QC成果报告表(范例)
- 格式:docx
- 大小:150.97 KB
- 文档页数:5
QC小组成员及参加活动情况表小组名称金属室QC小组成果类型攻关型课题名称M33以下小螺栓硬度检验不准确及改进小组人数 5序号姓名组内职务性别职务参加活动次数负责哪项对策1 李金艳组长女技术员2 情况汇总2 代文杰组员男班长 2 触头与螺栓接触3 卢伯烨组员男 2 螺栓质量4 杨波组员男 2 螺栓质量5 钟艳博组员男 2 触头与螺栓接触6789101112131415M33以下小螺栓硬度检验不准确及改进金属室QC小组一.小组简介生技部金属室QC小组,成立于1998年1 月,现在成员5 名,文化程度较高,有1人为高级工程师,1人为技师。
小组类型为攻关型,活动时间为2011年2月----2011年10月。
小组成员简介如下:序号姓名组内职务性别职务文化程度应参加活动次数1 李金艳组长女技术员大学 52 代文杰组员男班长大专 53 钟艳博组员男大学 54 扬波组员男大学 55 卢伯烨组员男大学 5二.选题理由我厂在进行螺检验时,有很多小于M33的螺栓,用便携式硬度计打硬度时往往打出来的硬度值不准确,严重影响安全生产和经济效益,为了保证安全生产,提高机组运行的稳定性,我们选择这一课题进行攻关,以降低不安全因素,提高经济效益。
三.现状调查在历次的大修中,检验M33以下的螺栓硬度时,都存在用便携式里氏硬度计检验硬度不准确的问题,为了检验这些螺栓,改用布氏硬度计打这些螺栓的硬度。
但是用布氏硬度计打小螺栓硬度工作量会提高很多,而且现场有的螺栓没有拆下来,就不能检验这些螺栓的硬度。
给机组的安全运行带来隐患。
四.分析问题的原因小组成员经过认真细致的分析,总结出造成硬度检验不准确的原因有:螺栓质量小、螺栓曲率半径小致使硬度计触头与螺栓表面接触不平稳、打磨平面不平,操作不当及其它方面。
我们用因果分析图从人、机、料、法、环五个方面来分析硬度检验不准确的主要原因(见图1)。
五.确定要因针对上述几项原因,小组成员做了大量的实验、分析工作,造成硬度检验不准确的有20支因为螺栓质量小,有14支因为硬度计触头与螺栓表面接触不良造成,有6 支因为螺栓表面打磨不平所至,有6 支由于操作不当发生不准确,还有4 次其它原因造成误差。

发布人:周丽卿福建铁路建设(集团)有限公司第三分公司邵武项目部QC小组小组成员简介对以往20座同类工程进行现场测量和抽查分项工程质量评定表,我们QC 小组通过绘制统计如下表:影响刚架拱桥安装优良率的因素统计表目标论证运用树图找出产生安装质量差的原因:要因确认表轴线横向偏差、拱圈标高偏差、拱肋间距偏差调查表注:“0”为合格,“1”为不合格。
通过分析,我们针对主因制定了以下措施,见下表:实施一:编制作业指导书经上级领导审核,专人保管发送;模板施工员现场相互复核,发现问题,及时整改;现场派专人指挥作业并检查。
实施二:作业人员岗前进行培训,在拱桥吊装技术、质量安全、施工进度,接头焊接等方面知识进行举办专题培训班共5次,参加人员累计48人次,对安装人员进行现场能力考核3次,经考试合格率达100%。
实施三:①由付为安把两台经纬仪送南平市计量部门鉴定,鉴定后均为合格;②在拱片安装的12次过程中,使用经纬仪对轴线进行测量复核共18测次。
③采用双人相互复核共36次。
实施四:两台水准仪送南平计量部门鉴定均为合格;钢脚手架及管卡经李永茂送邵武技术监督局鉴定合格,支承拱片构件的脚手架,按监理批准的搭设方案,由持证的架子工搭设,并经监理验收,纵横向间距(0.5×0.5×0.5m)及扣件扭力均合格;基底承载力经检查均达到0.5mpa,满足设计要求。
拱圈标高实测8次复核8次。
实施五:钢尺由付为安送南平计量部门检定合格,由杨永熙和付为安两人丈量复核28次。
(一) 对各对策实施前后进行检查,见以下柱状图 1.整章建制及落实效果情况 从上图中可看出由于落实了安全质量技术等各类制度,做到有章可循。
2.人员培训效果检查 从图中看出,活动后预制构件施工员独立操作能力超越目标5%。
3.拱片构件安装效果检查①轴线横向允许偏差为±10mm,经监理检查,其偏差均在±8mm 以内;②拱圈标高允许偏差为±20mm经监理检查,1#、2#、3#、4#拱顶偏差分别为8mm、9mm、12mm、13mm;③各拱肋间距允许偏差为±10mm,经监理检查,其偏差均在±6mm以内。
qc成果报告范例【标题】:QC成果报告【日期】:xxxx年xx月xx日【简介】:本报告旨在总结和展示质量控制(Quality Control,简称QC)活动的成果和效果,分析质量控制的实施情况,并提出改进建议,以确保产品或服务的质量满足要求。
【背景】:公司/团队/项目在xxxx年启动了质量控制活动,旨在提高产品/服务的质量,减少缺陷率,并满足客户和市场需求。
通过对质量控制活动的全面实施和持续改进,达到了一定的成效。
【主要内容】:1. 质量控制活动介绍:1.1 目标和目的1.2 活动范围和内容1.3 负责人和团队成员2. 实施情况分析:2.1 质量控制流程和方法2.2 数据收集和分析2.3 缺陷率和不合格品率的变化趋势分析2.4 客户满意度调查结果3. 成果和效果展示:3.1 质量控制活动取得的具体成果3.2 缺陷率和不合格品率的下降程度3.3 客户满意度的提升情况3.4 成本节约和效益提升的效果4. 改进建议:4.1 基于分析结果提出的改进建议4.2 针对其中的问题和挑战提出的解决方案4.3 提出下一步的质量控制计划和目标【结论】:通过质量控制活动的实施,本公司/团队/项目在保持产品或服务质量稳定的同时,取得了一定的质量改进和效益提升。
但同时也发现了一些问题和挑战,需要进一步改进和优化。
建议在下一阶段继续推进质量控制活动,并围绕解决上述问题和挑战,提升产品/服务质量,提高客户满意度,实现质量控制的可持续发展。
【附录】:1. 附表:数据收集和分析结果2. 附图:缺陷率和不合格品率的变化趋势图3. 附录:客户满意度调查问卷及结果分析。
QC小组活动成果申报表填写范本一、活动概况1. 活动名称: QC小组质量改进活动2. 活动时间: 2022年1月1日至2022年6月30日3. 活动目的:提高团队成员的质量意识,改进工作流程,提升产品质量二、活动内容1. 活动组织:由质量管理部门统一组织,成立QC小组,确定成员名单,分配任务2. 活动宣传:在团队内部进行活动宣传,宣传活动的意义和目标3. 活动培训:为每个小组成员提供相关的质量管理培训,包括质量意识培训、流程改进培训等4. 活动实施:每个小组成员按照分配的任务,开展相关的质量改进工作,监督执行情况5. 活动总结:汇总每个小组的改进成果,进行活动总结和评估三、活动成果1. 质量意识提升:通过活动,团队成员的质量意识得到有效提升,大家对质量管理的重要性有了更深刻的理解2. 工作流程改进:活动中,团队成员针对工作中存在的质量问题,提出了一系列改进措施,包括流程优化、质量控制等方面的改进3. 产品质量提升:通过质量改进活动,产品的质量得到了明显提升,客户投诉情况明显减少,产品合格率明显提高四、活动效益1. 提升企业形象:产品质量的提升,提升了企业的形象,增强了客户对企业的信任度2. 降低成本:通过工作流程的优化和质量控制的加强,大大降低了生产中的浪费和次品率,节约了成本3. 增加了员工积极性:参与活动的员工,通过质量改进活动,感到企业对员工的重视,增强了他们在工作中的积极性五、未来计划1. 持续改进:针对活动中发现的问题,继续进行改进和优化,使质量管理工作更加精细化、标准化2. 拓展活动范围:推广QC小组活动模式,让更多的团队受益,进一步提升企业整体质量水平六、总结本次QC小组质量改进活动取得了显著的成果,提升了企业的整体质量水平,对企业未来的发展起到了积极的作用。
在未来,我们将继续改进和优化质量管理工作,不断提升产品质量,为客户提供更优质的产品和服务。
七、活动效果分析1. 提升企业形象:通过QC小组活动质量改进的实施,企业产品质量得到提升,减少了客户投诉,从而提高了客户对企业的信任度。
qc小组成果报告模板QC小组成果报告模板
一、小组简介
1.小组名称:
2.小组成立时间:
3.小组人员构成:
4.小组活动开展情况:
二、问题描述
1.发现的问题或机会:
2.问题的重要性:
3.问题的原因分析:
三、目标设定
1.设定的目标:
2.目标可行性分析:
四、原因分析
1.对问题的深入分析:
2.因果图或其他分析工具的使用:
五、对策制定与实施
1.对策一:
a. 对策内容:
b. 实施过程:
c. 实施结果:
2.对策二:
a. 对策内容:
b. 实施过程:
c. 实施结果:
...(以此类推)
六、效果确认
1.效果与设定的目标对比:
2.PDCA循环的运用:
3.效果的水平及持续性评估:
七、总结与展望
1.小组成果总结:
2.下一步行动计划:
3.对其他小组或组织的建议:。
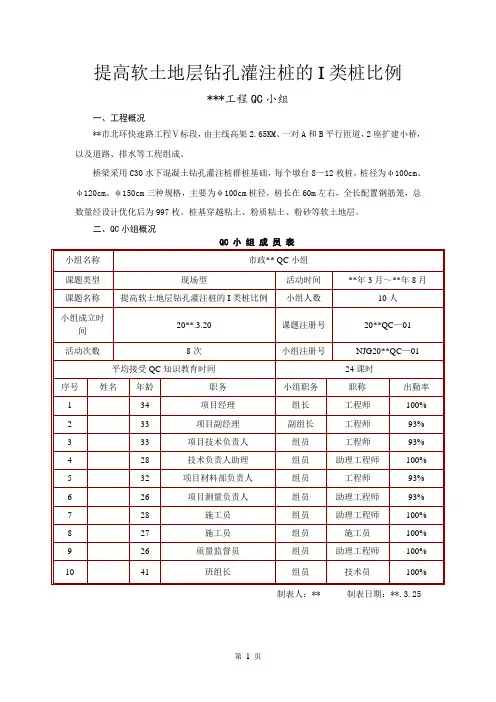
提高软土地层钻孔灌注桩的I类桩比例***工程QC小组一、工程概况**市北环快速路工程Ⅴ标段,由主线高架2.65KM、一对A和B平行匝道,2座扩建小桥,以及道路、排水等工程组成。
桥梁采用C30水下混凝土钻孔灌注桩群桩基础,每个墩台8—12枚桩,桩径为φ100cm、φ120cm、φ150cm三种规格,主要为φ100cm桩径,桩长在60m左右,全长配置钢筋笼,总数量经设计优化后为997枚。
桩基穿越粘土、粉质粘土、粉砂等软土地层。
二、QC小组概况QC 小组成员表制表人:** 制表日期:**.3.25小组活动进度计划三、选题理由1、钻孔灌注桩是桥梁工程的承重结构,钻孔桩的质量直接关系到桥梁工程安全稳定性。
2、我公司对于软土地层钻孔桩成桩控制经验相对不足,通过此次活动提升该方面的控制能力。
3、钻孔灌注桩成桩质量属于隐蔽工程,对工程施工缺陷修复困难,造价高,影响工期时间长,故保证钻孔桩施工质量对整个项目控制投资,缩短工期有较大帮助。
四、现状调查在QC小组成立以后,小组成员对以往已施工完成的桥梁工程(**宁穿路-福庆路地块市政基础设施及外围附属工程和文化广场桥梁及河道整治工程)钻孔桩资料进行统计。
已完工程钻孔灌注桩桩统计序号项目名称总桩数存在问题**宁穿路-福庆路地块市政基础设施及外围附属工程124 26 1(桥梁工程)2 文化广场桥梁及河道整治工程(桥梁工程)66 14钻孔灌注桩成桩的影响因素统计表序号项目频数(条)累计频数(条)累计频率%1 桩身完整性差34 34 852 桩顶平面偏差 4 38 953 桩混凝土强度不足 1 39 97.54 桩顶标高偏差 1 40 100合计40 40 100 根据对已完工程的调查统计,钻孔灌注桩成桩主要有桩身完整性差34条,桩顶平面偏差4条,桩混凝土强度1条,桩顶标高偏差1条,排列图如下,可以看出桩身完整性差是灌注桩成桩控制的主要问题,提升该项施工质量,就能大大提高钻孔灌注桩成桩成果。
鲁班集团安绪堂项目部QC小组成果报告一、QC小组概况本小组成立于2006年5月17日,期间项目部承建南坊机关社区A 区2#楼工程。
QC小组成员情况见下表:文化姓名性别年龄职称职务小组内的职责程度安绪堂男47 高中助工组长负责QC小组组织领导工作袁清泉男32 中专助工组员负责工程技术、质量管理工作葛强男26 大专助工组员负责施工、计划制定工作倪明辉男28 大专助工组员负责施工机具和材料的管理刘春彦女29 本科工程师组员负责质量检查、数据分析李连超男21 中专技术员组员负责测量放线工作安丽女22 中专组员负责统计、资料收集工作本工程为剪力墙结构,采用木胶合板模板,墙、梁、板整支整浇的施工工艺。
在施工过程中我们对剪力墙进行QC管理,每周三下午5:00由组长召集小组成员召开QC小组活动会议,按照PDCA的4个阶段8个步骤开展活动,会后由资料员将活动内容整理成书面材料。
二、选题理由当前大部分房屋剪力墙结构工程剪力墙支模时均采用定型大模板,虽然周转次数多,但是一次性投入过大。
因此目前很多中小型施工企业,仍采用传统的木胶合板或竹胶合板作为主要的支模材料。
我工地就是采用15㎜(18)厚木胶合板支设剪力墙及梁板模板,其他材料有50×100方木背楞、拉结螺栓、蝴蝶卡等。
上述工艺虽然材料周转次数少,但一次性投入也小,施工周期快,符合我公司的实际情况。
但在实际施工过程中,剪力墙质量较难控制,因此我们选择了《利用QC方法提高剪力墙质量》来作为本次活动的攻关课题。
三、第一次循环(一)调查情况本工程标四层、五层两层混凝土现浇剪力墙质量检查结果:检查100个点,其中不合格点15个,合格率为85%,详细情况见调查表(表1)。
表1 不合格点调查表序号轴线偏移项目频数频率% 累计1 轴线位移8 53.3 53.32 表面平整度 4 26.7 803 垂直度 2 13.3 93.34 标高 1 6.7 100合计15合格率85%制表人:袁清泉日期:2006年6月13日图一项目部现阶段剪力墙质量调查排列图123456789101112131415轴线位移表面平整度垂直度标高频数累计频率%93.3%80%53.3%84211002030405060708090100调查时间:2006年 6月 13日 调查人:袁清泉(二)因果分析根据图1可以看出,剪力墙轴线位移不符合要求是影响质量的主要原因,我们对此进行了因果分析,见因果分析图(图二)。
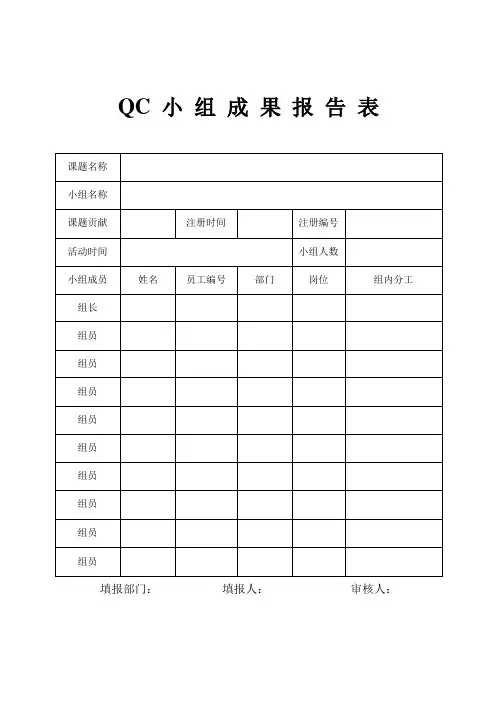
xxx汽车股份有限公司
QC 小组成果报告表
填报部门:xxx填报人:审核人:xxx
xxx
一、选题理由:(可采用统计表、排列图等工具) 1、公司要求 xxx 车型侧围点凹率为缺陷总数的 20%
2、2007年1月~3月 xxx 车型侧围点凹率为缺陷总数的 32%
3、选定课题:降低 xxx 侧围点凹率
侧围生产线有 个工序侧围外板点凹又可分为几个部位 利用分层法进行分析:
缺陷部位分层点凹排列图
经过分析得出: 4号工序的 C 柱点凹是主要症结 小组根据现状调查得出的数据, 在结合问题解决的经验判定 ,认为至少能将症结问题解决 八成 ,则计算点凹率: (161-97*80%
)
/505*100%=16.5%
小组最终设定目标为 :将 xxx 侧围点凹率降低至 15%
工序分层点凹排列图
100% 80% 60% 40% 20%
三、分析原因:(可采用因果图、树图、关联图等工具)
C柱
点凹
4工
序点
凹
四、要因
确认:
1、电极
头过大
侧围4工序焊接C柱的焊钳所用的电极头是直径为16毫米,而焊接边宽度恰好是16 毫米, 电级头在焊接时很容易碰到车身外表面,小组并在现场对250 台侧围总成开展点凹实验,结果为250台中,有2台因为此焊钳电极过大而点凹,因此,电极头过大是主要原因。
2、电极杆过短
侧围4工序焊接C柱的焊钳所用的上电极杆是长度为65毫米的, 5工序焊接C柱的焊钳,的电极杆长度为85 毫米(以为本焊钳型号最长)的,小组并在现场对250台侧围总成开展点凹实验,但依然会出现点凹现象,因此,电极杆过短不是主要原因。
3、冲压件要防锈
冲压件只有在南风天时才会擦上防锈油,而没擦的时候也依然会出现点凹现象。
小组成员亲自动手试验250 台,发现焊钳100%不会因零件表面有油而滑入内侧将焊钳点凹。
因此,冲压件要防锈不是主要原因。
4、培训不到位小组成员均经过公司三级培训,通过岗位指导培训考核。
此外,现场抽查了《右侧围40# 左二》、《右侧围50#右一》两个岗位,对照员工操作10台车与SOS标准化操作的一致性,100%一致。
因此,员工培训不到位不是主要原因。
5、内板零件错位
现场测量20台C柱,发现C柱下部有1~3 毫米的错边,小组成员再对错边零件进行焊接实验,发现错边零件易被点凹。
因此,内板零件错位是主要原因。
6、无防错挡板
4 工序与
5 工序焊接C 柱时,拼台无防错挡板,焊钳开口有50 毫米,焊钳可伸入零件外表面将零件点凹,因此,无防错挡板是主要原因。
7、操作工位拥挤
每个工序都是只有4 名焊接操作工,他们在按照标准化操作时,并未存在焊钳干涉现象,因此,操作工位拥挤不是主要原因。
五、对策措施
六、实施
1、电极头过大:将4 工序UC-C0630 型号的焊钳电极直径由¢16 毫米更换为¢12毫米负责人:梁鑫昌完成时间:2008年4月22日
小组在实施后对1000 台侧围总成进行跟踪,验证结果为因电极过大点凹率为零.
2、内板零件错位:调节内板上部定位销向左移2 毫米,改进内板后部夹具。
负责人:朱名壮完成时间:2008年5月13日
小组在实施后对1000台侧围总成进行跟踪,验证结果为C柱平均错位0.8毫米, 因C 柱错位造成点凹率为零
3、无防错挡板:制作挡板防错,制作4 工序C 柱气缸防错负责人:罗宇琨完成时间:2008年5月20日
小组在不影响零件装配、输送并方便员工操作的情况下,安装汽动防错。