.2—92色漆和清漆漆膜厚度的测定(eqvISO2808:1974)3需要的补充资料对于任何特定应用而言,本标准中规定的试验方法,需要用补充资料来加以完善。
这些补充资料的项目在附录A中列出。
4仪器4.1切割刀具确保切割刀具有规定的形状和刀刃情况良好是特别重要的。
4.1.1下面列出一些适宜的切割工具,如图1a)和1b)所示:a)单刃切割刀具的刀刃为20°~30°,以及其他尺寸,如图1a)规定。
b)六个切割刀的多刃切割刀具,刀刃间隔为1mm或2mm,如图1b)规定。
在所有情况下,单刃切割刀具是优先选用的刀具,即适用于硬质或软底材上的各种涂层。
多刃刀具不适用于厚涂层(>120μm)或坚硬涂层,或施涂在软底材上的涂层。
4.1.24.1.1规定的刀具适用于手工操作,虽然这是较常用方法。
刀具也可以安装在获得更均匀切割的马达驱动的仪器上,应用仪器的操作程序应经有关双方商定。
4.2导向和刀刃间隔装置为了把间隔切割得正确,当用单刃切割刀具时,需要一系列导向和刀刃间隔装置,一个适用的装置如图2所示。
4.3软毛刷4.4透明的压敏胶粘带采用的胶粘带,宽25mm,粘着力(10±1)N/25mm或商定。
4.5目视放大镜手把式的,放大倍数为2倍或3倍。
5采样按GB3186的规定采取受试产品的代表性样品。
6试板6.1底材除非另有商定,从GB/T9271规定的那些底材中挑选一种底材。
试板应该平整且没有变形。
试板的尺寸应是能允许试验在三个不同位置进行,此三个位置的相互间距和与试板边缘间距均不小于5mm。
当试板是由较软的材料(例如木材)制成时,其最小厚度应为10mm。
当试板由硬的材料制成时,其最小厚度应为0.25mm。
注3:尺寸约150mm×100mm的长方形试板是适宜的。
注4:在试板是由木材制得情况下,木纹的方向和结构可能影响试验,而且明显的木纹会使评定不能进行。
6.2试板的处理及涂装除非另有商定,按GB/T9271的规定处理每块试板,按GB/T1727的规定制备样板。
6.3样板的干燥按GB/T1727—92中第7章的规定进行。
6.4涂层厚度的测定按GB/T13452.2规定的方法之一,测定干燥涂层的厚度,以μm计。
测定时,尽可能在靠近要测定切割试验位置的涂层上进行。
测定涂层厚度的次数视所用方法而定。
7操作步骤7.1总则7.1.1试验条件和试验的次数除非另有商定,测试条件按GB9278的规定;注5:在现场试验时,将允许采用环境条件。
在样板上至少进行三个不同位置(见6.1)试验(也见8.1)。
如果三次结果不一致,差值超过一个单位等级,在三个以上不同位置重复上述试验,必要的话,则另用样板,并记下所有的试验结果。
7.1.2样板的状态调节除另有规定,在试验前,样板在GB9278规定的条件下至少放置16h。
7.1.3切割数切割图形每个方向的切割数应是6。
7.1.4切割的间距每个方向切割的间距应相等,且切割的间距取决于涂层厚度和底材的类型,如下所述:0~60μm:硬底材,1mm间距。
0~60μm:软底材,2mm间距。
61~120μm:硬或软底材,2mm间距。
121~250μm:硬或软底材,3mm间距。
7.2用手工法切割涂层7.2.1将样板放置在坚硬、平直的物面上,以防在试验过程中样板的任何变形。
7.2.2按下述规定的程序完成手工切割。
试验前,检查刀具的切割刀刃,并通过磨刃或更换刀片使其保持良好的状态。
如果样板是木质材料或类似材料制成,则在与木纹方向呈约45°方向进行切割。
7.2.3握住切割刀具(4.1),使刀垂直于样板表面对切割刀具均匀施力,并采用适宜的间距导向装置(4.2),用均匀的切割速率在涂层上形成规定的切割数。
所有切割都应划透至底材表面。
如果不可能做到切透至底材是由于涂层太硬而造成的,则表明试验无效,并如实记录。
7.2.4重复上述操作。
再作相同数量的平行切割线,与原先切割线成90°角相交,以形成网格图形。
7.2.5用软毛刷(4.3)沿网格图形每一条对角线,轻轻地向后扫几次,再向前扫几次。
7.2.6只有硬底材才另外施加胶粘带(4.4)。
按均匀的速度拉出一段胶粘带,除去最前面的一段,然后剪下长约75mm的胶粘带。
把该胶粘带的中心点放在网格上方,方向与一组切割线平行,如图3所示,然后用手指把胶粘带在网格区上方的部位压平,胶粘带长度至少超过网格20mm。
为了确保胶粘带与涂层接触良好,用手指尖用力蹭胶粘带。
透过胶粘带看到的涂层颜色全面接触是有效的显示。
在贴上胶粘带5min内,拿住胶粘带悬空的一端,并在尽可能接近60°的角度,在0.5~1.0s内平稳地撕离胶粘带(见图3)。
7.2.7可将胶粘带固定在透明膜面上进行保留,以供参照用。
7.3采用电动机驱动的刀具切割涂层如果切割刀具采用电动机驱动的装置,务必遵守在手工操作步骤中规定的操作,特别是对于切割的间隔及试验次数。
8结果的表示8.1结果按如下所述进行评定。
—软底材:刷扫后立即进行;—硬底材:撕离胶粘带后立即进行。
8.2在良好的照明环境中,用正常的或校正过的视力,或经有关双方商定,用目视放大镜(4.5)仔细检查试验涂层的切割区。
在观察过程中,转动样板,以使试验面的观察和照明不局限在一个方向。
以类似方式检查胶粘带也是有效的。
8.3按表1通过与图示比较,将试验面进行分级。
表1试验结果分级注6:表1中的说明词提供了辅助的指导。
表1中给出了六个级别的分级。
对于一般性的用途,前三级是令人满意的。
要求评定通过/不通过时也采用前三级。
8.4对多涂层体系,报告界面间出现的任何脱落。
8.5如果试验结果不同,则报告每个试验结果。
在多层涂层体系的情况下,报告脱落的部位(是涂层之间还是涂层与底材之间)。
9试验报告试验报告应至少包括下列内容:a)识别受试产品所需的所有的必要细节;b)注明参照本标准;c)附录A中所涉及补充内容的条款,尤其是所用的切割刀具的类型;d)注明为提供c)项中涉及的补充内容而参照的国际标准或国家标准、产品规格或其他文件;e)按第8章评定的试验结果;f)与规定的试验方法的任何不同之处;g)试验日期。
图1适合的切割刀具图2刀口间距顺序图3胶粘带的定位附录A(标准的附录)需要的补充资料为使方法能进行,应适当提供本附录中所列补充资料的项目。
所需资料最好经有关双方商定,可以部分或全部来自与受试产品有关的国际标准或国家标准或其他文件。
a)底材的材料(包括厚度)和表面处理。
b)试验涂料施涂于底材的方法,包括在多层涂层体系的情况下涂层的干燥条件和时间。
c)试验前涂层的干燥(或烘烤)及放置(如适用)的条件和时间。
d)试验开始前,试样的调节时间(即使事先在该样板上已完成其他的试验)。
e)不管是单涂层还是多层涂层体系,按GB/T13452.2的方法测量干涂层的厚度,以μm计。
g)进行的试验程序,即它是通过/不通过还是分级试验。
h)所用的切割刀具类型和操作方法(手工的或电动机驱动的)。
i)根据表1中给出的分级,该材料所要求的(分级)性能。
涂料试样状态调节和试验的温湿度GB9278-88。