ZHB-D600储气罐(DN600×1450型)焊接工艺卡
- 格式:docx
- 大小:62.40 KB
- 文档页数:21

球形储罐焊接施工工艺规程1.适用范围本工艺标准适用于球罐焊接施工,焊接的主要施工方法为手工电弧焊,药芯焊丝气体保护焊。
施工范围包括:柱腿的焊接、方块和吊耳的焊接、球罐组对点焊、球罐的焊接、附件及梯子平台的焊接。
本标准依据现行国家及行业相关标准法规编制,施工方法施工单位可根据自身条件及具体工程要求进行选择。
1.2本标准适用球罐施工的下列范围:球罐支柱同球壳板的组装及支柱的安装球壳板的组装(不包括球壳板的焊接)球罐开孔的承压封头、平盖法兰及紧固件的安装球罐喷淋装置的安装1.3本标准不适用于下列球罐的施工:受核辐射作用的球罐非固定(如车载或船载)的球罐双壳结构的球罐膨胀成型的球罐2.施工准备球罐的安装前的施工准备包括技术准备、材料的验收、基础的交接检验、支柱的安装、吊点的焊接、机具材料的检验、焊接材料的发放和保管、工装卡具的准备。
2.1技术准备2.1.1施工资料准备施工合同施工行政批准文件施工图纸及设计提供相关资料施工技术文件施工记录表格相关的验收施工标准焊接工艺评定及焊接工艺指导书焊工及无损检测人员资质证件原材料、球壳板、球罐零部件的质量证明材料安全、环境与职业健康管理(HSE)施工机具、工装设备与计量器具一览表施工措施用料及消耗材料一览表施工现场布置图2.1.2现行施工标准规范钢制球形储罐GB12337钢制球形储罐型式与基本参数GB/T17261球形储罐施工及验收规范GB50094钢制压力容器焊接工艺评定JB4708压力容器无损检验JB4730钢制压力容器焊接规程JB4709钢制压力容器产品焊接试板的力学性能检验JB4744 碳钢焊条GB/T5117低合金钢焊条GB/T51182.施工准备球罐焊接准备包括技术准备、焊接材料的采购复验、焊接材料的保管、机具检验、焊接材料的烘干发放、焊接条件的准备,焊接人员资格的认可。
2.1技术准备2.1.1球罐焊接施工前应当具备合格的焊接工艺评定、编制完成焊接工艺卡或焊接工艺指导书等技术文件,焊接工艺卡应包括以下内容:焊接位置;焊接材料;焊接方法;预热温度及层间温度焊接工艺参数(电流、电压、焊速、线能量等);后热温度及时间。
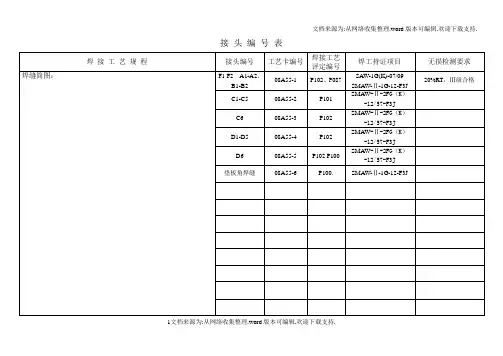
接头编号表
1文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
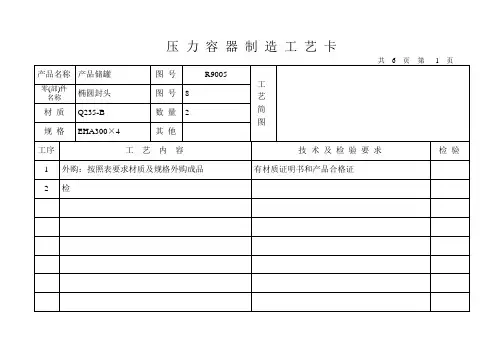
压力容器焊接工艺卡
共 6 页第 1 页
2文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
压力容器焊接工艺卡
共 6 页第 2 页
3文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
压力容器焊接工艺卡
共 6 页第 3 页
4文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
压力容器焊接工艺卡
共 6 页第 4 页
5文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
压力容器焊接工艺卡
共 6 页第 5 页
6文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
压力容器焊接工艺卡
共 6 页第 6 页
7文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.
岳阳威尔机器有限公司
焊接工艺规程产品名称5m3空气储灌
产品图号HL-08-019
产品编号08A55
编制日期
校对日期
审核日期
容器技术特性
8文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持.。
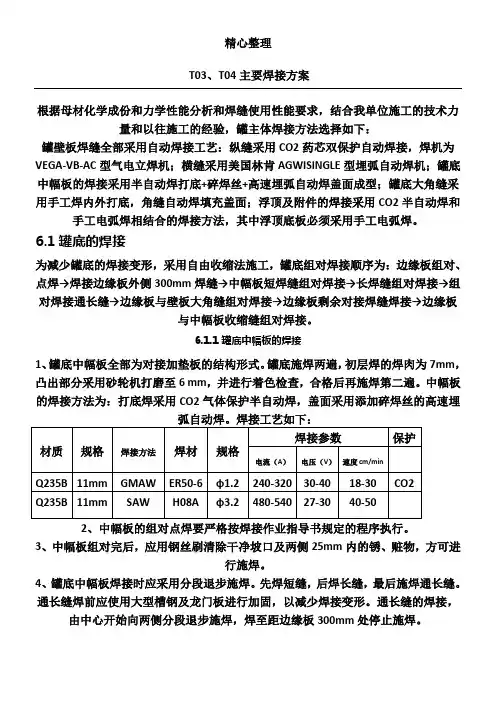
T03、T04主要焊接方案根据母材化学成份和力学性能分析和焊缝使用性能要求,结合我单位施工的技术力量和以往施工的经验,罐主体焊接方法选择如下:罐壁板焊缝全部采用自动焊接工艺:纵缝采用CO2药芯双保护自动焊接,焊机为VEGA-VB-AC型气电立焊机;横缝采用美国林肯AGWISINGLE型埋弧自动焊机;罐底中幅板的焊接采用半自动焊打底+碎焊丝+高速埋弧自动焊盖面成型;罐底大角缝采用手工焊内外打底,角缝自动焊填充盖面;浮顶及附件的焊接采用CO2半自动焊和手工电弧焊相结合的焊接方法,其中浮顶底板必须采用手工电弧焊。
6.1罐底的焊接为减少罐底的焊接变形,采用自由收缩法施工,罐底组对焊接顺序为:边缘板组对、点焊→焊接边缘板外侧300mm焊缝→中幅板短焊缝组对焊接→长焊缝组对焊接→组对焊接通长缝→边缘板与壁板大角缝组对焊接→边缘板剩余对接焊缝焊接→边缘板与中幅板收缩缝组对焊接。
6.1.1罐底中幅板的焊接1、罐底中幅板全部为对接加垫板的结构形式。
罐底施焊两遍,初层焊的焊肉为7mm,凸出部分采用砂轮机打磨至6 mm,并进行着色检查,合格后再施焊第二遍。
中幅板的焊接方法为:打底焊采用CO2气体保护半自动焊,盖面采用添加碎焊丝的高速埋2、中幅板的组对点焊要严格按焊接作业指导书规定的程序执行。
3、中幅板组对完后,应用钢丝刷清除干净坡口及两侧25mm内的锈、赃物,方可进行施焊。
4、罐底中幅板焊接时应采用分段退步施焊。
先焊短缝,后焊长缝,最后施焊通长缝。
通长缝焊前应使用大型槽钢及龙门板进行加固,以减少焊接变形。
通长缝的焊接,由中心开始向两侧分段退步施焊,焊至距边缘板300mm处停止施焊。
5、对较多平行排列的焊缝(长缝),应由二台焊机从中心向外对称隔缝施焊,施焊程序如附图2:6.为减少中幅板短缝和长缝在焊接后两端产生的下凹变形,中幅板短缝和长缝的端部应在焊道两侧加短背杠,同时端部焊接预留长度尽量短,以不焊至垫板为原则。
6.1.2边缘板的焊接1、边缘板的焊接采用手工电弧焊,顺序为:先焊外侧500mm,由外向内施焊,注意层间接头相互错开30-50mm,外侧加引弧板防止起弧产生缺陷。
目录一工程概况二现场焊接执行标准、规范三坡口加工与接头形式四一般要求五焊接施工要点六防变形措施七质量检验八无损探伤程序九安全技术措施一、工程概述上海孚宝漕泾罐储罐区共计47台储罐,详见储罐安装工艺方案:二、现场焊接执行标准、规范1、API650标准2、《立式圆桶形钢制焊接油罐施工及验收规范》GBJ128-90三、坡口加工与接头形式坡口加工与接头形式应符合施工图纸的要求,其中坡口、碳钢采用半自动氧烟切割机、不锈钢采用等离子切割机加工,加工后用角向磨光机打磨表面硬化层。
碳钢用砂轮片不得与不锈钢混用。
四、一般要求:1、焊工必须持有技术监督局颁发的焊工证(在有效期内),并通过孚宝现场检验考试,取得孚宝发放的合格证书。
焊工施焊的相应位置应与此次考试合格证的合格项目相符。
上岗必须佩戴专用标识,并在焊缝附近用记号笔标出焊工编号。
2、焊接设备完好,接线牢固。
3、严格遵守所给定的工艺参数施焊,不得改变和随意突破。
4、储罐主体主要使用三种焊材碳钢Q235-A采用J422酸性焊条(不需烘烤)不锈钢304、304L采用A002焊条碳钢+不锈钢(Q235-A+304L)采用焊条的烘烤、发放、回收由我公司负责。
焊条烘烤温度150℃,烘烤时间1小时。
各焊工班组应于前一天下班提出焊条用量,并负责领出新焊条,放入焊条烘箱内,现场使用焊条(包括J422)必须采用保温筒携带,焊条放在保温筒最多6个小时。
当天未用完的焊条应交回焊条库保管或复烘。
5、焊前应将坡口表面及其周边不小于20mm范围内的油、锈迹、漆、垢、水分、毛刺等清理干净,并检查确认其坡口角度、对口间隙、错边量等。
6、引弧、收弧均应在焊道上或用引弧板,禁止随意在母材上打火,试电流。
7、点固焊、工卡具焊接应采用与正式焊接相同的焊条和焊接工艺。
工卡具及其他临时焊点拆除时,严禁用大锤强力打下,宜采用氧-乙炔焰切割或砂轮机打磨,避免损伤母材。
8、焊接环境出现下列任一情况时,无有效防护措施,禁止施焊:风速大于8m/s;相对湿度大于90%;气温低于0℃;雨、雪天气。
HJ0901-03 焊接工艺卡工艺编号:RQ-2019001零部件名称壳体纵焊缝WPS编号RQ-03接头工艺编号1A PQR编号HP1901基本材料接头简图(对接):焊接程序说明牌号规格 1 焊前清理坡口两侧油污、水份,不锈钢涂白垩粉,Q345R DN600×24 若碳钢要去除氧化层。
2 按本节点图组装坡口内点固焊,长30mm间距≤400mm3 按本工艺采用SMAW焊接第1-2层至要求,层间清渣。
4 外侧清根深“2~3mm ”。
焊接材料 5 外侧用SAW焊接第3-5 层至要求。
牌号规格烘干温度烘烤时间6 清理焊缝,自检,做好焊工钢印标记。
CHE507R Φ3.2 350 1 7 交检验员检验焊缝表面质量,合格后检验员作确认标CHE507R Φ4.0 350 1 示,并填写焊接记录卡。
H10Mn2 Φ4.0 8 合格后焊工、检验员签署工序过程卡,检验员委托无CHF101 350 2 损检测。
预热温度/ 9 按设计图要求探伤RT100 %II 级合格。
预热保持/层间温度≤300℃焊后热处理620±20℃焊工持证上岗项目:SAW-1G(K)-07/09/19,SMAW-FeⅢ-5G(K)-21/194-Fef3J焊接工艺参数其它参数焊接方法焊机极性层次直径电流(A)电压(V)速度(cm/min)焊条牌号钨棒直径喷嘴直径氩气流量SMAW 直流反接点焊Φ3.2 90-150 20-26 / CHE507RSMAW 直流反接1-2 Φ3.2 90-150 20-26 8~15 CHE507RSMAW 直流反接3-5 Φ4.0 130-180 22-28 8~15 CHE507RSAW 直流反接6-11 Φ4.0 500-600 32~36 35~45 H10Mn2 ,CHF101HJ0901-04 焊接工艺卡工艺编号:RQ-2019001零部件名称壳体环缝WPS编号RQ-01接头工艺编号1B,2B PQR编号HP1901基本材料接头简图(对接):焊接程序说明牌号规格 1 焊前清理坡口两侧油污、水份,不锈钢涂白垩粉,Q345R DN600X24 若碳钢要去除氧化层。
球形储罐焊接施工工艺规程一、总则球形储罐焊接施工工艺规程是根据设计要求、制造工艺及资料进行制定的。
施工人员必须按照本规程的要求进行操作,确保施工质量。
本规程适用于球形储罐焊接施工,包括材料检验、球形储罐外壳焊接、球底焊接、封头焊接、管道焊接等工序。
二、材料检验1.焊材质量证明书必须与实际焊材一致,并检查焊材的外观质量、包装是否完好。
2.焊接前必须对材料进行化学成分分析,焊材与母材成分应一致或符合设计要求。
3.焊材必须进行力学性能试验,强度要求不低于设计要求。
三、球形储罐外壳焊接1.焊接前必须检查钢板表面是否清洁,除去油脂、锈蚀及其他污染物。
2.采用电弧焊进行焊接,必须采用规定焊接工艺。
3.焊接设备、电源应满足设计要求,同时进行安全检查。
4.焊接工作必须由合格焊工进行,且必须有监督人员进行检查。
5.焊缝必须进行无损检测,焊接质量要符合设计要求。
四、球底焊接1.焊接前必须将球底清洁干净,去除油脂、锈蚀等污染物。
2.球底焊接必须采用合适的焊接工艺与设备。
3.球底焊接工艺必须采用内外焊同时施工,保证焊缝的质量和可靠性。
4.焊接过程要注意焊接速度、焊接时的预热温度等,确保焊接质量。
5.焊接完成后必须进行外观检测,焊缝质量要符合设计要求。
五、封头焊接1.焊接前必须检查封头表面是否清洁,除去油脂、锈蚀及其他污染物。
2.采用电弧焊进行焊接,焊接工艺必须符合设计要求。
3.焊接设备、电源应满足设计要求,同时进行安全检查。
4.焊接工作必须由合格焊工进行,且必须有监督人员进行检查。
5.焊缝必须进行无损检测,焊接质量要符合设计要求。
六、管道焊接1.焊接前必须对管道进行清洗,去除油脂、锈蚀等污染物。
2.焊接工艺必须符合设计要求,且必须进行预热处理。
3.焊接设备、电源应满足设计要求,同时进行安全检查。
4.焊接工作必须由合格焊工进行,且必须有监督人员进行检查。
5.焊缝必须进行无损检测,焊接质量要符合设计要求。
七、施工质量控制1.施工过程中必须按照设计要求进行操作,严禁违规操作。

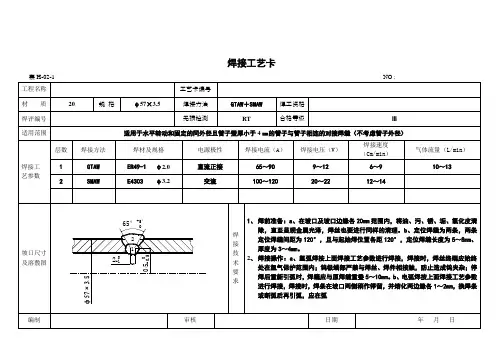
T03、T04 主要焊接方案根据母材化学成份和力学性能分析和焊缝使用性能要求,结合我单位施工的技术力量和以往施工的经验,罐主体焊接方法选择如下:罐壁板焊缝全部采用自动焊接工艺:纵缝采用 CO2 药芯双保护自动焊接,焊机为VEGA-VB-AC 型气电立焊机;横缝采用美国林肯 AGWISINGLE 型埋弧自动焊机;罐底中幅板的焊接采用半自动焊打底 +碎焊丝 +高速埋弧自动焊盖面成型;罐底大角缝采用手工焊内外打底,角缝自动焊填充盖面;浮顶及附件的焊接采用CO2 半自动焊和手工电弧焊相结合的焊接方法,其中浮顶底板必须采用手工电弧焊。
6.1 罐底的焊接为减少罐底的焊接变形,采用自由收缩法施工,罐底组对焊接顺序为:边缘板组对、点焊→焊接边缘板外侧 300mm 焊缝→中幅板短焊缝组对焊接→长焊缝组对焊接→组对焊接通长缝→边缘板与壁板大角缝组对焊接→边缘板剩余对接焊缝焊接→边缘板与中幅板收缩缝组对焊接。
6.1.1 罐底中幅板的焊接1、罐底中幅板全部为对接加垫板的结构形式。
罐底施焊两遍,初层焊的焊肉为 7mm,凸出部分采用砂轮机打磨至 6 mm,并进行着色检查,合格后再施焊第二遍。
中幅板的焊接方法为:打底焊采用CO2 气体保护半自动焊,盖面采用添加碎焊丝的高速埋弧自动焊。
焊接工艺如下:焊接参数保护材质规格焊接方法焊材规格电流( A)电压( V)速度 cm/minQ235B 11mm GMAW ER50-6 φ1.2 240-320 30-40 18-30 CO2Q235B 11mm SAW H08A φ3.2 480-540 27-30 40-502、中幅板的组对点焊要严格按焊接作业指导书规定的程序执行。
3、中幅板组对完后,应用钢丝刷清除干净坡口及两侧25mm 内的锈、赃物,方可进行施焊。
4、罐底中幅板焊接时应采用分段退步施焊。
先焊短缝,后焊长缝,最后施焊通长缝。
通长缝焊前应使用大型槽钢及龙门板进行加固,以减少焊接变形。
C储气罐制造工艺及过程卡储气罐的制造工艺主要包括以下几个步骤:1.设计:首先确定储气罐的容积,工作压力和温度等参数,然后进行结构设计和材料选型。
2.材料准备:选择合适的材料,通常使用碳钢、不锈钢等材料。
根据设计要求切割、弯曲和加工成各种形状的板材和管材。
3.焊接:按照设计图纸将板材和管材进行焊接,形成储气罐的主体结构。
焊接工艺包括气保焊、电弧焊、埋弧焊等。
4.检测:进行储气罐的各项性能测试,包括压力测试、泄漏测试、耐压性能测试等。
确保储气罐具有良好的密封性和安全性。
5.表面处理:对储气罐的表面进行喷涂或镀锌处理,提高其防腐蚀性能和美观度。
6.安装配件:安装储气罐上的配件,如进出口阀门、安全阀、压力表等。
确保储气罐的功能完整和可靠。
7.检验验收:对制造完成的储气罐进行全面检查和验收,保证其符合设计标准和要求。
以上是储气罐的制造工艺主要步骤,下面将详细介绍每个步骤的具体过程。
1.设计:根据客户需求和使用环境确定储气罐的参数,如容积、工作压力、材质等。
设计部门根据这些参数绘制详细的设计图纸,包括结构图、尺寸图、焊接图等。
2.材料准备:根据设计图纸确定所需板材和管材的规格和数量,然后进行材料采购和准备。
将板材和管材切割成所需尺寸和形状,然后进行弯曲和成型。
3.焊接:将准备好的板材和管材进行组装和拼接,然后进行焊接。
焊接工艺需要严格控制焊接参数,确保焊缝质量良好。
焊接完成后要进行除渣和打磨处理。
4.检测:对焊接完成的储气罐进行全面检测,包括压力测试、泄漏测试、X射线探伤等。
通过测试检验储气罐的密封性和耐压性能。
5.表面处理:清洗储气罐表面,去除油污和氧化物。
然后进行喷涂或镀锌处理,提高储气罐的防腐蚀性能和美观度。
6.安装配件:根据设计要求安装储气罐上的各种配件,如进出口阀门、安全阀、排气口等。
确保储气罐的功能完整。
7.检验验收:对制造完成的储气罐进行全面检查和验收,确保其符合设计要求和标准。
只有通过验收检验的储气罐才能出厂并投入使用。
球形储罐焊接施工工艺规程球形储罐焊接施工工艺规程一、概述球形储罐是一种压力容器,具有压力变形小、容积利用率高、外形美观等特点,广泛应用于化工、石油、制药、食品等行业。
本规程基于球形储罐的结构形式和焊接工艺特点,规定了球形储罐焊接施工的组织管理、工艺流程、焊接工艺参数、质量掌控等方面的要求,以保证焊接质量符合相关标准的要求。
二、组织管理1.施工前,焊接施工人员必需经过相应的焊接工艺培训,并取得相应证书后方可上岗。
2.焊接施工人员的分组应依据技术水平、阅历等综合因素进行,每组不得超过4人。
3.焊接施工前,班长应查验设备和材料、焊接工艺参数等是否符合要求,并对参加施工的人员进行安全教育,强调安全第一原则。
4.焊接施工现场必需配备专职的质检人员和安全人员,分别负责质量和安全的监督和管理。
5.焊接施工完成后应适时进行质量检验,并填写记录表格。
三、工艺流程1.球体的制造采纳旋制或拉伸成形,焊缝采纳手工或自动焊接。
2.焊接前应对球体进行表面处理,保证表面无油污、锈蚀等杂质,便于侧焊缝焊接。
3.首先焊接球体侧焊缝,采纳自动埋弧焊或滑动电弧焊,保证焊缝宽度和高度符合要求,焊透度达到设计要求。
4.侧焊缝焊接完成后,开始焊接球体顶部和下底面。
顶部焊缝采纳手工埋弧焊,下底面焊缝采纳自动埋弧焊。
5.焊接完成后,进行外观检查,防止存在表面未熔合、未填满等缺陷。
随后进行X光检测,保证焊缝内部无裂纹等缺陷。
6.最后进行水压试验,保证焊接质量符合要求。
四、焊接工艺参数1.侧焊缝采纳自动埋弧焊或滑动电弧焊,焊接电流250-350A,焊接速度5-10cm/min,焊接气体为混合气体,保护气体流量为8-10L/min。
2.顶部焊缝采纳手工埋弧焊,焊接电流220-280A,焊接速度4-6cm/min,焊接电极直径4-5mm,基本钝化药皮。
3.下底面焊缝采纳自动埋弧焊,焊接电流250-350A,焊接速度5-10cm/min,焊接气体为混合气体,保护气体流量为8-10L/min。
通用焊接工艺卡焊接工艺编号HP-II-1-065材料牌号Q345R规格18mm接头种类对接焊接位置平焊适焊接方法埋弧自动焊用焊接直流直流范电源反接反接围坡口形式Y坡口角度〔°〕60± 5钝边〔 mm〕8组对间隙〔 mm〕1~2反面清根:碳弧气刨通用焊接工艺卡编号RXDM-01-07焊接层次及顺序简图2134F1-AP1、 F2-AP1加热方式/层间温度/焊前预热温度范围/测温方法/种类消应力保温时间~焊后热处理加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~ 640℃测温方法热电偶焊接工艺参数焊材规格焊接电流电弧电压焊接速度气流量钨极直径喷嘴直径线能量焊层焊材牌号〔mm〕〔 A〕〔 V〕Cm/min L/min〔 mm〕〔 mm〕(KJ/cm) 1H10Mn2/HJ431φ450~48032~3548~50///~2H10Mn2/HJ431φ520~55034~3646~48///~3~4H10Mn2/HJ431φ580~60035~3746~48///~备注:其它焊接工艺要求,按本单位?通用焊接工艺规程?执行通用焊接工艺卡焊接工艺编号HP-II-1-065材料牌号Q345R规格16mm接头种类对接焊接位置平焊焊接方法埋弧自动焊适用焊接直流直流范围电源反接反接坡口形式Y坡口角度〔°〕50± 5钝边〔 mm〕6组对间隙〔 mm〕1~2反面清根:碳弧气刨加热方式/焊前预热温度范围/通用焊接工艺卡编号RXDM-01-06焊接层次及顺序简图2134A1~ A5、 B2~ B5层间温度/测温方法/种类消应力保温时间~焊后热处理加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~640℃测温方法热电偶焊接工艺参数焊材规格焊接电流电弧电压焊接速度气流量钨极直径喷嘴直径线能量焊层焊材牌号〔 mm〕〔 A〕〔 V〕Cm/min L/min〔 mm〕〔mm〕(KJ/cm) 1H10Mn2/HJ431φ450~48032~3548~50///~2~3H10Mn2/HJ431φ550~58033~3646~48///~ 4H10Mn2/HJ431φ580~60035~3746~48///~备注:其它焊接工艺要求,按本单位?通用焊接工艺规程?执行通用焊接工艺卡焊接工艺编号HP-II-1-065通用焊接工艺卡编号RXDM-01-06材料牌号Q345R焊接层次及顺序简图规格18/16mm适用接头种类对接2范围焊接位置平焊13焊接方法埋弧自动焊4焊接直流直流B1、 B6电源反接反接坡口形式Y坡口角度〔°〕50± 5钝边〔 mm〕10组对间隙〔 mm〕1~2反面清根:碳弧气刨加热方式/层间温度/焊前预热温度范围/测温方法/种类消应力保温时间~焊后热处理加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~640℃测温方法热电偶焊接工艺参数焊材规格焊接电流电弧电压焊接速度气流量钨极直径喷嘴直径线能量焊层焊材牌号〔 mm〕〔 A〕〔 V〕Cm/min L/min〔 mm〕〔mm〕(KJ/cm) 1H10Mn2/HJ431φ450~48032~3548~50///~2~3H10Mn2/HJ431φ550~58033~3646~48///~4H10Mn2/HJ431φ580~60035~3746~48///~备注:其它焊接工艺要求,按本单位?通用焊接工艺规程?执行焊接工艺编号HP-II-1-055通用焊接工艺卡编号RXDS-01-07通用焊接工艺卡Q345R/16MnII材料牌号Q345R规格16mm接头种类对接焊接位置平焊适焊接方法焊条电弧焊用焊接种类直流范电源极性反接围坡口形式Y坡口角度〔°〕50± 5钝边〔 mm〕2~3组对间隙〔 mm〕1~ 2反面清根:碳弧气刨焊接层次及顺序简图432156A6、 A7、 B14、 B15加热方式/层见温度/焊前预热温度范围/测温方法/种类消应力保温时间~焊后热处理加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~ 640℃测温方法热电偶焊接工艺参数焊材规格焊接电流电弧电压焊接速度气流量钨极直径喷嘴直径线能量焊层焊材牌号〔 mm〕〔 A〕〔 V〕Cm/min L/min〔 mm〕〔 mm〕(KJ/cm) 1J507φ160~16523~2415~16///~2J507φ165~17023~2415~16///~3~4J507φ170~17524~2514~15///~5~6J507φ170~17524~2514~15///~备注:其它焊接工艺要求,按本单位?通用焊接工艺规程?执行通用焊接工艺卡焊接工艺编号HP-I-1/II-1-094通用焊接工艺卡编号RXDTYS-01-02材料牌号20/16MnII焊接层次及顺序简图规格Φ57*5 、Φ 89*6接头种类对接焊接位置平焊手工钨极氩弧焊适焊接方法+焊条电弧焊用焊接种类直流范电源极性正接 +反接围坡口形式YB7~ B13坡口角度〔°〕60± 5钝边〔 mm〕1~组对间隙〔 mm〕~反面清根: /加热方式/层间温度/焊前预热温度范围/测温方法/种类消应力保温时间~焊后热处理加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~ 640℃测温方法热电偶焊接工艺参数焊层焊材规格焊接电流电弧电压焊接速度气流量钨极直径喷嘴直径线能量焊材牌号焊道〔 mm〕〔A〕〔V〕Cm/min L/min〔mm〕〔mm〕(KJ/cm)1J50ф90~ 9513~148~ 99~ 1110~ 102J427ф110~ 11521~2217~ 18///~3J427ф110~ 11521~2215~ 16///~备注:其它焊接工艺要求,按本单位?通用焊接工艺规程?执行通用焊接工艺卡焊接工艺编号HP-I-1/II-1-094通用焊接工艺卡编号RXDTYS-01-01材料牌号20/16MnII焊接层次及顺序简图规格Ф 25× 3mm适接头种类对接用焊接位置平焊范手工钨极氩弧焊焊接方法围+焊条电弧焊焊接种类直流B16、 B17电源极性正接 +反接坡口形式Y坡口角度〔°〕60± 5钝边〔 mm〕1~组对间隙〔 mm〕~反面清根: /加热方式/层间温度/焊前预热温度范围/测温方法/种类消应力保温时间~焊后热处理加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~ 640℃测温方法热电偶焊接工艺参数焊层焊材规格焊接电流电弧电压焊接速度气流量钨极直径喷嘴直径线能量焊材牌号焊道〔mm〕〔A〕〔V〕Cm/min L/min〔mm〕〔mm〕(KJ/cm) 1J50ф90~ 9513~ 148~ 99~ 1110~10 2J427ф110~ 11521~ 2217~ 18///~备注:其它焊接工艺要求,按本单位?通用焊接工艺规程?执行通用焊接工艺卡HP-II-1-067 HP-II-1-055焊接工艺编号HP-I-1-012材料牌号20/Q345R规格δ s=16mm接头种类管板角接焊接位置垂直固定焊接方法焊条电弧焊适焊接种类直流用电源极性反接范坡口形式单 V围β1 =35±2坡口角度〔°〕β2 =50±5钝边〔 mm〕1~2b1 =5± 1组对间隙〔 mm〕b2=2±反面清根:碳弧气刨通用焊接工艺卡编号RXDS-09-06焊接层次及顺序简图K1 ≥ 6mmD1、D2、 D5~D7、 D11加热方式/层间温度/焊前预热温度范围/测温方法/种类消应力保温时间/焊后热处理加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~640℃测温方法热电偶焊接工艺参数电弧电焊材规格焊接电流焊接速度气流量钨极直径喷嘴直径线能量焊层焊材牌号压〔mm〕〔A〕Cm/min L/min〔mm〕〔mm〕(KJ/cm)〔 V〕1J507φ100~10520~2111~12///10~122~3J507φ165~17023~2415~16///~ 4~5J507φ155~16023~2414~15///~ 6J507φ120~12522~2315~16///~ 7~9J507φ165~17023~2414~15///~ 10~12J507φ155~16023~2415~16///~154备注:其它焊接工艺要求,按本单位?通用焊接工艺规程?执行通用焊接工艺卡HP-II-1-067 HP-II-1-055焊接工艺编号通用焊接工艺卡编号R10-0047-02HP-I-1-012材料牌号20/Q345R焊接层次及顺序简图规格δ s=16mm接头种类管板角接焊接位置垂直固定焊接方法焊条电弧焊适焊接种类直流用电源极性反接范坡口形式单 V围坡口角度β 1=35±2〔°〕β 2=50±5K1≥ 6mm 钝边〔 mm〕1~2D3、 D4组对间隙b1=5± 1〔 mm〕b2 =2±反面清根:碳弧气刨加热方式/层间温度/焊前预热温度范围/测温方法/种类消应力保温时间/焊后热处理加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~ 640℃测温方法热电偶焊接工艺参数焊材焊材规格焊接电流电弧电压焊接速度气流量钨极直径喷嘴直径线能量焊层牌号〔 mm〕〔 A〕〔 V〕Cm/min L/min〔 mm〕〔mm〕(KJ/cm) 1J507φ100~10520~2111~12///10~122~3J507φ170~17523~2415~16///~4~6J507φ160~16523~2414~15///~177~9J507φ160~16523~2414~15///~1710~12J507φ175~18023~2414~15///16~13~14J507φ165~17023~2415~16///~备注:其它焊接工艺要求,按本单位?通用焊接工艺规程?执行通用焊接工艺卡HP-II-1-067 HP-II-1-055焊接工艺编号通用焊接工艺卡编号R10-0047-03HP-I-1-012适材料牌号20/Q345R焊接层次及顺序简图用规格δ s=18/16mm范接头种类管板角接围焊接位置垂直固定焊接方法 焊条电弧焊焊接 种类 直流 电源极性反接 610-12坡口形式单 V8-971β1 =35±22-3坡口角度〔°〕4-62β2 =50±5钝边〔 mm 〕1~2组对间隙〔 mm 〕b 1 =5± 1 K1≥ 6mmD10b 2=2±反面清根:碳弧气刨加热方式 /层间温度/ 焊前预热温度范围 / 测温方法 /种类消应力 保温时间/焊后热处理加热方式 炉内加热 冷却方式 随炉缓冷 炉外空冷温度范围600~640℃ 测温方法热电偶焊接工艺参数电弧电焊材规格焊接电流焊接速度气流量钨极直径喷嘴直径线能量 焊层焊材牌号压〔mm 〕〔 A 〕Cm/minL/min〔 mm 〕〔mm 〕(KJ/cm)〔 V 〕1 J507 φ100~105 20~21 11~12 / / / 10~122~3 J507 φ165~170 23~24 15~16 / / / ~ 4~5 J507 φ155~160 23~24 14~15 / / / ~ 6 J507 φ 120~125 22~23 15~16 / / / ~ 7~9 J507 φ165~170 23~24 14~15 / // ~10~12J507φ155~16023~2415~16///~154备注:其它焊接工艺要求,按本单位?通用焊接工艺规程?执行通用焊接工艺卡HP-II-1-067 HP-II-1-055焊接工艺编号HP-I-1-012材料牌号Q345R规格δ s=16/18mm接头种类管板角接焊接位置垂直固定焊接方法焊条电弧焊适焊接种类直流用电源极性反接范坡口形式单 V围β1=35±2坡口角度〔°〕β2=50±5钝边〔 mm〕1~2b1 =5± 1组对间隙〔 mm〕b2=2±反面清根:碳弧气刨通用焊接工艺卡编号R10-0047-04焊接层次及顺序简图610-127-9612-34-52K1≥ 6mm D8、D9加热方式/层间温度/焊前预热温度范围/测温方法/种类消应力保温时间/焊后热处理加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~640℃测温方法热电偶焊接工艺参数电弧电焊材规格焊接电流焊接速度气流量钨极直径喷嘴直径线能量焊层焊材牌号压〔mm〕〔 A〕Cm/min L/min〔 mm〕〔mm〕(KJ/cm)〔 V〕1J507φ100~10520~2111~12///10~122~3J507φ165~17023~2415~16///~4~5J507φ155~16023~2414~15///~ 6J507φ120~12522~2315~16///~7~9J507φ165~17023~2414~15///~10~12J507φ155~16023~2415~16///~154备注:其它焊接工艺要求,按本单位?通用焊接工艺规程?执行通用焊接工艺卡焊接工艺编号HP-II-1-055通用焊接工艺卡编号RXDS-04-07材料牌号Q345R焊接层次及顺序简图规格16mm接头种类搭接适焊接位置垂直固定用焊接方法焊条电弧焊范焊接种类直流围电源极性反接坡口形式I D12~ D18、 D21、 D22坡口角度〔°〕/钝边〔 mm〕/组对间隙〔 mm〕0~2K 值: K=δ。
焊接工艺卡
单位名称中原油田建设集团公司批准人签字
报告编号HJGK-X60-001 日期2011年11月15日焊接方法焊条电弧焊
适用项目主体线路焊接
焊接工艺卡
单位名称中原油田建设集团公司批准人签字
报告编号HJGK-X60-002 日期2011年11月15日焊接方法焊条电弧焊
适用项目穿跨越段、重要地段、连头、返修焊接
焊接工艺卡
单位名称中原油田建设集团公司批准人签字
报告编号HJGK-X60-003 日期2011年11月15日焊接方法焊条电弧焊
适用项目主体线路焊接
焊接工艺卡
单位名称中原油田建设集团公司批准人签字
报告编号HJGK-X60-004 日期2011年11月15日焊接方法焊条电弧焊
适用项目穿跨越段、重要地段、连头、返修焊接。